空气静压电主轴系统中前套筒磨削工装设计
气体静压电主轴
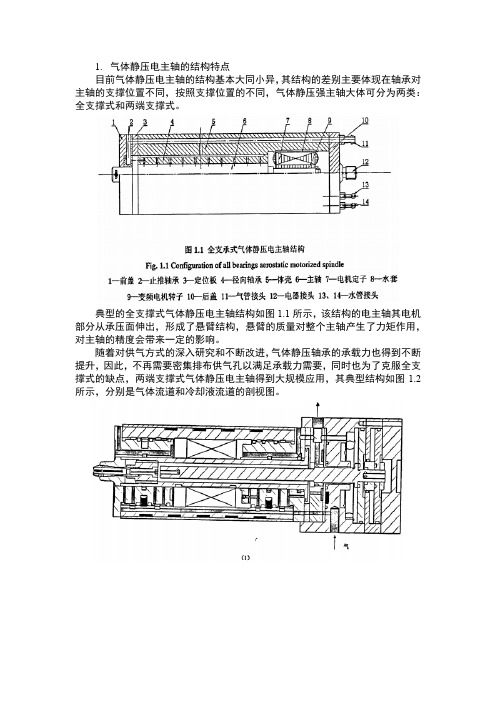
1.气体静压电主轴的结构特点目前气体静压电主轴的结构基本大同小异,其结构的差别主要体现在轴承对主轴的支撑位置不同,按照支撑位置的不同,气体静压强主轴大体可分为两类:全支撑式和两端支撑式。
典型的全支撑式气体静压电主轴结构如图1.1所示,该结构的电主轴其电机部分从承压面伸出,形成了悬臂结构,悬臂的质量对整个主轴产生了力矩作用,对主轴的精度会带来一定的影响。
随着对供气方式的深入研究和不断改进,气体静压轴承的承载力也得到不断提升,因此,不再需要密集排布供气孔以满足承载力需要,同时也为了克服全支撑式的缺点,两端支撑式气体静压电主轴得到大规模应用,其典型结构如图1.2所示,分别是气体流道和冷却液流道的剖视图。
2.国内外应用情况随着加工精度要求越来越高,传统机床的车、铣、镗、磨及钻削已经不适应各种精密元件的加工,所以新的机械装备得到推广。
气体静压电主轴精度高,适用于微小孔钻削、精密光学镜片的磨削、精密半导体元件的磨削等,其转速极高,使加工效率成倍提高。
因此,目前气体静压电主轴广泛应用于精密加工领域,其加工的零件也多用在要求精密、高效及微型化的高科技领域。
美国AMETEK Precitech公司研制的Nanoform 250ultragind机床,可用于单点金刚石车削、刀具正交金刚石车削、精密磨削、铣削和自由曲面铣削、磨削,该机床上用于高速铣削和磨削的主轴采用气体静压轴承支承,其轴向与径向运动误差均小于0.05μm,该公司的Nanoform 700ultra机床可用于微铣削,其轴向与径向运动误差也都小于0.05μm,安装在这些机床上气体静压电主轴主要是HS、SP和HD系列电主轴,其中HS-75高速电主轴最大速度达到18000rpm,其轴向径向运动精度达到了20nm以内,而SP-150高性能电主轴转速虽然不高,但其轴向径向运动精度都达到了15nm以内,HD-160系列电主轴是重载电主轴,其轴向与径向刚度分别达到了350N/μm和175N/μm,主轴头部处的径向承载能力达到102kg,其轴向径向运动精度也在50nm以内。
一种超精密空气静压车床主轴的设计
本 文提 出一 个 TS模 糊神 经 网络应 用 于气 动 伺 服 . 系 统 的控制 , 中模 糊逻 辑 系统完 成气 动 系统 的控制 , 其 同时利 用基 于神 经 网络 的学 习算 法调节 隶 属度 函数 的 参数 和神 经 网 络 的权 值 , 而 优 化 整 个 系 统 的性 能 。 从 应用 所 提 出的控 制方 法 , 动 执行 器 通 过 多 传 感 器 信 气
2 主 轴静态 性 能测试
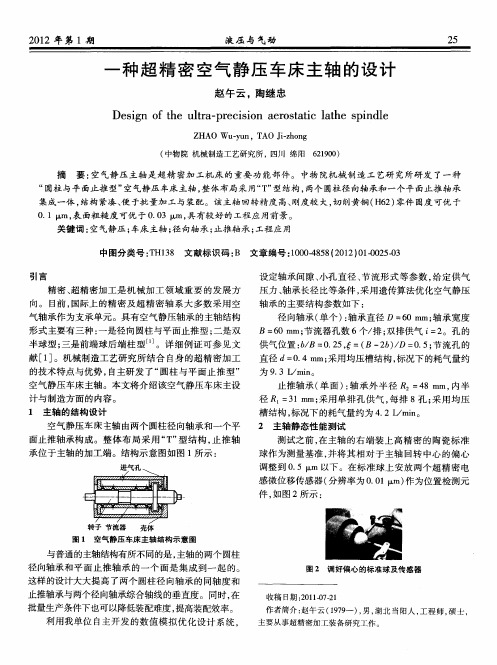
空 气静 压车 床主轴 由两个 圆柱 径 向轴 承 和一个 平
面止推轴承构成 。整体布局采用 “ ” T 型结构 , 止推轴 承位 于 主轴 的加 工端 。结 构示 意 图如 图 1 示 : 所
测 试之 前 , 主轴 的右 端 装 上 高 精 密 的 陶瓷 标 准 在 球 作 为测量 基 准 , 将其 相 对 于主 轴 回 转 中心 的偏 心 并 调 整 到 05 m 以下 。在标 准 球 上安 放 两个 超 精 密 电 . 感微 位 移传感 器 ( 分辨 率为 00 L 作为 位置 检测 元 .1I . m)
轴承 的 主要结 构参 数如 Байду номын сангаас :
精密 、 超精 密 加工 是 机 械 加 工 领 域 重 要 的发 展 方 向 。 目前 , 国际上 的精 密 及 超 精 密 轴 系 大 多数 采 用 空
气 轴 承作 为支 承单 元 。具有 空气 静压 轴 承 的主轴 结构
形 式 主要有 三 种 : 一是径 向圆柱 与平 面止 推型 ; 是双 二
为“ 驱” “ 直 或 电主轴 ” 驱动 方式 , 主轴 的性 能 还将 有 该 较大 的提 升空 间 。
空气静压电主轴

空气静压电主轴一、什么是空气静压电主轴?空气静压电主轴,简称APS电主轴,是一种高速精密加工设备。
它采用了先进的气动技术和电子控制技术,能够在高速旋转时产生空气静压力,使加工过程更加稳定和精确。
二、APS电主轴的优点有哪些?1.高速旋转:APS电主轴可以达到极高的转速,最高可达到80,000rpm以上。
这使得它在加工细小零件时更加精确。
2.稳定性好:由于APS电主轴产生的是空气静压力,而不是机械接触力,因此可以大大减少振动和噪音,从而提高了设备的稳定性。
3.寿命长:由于APS电主轴没有机械接触部件,因此磨损非常小。
同时,在使用过程中也不需要进行润滑和维护,因此寿命非常长。
4.节能环保:由于APS电主轴采用了气动技术,在使用过程中不需要消耗任何油液或其他化学物质。
同时,在运行时也不会产生任何噪音或污染物,是一种非常环保的设备。
三、APS电主轴的工作原理是什么?APS电主轴的工作原理可以分为两个部分:气动部分和电子控制部分。
1.气动部分:APS电主轴内部有一个空气静压装置,当主轴开始旋转时,空气静压装置会产生一定的压力,使得加工件与刀具之间保持一定的距离。
这样就可以避免机械接触产生的振动和噪音,并且能够保证加工精度。
2.电子控制部分:APS电主轴内部有一个高精度的传感器,可以实时监测主轴转速和振动情况。
同时,还有一个智能控制系统,可以根据传感器反馈的数据自动调整空气静压力和转速,以达到最佳加工效果。
四、APS电主轴在哪些领域有应用?1.模具加工:由于APS电主轴具有高精度、高速旋转等优点,在模具加工领域得到了广泛应用。
它可以用于雕刻、铣削、打孔等各种操作。
2.半导体制造:在半导体制造领域,需要对芯片进行高精度的切割和打孔。
APS电主轴可以实现高速旋转和稳定性好的加工,因此也被广泛应用于该领域。
3.医疗器械制造:在医疗器械制造领域,需要对各种小型零件进行加工。
APS电主轴具有高速旋转和稳定性好的特点,因此也被广泛应用于该领域。
EMAG接箍车丝机电主轴液压静压环故障分析及处理

焊管WELDED PIPE AND TUBE第44卷第5期2021年5月Vol.44 No.5May 2021EMAG 接箍车丝机电主轴液压静压环故障分析及处理张 强,童楠楠,彭建军,徐小刚,冯春彪,杨兵兵,李六五,欧海荣(宝鸡钢管西安石油专用管公司,陕西宝鸡721008)摘 要:为了准确判断EMAG 接箍车丝机主轴液压静压环故障原因,从静压环密封结构、设备冷却方式等方面对车丝机主轴套筒磨损及故障报警情况进行了具体分析,结合静压环拆卸过程的技术要a ,整理出故障报警排查及故障处理方法#分析结果表明,长时间高温运行以及铁屑划伤是主轴静压环密封损坏的主要原因$建议在故障排除过程中,在静压环出口管路上增加节流阀,可以避免快速泄压导致的液压站温度升高及压力波动;同时在设备日常维护保养过程中,及时清理静压环附近铁屑,可大幅降低静压环系统的故障报警$关键词:主轴;电主轴;静压环;伺服报警中图分类号:TG62文献标识码:B DOI : 10.19291/ki.1001-3938.2021.05.011Failure Analysis and Disposal of Hydraulic Static Pressure Ring ofElectric Spindle of EMAG Coupling Threading MachineZHANG Qiang, TONG Nannan, PENG Jianjun, XU Xiaogang, FENG Chunbiao,YANG Bingbing, LI Liuwu, OU Hairong(Xi $ an OCTG Company of CNPC BSG Group, Baoji 72100& Shaanxi, China )Abstract : In order to accurately judge the failure cause of the hydraulic static pressure ring of the spindle of EMAG couplingthreading machine, the wear and fault alarm of the spindle sleeve of the coupling thread machine are analyzed in detail fromstatic pressure ring seal structure and equipment cooling mode, and the fault alarm troubleshooting and fault treatment methods are sorted out in combination with the static pressure ring disassembly process. The analysis results show that the main reasons for the seal damage are long -time high temperature operation and iron scraps scratch. It is suggested that in the process oftroubleshooting, a throttle valve should be added to the outlet pipeline of the static pressure ring to avoid the temperature rise and pressure fluctuation of the hydraulic station caused by rapid pressure relief. In the process of equipment dailymaintenance, timely cleaning iron scraps near the static pressure ring can greatly reduce the failure alarm of the static pressurering system.Key words : spindle; electric spindle; static pressure ring; servo alarmEMAG 接箍车丝机采用液压静压环电主轴,静压环腔体及主轴套筒会随着使用时间的推移出现磨损,造成油腔间隙变大&伴随着静压环 回路液体流量的不断增大,原设备各功能参数的匹配平衡被打破,导致设备故障报警频发&本研究针对主轴主要故障报警的描述,分析了因主轴套筒磨损产生的故障现象, 静压 环 的 要点,出故障的 及排除方法,为后期静压环故障的诊及排除提供 必要的 &第5期张 强等:EMAG 接箍车丝机电主轴液压静压环故障分析及处理1主轴静压环结构及故障报警描述2主轴静压环故障分析及排查1.1 主轴静压环结构车丝机主轴结构如图1所示,主轴上下运动过程是指主轴套筒在丝杆及平衡油缸作用下,通过前后两侧直线导轨固定,并在主轴下端采用液 压静压环进行稳固,主轴整体上下移动的过程o 该运动过程中,静压环具备减震、稳固等功能。
电主轴轴承的装配方法

电主轴轴承的装配方法1.专业装配的工装轴承间隙测量,调整工具(很正规专业那种).精密的标准平台,V型支撑,还有测量内外圆标高的仪器(全是瑞士产的), 还有一些手动工具.动平衡测量,试验台.最终的跑合试验台(自带润滑系统,动力系统的).要求太高了相关的图纸,啊啊,一套液压安装工具和一套感应加热工具.FAG和NSK都有商品供应.角接触球轴承一般是成对使用的,有面对面,背对背、同向三种装配的方法,主要是看设计者的思路了,不同的装配方法做预加负载的方法也是不同的。
作预加负载是使轴承的内圈与钢球、外圈之间产生一定的弹性变形,来适合你所需要的转速。
预加负载的大小不但影响精度,而且影响它的使用寿命。
比如背对背使用时,一般采取垫外圈或者磨内圈的方法来实现消除间隙,因为背对背使用时一般是用轴来限制轴承的位置,而外圈一般没有限制的。
2.轴承安装,不同的人有不同的安装方法:过度配合(0.04mm以内)--开水烫或煮;过盈(0.04mm以上)---油煮等。
1、检查配合要求是否与负载和转速要求相同。
2、测量配合是否超标。
3、根据测量计算决定加热方式。
保证轴承油隙。
温度不宜超过300--400度。
注意防风。
不宜用明火加热。
条件不许可非用明火时注意温度变化及温度的均匀性。
4、调整轴承的轴向间隙。
外圈加垫。
5、用塞尺实测轴承油隙。
对特大轴承的油隙最好在实际最大负载(偏载)下调整,要考虑现场温度对轴承的影响。
6、检查转动部份与不动部分是否干涉。
7、加油。
注意污染。
8、现场运行监测。
轴承加热温度记得好像应该是小于120度吧说得对~曾遇到过超过120C后轴承不能回复到原状,报废. 还有的轴承带润滑脂,也不能用热套.热塑模芯杆, 为了节约材料, 准备用局部镶嵌式联接(相配直径φ30,长度30,用热套方式), 不转递扭矩:请大家推荐过盈量是多少最合适, 热套零件会变形,二只零件热套后不再加工直接使用,行得通,热套工艺适合热塑模具,过盈量在:0---0.03以内。
一种超精密微切削高速空气静压电主轴[实用新型专利]
![一种超精密微切削高速空气静压电主轴[实用新型专利]](https://img.taocdn.com/s3/m/5a1a7e9b7fd5360cbb1adba3.png)
专利名称:一种超精密微切削高速空气静压电主轴专利类型:实用新型专利
发明人:毛文亮
申请号:CN201922244511.9
申请日:20191216
公开号:CN212217109U
公开日:
20201225
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种超精密微切削高速空气静压电主轴,包括后座、顶杆、换刀气缸、换刀弹簧、前径向轴承、主轴轴芯、自动循环冷却组件、外壳、碟形弹簧、前止推轴承、后止推轴承、后径向轴承、密封圈和三相交流异步电机,主轴轴芯由轴芯本体、止推盘、微结构螺纹槽组、刀具夹头和测速槽组成,该实用新型,采用空气静压轴承支撑,轴对称结构设计,三相交流异步电机,高速电机置于前、后径向轴承之间,轴芯采用轻量化设计,表面开有30°倾角微结构螺纹槽,使径向空气静压轴承动压效应显著增强,止推盘放置在轴芯前端部位,冷却系统先冷却低温区再冷却高温区,具有主轴刚度大,输出功率大,结构紧凑,动态特性和热稳定性好,转速高等特点。
申请人:甘肃机电职业技术学院(甘肃省机械工业学校、甘肃省机械高级技工学校)
地址:741000 甘肃省天水市秦州区赤峪路107号
国籍:CN
更多信息请下载全文后查看。
大型筒磨主轴动静压润滑研讨
大型筒磨主轴动静压润滑研讨
魏铁华
【期刊名称】《华电技术》
【年(卷),期】1995(000)002
【摘要】结合筒磨主轴承,介绍了滑动轴承的各种润滑方式。
特别指出了近期出
现的动静压轴承的优越性,探讨了大型筒磨主轴动静压轴承润滑设计应考虑的问题。
【总页数】6页(P13-18)
【作者】魏铁华
【作者单位】无
【正文语种】中文
【中图分类】TV539.03
【相关文献】
1.大型磨机静压轴承润滑系统减振降噪设计 [J], 权毅;位晓芳;张灵康;唐孟阁
2.钻削电主轴空气静压径向轴承润滑参数优化 [J], 喻丽华;谢庆生;李少波;黄海松
3.限压变量技术在静压主轴润滑单元上的应用 [J], 李同英
4.摆滚式动静压主轴承在水泥磨的应用 [J], 刘明红
5.精密钻削电主轴静压气体止推轴承润滑参数动态优选设计 [J], 喻丽华;谢庆生;黄海松;邹中妃
因版权原因,仅展示原文概要,查看原文内容请购买。
应用于轴孔零件装配的静压气浮工装设计
应用于轴孔零件装配的静压气浮工装设计
冯智猛;倪俊;刘北英;李绍杰
【期刊名称】《机床与液压》
【年(卷),期】2024(52)2
【摘要】为降低轴孔零件装配摩擦、提高装配定位精度,通过研究气浮工装的气体流量数学模型,借助仿真手段分析不同节流孔直径及气膜厚度对气浮工装的工作稳定性、承载力、静态气体质量流量的影响。
根据研究结论设计一种气浮工装,并根据实验验证了气浮工装能有效提高轴孔零件的装配定位精度。
研究表明:当节流孔直径为0.5 mm、气膜厚度为20μm时,气浮工装具有良好的承载能力和工作稳定性。
【总页数】6页(P114-119)
【作者】冯智猛;倪俊;刘北英;李绍杰
【作者单位】上海卫星装备研究所;北京科技大学机械工程学院
【正文语种】中文
【中图分类】TH115
【相关文献】
1.面向装配的回转体零件砂型低压铸造模具和工装的并行设计
2.大尺寸轴孔类零件热装配轴线的非接触测量
3.多个零件一次装配工装设计
4.多零件轴孔精密过盈装配
5.浅谈车体静强度试验垂向加载工装设计与装配
因版权原因,仅展示原文概要,查看原文内容请购买。
JC—1型精密测解仪空气静压主轴
JC—1型精密测解仪空气静压主轴
李永德
【期刊名称】《光电工程》
【年(卷),期】1990(017)004
【摘要】本文着眼于仪器的精度要求,分析了JC-1型精密测角仪空气静压主轴的性能、结构特色。
文中后半部分给出了该轴系的测试数据。
【总页数】10页(P14-23)
【作者】李永德
【作者单位】无
【正文语种】中文
【中图分类】TG741.2
【相关文献】
1.JC—1型精密测角仪精度的检测与比对 [J], 陆德基;范天泉
2.JC—1型精密测角仪圆光栅的研制 [J], 文永山;张矛
3.JC—1型精密测角仪主体与传动机构设计 [J], 周继稳
4.JC—1型精密测角仪光学系统设计 [J], 张凤鸣
5.JC—1型简易测角仪在煤矿测量中的应用 [J], 姜广有
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
空气静压电主轴系统中前套筒磨削工装设计
郭忠华
【期刊名称】《现代制造技术与装备》
【年(卷),期】2022(58)3
【摘要】零件的精加工磨削工序对零件的精度具有决定性作用。
针对前套筒零件的材料、结构特点及精度要求制定合理的加工工艺流程,设计了一套高效、简单、实用的磨削内孔及外圆的夹具,效果显著,大大减少了操作者的装夹找正等辅助工作时间,提高了工作效率,降低了产品不合格率,成功解决了不规则形状外圆装夹磨削内孔的难题。
【总页数】4页(P21-23)
【作者】郭忠华
【作者单位】中国电子科技集团公司第四十五研究所
【正文语种】中文
【中图分类】TG5
【相关文献】
1.空气静压轴承在超高速微细孔钻削电主轴中的应用
2.基于空气静压轴系的转轴锥面跳动检测工装的设计
3.划片机空气静压电主轴径向轴承的设计
4.切割机空气静压电主轴径向承载力及刚度的设计
5.套套筒式动动静压压轴承磨磨削方方法改进
因版权原因,仅展示原文概要,查看原文内容请购买。