ProCAST微观组织设置教程
Procast操作步骤

Procast操作步骤:1.启动软件,出现界面,可在installation setting中更改文件路径。
在file manager——case 中输入文件名(随便),点击meshcast。
Meshcast主要是划分网格,precast主要是前处理,施加约束条件,datacast主要是检验模拟施加条件等,可以跳过,在procast求解时会先检查一遍再求解,viewcast为后处理,status 为求解过程中的进度条。
2.网格划分进入meshcast后,file——open所要模拟的模型,最好是parasolid格式的,比较方便。
导入文件后会提示设置单位,在properties中选择mm。
图形左边中间左上角第一个为检查图形按键,检查无误后,设置网格大小,右下方如图可根据图形实际大小设置length,再点击左起第一个,生成网格,第二个显示网格,第三个检查网格,最后一个进入生成体网格界面。
在editmesh中再次点击checkmesh,(调整length值,将其设置成合适大小)其他默认,Tetmesh中。
这时可以看到会产生相关模型。
点击saveSM保存网格模型,关闭。
3.前处理回到主界面,打开precast打开刚才保存的网格文件。
先,再定义材料,定义模具和成型件的材料属性。
,材料可以自己添加,add键定义材料的名称,密度,热学,流体方面的性质等等。
(主要定义材料的密度、导热系数和粘度。
)分别选择模具和成型件,选择下方的材料,点击assign定义属性。
模具的type为mold,empty 为no;成型件为Casting,empty为yes。
材料定义后,点击interface,定义模具与成型材料之间的换热系数。
同材料定义类似,可以自己添加两个面之间的换热系数。
()Boundary conditions定义——assign surface首先要添加自己需要定义哪些方面的参数,从add中添加。
常用的有temperature、heat、pressure(浇口压力)、inlet(浇口流量,8060HT-1聚氨酯材料流量大概2.5g/sec)、wall(边界设定)等。
ProCAST教程及菜单详解
Procast相关参数设置一览

相关参数设置一览PRECAS中参数的设置(USER PRE-DEFINED RUN PARAM)ETER一.GENERRAL 1. ) STANDARDNSTEP2000 定义模拟时间总步数,时间步数达到该步数时,模拟终止TFINAL 1 +000 定义ProCAST模拟时间(如同时定义TFINAL 和NSTEP哪个先达到,按哪个终止模拟)TSTOP 2 +000 定义模拟分析终止温度INILEV 0 定义初始步数,第一次模拟INILEV = 0,如继续某一步数模拟,INILEV —继续模拟步数,(该步长数必须为输出步长的整数倍)ODT 1 定义时间初始时间步长TUNITS 2 (K C F )温度输出单位VUNITS 1 速度输出单位PUNITS 5 压力输出单位QUNITS1 热流输出单位(这几项是设置单位的, 数字对应着可选项的顺序数)2 )ADVANCEDNRSTAR 5 定义允许重新计算次数NPRFR 1 定义文件输出频率PRNLEV0 定义输出节点某项结果,默认值=0输出节点压力=0,不输出=1,输出节点速度=8, =16,输出节点温度点涡流分散率=64,输出节点涡流强度=128,输出节=1024,输出节点位移=8192,输出面热流=32768,输出节点DTMAX 1 +000 定义最大时间步长磁热能SDEBUG 1 定义调试信息,默认值=1=0,不记录调试信息=1,在文件中记录求解情况、时间步长控制、自由面模型AVEPROP 0 定义计算每个个单元属性方法=0,计算每个高斯点属性=1,计算单元中心属性,以其作为整修单元平均值CGSQ0 定义CGSQ求解,默认值= 0 = 0,使用默认TDMA求解=1,使用CGSQ求解U方程= 2,使用CGS俅解V方程=4,使用CGSQ求解W方程= 16,使用CGS(求解能量方程=64,使用CGSQ求解涡流强度方程= 128,使用CGS眯解可压缩流动密度方程LUFAC 1 定义CGS俅解预处理参数DIAG 16384 对于对称求解,定义DIAG求解项( diagonal preconditioning flag )=0,对所有采用Cholesky预处理=8,对压力采用DIAG预处理=16,对能力采用DIAG预处理=16384,对辐射采用DIAG预处理NEWTONR打开能量方程NEWTONRaphson开关USER 0 定义用自定义参数TMODS +000 定义一般步数,时间步长修正因子,如当前时间步长w NCORL后继时间时间步长=当前时间步长*TMODS如当前时间步长》NCORL后继时间步长=当前时间步长/TMODSTMODR 定义重新计算时间步长修正因子,TMOD值小于1,如果不收敛,重新计算步长=当前步长*TMODRCONVTOL 定义非对称TDMA求解收敛误差二.THERMAL1)STANDARDTHERMAL 1 = 1,执行热分析模拟,并将温度选为基本变量TFREQ 10 定义温度数据输出频率POROS 1 定义是否执行缩松/ 缩孔模拟分=0,不执行缩松/缩孔模拟分析=1,执行缩松/缩孔模拟分析=2,执行缩松/缩孔模拟分析,并与溶解气体有关MACROFSPIPEFSGATEFEED 02)ADVANCEDQFREQ 10000 定义热量数据输出频率USERHO 1FEEDLEN 3 +000MOBILE 定义活动因子, 该参数是液态自由面失去流动性的临界值,默认值为LINSRC 0 微结构分析时,定义source term 线性化参数CONVT1 +000 定义温度收敛判据,定义值不应超过液固相区TRELAX+000 定义温度驰预参数,该参数用于计算某一预测步长对温度场的初始假设,默认值为 1CRELAX +000 定义热容释放参数CLUMP +000 定义电容矩阵团因子CINIT三.FLOW1 ) STANDARDFLOW3 —定义是否执行流动分析,如果材料属性为非“F”默认值为0,如果材料属性为“ F”,默认值为1=0,不执行流动分析=1,执行流动分析=3,填充时执行流动分析,但当充满后,且NCY CLE1时, 只执行热分析=5,利用边界单元法,计算势流=9,填充时执行流动分析,但当充满后,且NCY CLE>时,只执行热分析FREESF 1 定义自由面模型,默认值为0=1,自由面在动力作用下的快速填充模型=2,自由面在重力作用下的慢速填充模型=3, 1和2混合模型,根据作用条件,在1和2之间转换GAS 0 —定义是否考虑气体影响,默认值为0=0,不考虑气体影响 =1,考虑气体影响VFREQ 10 定义速度数据输出频率PREF7 1 定义参考压力,该压力是为将绝对压力转换为高斯压力而从边界条件压力中减去的部分, 该参数应用于有气体、由压力界条件驱动的流动、有出气孔、有进气孔的情况。
ProCAST模块说明2015
PRO-S-22-2013
ProCAST Flow solver
ProCAST流场求解器,用于计算铸造过程中流场的速度、压力、湍流、自由液面、氧化夹渣、充型时间\裹气、气孔等。
13
PRO-S-23-2013
ProCAST Stress solver
ProCAST应力求解器,用于计算铸件凝固过程中的残余应力分布、变形、热裂、冷裂等。
35
PRO-M-24-2013
Computherm - Material Database Cu
Cu基材料计算模块(可以通过输入成分百分比,自动计算获得材料的热物性,计算数据可以直接用于模拟)
36
PRO-S-35-2013
ProCAST DMP Thermal solver
温度场求解并行模块
37
PRO-S-36-2013
43
PRO-S-47-2013
Thermal solver - Continuous casting option
连续铸造温度场并行模块
44
PRO-S-41-2013
Thermal solver - Core Blowing option
射砂制芯温度场并行模块
45
PRO-S-44-2013
Flow solver - Lost Foam option
ProCAST DMP Flow solver
流场求解并行模块
38
PRO-S-37-2013
ProCAST DMP Stress solver
应力场求解并行模块
39
PRO-S-42-2013
ProCAST DMP Microstructure module
procast cafe 后处理 微观组织模拟 元胞自动机

这里主要讲讲procast的后处理。
-------- Made by DBT at NEU, Shenyang 计算完成以后进入café的后处理
点击café进入下个界面
在点击result
这里应该看到好几个是亮的,如果你的不亮,应该就是你在前面预定义的时候没有选择保存。
这里我保存了所有的数据,一般是保存外边的external就可以了。
下面的彩色的是表示晶向的,具体的看相关的书籍。
这个软件的界面操作不方便,我发现了几个快捷键,同学们可以试试按键盘上的F1---F10,试试,是不是有惊喜啊,哈哈。
然后点击右上角的播放,就可以看到晶体的生长了,
这里的结果是这样的,很多人会奇怪,别急,这是因为你的电脑的显卡问题,把电脑的显卡禁用就OK了,就是不用显卡,回到装系统时电脑那没有显卡驱动的状态就OK了。
禁用就OK了,然后肯定是正确的结果,我保证!因为桌面上东西太多,这里我就不给大家演示了。
现在只是形貌图,如果想得到具体的数据怎么办呢?
进入café---anslysis—select—cuts
做一个切面,
点击X可以再三个方向上切换。
然后café---anslysis—select—display
点击histogram,
是不是看到了不同晶粒大小的柱状图呢??
当然其他几个也可以自己看看。
这个图是不能直接用的,如果想要得到具体的数据怎么办?
点击dump value,就可以把数据保存,是D文件,是可以用记事本直接打开的
打开后就可以处理了。
点击statistics,
是不是看到了框中的各项信息呢?。
procast 2021操作流程
procast 2021操作流程关于「procast 2021操作流程」的一步一步回答在这篇文章中,我们将详细介绍Procast 2021的操作流程,帮助用户了解如何使用和最大限度地发挥这个工具的效用。
第一步:了解Procast 2021在开始使用Procast 2021之前,您需要对它有一个基本的了解。
Procast 2021是一款专为个人和团队提供任务管理和时间管理功能的应用程序。
它旨在帮助用户更好地组织和安排他们的日常工作,提高工作效率,并更好地掌控时间。
第二步:下载和安装Procast 2021要开始使用Procast 2021,您需要从官方网站或应用商店下载并安装该应用程序。
请注意,Procast 2021提供不同的版本,包括Windows、Mac 和移动设备版本,因此请根据您使用的操作系统选择正确的版本。
第三步:创建账户和登录在成功安装Procast 2021之后,您将需要创建一个账户并登录。
这个过程基本上就像在任何其他应用程序中创建账户一样。
您需要提供您的姓名、电子邮箱和一个安全的密码来创建账户。
一旦完成注册过程,您将获得一个用户名和密码,可以使用它们来登录Procast 2021。
第四步:设置个人设置一旦成功登录,您将进入Procast 2021的主界面。
在第一次登录时,系统可能会要求您设置一些个人设置,例如您的时区、日期和时间格式等等。
这些设置将帮助Procast 2021更好地适应您的工作环境和个人偏好。
第五步:创建任务现在,您已准备好开始使用Procast 2021了。
首先,您需要创建任务。
任务是组织您工作的基本单元,它可以是一个项目、一个会议、一项工作或任何其他需要完成的事情。
通过单击屏幕上的「创建任务」按钮,您可以打开任务创建界面。
在这里,您可以输入任务的标题、描述、开始和截止时间以及其他相关细节。
完成后,单击「保存」按钮将任务保存在Procast 2021中。
第六步:设置任务优先级在创建任务时,您可以为其设置优先级。
ProCAST说明书
ProCAST说明书第一章ProCAST简介1.1 序ProCAST软件是由美国USE公司开发的铸造过程的模拟软件,采用基于有限元(FEM)的数值计算和综合求解的方法,对铸件充型、凝固和冷却过程中的流场、温度场、应力场、电磁场进行模拟分析。
1.2 ProCAST适用范围ProCAST适用于砂型铸造、消失模铸造; 高压、低压铸造; 重力铸造、倾斜浇铸、熔模铸造、壳型铸造、挤压铸造; 触变铸造、触变成型、流变铸造。
由于采用了标准化的、通用的用户界面,任何一种铸造过程都可以用同一软件包ProCAST TM进行分析和优化。
它可以用来研究设计结果,例如浇注系统、通气孔和溢流孔的位置,冒口的位置和大小等。
实践证明ProCAST TM可以准确地模拟型腔的浇注过程,精确地描述凝固过程。
可以精确地计算冷却或加热通道的位置以及加热冒口的使用。
1.3 ProCAST 材料数据库ProCAST TM可以用来模拟任何合金,从钢和铁到铝基、钴基、铜基、镁基、镍基、钛基和锌基合金,以及非传统合金和聚合体。
ESI旗下的热物理仿真研究开发队伍汇集了全球顶尖的五十多位冶金、铸造、物理、数学、计算力学、流体力学和计算机等多学科的专家,专业从事ProCAST和相关热物理模拟产品的开发。
得益于长期的联合研究和工业验证,使得通过工业验证的材料数据库不断地扩充和更新,同时,用户本身也可以自行更新和扩展材料数据。
除了基本的材料数据库外,ProCAST还拥有基本合金系统的热力学数据库。
这个独特的数据库使得用户可以直接输入化学成分,从而自动产生诸如液相线温度、固相线温度、潜热、比热和固相率的变化等热力学参数。
1.4 ProCAST 模拟分析能力可以分析缩孔、裂纹、裹气、冲砂、冷隔、浇不足、应力、变形、模具寿命、工艺开发及可重复性。
ProCAST几乎可以模拟分析任何铸造生产过程中可能出现的问题,为铸造工程师提供新的途径来研究铸造过程,使他们有机会看到型腔内所发生的一切,从而产生新的设计方案。
Procast操作手册 通力公司的简要教程
Procast培训简要教程Procast基本操作指南Procast铸造模拟的基本流程为:造型——划分表面网格——MeshCAST划分体网格——PreCAST设置边界条件和运行参数——DataCAST——ProCAST解算——PostCAST,ViewCAST处理、分析模拟结果。
下面进行较为详细的说明。
一. Ideas造型与划分表面网格1.造型(simulation + master modeler): 建模顺序为铸件,浇注系统,砂箱。
*注意直浇口面,明冒口面,和砂箱上表面必须在一个平面上。
对于一般的砂芯,可看作砂箱的一部分。
2.Partition(先选铸件,再选砂箱。
)3.划分模型的表面网格(simulation+ meshing)4.输出面网格模型: file, export, ideas simulation universal file, 键入文件名(文件为 *.unv),OK。
二. Meshcast(划分体网格)1.在Dos窗口键入meshcast2.File/open,文件类型选I-deas surface mesh(*.unv)3.Check mesh, Check intersection,检查表面网格质量,提示信息显示在左下角的Message Window中,如表面网格通过,则进入下一步,否则修改4.Tet mesher, full layer(对砂型采用no layer), gen tet mesh5.Display Ops下(点击bad element, Negative Jac)检查是否有坏单元和负雅各比单元。
如果有坏单元,则Smoothing优化单元(smooth优化建议不要超过两次),save。
有些坏单元无法消除,需对表面网格进行修改。
6.Exit(生成 *.mesh文件)三. Precast (设定材料的热物性参数,边界条件,运行参数等) 1.在文件所在的目录下键入precast *(*为文件名前缀)2.Geometry, units(mm), meshcast *.mesh,Apply。
Procast使用参数设置及相关讨论
1、目前最成熟的的确就是温度场及缩孔缺陷预测,流场一般。
) H( ]8 O! \2 B3 b2、不要神化软件。
软件不是万能的,如果一个软件准确度达到80%就可以了,毕竟是辅助。
3、不要完全否定铸造模拟软件,特别是在缩孔缩松预测方面,我觉得正如上文所说,的确精度还可以,当然是限制在钢铁方面。
FLOW3D,PROCAST中的压力设置:做低压铸造模拟分析的时候,设置压力边界条件,在flow3d和procast软件中设置的压力和实际铸造时的工作加压压力好像关联程度不强,或者我不会设置(我都是看说明书设的),请各位弟兄指教.实际铸造时,计算充型压力所采用高度为充型结束后到坩埚液面到铸件型腔顶部的距离。
因为随着充型的进行,型腔上部空气阻力会越来越大,因此计算结果会越来越大,因此计算结果应乘以一个大于1的系数。
最后由于型腔上部与外部空气相通,因此在考虑参考压力(1 at)的情况下,计算压力应加在参考压力值。
多谢wbscu的回复解答,正如你所说,实际铸造的压力计算确实是这样。
但是我的问题是在软件里要模拟实际的铸造工作压力的影响时,加在软件压力边界条件上的值和实际工作压力的对应程度如何不是很了解,在procast,flow3d里是输入0——密度*g*铸件高度的压力值,这和实际工作压力没有关联的,只不过是在软件里充满而已。
怎么用软件模拟实际才是CAE的兴趣所在,而不是看看充满结束就算了。
Procast流动卷气模拟-请教小弟刚接触procast,想做一个高压流动卷气模拟。
发现一些问题在此请教大家。
1)派气设置,实际模型是排气槽,软件中用排气孔代替。
我是选择排气槽所在面上所有的节点,然后设置排气孔(如下图示),这样是否可行?(问题:是选择单个节点,还是选择整个面的节点)2)结果查看:是看充型过程还是最后充型结束时刻的voids结果,为什么我的最后时间步颜色全部一样,看不出有卷起。
(如GIF图示——大家注意最后的时间步,突然跳至3s.开始还是5e-3s)。
ProCAST介绍及菜单详解讲解
第一章ProCAST简介1.1 序ProCAST软件是由美国USE公司开发的铸造过程的模拟软件,采用基于有限元(FEM)的数值计算和综合求解的方法,对铸件充型、凝固和冷却过程中的流场、温度场、应力场、电磁场进行模拟分析。
1.2 ProCAST适用范围ProCAST适用于砂型铸造、消失模铸造; 高压、低压铸造; 重力铸造、倾斜浇铸、熔模铸造、壳型铸造、挤压铸造; 触变铸造、触变成型、流变铸造。
由于采用了标准化的、通用的用户界面,任何一种铸造过程都可以用同一软件包ProCAST TM进行分析和优化。
它可以用来研究设计结果,例如浇注系统、通气孔和溢流孔的位置,冒口的位置和大小等。
实践证明ProCAST TM可以准确地模拟型腔的浇注过程,精确地描述凝固过程。
可以精确地计算冷却或加热通道的位置以及加热冒口的使用。
1.3 ProCAST 材料数据库ProCAST TM可以用来模拟任何合金,从钢和铁到铝基、钴基、铜基、镁基、镍基、钛基和锌基合金,以及非传统合金和聚合体。
ESI旗下的热物理仿真研究开发队伍汇集了全球顶尖的五十多位冶金、铸造、物理、数学、计算力学、流体力学和计算机等多学科的专家,专业从事ProCAST 和相关热物理模拟产品的开发。
得益于长期的联合研究和工业验证,使得通过工业验证的材料数据库不断地扩充和更新,同时,用户本身也可以自行更新和扩展材料数据。
除了基本的材料数据库外,ProCAST还拥有基本合金系统的热力学数据库。
这个独特的数据库使得用户可以直接输入化学成分,从而自动产生诸如液相线温度、固相线温度、潜热、比热和固相率的变化等热力学参数。
1.4 ProCAST 模拟分析能力可以分析缩孔、裂纹、裹气、冲砂、冷隔、浇不足、应力、变形、模具寿命、工艺开发及可重复性。
ProCAST几乎可以模拟分析任何铸造生产过程中可能出现的问题,为铸造工程师提供新的途径来研究铸造过程,使他们有机会看到型腔内所发生的一切,从而产生新的设计方案。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
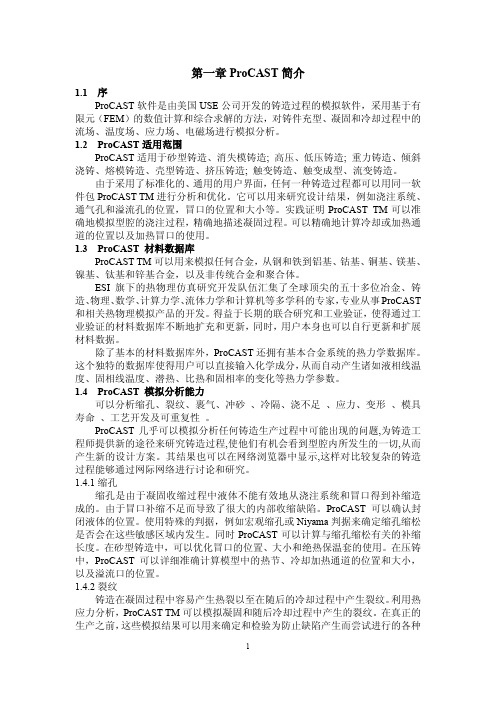
形核过冷度
Critical undercooling Copyright © ESI Group, 2006. All rights reserved. 6
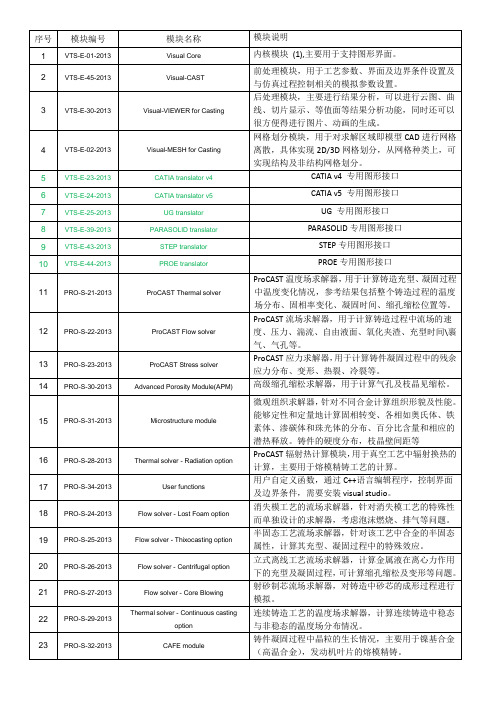
Microstructure – 设置
形核长大参数(eutectic共析钢)
Eutectic Growth
Copyright © ESI Group, 2006. All rights reserved.
Copyright © ESI Group, 2006. All rights reserved.
18
Microstructure – 验证
Trends for microstructure of Cast Iron
增大 EUNUC and EUPOWER 值会减少 graphite nodule 和 austenite grains 晶粒越大,越容易生成珠光体 奥氏体半径越小,铁素体数量越多 bigger grains to more pearlite 凝固过程中冷却速率的影响
Cooling rate effect arround eutectoïd transformation共析出转变 温度附近(720°C)冷却速率的影响
快: more pearlite更多的珠光体 慢: more ferrite更多的铁素体
Copyright © ESI Group, 2006. All rights reserved.
Coupled/Uncoupled
计算慢 结果更精确 小步长
计算快 结果精度一般 需要控制时间步长
9
Copyright © ESI Group, 2006. All rights reserved.
Microstructure –
Coupled/Uncoupled
石墨球半径计算结果
coupled
uncoupled
铸铁: 石墨化膨胀对缩松的影响 机械性能
Fe-基: 布氏硬度 其他基于设置的结果
与合金的计算材料热物性相关联 thermodynamic databases (Computherm)
Copyright © ESI Group, 2006. All rights reserved.
3
Microstructure – 设置
11
Microstructure –
结果
合金成分不同, 输出结果不同!
Copyright © ESI Group, 2006. All rights reserved. 12
Microstructure -
Iron and Steel
CE= 4.1 (Hypo-eutectic SGI)
Automatically computed MICRO Output
Cooling and Eutectoïd transformation (720°C)
Austenite is transformed into Ferrite (stable) and/or Pearlite (metastable) Slow cooling : Ferrite formation is favorable Fast cooling : Pearlite formation is favorable
快: metastable eutectic亚共析体 (lédéburite莱氏体) 中: stable eutectic, small grains, thus more ferrite更多的铁素体 慢: stable eutectic, larger grains, thus more perlite更多的珠光体
Copyright © ESI Group, 2006. All rights reserved. 15
Microstructure – 铸铁
Default values
Ductile Iron = SGI, Nodular Cast Iron Gray Iron GRAPHITE, FADING, MGTREAT + MOLDRIG (Thermal R.P !)
SGI is obtained by a Mg inoculation of the melt 当FADING激活后, 石墨孕育和膨胀效应会随时间衰退. 可以考虑孕育时间 :
Copyright © ESI Group, 2006. All rights reserved.
17
Microstructure –
19
Microstructure –
Trends for microstructure of SG Iron
Effect of Eutectic parameters
calibration
Default RP EUNUC = 1000 EUPOW = 2.5
EUNUC = 5000 EUPOW = 5
“Porosity related”
“Microstructure related”
Dendrites : EQNMAX, EQSTD, EQUNDER Eutectic : EUNUC, EUPOWER, EUGROW
Copyright © ESI Group, 2006. All rights reserved. 16
Effect on porosity
石墨膨胀可以很好的再次补缩; 无补缩现象发生
1, Mold totally rigid 铸型刚性无变形 0, Soft mold 铸件膨胀引起铸型变形
MGTREAT and FADING :RP/Micro
MGTREAT = time interval between inoculation of melt and start of the calculation孕育时间 Effect on porosity
7
Microstructure – 设置
形核参数 (material properties and may depend upon the metal treatment)
默认值
Copyright © ESI Group, 2006. All rights reserved.
8
Microstructure –
Microstructure – 铸铁
Process-相关的运行参数R.P
GRAPHITE :RP/Micro
1, High graphitization 铸件膨胀率大 0, No graphitization 铸件无膨胀发生
Effect on porosity
MOLDRIG :RP/Thermal
Copyright © ESI Group, 2006. All riture –
Coupled/Uncoupled
铁素体分数
coupled
uncoupled
Copyright © ESI Group, 2006. All rights reserved.
Copyright © ESI Group, 2006. All rights reserved.
5
Microstructure – 设置
形核参数 (枝晶)
标准方差
Transition undercooling
undercooling 最大形核密 度Number of
nuclei / unit volume
微观组织设置教程
曹栋良 ESI中国
caodongliang@ 010-65544907ext243
Copyright © ESI Group, 2006. All rights reserved.
1
综述
Introduction Set up of a Micro model What’s new ? Results interpretation Guidelines Calibration of Run Parameters (SGI)
FADING 1 : inoculation effect disappears after 20 minutes of inoculation time 快冷.小铸件 fast cooling, small parts Use MGTREAT to account for treatment time FADING 0 : no fading, constant inoculation quality, maximum expansion 慢冷,大铸件 slow cooling, large parts
Primary austenite Eutectic solidification
Iron and Steel
Slow cooling : stable eutectic (Graphite+Austenite) “Fraction of eutectic” Fast Cooling : metastable eutectic (Fe3C + Austenite, called ledeburite) “Fraction of metastable phase”
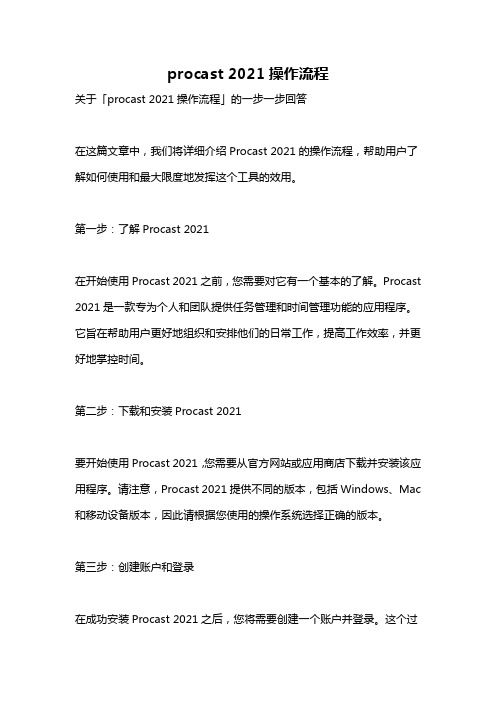
按照通常要求设置热 边界条件 计算材料热物性
在球铁(SGI)计算时别忘加 入Mg元素!
Copyright © ESI Group, 2006. All rights reserved.
4
Microstructure – 设置
run parameter MICRO 设置成1 选择合金种类 (推荐采 用默认值)
“Fading Effect”
Fading Model
Mg在合金中孕育处理. 石墨化膨胀效应会随着Mg的含量以及时间 衰退 (fading effect). FADING (between 0 and 1) 用来考虑衰退效应.
Inoculation time(孕育时间) is the time between inoculation and solidification = “physical time + MGTREAT” It is not the same as the solidification time