整体壁厚2mm铝合金舱门砂型铸造成形工艺研究
铝合金精确砂型铸造评述
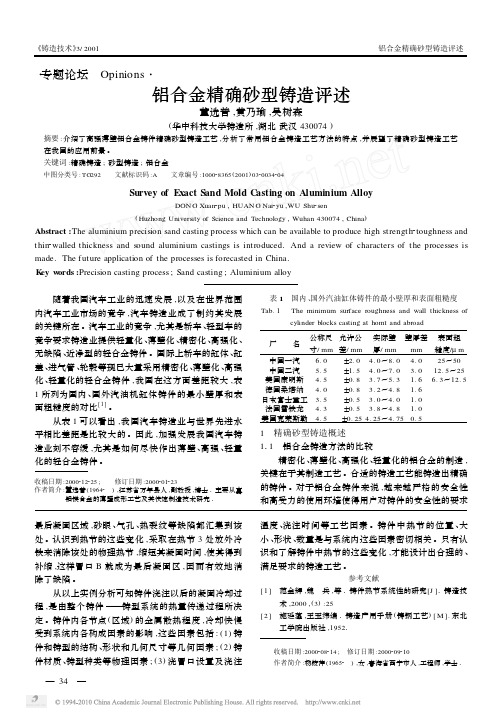
表 1 国内 、国外汽油缸体铸件的最小壁厚和表面粗糙度
Tab. 1 The minimum surface roughness and wall t hickness of
cylinder blocks casting at homt and abroad
★
★
○
★
★
●
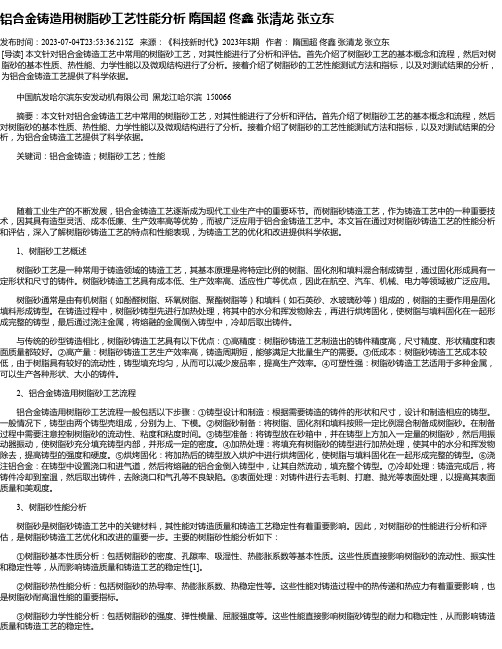
适用于大批量生产
●
●
●
▲
●
高度自动化 生产率高
●● ●
●
▲
●
▲
▲
●
▲
●
工艺稳定 复杂铸件
●
●
×
●
●
▲
●
● ●● ●
壁薄铸件
●
近/ 尽/ 无余量铸造
●
工 设计柔性大
×
艺 产品开发周期短
×
特 产品设计到实际生产的时间短 ×
点 金属液传输无扰动
×
锆英砂或热芯的使用
○
生产工艺易于控制
●
●
×
●
▲
●
工学院出版社 ,19521
收稿日期 :2000208214 ; 修订日期 :2000209210 作者简介 :杨筱萍 (19652 ) ,女 ,青海省西宁市人 ,工程师 ,学士 1
《铸造技术》3/ 2001 铝合金精确砂型铸造评述
模型/ 润滑剂及精整工艺 ★
模型的温度控制及冷却
★
★
○
○
★
★
○
○
○
压射速度/ 压力
★
浇注速度/ 浇注系统
★
工 浇注温度
★
艺 金属液质量
铝合金铸造用树脂砂工艺性能分析隋国超佟鑫张清龙张立东
铝合金铸造用树脂砂工艺性能分析隋国超佟鑫张清龙张立东发布时间:2023-07-04T23:53:36.215Z 来源:《科技新时代》2023年8期作者:隋国超佟鑫张清龙张立东[导读] 本文针对铝合金铸造工艺中常用的树脂砂工艺,对其性能进行了分析和评估。
首先介绍了树脂砂工艺的基本概念和流程,然后对树脂砂的基本性质、热性能、力学性能以及微观结构进行了分析。
接着介绍了树脂砂的工艺性能测试方法和指标,以及对测试结果的分析,为铝合金铸造工艺提供了科学依据。
中国航发哈尔滨东安发动机有限公司黑龙江哈尔滨 150066摘要:本文针对铝合金铸造工艺中常用的树脂砂工艺,对其性能进行了分析和评估。
首先介绍了树脂砂工艺的基本概念和流程,然后对树脂砂的基本性质、热性能、力学性能以及微观结构进行了分析。
接着介绍了树脂砂的工艺性能测试方法和指标,以及对测试结果的分析,为铝合金铸造工艺提供了科学依据。
关键词:铝合金铸造;树脂砂工艺;性能随着工业生产的不断发展,铝合金铸造工艺逐渐成为现代工业生产中的重要环节。
而树脂砂铸造工艺,作为铸造工艺中的一种重要技术,因其具有造型灵活、成本低廉、生产效率高等优势,而被广泛应用于铝合金铸造工艺中。
本文旨在通过对树脂砂铸造工艺的性能分析和评估,深入了解树脂砂铸造工艺的特点和性能表现,为铸造工艺的优化和改进提供科学依据。
1、树脂砂工艺概述树脂砂工艺是一种常用于铸造领域的铸造工艺,其基本原理是将特定比例的树脂、固化剂和填料混合制成铸型,通过固化形成具有一定形状和尺寸的铸件。
树脂砂铸造工艺具有成本低、生产效率高、适应性广等优点,因此在航空、汽车、机械、电力等领域被广泛应用。
树脂砂通常是由有机树脂(如酚醛树脂、环氧树脂、聚酯树脂等)和填料(如石英砂、水玻璃砂等)组成的,树脂的主要作用是固化填料形成铸型。
在铸造过程中,树脂砂铸型先进行加热处理,将其中的水分和挥发物除去,再进行烘烤固化,使树脂与填料固化在一起形成完整的铸型,最后通过浇注金属,将熔融的金属倒入铸型中,冷却后取出铸件。
铝合金铸造工艺及缺陷研究
铝合金铸造工艺及缺陷研究摘要:镁铝合金是世界上需求量最大的一种商品原材料,但由于镁铝合金性能较差,在加工工艺的优化和缺陷分析中起着重要的作用。
介绍了MG-Al合金的加工工艺,探讨了MG-Al合金的改进方法和防腐性能。
数据分析和对比表明,MG-Al合金经过工艺改性后,性能得到了很大的改善。
关键词:Mg-Al合金;铸造工艺;防腐蚀性引言近年来,铸造工艺逐步优化,在铸造材料选择上更加注重高强度、高量化的原材料。
镁铝合金材料密度轻,强度高,导热性好,流动性好,熔点温度低等优点,非常适合金属加工工艺,受到零部件行业的认可。
镁铝合金的化学特性比较活泼,容易被氧氧化,因此在加工过程中应选择真空压铸、含氧压铸或半固态触变压铸等新的铸造方法。
对镁铝合金的加工工艺进行研究,确定工艺参数和铸造缺陷,有利于改进铸造工艺方案。
1铝合金主要铸造方法分析1.1砂铸造砂型铸造是根据溶液的重力来实现充型和凝固的,这类方法在实践中应注意大气压力环境。
从铸造实践中可以得出,这种操作方式的充型效果有待提高,凝固条件相对较差,铸件质量难以保证,稳定性较差。
在这种铸造方法的操作中,人们很容易掌握技术的应用,而且投资相对较小。
在操作实践中,技术人员要注意砂型配置的优化、模具制造的调控、浇注系统的标准化设计。
1.2压铸件在压力铸造阶段,属于快速铸造生产方法,适量的液态金属受压铸机柱塞高压作用的影响,可迅速转移到金属模腔中。
在型腔内充分填充后,可冷却固化,最后有效成型。
在压力铸造作业中,基本优点主要是铸件本身光洁度高,尺寸更精确,组织密度好,无过量气体含量,适用机构高。
可用于装配应用,操作时无需机械加工,其最小壁厚为0.3mm,可应用于大量薄壁铸件的工业生产。
但是,这种铸造方法也有相应的缺点,即不能应用于结构复杂程度较高的铝合金铸件,模具设计制造消耗周期长,加工过程中的许多操作难度大,实际加工成本高。
通过热处理技术难以加强对压铸件的控制,因此压力铸造不适合少量铝合金铸件的铸造生产[1]。
铝合金薄壁铸件砂型无模铸造工艺

铝合金薄壁铸件砂型无模铸造工艺摘要:介绍铝合金薄壁铝合金铸件采用砂型无模铸造的工艺流程及特点,并通过零件结构分析产生冷隔、缩松等缺陷风险,设计了双浇口开放式顶注式浇注系统及内浇口上方设置多处异性冒口。
结果表明,双浇口开放顶注重力式浇注可以解决薄壁件砂型浇注产生的冷隔、缩松等缺陷,取得显著的经济效益。
关键词:砂型无模;无模精密成型;凝固收缩中图分类号:Sand mold less casting process for thin wall aluminum alloycastingsOU Hong-rong ZHOU Liang-jian FAN Jin-qianGuangxi Yuchai Machinery Co. Ltd.Yulin,Guangxi Province,China,537000Abstract: The technological process and characteristics of sand mold less casting for thin-walled aluminum alloy castings are introduced. Through the structural analysis of the parts, the risk of defects such as cold shut and shrinkage porosity is caused. The double gate open top injection gating system is designed, and a number of heterogeneous risers are set above the inner gate. The results show that the double gate open top pouring gravity pouring can solve the defects of cold shut and shrinkage caused by sand mold pouring ofthin-walled parts, and obtain significant economic benefits.Key words: Sand mould without mould;Dieless precision forming;Solidification shrinkage1引言节能减排和轻量化是目前发动机制造行业不断追求的目标,目前大多数柴油发动机的零部件都是由铸铁材料铸造而成。
航天大型铝合金壳体树脂砂铸型快速制造单元设计研究
916im FO U N D R V工艺技术Vol.68 No.8 2019航天大型铝合金壳体树脂砂铸型快速制造单元设计研究蒋清,孟祥炜,王建,高鹏程,倪江涛,齐朋(首都航天机械有限公司,北京100076 )摘要:以航天大型铝合金壳体为对象,基于自硬树脂砂低压铸造工艺特点,进行树脂砂快速造型单元设计研究。
通过将叠箱造型工艺优化为分箱底板造型工艺,实现上、中、下各箱同步造型,提升造型效率;将铸型制造工序分解为5种工位,精确设计工位布置和数量,形成高效率自循环的造型单元;通过综合造型单元构建技术研究,在同等条件下单个产品的树脂砂铸型生产效率提升3倍以上,铸型紧实度均匀性提升50%以上,铸型连续生产的效果提升更加明显。
关键词:大型铝合金铸件;树脂砂;造型单元作者简介:蒋清(1984-),男,高 级工程师,研究方向为 宅吕合金铸造。
E-mail: jq618@中图分类号:T G245;T G292 文献标识码:A文章编号:1001-4977(2019) 08-0916-05收稿曰期:2019-04-15。
航空航天等行业装备大量采用优质铝合金铸件,目前国内此类铸件主要采用砂 型铸造、熔模精密铸造工艺生产,其中高质量的大型优质铝合金铸件很多采用树脂 砂低压铸造工艺。
在航天装备中应用最广泛合金之一是ZL114A合金,这是一种优 质亚共晶Al-Si系铸造铝合金,此合金具有较高的强度(T6热处理的抗拉强度达到 320 MPa),同时具有很好的流动性、气密性和抗热裂性能,能够铸造出复杂形状 的高强度铸件,如飞机和导弹的壳体、仪器舱体、支撑梁等承受高载荷的零件,因此,ZL114A合金在航空、航天以及汽车等领域具有广泛的应用前景。
目前,各行业也有自动化程度非常高的自动化树脂砂铸型生产模式,比如汽车 等行业的大批量生产模式,由于每种铸件的批量较大,年产几万到几十万件[3],因此,可以投入几千万元资金针对每项产品建设自动化的铸造生产线。
铝合金砂型铸造-壳体
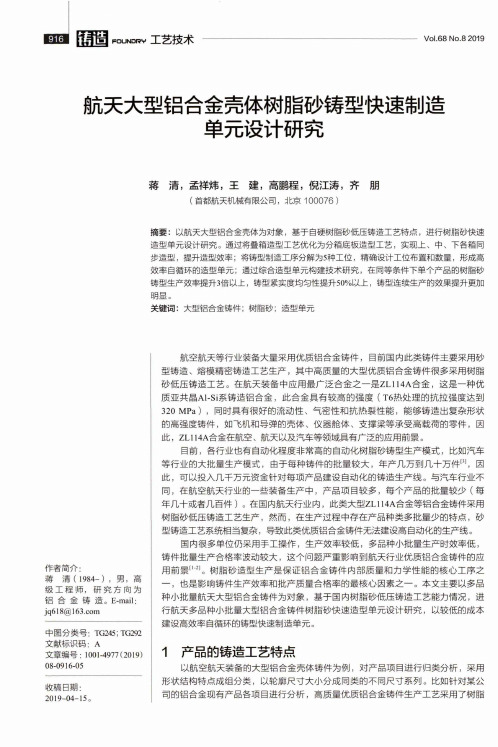
导入的铸件三维几何(等轴测试图)
下一步,对不带浇冒口系统的铸件进行模拟, 确定铸件的“自然”凝固顺序,以便于得到浇口 和冒口的正确放置位置. 铸件材料类型设为:C355 铝合金, 铸型为方形, 材料为橄榄石砂. 计算时间: 1 GHz PC, 约50分钟
初始模拟结果:等轴测视图
暗的区域先凝固,亮的区域后凝固.
通过X射线透视图分析铸件和冒口中 的缩孔。除了下部小凸台,铸件其 他位置未发现缺陷。
小缩孔
小结
1. 凸台中的缩孔可以通过增加小冒口或冷铁 来消除。 2. 冒口(特别是顶部大冒口)尺寸看起来还 可以减小,而不会影响铸件质量。
问题解答 问: 为什么“冒口设计向导”未提示在小凸台缩 孔位置放置冒口? 答: 在“冒口设计向导”中,需要设置“敏感 度”。敏感度越高,能够识别的补缩区越小。 本例中,需要设置更高的敏感度。而如何设 置正确的敏感度也需要一定的学习积累过程。
问题解答
问: 有没有自动优化冒口的方法?
答: SOLIDCast 中有优化模块 OPTICast ,采 用多变量-响应面优化算法,自动找到铸件质 量和工艺出品率最高时的最小冒口尺寸。
铝合金砂型铸造工艺分析 模拟 #2
对于模拟#2, 对模型进行了一下调整:
1. 增加了冒口锥度,并延伸到铸型顶面。
冒口放置点 1
冒口放置点 2
冒口放置点 3
冒口放置点 4
接下来确定冒口尺寸。
根据模数和补缩体积,冒口设计向导能够自 动计算出相应的冒口大小。
计算得到的冒口1 的尺寸:直径 3” x 高 6” (假设为普 通砂冒口)
如果假设冒口1 采用保温冒口套, 则冒口尺寸减小 为:直径 2.5” x 高 4”
不同的合金铸型材料会影响实际的冒口效率所以需要根据经验调整相应的补缩效接下来调整冒口尺寸在凸台位置增加冒口或冷铁再次进行模拟分析结果
铝合金帽子砂型铸造工艺的改进
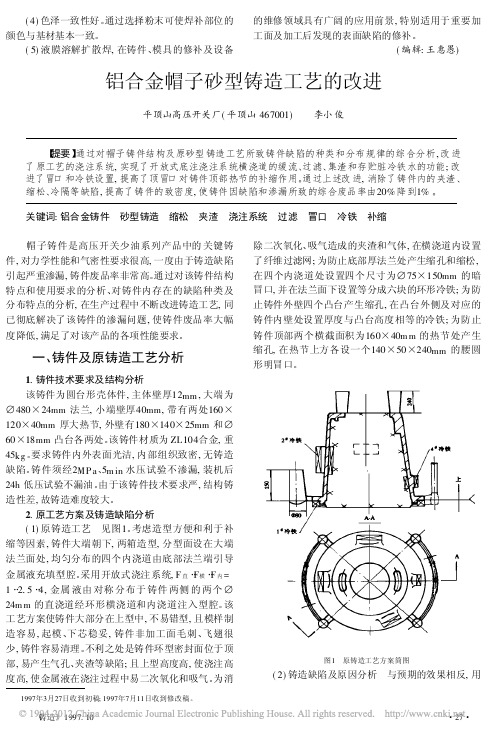
(4)色泽一致性好。
通过选择粉末可使焊补部位的颜色与基材基本一致。
(5)液膜溶解扩散焊,在铸件、模具的修补及设备的维修领域具有广阔的应用前景,特别适用于重要加工面及加工后发现的表面缺陷的修补。
(编辑:王惠愚) 1997年3月27日收到初稿;1997年7月11日收到修改稿。
铝合金帽子砂型铸造工艺的改进平顶山高压开关厂(平顶山467001) 李小俊 【提要】通过对帽子铸件结构及原砂型铸造工艺所致铸件缺陷的种类和分布规律的综合分析,改进了原工艺的浇注系统,实现了开放式底注浇注系统横浇道的缓流、过滤、集渣和存贮脏冷铁水的功能;改进了冒口和冷铁设置,提高了顶冒口对铸件顶部热节的补缩作用。
通过上述改进,消除了铸件内的夹渣、缩松、冷隔等缺陷,提高了铸件的致密度,使铸件因缺陷和渗漏所致的综合废品率由20%降到1%。
关键词:铝合金铸件 砂型铸造 缩松 夹渣 浇注系统 过滤 冒口 冷铁 补缩 帽子铸件是高压开关少油系列产品中的关键铸件,对力学性能和气密性要求很高,一度由于铸造缺陷引起严重渗漏,铸件废品率非常高。
通过对该铸件结构特点和使用要求的分析、对铸件内存在的缺陷种类及分布特点的分析,在生产过程中不断改进铸造工艺,同已彻底解决了该铸件的渗漏问题,使铸件废品率大幅度降低,满足了对该产品的各项性能要求。
一、铸件及原铸造工艺分析1.铸件技术要求及结构分析该铸件为圆台形壳体件,主体壁厚12mm ,大端为 480×24mm 法兰,小端壁厚40mm,带有两处160×120×40mm 厚大热节,外壁有180×140×25mm 和 60×18mm 凸台各两处。
该铸件材质为ZL104合金,重45kg 。
要求铸件内外表面光洁,内部组织致密,无铸造缺陷。
铸件须经2MPa 、5m in 水压试验不渗漏,装机后24h 低压试验不漏油。
由于该铸件技术要求严,结构铸造性差,故铸造难度较大。
大型薄壁高强度铝合金异型舱壳精密砂型铸造成型关键技术应用研究

大型薄壁高强度铝合金异型舱壳精密砂型铸造成型关键技术应用研究**本文由“高档数控机床与基础制造装备”国家科技 重大专项(课题编号:2017ZX04009001)支持。
王华侨',王永凤「,郭玉',张权',付忠奎,,冯四伟I,罗海涛',赵华萍 ',李玉胜2,翟虎2,赵连君2,赵偲宇'1.湖北三江航天红阳机电有限公司(湖北孝感432000)2.沈阳明腾科技有限公司(辽宁沈阳110101)3.湖北大学知行学院(湖北武汉430011)【摘要】对某大型薄壁高强度铝合金网格筋异形舱壳整体精密铸造成型的关键技术进行了系统介绍,从铸件的结构特点、工艺方案选型、铸造模拟仿真、铸件加工质量等进行了深入 的分析和优化。
该大型薄壁网格筋异形舱壳整体精密铸造成型所采用的系列工艺及设计 技术,克服了传统制造方案无法实现或实现起来成本高、周期长、管理难等缺点,对于同类结构铸件的整体精密铸造成型成功实现具有重要的技术创新意义,同时对于提升国内大 型高强度铝合金复杂构件的精密铸造成型具有重要的指导和借鉴价值。
关键词:高强度铝合金;薄壁网格筋;异形舱壳;精密铸造;模拟仿真中图分类号:TG249 文献标识码:BDOklO.l 2147/ki. 1671-3508.2019.03.017Research on Critical Technology of Precision Casting for Large ThinWall High-Strength Aluminum Alloy Special-Shaped Cabin Shell[Abstract] In this paper, the key technology of a large thin wall high strength aluminum alloymesh bar for the whole precision casting is introduced, and the structure features, the selection ofthe process scheme, the simulation of the casting, the quality of the product and so on are deeplyanalyzed and optimized. The series of process and design techniques used in the whole precisioncasting of the large thin wall mesh reinforcement can overcome the shortcomings of thetraditional manufacturing scheme which can not be realized or realized, such as high cost, longperiod and difficult management. It has important technical innovation significance for the complete precision casting of similar structure products. At the same time, it has important guiding and reference value for improving the precision casting forming of large domestichigh-strength aluminum alloy components.Key words : high strength aluminum alloy ; thin-walled grid bar; special-shaped cabin shell ;precision casting; simulation1铸件结构特点1.1铸件结构特点某异形舱壳总体结构设计采用网格筋骨架+蒙皮整体铸造结构,如图1所示。