集装袋生产工艺流程
集装袋

集装袋集装袋 Flexible freight container 简称: FIBC吨袋(也称集装袋/太空包/柔性集装箱/吨包/吨包袋/太空袋/子母袋):是一种柔性运输包装容器。
具有防潮、防尘、耐辐射、牢固安全的优点,而且在结构上具有足够的强度。
由于集装袋装卸、搬运都很方便,装卸效率明显提高,近年来发展很快。
集装袋一般多用聚丙烯、聚乙烯等聚酯纤维纺织而成。
具体特点如下:又称柔性集装袋、吨装袋、太空袋等,英文翻译多种,FIBC,是集装单元器具的一种,配以起重机或叉车,就可以实现集装单元化运输,它适用于装运大宗散状粉粒状物料。
集装袋标准中国的集装袋标准:现在执行的是GB/T10454-2000,这是在老标准GB/T 10454-1989上修改而成。
集装袋的发展目前,我国塑编的集装袋主要出口日本、韩国,并正在大力开发中东、非洲、美国和欧洲的市场。
因生产石油和水泥,中东地区对集装袋产品的需求很大;非洲地区,几乎其所有的国营石油企业都以发展塑料编织制品为主,对集装袋的需求量也很大。
非洲对中国集装袋的质量和档次都能接受,因此,在非洲打开市场,也没有大的问题。
美国和欧洲对集装袋的质量要求很高,中国的集装袋目前还达不到他们的要求。
集装袋的质量好、坏,是至关重要的。
所以,国际市场上对集装袋产品都有各自的严格标准。
标准的侧重点各不相同。
日本注重细节,澳大利亚注重形式,欧共体标准注重产品性能技术指标,简明扼要。
美国和欧洲对集装袋在抗紫外线、抗老化、安全系数等方面,都有其严格的要求。
“安全系数”是产品最大承受能力与额定设计荷载之间的比值。
主要看,集装袋装上数倍的内容物,反复提升,内容物和袋体是否有异常情况,连接处是否破损。
国内外同类标准中,安全系数的设置一般为5-6倍。
五倍安全系数的集装袋产品能够安全使用的时间更长。
如果增加了抗紫外线助剂,集装袋应用范围更广,有更强的竞争力,这是不争的事实。
吊带在与袋体连接时,有顶吊、底吊、侧吊等多种形式,并通过缝线连`接,所以缝线也相当重要。
防静电集装袋制作流程

防静电集装袋制作流程英文回答:To make an anti-static bulk bag, there are several steps involved in the process. First, the materials needed for the bag are gathered. This typically includes a conductive fabric, which is either woven with conductive fibers or coated with a conductive material. Other materials such as webbing, thread, and zippers may also be required.Once the materials are ready, the next step is to cut and sew the fabric to create the bag. This involves measuring and cutting the fabric into the desired size and shape, and then sewing the pieces together using a sewing machine. It is important to ensure that the seams are strong and secure to prevent any leakage or damage to the bag.After the bag is sewn, the next step is to add anynecessary features or accessories. This may include adding handles, straps, or loops for lifting and transporting the bag. It is important to consider the weight and load capacity of the bag when adding these features to ensure they are durable and can withstand the intended use.Once all the features are added, the bag is then inspected for quality control. This involves checking the stitching, seams, and overall construction of the bag to ensure it meets the required standards. Any defects or issues are addressed and corrected at this stage.Finally, the bag is ready for testing and certification. This involves subjecting the bag to various tests to determine its effectiveness in preventing staticelectricity. These tests may include measuring the bag's surface resistivity, charge decay, and shielding effectiveness. If the bag passes the tests and meets the required standards, it can be certified as an anti-static bag.中文回答:制作防静电集装袋的过程中,有几个步骤需要进行。
集装袋主要工艺流程

集装袋主要工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!集装袋是一种柔性运输包装容器,广泛用于食品、粮谷、医药、化工、矿产品等粉状、颗粒、块状物品的运输包装。
制袋工艺流程
制袋工艺流程制袋是一种常见的加工工艺,用于生产各种类型的塑料袋、纸袋、复合袋等包装材料。
制袋工艺流程包括了原料准备、印刷、复合、切割、制袋等多个环节,下面我们将详细介绍制袋的工艺流程。
1. 原料准备制袋的第一步是原料准备,常见的制袋原料包括塑料薄膜、纸张、复合材料等。
在原料准备阶段,需要根据产品的要求选择合适的原料,并进行相应的处理,比如塑料薄膜需要进行挤出、拉伸等工艺处理,纸张需要进行裁剪、印刷等处理。
2. 印刷印刷是制袋工艺中非常重要的一个环节,通过印刷可以在包装材料上印上各种图案、文字、标识等。
常见的印刷方式包括凸版印刷、柔版印刷、丝网印刷等,根据产品的要求选择合适的印刷方式,并进行相应的调色、校对等工作。
3. 复合复合是将不同材料的薄膜或纸张通过复合机进行复合,形成复合材料,常见的复合方式包括干式复合、湿式复合、溶剂复合等。
复合可以提高包装材料的强度、阻隔性能、印刷性能等,使得包装材料更加适合产品的包装需求。
4. 切割切割是将复合好的材料按照产品的尺寸进行切割,常见的切割方式包括热切割、冷切割、压切割等。
切割需要根据产品的要求进行精确的尺寸控制,确保切割后的包装材料符合产品的包装需求。
5. 制袋制袋是将切割好的包装材料通过制袋机进行制袋,形成最终的包装产品。
制袋的工艺包括封口、开口、拉链、孔位等工艺,根据产品的要求选择合适的制袋工艺,并进行相应的调试和检验。
以上就是制袋工艺的基本流程,通过原料准备、印刷、复合、切割、制袋等多个环节,可以生产出各种类型的塑料袋、纸袋、复合袋等包装材料。
制袋工艺流程中的每个环节都需要严格控制,确保产品质量和生产效率,从而满足市场的需求。
集装袋生产工艺流程
单独缝纫(缝合)加工集装袋生产工艺流程贵公司计划200人工厂缝纫集装袋,一般缝纫工160人,其余40人为:检验6人,打包10人,机修及设备维护工4人,清扫4人,搬运、和管理人员6人。
备用人员10人。
(不包括裁断工序)如果配备裁断机械,备用人员可用于裁断。
班产集装袋的数量,一般根据品种的不同,集装袋规格不同产量也有很大的差别。
如:氧化铝的集装袋,每台熟练工能缝纫40-50条,比较复杂的集装袋,熟练工一般15-20条。
(1)厂房面积,缝纫机160台,大致需要1000平方米,不包括放部分成品,检验的空间。
(2)检验需要用200平方左右,包括放置1-2台鼓风机。
(3)成品半成品存储空间另计。
电力:缝纫机每台0.55千瓦。
原材料:集装布、吊带、围带、防漏条、(如果用的话)扎口绳。
料口布、缝纫线等。
集装袋生产是一个简单的生产过程,要把简单的事情办好是一个不简单的事情,最好请一位有实践经验的师傅指导生产。
河北申工缝纫机制造有限公司集装袋专用缝纫机报价单中国专利FGB6800型高性能集装袋缝纫机一、机器简介FGB6800高性能集装袋缝纫机,采用单直机针、摆梭勾线、上下复合送料,脚踏回缝、脚踏压脚提升装置,操作简便。
构成双线锁式线迹。
由于本机器采用特殊的上送料机构和压脚交叉提升机构,它除具有一般工业缝纫机的各项性能之外,其最大优点是对各种集装布、吊带等缝料和潜移性较大的中厚料,在缝纫过程中能使上层和下层送料量达到一致,在高低重叠缝纫和爬坡缝纫时,送料爽、针距稳定、线迹平整而美观、缝厚料、薄料性能稳定、操作省力等优点,同时还可以按集装袋工艺的特殊要求进行调节,正缝、倒缝、打横针操作简便自如,并可缝纫加防尘条的包装制品。
二、用途适用于各种集装袋、吊装带、安全带、帐篷、皮革等极厚料物品缝制。
三、主要特点采用上下复合送料、压脚交叉升降机构,保证在额定范围内的任何长度针距下、缝纫滑性、粘性缝料及特长制品时上下层不位移、使制品整齐、线迹美观;连杆挑线机构、使主轴转速得以提高;优质钢材高精度的加工工艺有效的降低了噪音、延长了使用寿命。
一种货运火车专用集装袋及其制作工艺
一、概述货运火车集装袋,整体对货物的固定效果较差,从而导致整体在运输的过程中容易出现掉落的情况,降低了整体运输时的稳定性,并降低了整体对运输货物的保护效果,且现有的货运火车集装袋无法根据运输货物的体积进行调节,降低了整体的灵活性,使整体无法根据运输货物的体积进行收紧,增加了整体的占地面积,降低了整体实用性。
本文介绍了一种货运火车专用集装袋及其制作工艺,以解决上述中提出货运火车集装袋,整体对货物的固定效果较差,从而导致整体在运输的过程中容易出现掉落的情况,降低了整体运输时的稳定性,并降低了整体对运输货物的保护效果,且现有的货运火车集装袋无法根据运输货物的体积进行调节,降低了整体的灵活性,使整体无法根据运输货物的体积进行收紧,增加了整体的占地面积,降低了整体实用性的问题。
二、技术方案一种货运火车专用集装袋,所述集装袋本体内部包括有安装底带,且安装底带前端左侧固定连接有第一挡带,所述第一挡带右侧固定连接有第一收紧环,所述安装底带前端右侧固定连接有第二挡带,且第二挡带左侧固定连接有第二收紧环,所述安装底带后端左侧固定连接有第三挡带,且第三挡带右侧固定连接有第三收紧环,所述安装底带后端右侧固定连接有第四挡带,且第四挡带左侧固定连接有第四收紧环,所述安装底带左侧固定连接有第一侧挡带,且第一侧挡带外侧与第一挡带和第三挡带固定连接,所述第一侧挡带内侧固定连接有第一内收紧环,所述安装底带右侧固定连接有第二侧挡带,且第二侧挡带内侧固定连接有第二内收紧环,所述第二挡带下端设置有第一收紧绳固定部,且第一收紧绳固定部内部固定连接有第一收紧绳本体,所述第三挡带下端固定连接有第二收紧绳固定部,且第二收紧绳固一种货运火车专用集装袋及其制作工艺王仁龙整理摘要:本文介绍了一种货运火车专用集装袋及其制作工艺,所述集装袋本体内部包括有安装底带,且安装底带前端左侧固定连接有第一挡带,所述第一挡带右侧固定连接有第一收紧环,所述安装底带前端右侧固定连接有第二挡带,且第二挡带左侧固定连接有第二收紧环,所述第二内收紧环内部活动连接有第三收紧绳本体,且第三收紧绳本体从第二内收紧环出发穿过第一内收紧环后折回第二内收紧环进行相互连接,所述集装袋本体外侧固定连接有安装块,且安装块上端固定连接有吊带。
编织袋拉丝工艺文件
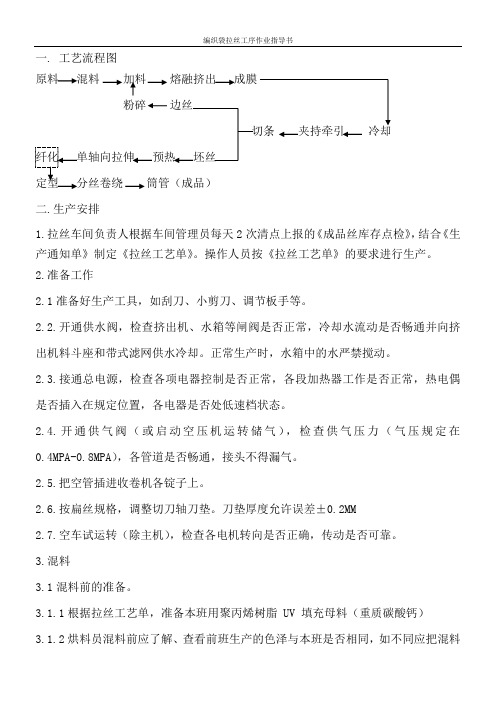
一. 工艺流程图原料混料加料熔融挤出成膜粉碎夹持牵引单轴向拉伸定型分丝卷绕筒管(成品)二.生产安排1.拉丝车间负责人根据车间管理员每天2次清点上报的《成品丝库存点检》,结合《生产通知单》制定《拉丝工艺单》。
操作人员按《拉丝工艺单》的要求进行生产。
2.准备工作2.1准备好生产工具,如刮刀、小剪刀、调节板手等。
2.2.开通供水阀,检查挤出机、水箱等闸阀是否正常,冷却水流动是否畅通并向挤出机料斗座和带式滤网供水冷却。
正常生产时,水箱中的水严禁搅动。
2.3.接通总电源,检查各项电器控制是否正常,各段加热器工作是否正常,热电偶是否插入在规定位置,各电器是否处低速档状态。
2.4.开通供气阀(或启动空压机运转储气),检查供气压力(气压规定在0.4MPA-0.8MPA),各管道是否畅通,接头不得漏气。
2.5.把空管插进收卷机各锭子上。
2.6.按扁丝规格,调整切刀轴刀垫。
刀垫厚度允许误差±0.2MM2.7.空车试运转(除主机),检查各电机转向是否正确,传动是否可靠。
3.混料3.1混料前的准备。
3.1.1根据拉丝工艺单,准备本班用聚丙烯树脂 UV 填充母料(重质碳酸钙)3.1.2烘料员混料前应了解、查看前班生产的色泽与本班是否相同,如不同应把混料机、破碎机、料斗等清理干净,并用白母料50KG投入混料机中搅拌20分钟左右后放出,做好标识单独存放,再正式混料(目的是把残余颜料沾净)。
3.2料温烘料时间控制。
烘料员在烘料机开机前加温,每次烘料时间控制在15-20分钟,料温手感热烫为宜。
3.3混料/颜料的配比3.3.1混料/颜料配比按《拉丝工艺单》进行,要求配比齐全由带班人员每班正式生产前检查一次,保证称量准确,添加齐全,结果填写在《拉丝参数检查表》中,发现异常停止使用,由烘料员重新配制。
3.4.破碎末的添加破碎后的丝末要求粒度细碎(片末不超过1C㎡,且长度不能超过2CM),以防堵住加料口。
由带班人员检测,有问题及时处理。
集装袋的工艺流程图

集装袋、吨袋产品工艺流程图一、集装袋、吨袋产品工艺流程图一、集装袋、吨袋产品质量控制图编织袋生产流程:原料PP(聚丙稀)→塑料拉丝机(将PP、PE原料制成丝线)→收卷机(把拉出的丝线收卷)→圆织机(把收卷的丝编织成塑料编织筒布)→复合机(复合OPP、纸等其它材料)→印刷机(印字和图案等)→切袋机放袋架(.把塑料编织筒布切成一条条袋子)→缝包机(缝制底部)→打包机(把成形的袋子打包成捆)→出厂→废料回收→破碎机(破碎废丝)、烘干机(烘干废丝),烘干好的原料放进拉丝机再使用。
一般分为一、二、三级料。
一级料是指所使用的原料为没有落地的边角料,或者称为下角料,有些是水口料、胶头料等,质量也是比较好的,就是没有使用过的,在加工新料的过程之中,剩余的小边角,或者是质量不过关的原料。
以这些为毛料加工出来的颗粒,透明度较好,其质量可以与新料相比,故为一级料或者是特级料。
二级料是指原料已使用过一次的,但是高压造粒除外,高压造粒中使用进口大件居多,进口大件如果为工业膜,是没有经过风吹日晒的,故其质量也非常好,加工出来的颗粒透明度好,这时也应该根据颗粒的光亮度及表面是否粗糙来判断。
三级料是指原料已使用过两次或者多次的,加工出来的颗粒,其弹性,韧性等各个方面均不是很好,只能用于注塑。
而一、二级料可以用于吹膜、拉丝等用途。
填充母料:碳酸钙填充母粒 2.5元/千克注塑挤出拉丝碳酸钙填充母粒 2.8元/千克注塑挤出拉丝碳酸钙填充母粒 3.0元/千克注塑挤出拉丝吹膜碳酸钙填充母粒 3.2元/千克注塑挤出拉丝吹膜碳酸钙填充母料 3.5元/千克注塑挤出拉丝吹膜特白填充母粒 4.8元/千克注塑挤出拉丝吹膜滑石粉填充母料 4.5元/千克注塑挤出拉丝吹膜滑石粉填充母粒 5.5元/千克注塑挤出拉丝吹膜透明填充母粒 6.8-8元/公斤注塑挤出拉丝吹膜透明填充料 6.8-8元/公斤注塑挤出拉丝吹膜PA专用填充料 4.8-6.0元/KG注塑增强增硬母粒8元/KG注塑用PP、PE消泡消纹母粒A级8元/KG注塑挤出吹膜(不需烘料)脱水吸水母粒B级6-7元/KG注塑挤出吹膜(不需烘料)消泡消纹母粒C级 5.-6元/KG注塑挤出吹膜(不需烘料)PP中空板填充母料3.2-4.5元/KG中空板PP编织袋填充母料3.2-4.5元/KG编织袋PP丙纶无纺布填充母料3.2-4.5元/KGPP餐垫钙母粒 3.2-5.4元/KG PP、PVC餐垫、PVC地板革增韧填充母粒 5.5元/千克ABS、PS注塑挤出玩具填充母粒 3.0元/KGPP片材特白填充母料一次性餐具填充料塑胶卡板增硬填充母粒。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
单独缝纫(缝合)加工集装袋生产工艺流程
贵公司计划200人工厂缝纫集装袋,一般缝纫工160人,其余40人为:检验6人,打包10人,机修及设备维护工4人,清扫4人,搬运、和管理人员6人。
备用人员10人。
(不包括裁断工序)如果配备裁断机械,备用人员可用于裁断。
班产集装袋的数量,一般根据品种的不同,集装袋规格不同产量也有很大的差别。
如:氧化铝的集装袋,每台熟练工能缝纫40-50条,比较复杂的集装袋,熟练工一般15-20条。
(1)厂房面积,缝纫机160台,大致需要1000平方米,不包括放部分成品,检验的空间。
(2)检验需要用200平方左右,包括放置1-2台鼓风机。
(3)成品半成品存储空间另计。
电力:缝纫机每台0.55千瓦。
原材料:集装布、吊带、围带、防漏条、(如果用的话)扎口绳。
料口布、缝纫线等。
集装袋生产是一个简单的生产过程,要把简单的事情办好是一个不简单的事情,最好请一位有实践经验的师傅指导生产。
河北申工缝纫机制造有限公司集装袋专用缝纫机报价单
中国专利FGB6800型高性能集装袋缝纫机
一、机器简介
FGB6800高性能集装袋缝纫机,采用单直机针、摆梭勾线、上下复合送料,脚踏回缝、脚踏压脚提升装置,操作简便。
构成双线锁式线迹。
由于本机器采用特殊的上送料机构和压脚交叉提升机构,它除具有一般工业缝纫机的各项性能之外,其最大优点是对各种集装布、吊带等缝料和潜移性较大的中厚料,在缝纫过程中能使上层和下层送料量达到一致,在高低重叠缝纫和爬坡缝纫时,送料爽、针距稳定、线迹平整而美观、缝厚料、薄料性能稳定、操作省力等优点,同时还可以按集装袋工艺的特殊要求进行调节,正缝、倒缝、打横针操作简便自如,并可缝纫加防尘条的包装制品。
二、用途
适用于各种集装袋、吊装带、安全带、帐篷、皮革等极厚料物品缝制。
三、主要特点
采用上下复合送料、压脚交叉升降机构,保证在额定范围内的任何长度针距下、缝纫滑性、粘性缝料及特长制品时上下层不位移、使制品整齐、线迹美观;连杆挑线机构、使主轴转速得以提高;优质钢材高精度的加工工艺有效的降低了噪音、延长了使用寿命。
四、主要技术规格
缝纫速度1000针/分机头外型736×270×590毫米
针距长度 0-13毫米电动机功率0.55千瓦(缝纫机专用电机)
压脚提升高度手控14-29毫米
操作空间200×420毫米
机针型号 Gv2型110-280号(旧7X1种18-28号)
缝线型号腊线25/3∽18/7股,麻线2X7股,尼龙线2∽24号
\
FGB6800型高性能集装袋缝纫机
缝纫机推荐机型:
1.FGB4-1大型厚料缝纫机
FGB4-1大型厚料缝纫机,采用单针摆梭,构成双线锁式线迹。
根据集装袋的缝制要求,做出了专业化调整,适用于特厚、中厚和较薄的集装袋的缝制,缝厚料不跳针,缝薄料不起皱。
手动压脚可前后左右拉动缝制进行局部加固,对于缝制加防尘条的包装制品,可更换针位三种部件进行有效的缝制。
本机也适用于工厂缝制油布、帆布、皮革、毛毡等制品,如帐篷、露营房、
马鞍等。
主要特点:
采用:升降式送料牙;交替压脚,此结构在任意长度针距下,缝纫滑性,粘性缝料及特长制品时,都能保持上下层不移位,使制品整齐,线迹美观;连杆挑线机构,使主轴转速得以提高,减轻了声响,保证了整车的质量,延长了使用寿命。
GN20-3集装袋包边机
GN20麻袋包边机/集装袋包边机/地毯包边机GN20型麻袋包边机,适用于各种规格的麻袋包缝之用。
GN20-2型地毯包边机,适用于地毯生产、销售单位各种规格的地毯包边。
GN20-3型集装袋包边机(锁边机),适用于各种规格的塑料编织袋、集装袋包缝之用。
技术规格
缝纫速度≤1200/分
针距长度0-13mm
压脚提升20 mm
操作空间210×400mm
机针型号7X200-230-250-300
电动机功率550瓦1400转/分(缝纫机专用电机) 机头净重88kg
针杆行程47mm
FGK68-2集装袋链缝机
采用优质钢材,精心设计的集装袋链式缝纫机。
它满足了国内外客户集装袋链缝的工艺要求。
本机具有缝纫速度快、噪音低、针距调节范围大、操作简单、便于保养维护等优点。
对需要增加防尘条或无防尘条的缝制是最为理想的链缝设备。