涤纶POY生产线双头纺改造工艺探讨.pdf 112KB
涤纶全拉伸丝设备的技术改造-合成纤维
2014,43(4)
李朝伟,李吉香,郑波,张文成. 涤纶全拉伸丝设备的技术改造
35
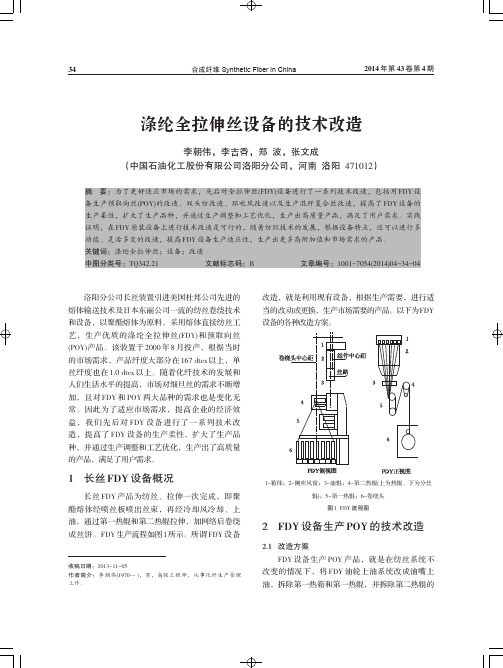
热箱,在参照 POY 生产工艺的基础上,采用第二 热辊和分丝辊组合,保持第二热辊位置不动,改变 分丝辊的位置,仿 POY 丝路在第二热辊和分丝辊 上绕 “S”字型生产 POY 产品。生产工艺流程如图 2 所示。
丝组件喷丝板的改造,拉伸卷绕机的改造和卷绕头 的改造。其中,卷绕头改造主要是双转子的改造。 3.1 纺丝组件的改造 FDY 双头纺改造就是人为将一个喷丝板喷出的
1 长丝 FDY 设备概况
酯熔体经喷丝板喷出丝束,再经冷却风冷却、上 长丝 FDY 产品为纺丝、拉伸一次完成,即聚
1-箱体;2-侧吹风窗;3-油辊;4-第二热辊(上为热辊、下为分丝 辊);5-第一热辊;6-卷绕头 图 1 FDY 流程图
油,通过第一热辊和第二热辊拉伸,加网络后卷绕 成丝饼。 FDY 生产流程如图 1 所示。所谓 FDY 设备
丝分成两半,经纺丝、拉伸,最后卷绕成 2 个丝
饼。为了便于分丝,必须对原有组件的喷丝板进行 改造。在进行单头纺生产时,组件喷丝孔以平行或 同心圆的分布形式均匀地分布在喷丝板的表面。在 进行双头纺改造时,一般是保持喷丝板的形状和喷 丝孔的排列方式不变,将喷丝板上的喷丝孔分成两 组均匀分布在喷丝板的两边。以生产 83 dtex/48 f 产品为例,将喷丝板板孔改为 96 个喷丝孔,且每 48 个喷丝孔为一单元分成 2 组,为方便分丝,2 组之 列。 间以 10 mm 宽的分丝带为间隔进行各自的分布形式排 3.2 拉伸卷绕机的改造
侧吹风风速( / m㊃s-1)
卷绕速度/(m㊃min )
-1
2.3 改造后的运行结果
过丝路调整、导丝器的更换和工艺参数优化,生产
166dtex/48f涤纶POY瓶片纺丝工艺研究

L I U X i a o — h u a 。YAN G Do n g - j i e ,Y A0 S h u 一 ] i n ( C h e n g d u T e x t i l e C o l l e g e ,C h e n g d u 6 1 1 7 1 3 ,C h i n a )
p r e s s u r e , c o o l i n g c o n d i t i o n s a n d s p i n n i n g s ee p d a r e a l l o p t i mi z e d t o b e 1 6 5 ℃ f o r d r y t e m p e r a t re u ,3 0 0 mi n s f o r d r y d ra u t i o n , 2 8 5  ̄ C o f r
对湿度 6 5 %。
关键词 :I 辱 生纤维 ;涤纶纤维 ;P O Y; 纺丝 ;r 艺
中图分类号 : T Q 3 4 0 . 6 4 2 ; T S 1 0 2 . 5 2 2 文献标 识码 : B 文章编 号 : 1 0 0 1 — 2 0 4 4 ( 2 0 1 3 ) 0 2 — 0 0 2 4 — 0 3
s p i n n i n g t e mp er a t u e r wi t h e a c h s u c t i o n t e mp e r a t u e r b e i n g 2 7 0  ̄ C,2 8 0 ̄ C, 2 8 4  ̄ C,2 8 5  ̄ C,2 8 5  ̄ C, 2 8 5  ̄ C;s p i n n e et r d i a me t e r b e i n g 0 . 2 8 mm ,f i l t e i r n g me s h ei b n g 2 5 0 me sh e s ,s i d e b l o w i n g s p e e d b e i n g 0. 4 8 m/ ai r n,s p i n n i n g s ee p d ei b n g 3 0 0 0 m /mi n, o i l i n g r a t e b e i n g 0 . 5 % .w o r k s h o p t e mp e mt re u k e e p i n g 2 0 ℃ a n d r e l a t i v e h u mi d i t y k e e p i n g 6 5 %.
直纺生产超细旦POY55dtex/144F的工艺探讨
直纺生产超细旦POY55dtex/144F的工艺探讨作者:张秉怀来源:《纺织报告》 2012年第8期张秉怀(江苏恒力化纤有限公司江苏苏州21 5000)【摘要】简述涤纶超细旦POY55dtex/144F的用途与性能,探讨其生产方法和相关工艺条件。
在现有的熔体直纺POY生产设备上,通过对相关工艺如熔体输送、冷却条件、纺丝温度、油嘴高度网络等参数的合理选择,可以生产出性能优异的超细旦POY55dtex/144F的POY产品。
【关键词】超细旦;POY;生产工艺【中图分类号】TS102.52+2近几年,涤纶长丝POY总量在不断增加,尤其是常规产品市场竞争激烈,利润空间少,许多企业甚至亏本经营。
下游纺织用户为开发新产品、适应市场需求以获取更多利润,对原料的要求也发生了变化,其中涤纶长丝产品升级换代中最具特点的是多孔细旦化。
为适应市场需求,对现有的PET-POY直纺装置进行攻关,成功地生产出涤纶超细纤维POY55dtex/144F品种。
1主要设备及测试仪器熔体输送系统、熔体分配系统:德国Zimmer公司;纺丝系统:德国B armag公司;卷绕机:德国Bar-mag公司WINS,德国STATI-MAT ME公司ET2型张力仪强伸仪、瑞士Uster公司UESTER4型条干仪。
2原料原料为德力化纤有限公司生产的熔体,其特性粘度为0.676。
3工艺流程工艺流程如下:聚酯熔体——熔体过滤器——增压泵——热交换器——静态混合器——计量泵——纺丝箱体——环吹风冷却成型——油嘴上油——予网络——导丝盘——网络——卷绕成型。
4主要工艺参数主要工艺参数见表1。
5 POY主要质量指标POY的质量指标列于表2。
6工艺特点6.1纺丝温度纺丝温度是决定POY纺丝是否正常的关键。
保持较高的纺丝温度,可以减少纺程上的速度梯度和纺丝张力,有利于纺丝成形。
但是,纺丝温度过高,会加剧熔体降解,易产生毛丝、断头,满卷率降低。
而温度太低,熔体流动粘度太高,造成可纺性变差,断头率增加。
WDS设备加工涤纶POY工艺探讨

WDS设备加工涤纶POY工艺探讨
王刚强;徐秀表
【期刊名称】《合成纤维》
【年(卷),期】2003()S1
【摘要】介绍意大利NOY公司制造的WDS生产线设备特点,着重指出了该设备的整经、牵伸、上浆、卷绕系统与常WD设备的差异性,并结合实例对WDS加工涤纶POY工艺作了探讨。
【总页数】4页(P29-31)
【关键词】WDS;设备;差异性;工艺
【作者】王刚强;徐秀表
【作者单位】浙江大普集团有限公司
【正文语种】中文
【中图分类】TQ340.69
【相关文献】
1.涤纶高速纺设备改纺锦纶POY工艺探讨 [J], 高秋海
2.用国产设备生产118 dtex/96f涤纶POY的工艺探讨 [J], 周正军;杨淑平
3.多孔细旦涤纶POY生产设备及工艺探讨 [J], 赵联营
4.涤纶POY微细旦丝平行纺丝设备及工艺探讨 [J], 王双睿;侯建国;郑哲;于善鹏
5.六叶形涤纶POY纺丝及后加工工艺探讨 [J], 李强;马海燕
因版权原因,仅展示原文概要,查看原文内容请购买。
Barmag公司POY纺丝机联苯系统的改造[1].pdf 177KB
![Barmag公司POY纺丝机联苯系统的改造[1].pdf 177KB](https://img.taocdn.com/s3/m/8b70de38376baf1ffc4fadb9.png)
样号
油剂 g
测定值 g
含量, %
1
0. 849 35
2
0. 849 40
3
0. 849 38
4
0. 849 42
5
0. 849 36
6
0. 849 39
0. 029 09 0. 029 29 0. 029 33 0. 029 48 0. 029 38 0. 029 38
3. 42 3. 45 3. 45 3. 47 3. 46 3. 46
注: 平均值 3. 45% ; 标准偏差 0. 018%。 2. 3 回收率
将标准溶液定量加入待测脂肪酸聚乙二醇酯溶液
中, 测吸光度, 求溶液的浓度, 并计算其回收率 (见表 2)。 表 2 脂肪酸聚乙二醇酯的回收率
浓度 m g·mL - 1
实际
测得
回收率, %
0. 816 1. 049
0. 801 1. 023
江苏盐城化纤集团有限公司 1993 年全套引进了德
国 B arm ag 公司制造的涤纶 PO Y 纺丝机。 由于该设备纺 丝位较多, 位距大, 纺丝箱体排列过长, 在使用过程中发 现纺丝箱体联苯系统添加联苯后, 因两端两个箱体中的 低分子气体不易排除, 使初次升温时间较长, 同时个别箱 体温度有时会出现下降现象, 严重影响了产品质量。为此 对该设备的纺丝箱体联苯系统进行了改造。
128dtex-144f细旦涤纶POY生产工艺探讨.pdf 228KB
大,干燥后切片含水控制在 2 x 6 5 -以内, 1 0
生产效果好 .
纺丝 状况
20 70 20 80 30 00 31 0 0
生产正常
生产正常
毛丝断头较多
生头困难 , 无法正常生产
我们在生产常规 P Y时卷绕速度通常 O
在30 一 30 / i 但从表3 10 30m mn . 可见, 在纺制 18t / f 2d x 14多孔细旦P Y时, e 4 O 随着纺速的 增加 ,生产的难度明显增大,当纺速超过 30m mn 生产几乎无法进行. 00 / i时, 因此, 我 们采用 20m mn 80 / i的卷绕速度, 在此工艺条
和断头率.
2 5 6 8 8 6 断头较少, 9 2 2 2 2 9 9 9 9 铲板困难 2 4 5 6 6 5 9 2 2 2 2 9 9 9 9
飞
从表 2 可见,采用联苯温度为 30 0 ℃的 第三组工艺 , 纺丝很正常, 几乎没有飘丝和断
头.
2 5 网络和上油 .
23 熔体过滤 .
由于多孔细旦 P Y根数多 ,单纤纤度 O 低, 丝束的抱合性差, 为了提高细旦 P Y的 O 后加工性能, 我们适当提高丝束上油量 , 上油 率控制在 04% 一 .0 并且在卷绕之前 .5 05%, 增设了一道网络,以提高丝束的上油均匀性 和抱合性,减少后加工过程中的毛丝和断头
率, 纺制 18t / f 网络压力控制在 2d x 14时, e 4
L N Pn E G g i
( l sr m n P n o S ha Vnl W r , gi 415) P y t Fa et t i un y n k Co q g 24 o ee i l l f a c i o o s hn n 0
涤纶POY卷绕成套设备国内外发展现状分析与探讨
涤纶POY卷绕成套设备国内外发展现状分析与探讨1.引言涤纶是合成纤维中的一个重要品种,是我国聚酯纤维的商品名称,它是以精对苯二甲酸(PTA)或对苯二甲酸二甲酯(DMT)和乙二醇(MEG)为原料,经酯化或酯交换和缩聚反应而制得的成纤高聚物一聚对苯二甲酸乙二醇酯(PET),经纺丝和处理制成的纤维,涤纶长丝是长度为千米以上的丝,而 POY 是涤纶长丝的一个品种,主要用来制作衣服、袜子、鞋帽等服饰,在满人民生活需求上发挥着重要作用。
据国家统计局统计,2022年化纤全年产量达到6697.8万吨,与去年同比减少1%,其中涤纶长丝和短纤产量合计约为5300万吨,而涤纶长丝一般占据涤纶总产量的75%-85%,POY(预取向丝 Pre - Oriented Yarn 的缩写)作为涤纶长丝的常规品种,其占比量和重要性都不言而喻,涤纶 POY 卷绕成套设备的科技发展程度也直接关系着国家和企业的经济发展速度。
2.国内外现状及发展趋势在我国发布的《纺织机械行业“十三五”发展意见》中明确提出,在“十三五”期间,为适应市场需求,研发具有精细化、数字化、智能化、高效化、高精度和高可靠性的化纤设备产品是今后若干年的工作重点和方向。
而在发布的《纺织机械行业“十四五”发展纲要》中又提出,在“十四五”期间,我国纺织行业在基本实现纺织强国目标的基础上,立足新发展阶段、贯彻新发展理念、构建新发展格局,进一步推进行业“科技、时尚、绿色”的高质量发展,在新的起点确定行业在整个国民经济中的新定位,即“国民经济和社会发展的支柱产业、解决民生和美化生活的基础产业、国际合作和融合发展的优势产业”。
近10年间,纺织行业得到长足发展,卷绕成套设备在科技创新及智能减排方面均有着飞快的迭代速度,目前全球涤纶长丝卷绕设备制造商主要有:德国欧瑞康 Barmag(欧瑞康科技有限公司)、日本 TMT(TMT机械株式会社)、北京中丽(北京中丽制机工程技术有限公司)、上海金纬(上海金纬机械制造有限公司)及恒天重工(恒天重工股份有限公司)等。
涤纶50dtex/12f POY生产工艺探索
需 求 明显 增 加 , 量 要 求 越 来 越 高 , 产 细 旦 长 丝 的 质 生
厂商也越来 越多 , 细旦 长 丝 受 市 场 的影 响增 大 , 利 赢 空 间逐 渐 减 小 。 在 这 种 情 况 下 , 过 市 场 调 研 和 技 通 术 经 济 分 析 , 细 旦 单 板 生 产 线 上 生 产 附 加 值 较 高 在 的 5 t / 2fP Y, 仅 可 扩 大 细 旦 生 产 线 的 品 种 0de 1 O 不 x
纺 丝 设 备 : 大 利 N Y公 司 产 ; 绕 设 备 : a— 意 O 卷 Br
m g公 司 产 , 绕 头 型 号 S 6型 ; 试 仪 器 : S E a 卷 W4 测 UTR Ⅲ型 条 干 仪 , 士 产 ; P . 强 伸 仪 , 国产 ; 试 方 瑞 FAM 德 测
纺 丝 温 度 对 于 改 善 熔 体 流 动 性 能 , 节 板 面 温 调
性 能 满 足 后 加 工 的 要 求 , 色 性 能 指 标 也 满 足 后 道 染
改为 1 2头 卷 绕 , 向仍 采 用 兔 子 头 装 置 。 换
2 结 果 与 讨 论
2. 干 燥 1
用 户 的织 造 要 求 , 到 了 替 代 进 口的 水 平 。 达
1 实 验
仪化 公 司 涤 纶 五 厂 在 1 9 9 5年 引 进 了 两 条 P Y O 单 板 生 产 线 , 要 生 产 细 旦 P Y 产 品 ( 种 范 围 8 主 O 品 0
~
吹 冷 却 一 集 束 上 油一 卷 绕 。
1 4 设 备 改造 . 由 于 5 tx 1 O 的生 产 负 荷 低 , 用 正 常 0de/ 2fP Y 采
熔体直纺在线添加全消光涤纶poy生产工艺探讨
摘要:熔体直纺具有生产规模大、成本低等优势,是涤纶长丝发展的趋势,但熔体直纺差别化、功能化纤维不足,熔体直纺在 线添加可以填补熔体直纺差别化不足的短板,通过对熔体直纺在线添加生产全消光涤纶POY工艺进行探讨,得出合理的螺 杆各区温度有利于生产稳定,最优的干燥系统各工艺条件有利于产品品质,组件砂配比及升压有利于延长组件使用时间! 同时应考虑,母粒黏度对螺杆转速的影响,母粒粉尘对螺杆各区温度设定的影响,集束上油对丝的外观影响等! 关键词:在线添加&熔体直纺&全消光&涤纶& POY 中图分类号:TQ342.2 文献标识码:A 文章编号:1008-261 (2019)05-0031-03
未经干燥的切片含水一般在0. 4%左右,不符 合涤纶生产加工使用。切片含水率高进入熔体,经 过高温会发生水解反应,产生“气泡丝”,纺丝纺况 变差,所以全消光母粒要先经干燥系统干燥后达到 工艺条件后方可使用,经过生产经验总结出最优干 燥工艺条件见表4,该干燥条件下,全消光母粒含水
范围 100~150 100 -150 -50 5 -100
表1 熔体指标
Table1 Melt index
特性黏度/ 端羧基/
色泽
黄色
TiO2 t 熔点/ 二甘醇/ 水分/
灰份/ I铁含量)/异状粉屑/
(d( + l)) (mO -i 1 # 2值
3值
指数
%
6%%
%
(吨-kg_ )
%
0.679
29
87.3
3.3
5.1
0.28
260.3
1.29
0.10
0.023
厦门鹭意
一区温度/6 270 -280
二区温度/6 275 〜285
涤纶FDY生产线双头纺丝改造
第2 9卷
第 4期
合
成
纤
维
工
业
Vo . 9 No 4 12 .
Au . 2【) g x6
20 0 6年 8月
CHI NA YN S THETI BER I C FI NDUS TRY
涤 纶 F Y 生产 线双 头纺 丝 改造 D
喷丝 孔呈 对称 排列 。这 样从 喷丝 板喷 出 的丝 条就
由一 束变 为 两束 。在加 工 时 , 注 意 喷 丝板 对 应 应
纺丝 窗位置 刻槽 , 以确保 正确安 装组 件 。
2 1 2 导 丝器 与 网络 喷嘴 . .
油轮下 导丝 件 、 热辊 前后 导丝 件 、 隙 导丝 各 缝 器 、 状导 丝器 、 梳 蜗牛 状导 丝器 、 拉杆 导丝 器 、 断丝
对槽 辊进行 改 造 , 6个 导 丝 器 改 为 1 将 2个 ;
由于丝饼 由 6个 增 至 1 2个 , 对筒 子轴 和横 动 凸 需
轮进 行 相应 改造 , 由 6个 改为 1 。 均 2个
2 2 工 艺控 制 .
2 2 1 海 砂 配 比 . .
人公 司 制造 的 A 9 96 W-0/ A卷绕 头 。
1 3 工 艺流 程 .
涤 纶 F Y 1 位 6头 纺生产 工艺 流程 如下 : D 6部
为使 同一 块 喷丝 板 两 束 丝 的线 密度 相 同 , 在 保证 熔体 均匀 性 的条件 下 , 掌握适 当 的组件 压力 , 以使 进入 每个 喷丝孔 的熔 体压 力 相等 。组件 初始 压力 与组 件过滤 材 料 的规 格 和数量 有关 。通 过调
关键词 : 聚对苯 二甲酸 乙二醇酯纤维
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
210) 19 0
( 征 化 纤 股 份 有 限 公 司 涤纶 五 厂 ,江 苏 仪 征 仪
摘 要 : N Y公 司潦绝 P Y生产线 双头纺的纺 丝, 对 O O 卷绕部 分及喷堂板进 行了改造 , 探讨 了改造后
生 产 1,de 1 2 细 旦 丝 的生 产 工艺 . 2 tx 7 f 5 实验 表 明 : 择 适 当的 工 艺条 件 , 丝 顺 利 , 产 稳定 , OY 产 品 选 纺 生 P
用 国产 5 ~ 6 目的 金 属 砂 , 用 量 为 3 0 此 时 0 0 装 0 g,
的压 力 约在 1 . a 纺丝 能顺利 进行 . 5MP , 3
4 3 纺 丝 温 度 .
纺 丝温度是 纺丝 成形 的关键 , 控制是 否合适 ,
不 仅关 系熔 体 牯度 和熔体 的流变 性 能 , 同时对 丝 条 冷却 固化 , 生纤 维 的结构 和 拉 伸性 能有 很 大 初 的影 响. 由于总纤 度和 孔 数较多 . 比生产 常规 品 应 种 的纺丝温 度高 3 ℃ .适 当提 高螺 杆 温度 , ~5 有 利 于 降低熔 体 表观 牯 度 , 高熔 体 的流 变性 能 和 提
维普资讯
第3 期
高翔. 纶 P 涤 OY 生 产线 双 头 纺 改 造 工 艺 探 讨
4 工 艺 探讨
4 1 孔 径 .
匀率 增大 , 毛丝 和 断头 .特别是 P OY 取 向度 的差 异, 导致在拉 伸 过程 中产生松 圈丝 和 毛丝 . 同时 由
CV ,
2 5 .0
4 2 . 7
条 干值 c ,
20 .3
收 稿 日期 0 01 一3 2 0 l0 ;修 订 日期 :0 10 —2 2 0 பைடு நூலகம்31
作 者 简 介 ; 翔 (9 4 )男 , 苏 仪 征 市 _ , 理 工 程 师 高 17一 , 江 人 助 占 事 化 纤 工 艺技 术 工 作 , 已发 表 论 文 1 L 篇
于孔数较多 , 比表 面 积 大 , 束 在 冷 却 拉 伸 过 程 丝
中, 受空气 阻力 而产 生很大 的伴 随气 流 , 在风 窗 内 形成 一个 自上 而下 的气流 系统 .上部 的气流 负压 需要 从风 窗和 外侧 方 向 补充 , 起 整个 侧 吹 风室 引 内气 流紊 乱 , 喷 丝板 下 方 的熔 体细 流过 度强 制 使 冷 却 , 条 内部摩 擦 阻力 增 大 , 丝 预取 向丝 脆弱 , 拉 伸 时毛丝 和断 头多 . 因此 , 适 的侧 吹风工艺 对于 合 提 高质量 和稳定 运行 起到重 要作 用 .
Ta 2 Th b e m ph l a o e te f POY ysc l pr p r i so
项
目
指
标
项
目
指
标
线 密 度 / tx de
14 1 断裂 伸 长 , 2 .
吼 5 4 C , M
1 33 1.
4 3 .2
2 改造 内容
意 大利 N OY 公 司 P Y 生产 线 , O 巴马
项
目
参
披
项
目
参
散
2 6 8 0
P OY 规 格 ( tx O de , / 干 燥 温度 , ℃ 螵 杆 温度 / ℃
1 5 2 徊 吹风 温 度 / 2巾 ℃ 15 7 侧 吹风 湿 度 ,
设备
2 8 9 侧 吹 风 速 度 /o· 一 0 6 8 ~2 4 t s 0
径 较 为合 适 , 径 比为 2 5 在此 工 艺 条 件 下 , 长 ., 剪
切速 率 约为 5 0 s ×1 4 2 组 件 滤 砂 . 由 于 较 常 规 品 种 单 丝 线 密 度 小 , 需 适 当 提 必
高 组件 初始 纺 丝压 力 , 最好 达 到 1 ~ 1 a 增 2 5MP , 加 过 滤面积 和 过滤 密度 , 保证 良好 的过 滤效 果 和 较 高 的剪切速率 , 能有 良好 的挤 出效果 . 才 因此 选
( )喷 丝 板 在 制 造喷 丝 板 时 , 喷 丝 板 面 1 对 喷 丝孔 进 行 分 区 , 喷 丝 孔 分 布在 有 6 0Im 使 ~1 l l 间距 的两个 区域 内 . 同一 板 面喷 出的丝束 分 成 两
柬丝 条 .
CV .
断 裂 强 度 .N · tx / o de 一
用. 4 4 2 侧 吹 风 温 度 ..
混合 均 匀性 , 同时缓 和丝 条冷却速 度 , 降低纺丝 张
力, 改善 P OY丝 条 的可 纺性 和拉 伸性能 .箱体 温 度 应 适 当高 1 ℃, 证 喷 丝板 面 的温 度 , ~2 保 防止
实践 证 明 , 吹 风 温 度 在 2 ~2 ℃, 高 速 侧 2 6 对 纺 丝成形 过 程 中丝条 的张力 和 P OY 的力学 性 能 几乎 没有影 响 . 在双 头纺生产 中 , 但 考虑 到伴随气 流 的存 在和单 丝线 密度 较小 , 适当 提高 风温 , 应 缓
质量较好.
美键词 : 潦纶
P Y生 产线 改造 O
积头纺 工艺
中圈 分 类 号 ; QSZ2 T ~. 1 ,
文献识别码 : B
文 章 编号 :10 一3 (01o.08o 01 ~120 )3o4 3 O4
在 普通 P OY 生 产 线 上 生 产 低 旦 丝 产 量 较
( )纺 丝 2
由于原 来 的 6束 丝 条 变成 了 1 2
低, 运行 成本 较高 , 而且 受 设 备 因素 的 影响 , 生产 品种 受到一 定 的限制 . 过对 纺丝 , 通 卷绕 和其它 部
位 的改造 , 同一 喷丝 板 喷 出的 丝束 分成 两 束丝 把 条 , 别集束 上 油 , 分 并在 同一纸 管上卷 绕成 两个丝 饼 , 到在普通 P 达 OY 生 产 线 上 生 产 细 旦 丝 的 日 的 , 高 了产 能 , 提 拓宽 了生产 品种 . 造后 的 P 改 OY 丝饼 宽度 5 ~ 5 6 8mm, 同一 纸管 上 的两 只丝 饼 间 隙 8 1 l, ~ 2mi 可生 产 品种 有 8 tx 4 , 2 l 5de / 8f 1 5 de / 2f5 tx 1 等 , 双 头纺 与普 通 纺 间 tx 7 ,0de / f 且 2 转换 方便 , 以根据 市场 情况 自由切换 可
出现 因 温度过低 而产 生丝束 发脆 , 毛丝 , 丝等现 飘
象 .但 过高会使熔 体 过分 降解 , 响质量 和运行 . 影 经 过 摸 索 调试 , 杆 温 度 2 8 9 ~ 箱 体 温 度 螺 8 ~2 4 C, 在 2 5~ 2 6 , 度 降 控 制 在 0 2 9 9℃ 粘 .0 0~
束, 因此要增 加油剂 泵 , 上油 油嘴及 导丝部 件 和支 架, 分别集束 上 油. ( )卷绕 3 要 对 主 槽 筒 ( 向槽 筒 ) 行 改 换 进 造, 成为 1 2只导 丝 器 , 时对 辅 助槽 筒外 壳 进 行 同 改造 , 保证 良好 的外 观 成型 和内在质 量 . ( )纸 管 由于 一 只纸 管上 卷 有 2只丝 饼 , 4 因此 要在 普通 纸 管 上另 开 一个 尾 丝槽 , 2个槽 共 供 2只丝饼 分别 留尾 , 或者 使用 单个 的纸管 .
3 工艺 参 数 及 物 理 指 标 ( 12 表 +)
表 1 主 要生 产 工 艺 参 数
Ta 一 Th Ⅱ pr c s ~ R e e s b 1 em oe spt m t r r
1 生 产 原料 , 备 及 仪 器 设
原料
片.
仪 征 化 纤 股 份 有 限公 司 涤 纶 三 厂 切
葙体 温度 门:
喷 丝 孔径 / m r a
2 5 9 卷 绕 速 度 / · i一 0 9 ~2 6 m rn 3 10 a
0 2 X 05 上油 率 , .0 . 0 % 0 5 . . ~0 E
集束 距 离 /m c
1 ~1 0 ∞ l
表 2 P Y 主 要 物 理 指 标 O
格 公 司 1E2D 挤压机 +W 4 一s9 0 6 2 4 S 6l 一0 / 卷绕 机 . 仪 器 德 国产 F A M 型 强 伸 仪 ; 士 产 P 瑞 Use Ⅲ型 条 干 仪 , 试 速 度 4 0m/ i 时 间 tr 测 0 r n, a 1 0mi ; 国产 TS一 3 0M 型 风 速 仪 , 试 点 . n美 I8 3 一 测 位 于 喷 丝 板 下 方 8 I 处 , 贴 网 面 ; 国 产 0C I T 紧 德 E TMP 2 0型张力 仪 , 0 测试点在 油嘴 下 5c m.
表 3中, 吹风 速度 在 0 5 ~ 0 6 s时 , . 0 . 5m/ 条 干值在 2 0 . 0左 右 , 乎 没 有 变 化 , 在 0 6 ~ 几 但 .0
0 6 s 的运 行 情 况 ( 要 指 丝 束飘 移 ) 显 . 5m/ 时 主 明
优于 0 5 ~0 6 s 因此 , 当提高 风速度 , . O . 0m/ . 适 对 于 伴 随气 流产 生 的不 良影 响 有 较 明显 的抑 制 作
维普资讯
第2 4卷
第 3期
台
成
纤
维
工
业
Vo. 4 No 3 】2 .
Jn 2 O u 0 l
20 0 1年 6月
CH I NA YNTHETI FI S C BER NDUS I TRY
涤纶 P O~ 生产 线双 头纺 改造 工艺探 讨
0 0 5d g 比 较 有 利 于 纺 丝 . . 3 L/ ,
4 4 侧 吹 风 .
和冷却 效果 , 减缓 丝束径 向上 的速度 和 温度梯度 ,