Micro_Hite3D三次元中文操作手册
31-三次元操作指导书
NG OK
OK 特采 K 特采 OK
文件编号 版 本
WI-QA-017 A 2015/5/5 2 OF 2
三次元操作指导书
生效日期 页 码
3
a 每隔3天用无尘布蘸取“凡士林”在三次元的大理石平台上均匀的擦拭,但不能在导轨上擦拭 b 每班下班之前用无尘布擦拭三次元的外壳保证其表面无灰尘 其他各保养项目参照《三次元保养点检表》 记录表格 《三次元保养点检表》 TXOM-QMS-05 Rev.A
文件编号
WI-QA-017 A 2015/5/5 1 OF 2
三次元操作指导书
1. 2 2.1 2.2 2.2.1 2.2.2
版
本
生效日期 页 码
2.2.3
2.2.4
2.2.5 2.2.6 2.2.6
2.2.7
2.3
NG
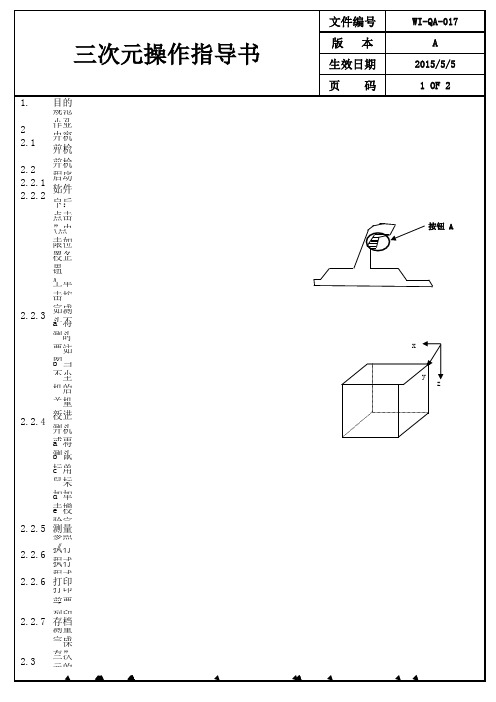
目的 规范小孔量规操作的正确性,防止错误的操作方法导致产品的不良 作业内容 开机前检查 开机前检查供给空气压力,检查压力是否在4.5KPa 开机程序 启动软件时先不开启气压及马达,待进入软件后再依次开启气压按钮、马达、摇杆控制按钮 如开启后发现测头自动移动,需立即关闭摇杆控制按钮,并关闭软件重新校正摇杆,校正步骤如 下:点击系统左下角的”开始"按钮,点击”设定“,点击”控制台“,进入游戏控制器对话框, 点击”内容“点击”设定值“,点击"校正”,点击“下一步" 按钮 A (点击如图示A按钮),将手柄顺时针,逆时针,并在极 限位置各旋转一圈,再连续单击按钮A两下,进入滑杆 校正界面,将滑杆上下移动到极限位置,然后单击按 钮A,进入Z轴校验将Z轴上下移动到极限位置,在摇杆 上单击按钮A,然后用鼠标点击"套用",最后用鼠标点 击"完成",则完成对摇杆的校验 如测头不自动移动则进行机器归零,机器归零步骤如下: a 将测头移动到x、y、z轴的中间部分,然后点击归零按钮即可,归零后测头处于零位时,移动 时要注意方向,错误的移动方向会导致机器撞击并导致系统终止, x 如图示,移动必须沿x、y、z方向移动 b 当不小心将测头移动到极限位置时候而导致系统停止且电脑 y 主机的红灯会亮,此时应先将指示灯旁边的按钮按一下,然 z 后关机重新开机,重新进入测量系统,即可排除故障,然后 重新进行机器归零 校正测头 开机或更换测头后都要重新进行测头的校正校正步骤如下: a 将测头移动到校验用的标准球的正上方约100mm处(目视即可) b 鼠标单击左上角上A右边的框,出现测头状态界面 c 用鼠标单击左边方框1#球,然后在长度及直径输入框中输入长度尺寸及测头直径尺寸,对于 未加加长杆长度尺寸输入58,有加长杆的输入88,测头直径尺寸即为所选择测头直径尺寸 d 单击增加,然后点击重新校正 e 校验完成后系统会自动将校验的结果补偿到系统中,点击ok即完成测头的校验 测量 参照《axiom too_cmm中文使用手册》 执行程式 执行程式的操作用于产品的批量测量,具体操作参照《axiom too_cmm中文使用手册》 打印 打印前要对测量的结果进行"重画"操作,否则部分测量结果可能打印不出来,然后点击“文件” →“列印”即出现打印界面,点击打印即可 存档 测量完成后部分复杂的测量要以日期的形式保存到文件夹中,以备以后调用,点击“文件”→ “保存”→输入文件名(以日期的形式命名) 三次元的保养
Micro-Hite_3D三次元操作手册
E. 座標移轉 Translations
假設你要知道一個工件的元素跟另外一個元素之間實際的距離是 多少?以下圖八為例:你想知道此工件的中間大圓孔的中心點跟周圍另 外四個圓孔的中心點距離多少的話,那你在三次元量床量測的步驟是先 將中間的大圓孔量測出來,在將座標原點移轉到此大圓孔的中心點位 置,然後再逐一量測周圍的四個小圓孔。將工件的起始原點位置移至工 件上的另外一個元素的位置,此動作就稱之為座標移轉。在三次元量床 的軟體中,每當你執行軸補正程序的同時,此座標移轉同時執行。
三次元量床(CMM)的作動原理,跟用手指搜尋地圖座標的原理很神似, 三個軸向形成量床的座標系統。用手指來追蹤地圖位置就像是量床用測頭來 量測工件位置點一樣,每一個量測點在工件的座標上都是獨一無二的位置, 所以三次元量床就是結合這些量測的點來形成工件的幾何元素,且每一元素 都代表著在工件上的每一個相關位置。
±30°以內
如下圖示,如果你的測頭再碰觸工件時,既不垂直也不平的情況 下,除了造成重複精度不佳外還會造成量測上很大的誤差產生。
如果量測時,如果沒有注意到測針的測桿有效長度的話,也有可能 造成量測上極大的量測誤差值產生。如下圖所示。
如果要有效地避免以上的問題,解決方式是將測頭的球徑加大或是 將測針的有效測桿長度加長。但是這兩種方式都有缺點,球徑太大對 於小孔徑的工件就沒有辦法量測,若是將測針的有效量測長度加長, 又會造成量測誤差變大,所以如何選擇適當的長度及球徑來量測工件 也是很重要的一件事。
二、量測模式:
A. TTP 模式下螢幕面板說明:
量測結果
量測點數
退回上一步驟 呼叫測針組
顯示量測元素
使用測針編號
量測元素所需點數
取消上一個測點
確認鍵 誤差值
Micro-Hite 3D手动三次元 说明书
L. 三次元投影原理
以三次元量床而言,投影面的使用可以让操作者在检测工件时,能 更精确地判断工件实际搭配组合时是否恰当。我们拿汽车工业来说明, 当三次元检测者在量测引擎活塞汽缸时,通常要做圆柱的量测,圆柱投 影到平面时就成为一个圆孔同时可以判断此孔跟活塞搭配组合起来是 否恰当。量测圆孔通常最少要三点以上,如果你量测圆孔的点高底不同 时,就会变成椭圆形孔(如下图所示),如果没有办法有效将此椭圆形孔 垂直径向投影到一平面上,可能就会造成量测值扭曲失真最后得到不正
H. 需用建立功能的几何元素
在制程当中,几何元素之间的相对关系是很重要的。例如:在引擎活 塞汽缸的工件制程中,要量测两个圆柱的交点来确定工件是否组配起来 没有问题,这时就要运用到建立的功能,才有办法量测出两圆柱的交点。
I. 空间的补正
.tw/eleme/premea/lesson9-8-0.htm 虽然目前有先进的三次元制作科技技术,但是空间精度仍然会有可允
确的量测值出来。
M. 测针补正
三次元量床经由测头(硬质测头或电子式触发测头)来碰触工件以取 得并搜集量测资料,因为测针是利用测针球的圆周来碰触工件,所以量 测工件时测针球的球心点及测针的半径必须事先量测计算出来,此测针 校正动作就是先用测针去量测校正标准球。当测针校正过后(计算机已 得知测针的球心位置跟半径尺寸),当你用测针去量测工件时,计算机就 会将测针的半径自动加减补偿,计算出正确的数值出来。
完全一样的程序,以图 10 的工件为例:在工件上的两圆孔中心距离 也可以被量测出来,就是将新的原点设定为大圆孔的中心点在将工件的 坐标旋转 45°,让 Y 轴通过小圆孔的中心而成为一新的 Y 轴,此时两 圆孔中心的距离就可自动算出来了
三次元影像测量仪操作指导书
文件类型 三级文件三次元测量仪操作指导书生效日期2020.08.02页数4状态执行1. 目的为确保三次元测量的稳定性以及产品量测的准确性和延长仪器的使用寿命,特制定本操作规程2.工作环境条件:环境温度为23±3℃;环境相对湿度为40%-60%;电源:220V ±10V 50HZ ; 压缩空气输入压力:0.4MPa ~0.6MPa 。
压缩空气中不能含有油、水、杂质;周围无腐蚀性介质,无较强的空气对流;周围无振动、无较强的磁场干扰。
3、主机构成坐标测量机由测量机主机、控制系统、测头测座系统、计算机(测量软件)几部分组成。
3、工作方法3.1 测量机启动前的准备3.1.1、检查机器的外观及机器导轨是否有障碍物,电缆及气路是否连接正常; 3.1.2、对导轨及工作台面进行清洁;主机控制系统计算机测量软件测头3.1.3、检查温度、气压、电压、地线等是否符合要求,对前置过滤器、储气罐、除水机进行放水检查;3.1.4、以上条件都具备后,接通UPS、除水机电源,打开气源开关。
3.2测量机系统启动3.2.1、打开计算机电源,启动计算机,打开测头控制器电源;3.2.2、打开控制系统电源,系统进入自检状态(操纵盒所有指示灯全亮);3.2.3、待系统自检完毕,点击PC-DMIS 软件图示,启动软件系统;3.2.4、冷开机时,软件视窗会提示进行回机器零点的操作。
此时将操纵盒的“加电”键(右下角)按下,接通驱动电源,点击“确认”键,测量机进入回机器零点过程,三轴依据设定程序依次回零点;3.2.5、回机器零点过程完成后,PC-DMIS 进入正常工作界面,测量机进入正常工作状态。
3.3 测量机系统关闭3.3.1、关闭系统时,首先将Z 轴运动到安全的位置和高度,避免造成意外碰撞;3.3.2、退出PC-DMIS 软件,关闭控制系统电源和测座控制器电源;3.3.3、关闭计算机电源,UPS、除水机电源,关闭气源开关。
3.4、电脑软件操作步骤详见三次元操作手册内软体PC-DMIS 操作说明.4、三次元操作注意事项4.1、开机时主机和计算机的开机顺序会影响计算机的通讯初始化设置,所以务必请用户严格按照上述开机顺序进行。
三次元操作指导书

XXXXXX有限公司三次元操作指引文件修订记录表编制部门XXX 批准/日期1、目的指导安全、正确操作蔡司CONTURA G2 三坐标测量机(以下简称三次元)获得准确的测量结果。
2、范围本工作指引适用于本公司三次元相关操作及使用、维护。
3、定义无4、职责测量员负责三次元的日常点检、保养、使用及输出测量数据。
5、内容5.1 工作环境:使用三次元之前先确认环境符合下面的要求以取得正确的测量数据及避免机器不必要的损耗。
温度:20℃±2℃湿度:55%±15%气压:4.8~5.2 par (无水、无油、无尘)5.2开机程序5.2.1每日开机前用无尘布醮无水酒精擦拭大理石平台上空气垫导轨的外露部分。
5.2.2打开控制盒紧急停止开关,一键启动三次元(按下控制盒左侧的按钮),机器开始自检,机器控制盒面板和探头上的指示灯开始闪烁,指示灯停止闪烁后自检完成。
5.2.3打开电脑双击Calypso 图标启动软件,屏幕上出现登录对话框后点击确定开始登录。
5.2.4当桌面出现将测量机移到安全位置对话框时先确认三次元工作台面上没有可能碰撞探头,测针的阻碍物后点击确定,将三次元的X、Y、Z三轴归零。
机器归零后在Windows桌面上将出现三个工作界面:G2、状态窗口和Calypso user Desk。
在三编制部门XXX 批准/日期附件:三次元保养规范步骤具体描述图示备注1 工作环境使用三次元之前先确认环境符合下面的要求以取得正确的测量数据及避免机器不必要的损耗2 工作环境:温度、湿度温度:18~22℃湿度:40%~70%RH3 工作环境:气压气压:4.8~5.2Bar(无水、无尘、无油)4 工作台面工作台面保持清洁,不允许摆放工件、辅具或其他物品,以免在开机或操作过程中发生碰撞或磨损工作台面(特别注意气浮导轨接触面,不允许有任何工件、辅具或其他物品接触!)5 日常保养:气浮导轨、陶瓷横梁每日开机前用无尘布蘸无水酒精擦拭大理石平台上气浮导轨和陶瓷横梁部位(注意:必须往一个放向擦拭)编制部门XXX 批准/日期6 日常保养:陶瓷纵梁、玻璃光栅尺每日开机前用无尘布蘸无水酒精擦拭陶瓷纵梁(注意:擦拭时往一个方向擦拭,不能触碰陶瓷纵梁上的玻璃光栅尺)7 日常检查:电子元件检查各电器连接处接口是否正常连接,有无松动,散热器是否正常工作,运行时有无异响等现象。
3次元测量仪详细使用方法
3次元测量仪详细使用方法3D测量仪是一种用于测量物体的三维形状和尺寸的设备。
它可以通过捕捉物体的表面信息,并将其转化为三维模型,从而提供精确的测量结果。
本文将详细介绍3D测量仪的使用方法。
一、准备工作在使用3D测量仪之前,需要进行一些准备工作。
首先,确保测量仪的电源正常连接,并且设备的各个部件完好无损。
其次,检查测量区域是否整洁,以确保不会对测量结果产生干扰。
最后,确保测量仪与计算机连接正常,并安装了相应的驱动程序和软件。
二、测量操作步骤1. 启动测量软件在计算机上启动测量软件,并确保与测量仪的连接正常。
根据软件界面的提示,选择相应的测量模式和参数设置。
2. 放置被测物体将被测物体放置在测量区域内。
确保物体表面光滑且无遮挡物,以获得准确的测量结果。
如果被测物体较大或重,可以使用支架或夹具固定物体,以避免移动或倾斜。
3. 选择测量方式根据被测物体的形状和尺寸,选择合适的测量方式。
常见的测量方式包括点云测量、激光测距和光栅测量。
根据实际情况,选择最适4. 开始测量根据软件界面的指引,开始进行测量操作。
通常情况下,需要在被测物体的不同位置进行测量,以获取全面的数据。
在每次测量时,保持手持测量仪的稳定,并保持一定的测量距离和角度。
5. 数据处理与分析完成测量后,测量仪会将采集到的数据传输到计算机上进行处理和分析。
根据需要,可以使用软件提供的功能对数据进行滤波、配准和拟合等处理操作,以获得更精确的测量结果。
6. 结果输出与记录测量软件通常会将处理后的结果以图形或数据的形式输出。
可以将结果保存到计算机中,并进行记录和备份。
在输出结果时,要注意选择合适的文件格式和参数设置,以满足后续的使用需求。
三、注意事项1. 在进行测量时,要避免强光照射到测量区域,以免干扰测量仪的工作。
2. 使用测量仪时要轻拿轻放,避免碰撞和摔落,以免损坏设备。
3. 在使用过程中,要时刻关注测量仪和计算机的工作状态,确保连接和传输的正常进行。
三次元操作SOP
3.1.2影像校正选择探头之测头库命令
3.1.3选择Ved下的camera_1之mag_1
3.1.4选中mag_1设为目前的,点选教导,将CCD光源移到校正片英文字母位置,将视线调为到清晰,用新探头
工具框选一段英文字母,框选范围尽可能占满屏幕,这样可以提高校正的精度。然后按下一步。
第三点是要从暗处往亮处拉,箭头指向亮处。
3.2.3三段圆弧取点完成后按鼠标滚轮结束。点OK结束解析力校正。若是取点有误,按取消重新取点。
3.3探针校正
3.3.1取出标准球,将薄油塑料薄膜拆开,用保养纸轻轻擦拭后将标准球轻轻放在大理石平台上。使用后上一层薄油(油品:黄油。肉眼看没有流油的感觉,但手摸起来能够看一点油星),然后用塑料薄膜包好。放在储物柜固定的位置。
3.3.2 点选MIP选项中的,TEACH,此时会出现采点对话框,提示在标准球上采5点。手动采点是采点时注意先采标准球上表面一点,而后在四周大约90度的方位分别采四点。 完成后点自动命令,系统会再次采
点确认,之后点OK完成标准球校正。
注:校正前先清除原有控针,点Disqualify all.确认OK.
3.1.5调整CCD光源位置,使视野模糊,稍微有模糊感就行,不用太糊,然后按下一步,系统会自动对焦,
话框中显示结束时,表明校正完成。
3.2校解析力
3.2.1选择解析力选项,再选择教导,这时会弹出工件直径。在工件直径对话框中输入被测圆直径。圆直径选择时最好是能够尽量占满屏幕。
3.2.2用新探头工具测量圆直径,选择三段圆弧,圆弧跨度要超过180,最佳是三等分的位置取点。取点时注意
四.操作
4.1测量前动作………………………………………………………………………………9
三次元中文说明书
第七章 7-1 7-2 7-3 7-4 7-5
创造程序 创造新程序 -----------------------------------------------------------------------27 了解测量的结果 -----------------------------------------------------------------28 输入公称值和公差 --------------------------------------------------------------29 存盘测量程序 --------------------------------------------------------------------30 打开已存盘的测量程序 --------------------------------------------------------30
第五章 5-1 5-2 5-3
零件设置 设定零件Z轴 ---------------------------------------------------------------------20 设定零件 XY原位与轴对准 ---------------------------------------------------21 设置说明 --------------------------------------------------------------------------22
目录 _____________________________________________________________________
第八章 8-1 8-2 8-3 8-4
三次元操作说明书
目 录引言 (3)第一章 概述 (4)1.1量测软件的特点 (5)1.2 量测软件简介 (5)1.3安装量测软件 (6)1.4 量测软件卸载 (13)第二章 仪器连线设定 (14)2.1 Counter连线设定 (15)2.2 脚踏开关连线设定.................................................................................. . (16)2.3 CCD连线设定 (17)第三章 量测功能使用 (19)3.1 点 (20)3.2 线 (20)3.3点线距 (21)3.4平行线距 (22)3.5角度 (22)3.6弧 (23)3.7回归圆 (24)3.8两圆心距 (24)3.9曲线 (25)3.10 矩形 (26)3.11中分线 (26)3.12两个圆交点 (27)3.13 线圆交点 (28)3.14探针量测内外点线距 (28)3.15探针量测两内面点线距 (29)3.16探针量测两外面点线距 (30)3.17探针量测外圆 (30)3.18探针量测内圆 (31)3.19探针量测高 (32)3.20探针量测侧面平面度 (32)3.21探针量测正面平面度 (33)第四章 定位功能使用 (34)4.1 回机械原点 (35)4.2 单点平移 (35)4.3 摆正 (35)第五章 汇出功能使用 (37)5.1 汇出到Word (38)5.2 汇出到Excel (38)5.3 汇出AUTOCAD及Dxf文档的保存..................... . (39)5.4 直接打印 (39)5.5 预览全部、放大、缩小等功能 (40)第六章设定及校正功能的使用 (41)6.1 表头设定 (42)6.2 语言的切换 (42)6.3 帮助文件 (43)6.4 X轴校正 (44)6.5 Y轴校正 (45)6.6 Z轴校正 (45)第七章其它功能的使用 (46)7.1 单位切换 (47)7.2量测及影像图片保存 (47)第八章 SPC统计功能的使用 (49)8.1 数据收集 (50)8.2SPC图表介绍 (51)8.3Excel汇出 (53)引 言本量测软件专门为你的精密光学测量仪器的量测效率、检测精度,快速提供你待测工件的尺寸及坐标关系而设计的。
三次元操作规程
港艺精密五金模具(深圳)有限公司文件类型:文件编号:YB-PG-034 一般性管理文件文件版本:A0
页码:2/7
3.不要用压缩空气来清理机器,未经处理空气有可能含有污垢和水份。
4.保持工作台面整洁和工件表面整洁.
5.测量工件时,如果中间休息,请把Z轴移到被测工件的上方,并留出一段净空,然后按下操纵盒上的急停按钮。
6.不要试图让机器急速转向或反向.
7.手动操控机器探测时,应使用较低度的速度并保持速度均匀,在自动回退完成之前,不要狠扳操纵杆.
8.测量小孔或狭槽之前请确认回退距离适当.
9.运行一段测量程序之前检查当前坐标系是否与该段程序要求的坐标系一致。
五、附图说明:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Micro-Hite 3D 手動三次元操作手冊操作手冊智允貿易股份Chi-Yeung Trading. Co., LTD臺北總公司:台北縣三重市重新路五段609巷8號10樓TEL:(02)2999-1578 FAX:(02)2999-1578臺中分公司:台中市西屯區大有五街41號TEL:(04)2313-6946 FAX:(04)2316-4938分公司:市閔行區滬閔路7886號(花園二期81-1號) TEL:(21)5493-8815~8 FAX:(21)5493-5848分公司:市寶安區沙井鎮新橋村洋仔二路新橋豪苑TEL:(755)2727-2583 FAX:(755)2727-1604Http://.chiyeung..twE-mail:cychiyeung..twMicro-Hite 3D 三次元中文操作手冊1.何謂CMM(Coordinate Measuring Machine)三次元量床及基本概念:我們用座標系統的變化,來描述三次元量測機台的位移量。
座標系統是由一位法國的哲學家兼數學家,笛卡爾René Descartes在西元1600年代早期所發明。
讓我們知道一個工件上,三D幾何的元素跟元素之間的位置相關性。
簡單地說,三次元座標系統就像是一個立體的地圖,地圖的上緣由左到又標示著A、B、C、D…..等區分,地圖的左緣由上到下標示著1、2、3、4…..等區分再加拔高度的標示,這字母/數字/高度的結合就稱作為三座標,相對於此立體地圖來說,此三座標的結合就能清楚地在圖上顯示出所代表的位置點。
再舉例說明,在一個有大樓及街道的立體地圖,從火車站train station (你的起點)要徒步走到飯店Ritz Hotel(終點位置),你先沿著ELM街走,經過兩個街口走到Maple路右轉,在直走經過四個路口走到Oak路交叉口,走進大樓上三樓飯店位置。
再下圖中我們也可以用座標4-E-3來表示位置,這就是相當於三次元量床上用X、Y、Z三軸座標來表示位置。
在地圖上,此座標位置是獨一無二且非常清楚的。
三次元量床(CMM)的作動原理,跟用手指搜尋地圖座標的原理很神似,三個軸向形成量床的座標系統。
用手指來追蹤地圖位置就像是量床用測頭來量測工件位置點一樣,每一個量測點在工件的座標上都是獨一無二的位置,所以三次元量床就是結合這些量測的點來形成工件的幾何元素,且每一元素都代表著在工件上的每一個相關位置。
A.機台座標系統:在量床的量測領域裡有兩種座標系統,第一種稱作為機台原始座標系統,如下圖所示:X、Y及Z軸機台三軸移動的方向。
當我們從量床的正面來看,X軸就是從機台的左邊到右邊這個軸向、Y軸就是從機台的前後這個軸向、Z軸就是上下這個軸向,每一個軸向都和另外兩個軸向呈垂直的方向。
B.工件座標系統:第二個座標系統稱為工件座標系統,三軸軸向是根據工件的基準面或是幾何元素而定的。
如果我們不用軟體來定義工件座標系統,並且給予補正軸向,那麼我們就要用手將工件的基準軸調整的完全的平行跟垂直,才有辦法量測,而且量測出來的數值也不一定準確。
如果工件的形狀是奇形怪狀的,要將工件微調至跟機台完全平行可能會浪費很長的時間,甚至是沒有辦法調整的。
C. 軸補正Alignments現今的三次元量床的量測軟體,可依據工件的基準面來建立工件座標系統,利用軟體的運算從機台原始座標系統來作相關位置修正,此相關位置軸向修正的處理過程就稱之為軸補正。
如同立體街道圖一樣,當我們在看圖找地方時,會將地圖的方向轉成實際路所指的方向,這個旋轉地圖方向的動作,就跟我們量測工件時的軸補正意思是一樣的。
D.基準面Datums基準面簡單說就是一個位置。
我們使用基準面原理就好像要告訴別人說我們在哪裡、在哪個方向還有怎麼到達這個位置。
以下圖為例,Ritz Hotel就是一個位置(Datums),所以說街道、火車站、博物館及餐廳都是位置點(Datums)。
如此一來我們就可以利用起點、位置、方向及距離等訊息,就可從一個位置到達另外一個位置去。
舉例說明:假設某人要從起點火車站到餐廳去,那你會告訴他說‥請你沿著Elm街向北走,走到第二個街口右轉向東走,再走到第二個街口就是Maple餐廳的位置了。
就三次元量床來說,基準面(Datum)就是工件上的幾何元素,像是圓孔、平面或是溝槽等等,我們在量測工件時,距離的計算是取決於工件上的任意兩個元素之間的關係。
E. 座標移轉Translations假設你要知道一個工件的元素跟另外一個元素之間實際的距離是多少?以下圖八為例:你想知道此工件的中間大圓孔的中心點跟周圍另外四個圓孔的中心點距離多少的話,那你在三次元量床量測的步驟是先將中間的大圓孔量測出來,在將座標原點移轉到此大圓孔的中心點位置,然後再逐一量測周圍的四個小圓孔。
將工件的起始原點位置移至工件上的另外一個元素的位置,此動作就稱之為座標移轉。
在三次元量床的軟體中,每當你執行軸補正程序的同時,此座標移轉同時執行。
就上圖六來說,當你抵達飯店Hotel休息過後要去特定餐廳吃飯去,那你需要先找到地圖,此時你的位置(新的起點)就是飯店了。
看完地圖之後那你便可知道,只要沿著Maple路往西走,第二個路口轉角就是你要去吃飯的餐廳了。
F. 座標旋轉Rotations並不是所有的基準面(位置)都跟另外的一個基準面呈直角的。
舉例說明:例如下圖九,博物館位置的街道跟飯店Hotel、餐廳、及火車站的街道,既不垂直也不平行。
如你要知道飯店到博物館多遠的話,首先你要將你的起點(Origin)移轉到飯店,以飯店為中心點然後在座標旋轉,將比例尺旋轉角度一直到與博物館所在的街道平行為止。
那你就可以很容易地透過比例尺來量測出博物館到飯店的距離了。
完全一樣的程序,以圖10的工件為例:在工件上的兩圓孔中心距離也可以被量測出來,就是將新的原點設定為大圓孔的中心點在將工件的座標旋轉45°,讓Y軸通過小圓孔的中心而成為一新的Y軸,此時兩圓孔中心的距離就可自動算出來了G. 量測和建立元素:量測跟建立元素兩者間有什麼不同呢?大部分的工件都是加工後,由幾個簡單的幾何元素所組成的。
主要的元素(點、線、圓孔、平面、圓柱、圓錐、球等等)都被稱為幾何元素。
當三次元量床可以用測頭直接碰觸到這些幾何元素的表面的,這些元素就稱作為可量測的幾何元素。
相反的,像是距離、對稱線(點)、交點、角度、投影面等這些幾何元素就稱之為需建立的幾何元素。
在下圖11中,就是以四個小圓孔的中心點來虛擬建立一個的圓孔。
H. 需用建立功能的幾何元素在製程當中,幾何元素之間的相對關係是很重要的。
例如:在引擎活塞汽缸的工件製程中,要量測兩個圓柱的交點來確定工件是否組配起來沒有問題,這時就要運用到建立的功能,才有辦法量測出兩圓柱的交點。
I. 空間的補正.tw/eleme/premea/lesson9-8-0.htm雖然目前有先進的三次元製作科技技術,但是空間精度仍然會有可允許公差值,即便機台的所有組成工件都製造地很精密,仍有一些不完美之處。
事實上那些公差值都很小,但是還是有誤差值。
三次元量床即使你製造時非常地嚴謹且精密但結構上仍有一些精度誤差值產生像是左右搖擺度、前後搖晃度、偏離度、真直度、三軸垂直度及光學尺誤差值等六項(roll, pitch, yaw, straightness, squareness and scale errors),對三次元量床而言,結構越嚴謹精度就會越高。
一般而言對於誤差值,三次元的控制器都有辦法補正回來的。
針對校正三次元所量測出來的數值統計表(誤差統計圖),透過超強軟體演算補正後可以讓誤差達到最小甚至有擺脫掉誤差產生的可能性,此軟體科技就叫做三D空間精度補償。
以數理計算方式來補正精度,除了可以減少製造成本外,也可以幫客戶省下不少的量床購買成本。
關於Reflex軟體系統空間精度補償檔案,請參考手冊第11章節部分說明。
J. 空間精度補正原理空間精度補正(Volcomp)的原理可以用地圖跟指南針兩者之間的關係來說明。
假如你要航行到一個特定位置時,當你在起點要出發之前,你必須要利用地圖及指南針先了解確切的航行方向及方位。
然而就我們所知道,地圖的正北方跟指南針的磁北方是有誤差的,所以真正目的地的方向若根據指南針所指的方向可能要加或減來修正方位才行。
如下圖13所示,正北方跟磁北方可能有誤差,如果你要航行到確定的目的地,那得適時修正方向才能到達。
三次元量床補正原理也是如此,當你量測工件時,控制器內建的補正參數會自動幫你補正誤差值,讓操作者所量測出來的數值都是正確的。
K. 投影面(Projections)投影面是將工件原本2D或3D的幾何元素,以投影機的投射方式投影成2D的另一個幾何元素,像是將一個圓或一條線投影在2D平面上,或是將一個點投影到一條線上等等。
將工件的幾何元素投影成另外的一個元素來比對,著名的有麥卡托式投影圖法(Mercator projection)他將3D球型的地球投影成2D平面的地球全圖。
L. 三次元投影原理以三次元量床而言,投影面的使用可以讓操作者在檢測工件時,能更精確地判斷工件實際搭配組合時是否恰當。
我們拿汽車工業來說明,當三次元檢測者在量測引擎活塞汽缸時,通常要做圓柱的量測,圓柱投影到平面時就成為一個圓孔同時可以判斷此孔跟活塞搭配組合起來是否恰當。
量測圓孔通常最少要三點以上,如果你量測圓孔的點高底不同時,就會變成橢圓形孔(如下圖所示),如果沒有辦法有效將此橢圓形孔垂直徑向投影到一平面上,可能就會造成量測值扭曲失真最後得到不正確的量測值出來。
M. 測針補正三次元量床經由測頭(硬質測頭或電子式觸發測頭)來碰觸工件以取得並蒐集量測資料,因為測針是利用測針球的圓周來碰觸工件,所以量測工件時測針球的球心點及測針的半徑必須事先量測計算出來,此測針校正動作就是先用測針去量測校正標準球。
當測針校正過後(電腦已得知測針的球心位置跟半徑尺寸),當你用測針去量測工件時,電腦就會將測針的半徑自動加減補償,計算出正確的數值出來。
N. 測針有效碰點的方法正確有效地使用測針來碰觸量測工件,可以避免掉許多量測上不必要的誤差產生。
例如:以測針去碰觸工件時應盡可能與工件的被量測面保持垂直的方向。
(圖18)以三次元量床來說,觸發測頭最理想的使用方式就是測針要垂直地去碰觸量測工件,當然完全保持垂直是不可能的,但是在碰觸取點時至少須保持與工件垂直面角度在±30°以內,以防止測針打滑而造成量測的重複精度不佳的情況產生。
±30°以內如下圖示,如果你的測頭再碰觸工件時,既不垂直也不平的情況下,除了造成重複精度不佳外還會造成量測上很大的誤差產生。
如果量測時,如果沒有注意到測針的測桿有效長度的話,也有可能造成量測上極大的量測誤差值產生。