浅谈发动机机械加工生产线工艺规划
机械加工工艺规划以及制作技术的探讨

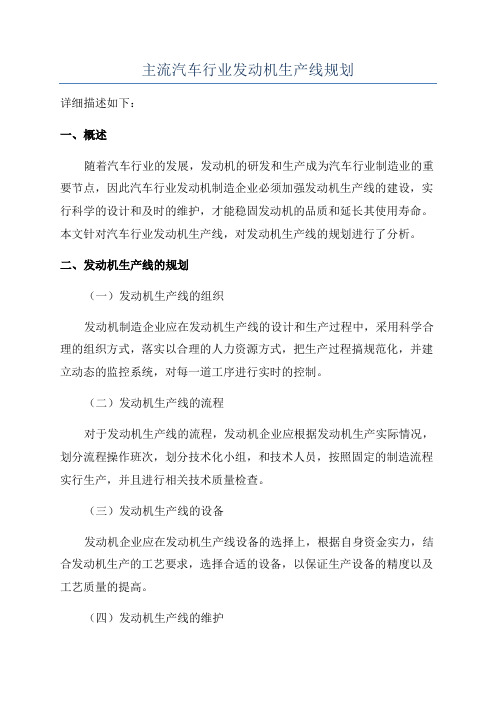
程技术 。如下图 1 所示 。
图 1制造体 系的绿 色制造技 术体 系
从 这一 框架 , 我们 可 以看 到 , 绿色 制造 有 以下几 点 优势 : 资源 消耗 较小 ; 环境 污染
指数降低。 同时我们可以看到面向环境极小 化及 资源 损耗 整体 决策 问题 在进 行加 工 的
综上所述 , 对机械 加工工艺规划 制造技 术 进行 了详尽 的分析 , 依据机 械加工工 艺规 分 要想达到预期的优化 目 标, 就不能从单 划 的要求与概 念 ,构件 了新 的研究体 系 , 的角度着手 ,要考虑 到各方 面的 因素 , 当 析 了机 械加 工工 艺规划 中对 资源及 环境 的 然不能忽 略机床设备 的资源优 化 , 与其他 的 影响 , 实现可对机 械加工 工工艺规划 及制作 优化工艺相 比 , 机床设备 的优化是 切实 可行 技 术的提高 。 且最 为简单有效 的方法之 一。 在实 际的机械 参 考文献 加工 生产过程 中 , 一般都是 多机床 多工件 共 【 1 } 开 宇, 范孝 良_ 2 1 世 纪绿 色制造的 生产模 同工作 , 完成 加 工任务 , 同一 加工 方 法可 以 式及发展趋势田. 煤矿机械 , 2 0 0 8 , 1 1 ( 1 1 ) : 1 — 2 . 在不同的机床上进行加工 。 而且 即使是 同一 [ 2 F g  ̄坤, 桂 国庆. 基于绿 色制造 的切 削技 术 台机 床也会存在不 同的规格 与型号 。 机 床与 研 究叨 . 煤矿机械 , 2 0 0 7 , 2 8 ( 1 ) : 9 9 - 1 0 1 . 工件的不同组合方式, 对生产环境的影响及 [ 3 ] 桂 国庆 , 谢 世坤 . 面向环境 、 能 源和材料 的 资源损耗情况明显是不同的, 产生的效果差 绿 色制造 方法 实施叨. 煤矿机械 , 2 0 0 7 , 2 8 ( 3 ) : 07 — 1 0 9 . 距也很 大。 依靠机床 与工件科学 的安排 与调 1 度, 能够 实现有效 节约机械 加工系 统的总体 肖寿仁 , 谢世 坤 , 桂 国庆 , 等. 绿 色切 削加工 能量损 耗。 技 术 的研 究及 其 应用 [ J ] . 煤矿 机 械 , 2 0 0 6 , 2 7 4机械加工制作 的评 价方式 ( 1 2 ) : 1 0 1 — 1 0 3 . 般情 况下 , 评价 系统 的机械 加工工 艺 运用 的成本最低 , 效率 最好及 利润最 大化 的 依据 。 但 是随着机械制造业 的可持续发展要
主流汽车行业发动机生产线规划
主流汽车行业发动机生产线规划
详细描述如下:
一、概述
随着汽车行业的发展,发动机的研发和生产成为汽车行业制造业的重要节点,因此汽车行业发动机制造企业必须加强发动机生产线的建设,实行科学的设计和及时的维护,才能稳固发动机的品质和延长其使用寿命。
本文针对汽车行业发动机生产线,对发动机生产线的规划进行了分析。
二、发动机生产线的规划
(一)发动机生产线的组织
发动机制造企业应在发动机生产线的设计和生产过程中,采用科学合理的组织方式,落实以合理的人力资源方式,把生产过程搞规范化,并建立动态的监控系统,对每一道工序进行实时的控制。
(二)发动机生产线的流程
对于发动机生产线的流程,发动机企业应根据发动机生产实际情况,划分流程操作班次,划分技术化小组,和技术人员,按照固定的制造流程实行生产,并且进行相关技术质量检查。
(三)发动机生产线的设备
发动机企业应在发动机生产线设备的选择上,根据自身资金实力,结合发动机生产的工艺要求,选择合适的设备,以保证生产设备的精度以及工艺质量的提高。
(四)发动机生产线的维护。
生产管理--发动机机械加工生产线工艺规划浅谈 精品
发动机机械加工生产线工艺规划浅谈【摘要】随着国内汽车行业的迅猛发展,本文简单阐述了发动机机加线前期规划各种考虑因素,结合国内发动机机加线的发展趋势,简单介绍了各柔性线类型及各自优缺点,对部分柔性机加线所存在的问题进行分析并提出相关解决措施。
【关键词】发动机机械加工柔性线Discussing Craft Plan of the EngineMachine-finishing Production LineAbstract: Along with the rapid development of the car industry in domestic market, the article expatiates diversified considerations briefly during the plan prior period of Engine machine-finishing line, bined with the domestic developing trend of Engine machine-finishing line, there is a brief introduction of the type of Flexible Machining Line and their respective advantages and disadvantages. and also analyze the problems of partial Flexible Machining Line, and show the propose solutions at the same time.Key words:Engine; Machine&finishing; Flexible Machining Line1前言发动机是汽车的心脏,“得发动机者得天下”,发动机制造技术也是汽车制造技术的集中体现。
发动机机械加工生产线的工艺设计
1 机床 的 设 计
机 床 的选型 对规 划 来讲 至 关重要 ,将 直 接影 响到 后续 生 产 线 的利用 率和 新 产 品 的适应 能 力。 目前 ,对
于发 动 机机 械加 工 设 备 的选 型 主 要是在 专 机和 加 工 中 心 之 间进行 。 11 专 机 .
及 凸轮轴孔的精加工工序在气缸盖/T 中属于非常关 J D
键 的 工序 ,对 这些 工 序的 / T 其使 用 的设 备往往 是专 J U 机。 12 加 工 中心 .
加 工 中 心 的特 点 是 柔性 好 ,产 品 发 生 变 化 时只
需 要 更 换 夹 具 、 刀具 ,调 整 和 编 制 新 的加 工 程 序 即 可 满 足 新 产 品 的 生产 。 加 工 中 心 适 用 于 复 杂 、 工序
刚 性 的输送 带连 接 起来 。这 种 生产设 备 适合 于生 产线
争 中提供 了基本 。 对于 发动 机 制造 所采 用 的生 产 保证
装备 ,其 投 资费 寿 命计 算 并 非是件 简 单 的事情 。 用和 首先 ,企 业 要考 前 期投 入 大量 的资 金购 置 生产 设 虑在
a要使 用 统 一 的规 范进 行 设备 招标 。 统一 的设备 . 规 范 可 以使 公司 在 不同 的项 目中购 买 的设 备具 有很 高
速 钢 刀具 明 显提 高 ;而C N ( 方晶氮 化硼 ) C B 立 、P D ( 晶金 刚 石 ) 聚 刀具 和 陶瓷 刀具 等 代表 当今 技 术发 展 水 平 的超 硬 刀具 ,其 切 削速 度 可 比硬质 合 金 刀具提 高 数 倍 ,大 大提 高 了加 工效 率 。 随着 切 削 速 度 的提 高 , 主轴 与 刀 柄 的 连 接 在 离 心 力 的 作 用 下 发 生 很 大 变 化 ,直 接 影 响 工 件 的加 工 精度 和 表 面 粗 糙 度 。 适应 数 控 机 床 和 高 速 加 工 需 要 的 刀 具 夹 持 及 刀柄 与机 床 的 连 接 件 如 H K S 刀柄 、热 套 刀 柄 、液 压 刀柄 等 ,以 及 其 他 新 型 刀 柄 都 被 广 泛
机械制造业的工艺流程与生产布局

机械制造业的工艺流程与生产布局机械制造业是制造业的重要组成部分,它涵盖了多个细分领域,包括机器设备制造、汽车制造、电子制造等。
在机械制造业中,工艺流程和生产布局是关键因素,直接影响企业的效率和竞争力。
本文将探讨机械制造业的工艺流程和生产布局,并提出一些建议。
一、工艺流程工艺流程是指将原材料或半成品经过一系列工序加工转化为最终产品的过程。
在机械制造业中,一般包括以下几个工艺环节。
1. 设计与研发:在产品开发阶段,设计和研发团队负责进行产品的结构设计、材料选择和工艺规划等工作。
其目的是确保产品在功能、性能和质量上满足客户需求。
2. 材料准备:在生产过程中,需要对所需的原材料进行准备和采购。
这包括选择合适的材料、进行材料加工和处理,以及建立材料供应链。
3. 加工与制造:在加工与制造阶段,根据产品设计要求,通过机床加工、焊接、装配等工艺将原材料转化为半成品或最终产品。
这需要合理安排生产流程、设备布局和人力资源。
4. 检测与测试:为确保产品质量,需要进行检测与测试。
这包括原材料的检验、半成品和最终产品的检测,以及过程控制的监测。
现代机械制造业通常使用自动化设备和技术来进行检测与测试。
5. 包装与配送:产品加工完成后,需要进行包装和配送。
这涉及到合理的包装材料选择、包装方式设计和物流管理。
二、生产布局生产布局是指企业内部各生产环节的空间布置。
一个合理的生产布局可以提高生产效率、降低生产成本和缩短交货周期。
1. 布局原则:在进行生产布局时,可以考虑以下原则。
首先,按照生产流程的要求,将各个工序合理排列,避免物料和信息的反复搬运。
其次,将设备和工作站布置合理,避免交叉和拥堵,提高作业效率。
最后,考虑员工的工作环境和安全要求,提供良好的工作条件。
2. 生产线布局:对于流水线生产的机械制造业,生产线布局是重要的。
可以采用直线式、U型式、S型等不同的布局方式,根据实际情况选择最适合的布局。
同时,对于生产线的长度、宽度和高度要进行合理规划,以适应不同尺寸产品的生产和物料流动。
机械加工生产线工艺规划2012。04
机械加工生产线工艺规划摘要:近年来,柔性加工中心一其极强的适应性,覆盖性及灵活性在汽车零部件等大规模制造领域得到广泛的应用。
一柔性加工中心为主体而形成的柔性大批量加工线可根据产品特点和各种外部条件,规划设计出不同的生产线工艺方案,其投资、效率和生产成本等有明显的差异,特别是近几年全球性用工荒,劳动力成本逐年上涨,对自动化程度及省人化要求更加强烈。
关键词、工艺规划、柔性线、自动化、效能、生产节拍、物流机械加工生产线前期规划机加线规划是一项系统性很强的的工作,同时也是一门基于经验的学问,在实际操作中需要注意的问题很多,制造技术的先进并不是其项目实施和运做成功的必要条件,成功很少取决于某项新技术;而在实际生产过程中,也不会因为某把刀具的选择失误而导致整条生产线的失败。
而与之相反很多失败的例子是由于生产线选型失误设备选择错误而造成的。
因而生产线前期规划才是项目成功的关键。
随着规划经验的丰富,规划水平不断提高以及国际间合作的深入发展,许多汽车行业选择生产线类型时将更多的因素纳入到需要考虑和权衡的范围内,并且渐渐成为了比产量更为重要的决策依据。
这些因素主要包括:今后产品及品种发展规划,生产节拍均衡性、物流通畅、生产线稳定性,生产线被的改造的可能性,自働化、省人化、人工效能。
为了日趋激烈的市场竞争适应,柔性制造技术在汽车制造业得到广泛的应用,从现代制造技术观点看柔性制造技术应用于大批量生产线的合理优化,对其资金投入、工艺技术、运行效能和成本产生综合效应。
近年来,柔性加工中心一其极强的适应性,覆盖性及灵活性在汽车零部件等大规模制造领域得到广泛的应用。
以柔性加工中心为主体而形成的柔性大批量加工线可根据产品特点和各种外部条件,规划设计出不同的生产线工艺方案,其投资、效率和生产成本等有明显的差异,特别是近几年全球性用工荒,劳动率成本逐年上涨,对自动化程度及省人化要求更加强烈。
柔性加工线工艺设计模式及特性分析1、成组流水式加工线兼顾生产能力与工艺优化,将生产线分割成多个流水加工群组,每个组各自独立完成零部件全部加工内容,在等节拍条件下,各组的加工工艺基准、工序编排和加工内容安排相同。
机械加工工艺路线的拟定

机械加工工艺路线的拟定1. 引言机械加工工艺路线是指在制造过程中,针对特定零件的加工工艺步骤的拟定和安排。
它是实现零件加工的关键,直接影响到产品质量和生产效率。
本文将介绍机械加工工艺路线的拟定过程及其重要性,并提出一些方法和技巧,以帮助制造企业制定高效的工艺路线。
2. 机械加工工艺路线的拟定过程机械加工工艺路线的拟定是一个复杂的过程,需要考虑多种因素,包括材料特性、工艺装备条件、工艺控制要求等。
以下是机械加工工艺路线的拟定过程的主要步骤:2.1 确定零件的加工难度首先需要对零件的几何形状、尺寸和材料进行分析,确定零件的加工难度。
加工难度包括工艺性能、切削性能和热处理性能等因素。
根据这些因素,可以初步确定合适的加工方法和工艺路线。
2.2 选择合适的工艺装备根据零件加工的特点和要求,选择合适的加工设备和工艺装备。
这些设备包括机床、刀具、夹具等。
选择合适的设备对于提高加工效率和保证加工质量非常重要。
2.3 制定切削参数根据选择的加工方法和设备,制定合适的切削参数,包括切削速度、进给量和切削深度等。
切削参数的选取将直接影响到加工过程的效率和质量。
2.4 确定工装方案根据零件的形状和特点,确定合适的工装方案。
工装的设计和使用对于提高加工精度和保证零件一致性非常重要。
2.5 设计工艺文件根据前面的步骤,编制详细的工艺文件,包括加工顺序、工艺参数、工装设计、设备要求等。
工艺文件将作为实际加工的依据,对于保证产品质量和提高生产效率非常重要。
3. 机械加工工艺路线的重要性机械加工工艺路线的拟定对于制造企业来说具有重要的意义。
以下是几个方面的重要性:3.1 提高生产效率合理的工艺路线可以最大限度地利用设备和资源,提高生产效率。
通过合理的工艺路线规划,可以最大限度地减少加工次数和加工时间,实现生产的高效率。
3.2 保证产品质量合理的工艺路线可以确保产品在加工过程中的质量。
通过精确的工艺参数和工装设计,可以保证产品的尺寸精度和表面质量。
机械加工工艺路线的拟定

专业设备
先进的机械设备和工艺流程可提 高生产效率和产品质量。
精密工艺
严格的质量控制和工序管理可确 保产品的精度和质量。
人员素质
专业的操作技能和高效的管理决 策能力,是机械加工成功的关键。
3 可靠性
机械加工的过程严格控制,可以保证产品的质量和可靠性。
流程规划
1
制定计划
2
确定生产计划、生产线布局,评估生产
所需的成本和资源。ຫໍສະໝຸດ 3路线设计4
根据要求和资源,确定适当的工艺路线,
包括切削过程、加工顺序等。
5
风险评估
6
评估生产中可能存在的风险和问题,并
制定应对措施。
7
设定目标
明确产品的加工要求,包括尺寸、表面 处理、性能等。
机械加工工艺路线的拟定
机械加工是一种重要的制造过程,能够将金属等原材料变成实用的工件或零 部件。然而,确定适当的工艺路线非常关键,这涉及多个方面,如效率、成 本和品质。
背景介绍
机械加工是制造业的关键领域之一,广泛应用于汽车、航空、医药等行业。在全球市场中,中国是最大的钢铁 消费国,也是最大的工程机械市场之一。
现代设备
现代化技术和设备为机械加工提 供了更高效、质量更好的解决方 案。
设计和规范
精确的设计和规范能够确保工件 的精度和质量。
工艺流程
高效的工艺流程可以提高生产效 率和降低成本。
机械加工的重要性
1 高精度
机械加工能够获得高精度的工件,满足现代工业对产品精度的要求。
2 多样性
机械加工能够加工各种材料和形状的工件,具有很强的适应性和灵活性。
确定资源需求
确定需要的原材料、零部件、工具和设 备等资源,保证生产顺利开展。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
发动机机械加工生产线工艺规划浅谈
作者:杜文
工作单位:吉利控股集团
【摘要】随着国内汽车行业的迅猛进展,本文简单阐述了
发动机机加线前期规划各种考虑因素,结合国内发动机机加
线的进展趋势,简单介绍了刚性线和柔性线两种类型及各自
优缺点,着重介绍各类柔性线的布置及特点,并对部分柔性
机加线所存在的问题进行分析并提出相关解决措施。
【关键词】发动机,机械加工,工艺规划,刚性线,柔性线
1/1
, 1/1
,
,
1 前言
发动机是汽车的核心,“得发动机者得天下”,发动机制造技术也 是汽车制造技术的集中体现。
一般所讲的发动机加工要紧是针对发动 机箱体(缸体、缸盖)、曲轴、凸轮轴、连杆等 5 大件进行加工,其余 部件外购,然后进行组装。
然而关于一些中小型汽车厂家来讲,受投 资限制,加工 5 大件所需的投资费用实在太高,结合自身实力和市场 销售情况,差不多采纳两种供应方式:一、放弃“核心”,不建发动机 厂,所有发动机外购,减少投资;二、抓住“核心”,建立自己研发团 队,自建发动机厂,自制关键部件,要紧完成对发动机箱体的机械加 工(曲轴、凸轮轴、连杆等托付相关专业厂家加工)及发动机总成的 装配、磨合试验等任务。
依照国内各发动机厂家现状,下面简单介绍 一下国内发动机机加线前期规划及进展趋势。
2 发动机机械加工生产线前期规划
发动机机械加工生产线(简称机加线)规划是一项系统性专门强 的工作,同时也是一门基于经验的学问,在实际操作中需要注意的问 题专门多。
发动机制造技术的先进性并不是发动机项目实施和运作成
1/1
功的必要条件。
回忆周围的例子我们不难发觉,发动机项目的成功专 门少是取决于它是否采纳了某项新技术;而在实际生产过程中,也可 不能因为某把刀具的选择错误而导致整条生产线的失败。
与之相反, 专门多失败的例子却是由于生产线选型失误、设备选择错误而造成的。
由此可见,发动机机加线前期规划才是项目成功与否的关键。
就在几年前,发动机机加线的选型要紧是在刚性自动线和柔性 CNC 加工线之间的选择。
选择刚性线或柔性线的要紧考虑依据依旧产量和 产品的变化。
通常大批量(一般年产量 30 万以上)且较成熟的产品采 纳刚性线,中小批量或产品潜在变化较大的选择柔性线。
随着规划经 验的丰富、规划水平的不断提高以及国际间合作的深入开展,许多汽 车公司在选择发动机生产线类型时将更多的因素纳入到了需要考虑或 权衡的范围内,同时慢慢地成为了比产量更为重要的决策依据。
这些 因素要紧包括:今后产品及其品种进展规划;公司对生产线的柔性要 求;生产线被改造的可能性;投资的限制以及公司人员对现有系统的 熟悉程度等。
刚柔生产线对比如下:
柔性生产线(加工中心) 刚性生产线(专机)
生产批量
适用于中等批量加工
适用于大批量加工
1/1
投资形式
一次规划、分步实施 差不多一次投资到位
投资风险
相对较小
相对较大
适应品种变化能 力
较好
较差
生产线被改造可 能性
较灵活
较困难
设备维修
简单
困难
运行成本
较大
较小
设备开动率
较低
较高
劳动生产率
较低
较高
加工精度
整体精度高
关键尺寸专机精度高
打算治理工作
比较复杂
比较简单
对工人技术水平 的能力
较高
可低
生产线布置
较短
较长
当前,随着我国汽车工业的迅猛进展和相关环境爱护要求的提
高,为适应市场需求,各企业都在加速发动机新技术的研发并对老产
品进行改进,间接加快了产品的更新换代,同时也加大了对原有生产
1/1
线技术改造的力度,以实现发动机机体等要紧零件的多品种共线生产。
如何实现发动机机体、缸盖等要紧零件的多品种共线生产一直是发动 机生产企业技术人员研究的一个课题。
生产线被改造的可能性与产品 的生命周期、市场预期发生变化和产品本身发生变化等决定了选择柔 性线有着明显优势,并在业界内得到广泛的推广和应用,下面仅就柔 性 CNC 加工中心生产线进行简单介绍。
3 柔性生产线类型
目前,各汽车厂家广泛应用的柔性(CNC 加工中心)生产线要紧 分为三种:规模相对较小的串行柔性线、规模相对较大的并行柔性线 及最近几年新出现的专机式柔性线。
3.1 串行柔性线
图 1-1 为年产 10 万缸盖生产线示意图,能够看到,CNC 加工线分 为 A 线和 B 线,分不由红色和粉红色两色圈示,所有加工中心的节拍 是一致的。
两线并联后再同中间的辅机串联成整条生产线。
图 1-1 串行柔性线 1/1
串行柔性线的每台 CNC 加工中心的加工内容是由整条生产线的节 拍所确定的,假如没有复线的话,每台 CNC 设备的设计节拍差不多上 一致的,加工内容必须安排在节拍内完成。
为了提高加工中心的利用 率,通常在串行柔性线中的 CNC 加工中心的节拍规划得比系统中的辅 机慢一半,而使用 CNC 设备的复线来补足生产能力。
串行柔性线是比较成熟的工艺规划模式,在国内应用较多,其要 紧特点是: 1. 零件在生产线中的流向相对比较简单,通常只有 A 线和 B 线的区 不;零件的差异性较小,便于质量治理和跟踪; 2. 由于节拍的延长,CNC 加工中心的利用率较高; 3. 便于实现手动上下料; 4. 在单台 CNC 加工中心发生故障时还能维持部分生产; 5. 如要实现零件追溯,则追溯系统的投入相对较少,追溯方法简单。
现在许多中小汽车厂家倾向于投资自动线和柔性 CNC 加工中心组 合的刚柔生产线。
关键工序采纳自动线,以保证加工精度和稳定性, 而其它工序则采纳 CNC 加工中心。
这种方式也是属于柔性串行生产线 的一种,在保证满足精度要求的前提下,最大程度地增加了柔性。
在 资金投入上,自动线一般是依照产量纲领一次投资到位,而 CNC 加工 中心则依照产量的爬坡打算进行分期投入,降低了初期项目投资过大
1/1
的风险。
刚柔生产线能够充分发挥组合机床和加工中心的各自优势,实现
了组合机床的高效率与加工中心柔性化的统一,要紧特点如下: 1.突出加工中心机床工序集中的优势,对同一平面上的所有孔都
能够在刀库容量同意的范围内完成加工,不受工件孔距限制,每道工 序能够选择最佳的切削参数,由于孔的坐标由计算机操纵,孔的位置 加工精度高于刚性自动线;
2.增加数控回转台后,同一夹具可实现工件多方向加工,减少了 夹具品种和夹具费用;
3.应对产品改进的周期短,如增加加工工序可通过编程来实现, 同样取消某个工序也可从加工程序中取消,十分方便;
4.这种混线柔性生产线,突出了组合机床在加工气缸孔、主油道 长孔、主轴承孔等专门工序时的高精度、高效率的优势。
随着高速、准高速加工中心和先进刀具的不断进展及其在大批量 生产线中的广泛应用,刚柔结合的生产线以其适应能力强、生产效率 高而成为工艺设计的进展方向,成为了新建生产线和对老生产线进行 技术改造的主流思想。
吉利发动机厂机加线除宁波发动机一厂为完全 刚性线外,其余的差不多上采纳刚柔结合的生产线(规模相对较小的 串行半柔性线),因设计纲领都为 10 万台/年,差不多差不多上采纳“一
1/1
次规划,分两次实施”(自动线依照产量纲领一次投资到位)。
3.2 并行柔性线
如图 1-2 所示,整条线上大部分机床为 CNC 加工中心,A 工位是 5 台加工中心,B 工位是 3 台,C 工位是 5 台,D 工位是 4 台;整条线的 节拍是一定的,同工位的加工中心加工内容一样,节拍也是相同的, 但不同工位的加工中心的节拍不一定相同。
为了尽可能多的安排加工 内容,提高加工中心的利用率,其节拍应较长。
图 1-2 并行柔性线组成单元 组成并行柔性线的每台 CNC 加工中心的加工内容是由实际理想的 加工步骤、定位夹紧方式等确定的,组成每道工序的加工中心的节拍 并不完全相同。
在确定每道工序的加工内容和节拍后,再依照整条生 产线节拍的要求确定每道工序需要的 CNC 加工中心的数量。
并行柔性线的要紧特点是:
1/1
1. 单台 CNC 设备的故障对系统的开动率阻碍专门小; 2. 由于单台设备的节拍不受限制,故加工工艺过程设计相对完美, CNC 加工中心的利用率专门高,投资相对较少; 3. 生产时假如对某机床进行调试,对产量的阻碍较小; 4. 与串行柔性线相比,能够通过增加单台 CNC 加工中心实现扩 能,生产线分期投入的灵活性更大; 5. 便于随行托板的使用,进一步增加了生产的柔性,但手动上下 料专门难实现; 6. 零件在生产线中的流向十分复杂,排列组合的可能性专门多, 零件追溯系统十分复杂,增加了质量治理和跟踪的难度; 近年来,随着微电子芯片和计算机技术的快速进展,扫除了零件 追溯困难的障碍,使得并行柔性线越来越受到各汽车厂的青睐,特不 是欧洲的厂商应用极多。
值得一提的是这种并行柔性线特不适合一些 加工工艺较简单,工序较少的工件,如变速器壳体、阀体等。
3.3 专机式柔性线 专机式柔性线同加工中心与专机组合而成的刚柔生产线并不是一 个概念,专机式柔性线最要紧特点是采纳的加工中心是专机式加工中 心,其构造结合了自动线和加工中心的特点,将机床转化为一个独立 的加工单元。
消除了专机与加工中心之间的对立,弥补了专机和加工
1/1
。