机台生产日报表
每日生产记录表

每日生产记录表
日期:2021年10月1日
生产线:A1
今天的生产线A1工作顺利进行,我们按照计划完成了一天的生产任务。
以下是今天的生产记录:
1. 产品类型:电子产品
- 型号:EP-001
- 数量:100台
- 生产时间:8:00-12:00
2. 产品类型:家电产品
- 型号:AP-002
- 数量:50台
- 生产时间:13:00-16:00
3. 产品类型:玩具
- 型号:TP-003
- 数量:200个
- 生产时间:8:00-17:00
4. 产品类型:服装
- 型号:CP-004
- 数量:300件
- 生产时间:9:00-18:00
每个产品类型都需要经过不同的生产工序,从原材料准备到组装和包装,每一道工序都需要经过严格的质量检查。
我们的工作人员在生产过程中始终保持高度的专注和责任心,确保生产出的产品符合高标准的质量要求。
在今天的生产过程中,我们遇到了一些小问题,但是我们的技术团队及时解决了这些问题,确保生产进度不受影响。
我们相信,只有不断改进和完善我们的生产流程,才能提高产品质量和生产效率。
每天的生产记录都是我们工作的见证,它们反映了我们团队的努力和付出。
我们将继续努力,不断提升自己的工作水平,为客户提供更好的产品和服务。
虽然生产记录表看起来很简单,但是背后需要我们团队的协作和努力。
每一天的工作都是一个新的开始,我们期待着明天的挑战和成就。
谢谢大家的辛勤工作!。
CNC-10月生产日报表10-17

8人。物料:1人。QC:2人,投影测量员:1人. 共25人。
4768 8 17 25
190.7
损失工时:
制 王倩妮
损失工时
待机
投影
5S
维修 待机
待料
5S
操机员
仇少蓬 梁祖飞 罗法广 彭珊志 梁祖德 赵亚雷 杨长江 杨秀彬
3.4
小 时
田远芳/谢安燕
刘细宏/廖柯臣/李坚/彭新梅/赵江彦/田力飞/曾志新 /李玲(组长)/张长伟/邓芳/梁瑞玲
2266
小计:8台
18794
5S
17.00 17.00
全检866//返修/抛光
107.00 107.00
合计
开机率:
全检 8 24%
稼动率:
11.00 11.00
223
220
98%
18794 总计划达成率:
合计
直接人数
间接人数
总人数
人均产值
注明 应有机台:33台,实开8台.待机:25台.(待维修:2台)
1
班次:白班
CNC领班: 孙海军
机台
规格名称
加工工序
加工时间 (秒)
标准产能 (PCS/H)
应开机时间 (小时)
实际开机时 间(小时)
计划数
A15
866
CNC1
16
225 11.00 10.50
2363
B8
866
CNC1
17
212 11.00 10.50
2224
B9
866
CNC1
15
240 11.00 10.50
64
24
0
88
16
1
冲压工作日报表完整实用版
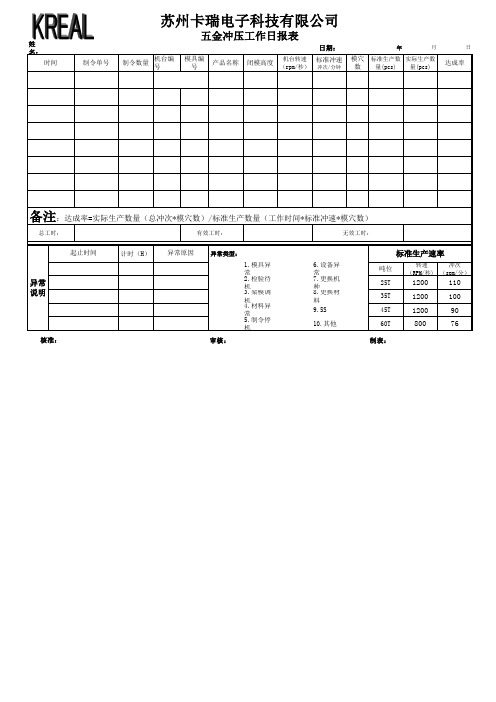
姓名:日期:年月日制令单号制令数量机台编号 模具编号产品名称闭模高度机台转速
(rpm/秒)标准冲速冲次/分钟模穴数标准生产数量(pcs)实际生产数量(pcs)达成率
计时(H)异常类型:1.模具异常 6.设备异常
吨位 转速(RPM/秒)冲次(spm/分)2.检验待机7.更换机种
25T 12001103.架模调机8.更换材料
35T 12001004.材料异常9.5S
45T 1200905.制令停机10.其他60T
80076审核:制表:总工时:标准生产速率
异常说明起止时间苏州卡瑞电子科技有限公司
五金冲压工作日报表
时间核准:无效工时:
异常原因备注:达成率=实际生产数量(总冲次*模穴数)/标准生产数量(工作时间*标准冲速*模穴数)有效工时:。
CNC量产日报表
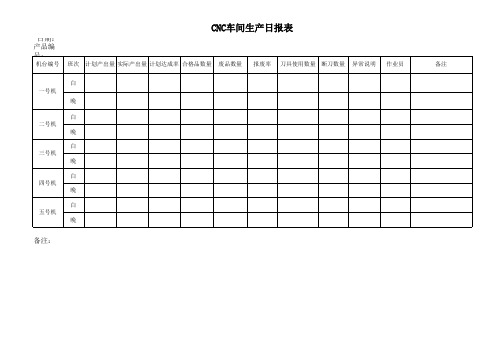
CNC车间生产日报表 CNC车间生产日报表
日期:
机台编号
产品编号:
班次 计划产出量 实际产出量 计划达成率 合格品数量 白
版本:
废品数量 报废率
生产类型: 量产/样品
刀具使用数量 断刀数量 异常说明
月分( )
作业员 备注
一号机 晚 白 二号机 晚 白 三号机 晚 白 四号机 晚 白 五号机 晚
备注: 1.此表格为CNC车间每日生产状况统计表 2.此表格由车间主管负责收集数据并填写 3.此表格由车间主管于第二天早上10点之前交于生产文员 4.生产文员负责整理计算相关数据并记录于电子档 5.此表单统计之数据为员工绩效奖重要依据
注塑生产日报表

待原料
待五金
待包材
机械手异常
其它(注明)
良 机台啤数 品 数 良品数
8~10
10~1212~14Fra bibliotek14~16
16~18
18~20
合计
担当
时间
正常
调机
模具保养
修模
生 修机
产 试模/试产
过 程 稼
换模/料 开机
动 待首件
状 材料干燥
况 来料异常
待原料
待五金
待包材
机械手异常
其它(注明)
良 机台啤数 品 数 良品数
常
常
保
养
确
导柱
模具活动部分日常润滑保养部分
导套
斜导柱
顶针
滑块
签名
保 养
保养技工
技术员确认 确
导柱
模具活动部分日常润滑保养部分
导套
斜导柱
顶针
滑块
签名
保养技工
技术员确认
认
认
计划数量(=实际啤数*生产穴数)
统本 计班
箱数
订单实际良品数总累计
接班机台余留良品数
尾数
机台待处理品数
订单剩余数
计划数量(=实际啤数*生产穴数)
生产状况,每班交接班时组长确认签名,每天的报表需汇总审核后再录入电子档。
核
审
准
核
机
台 产品名称
订
单 产品料号
材料名称
注塑生产日报表
订
单
颜色
成型周期
模
具 标准穴数
生产穴数
年 标准产能
KPCS/班
白 班 作业方式: 全自动
半自动 作业员:
五金生产部生产日报表

5、此报表每日由CNC主管审核,生产部经理复核后交由生产文员存档。
填报人:
审核:
NO:CG-PR-04-004-A/0
复核:
录 新进人数
加班人数
备注: 1、每天上午9:00前由组长到办公室指定位置领取生产日报表,根据当天生产任务,对本组生产进度,生产任务,生产异常作 记录。 2、此报表由组长,技术员,工程师等指定责任人如实认真填写。 3、此表每天17:30上交至生产文员统计,延期按罚款20元/次,对责任人予以处罚。 4、此报表中需要各部门协助解决的生产异常情况每天由生产文员负责记录,汇总上交发送至总经办,品质部,PMC部,资材 部,仓库。特殊紧急异常情况及时汇报至CNC部主管处并安排协调处理。
组别:
机型 出机编号开始日期
生产部生产日报表
填报日期: 年
装配人员
生产进度(异常处理进度)
预计交 检日期
月日
实际交 检日期
(异常处理结果)
异常情况描述:
(库存钣金数量/钣金组组长填写)及明天生产计划:
应到人数
人 是否按时 交检
机型
出机编号
是否按时 交检
记 调入人数
SMT生产日报表
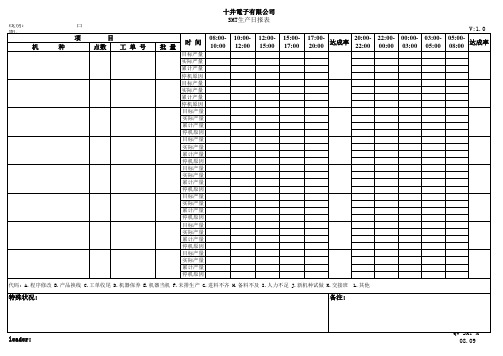
leader:
QW-SMT-M08.09
08:0010:00
10:0012:00
12:0015:00
15:0017:00
17:00- 达成率 20:00- 22:00- 00:00- 03:00-
20:00
22:00 00:00 03:00 05:00
V:1.0 05:00- 达成率 08:00
代码: A.程序修改 B.产品换线 C.工单收尾 D.机器保养 E.机器当机 F.未排生产 G.进料不齐 H.备料不及 I.人力不足 J.新机种试做 K.交接班 L.其他
线别: 期:
机
日
项 种
目 点数 工 单 号
十井電子有限公司 SMT生产日报表
批量
时间
目标产量 实际产量 累计产量 停机原因 目标产量 实际产量 累计产量 停机原因 目标产量 实际产量 累计产量 停机原因 目标产量 实际产量 累计产量 停机原因 目标产量 实际产量 累计产量 停机原因 目标产量 实际产量 累计产量 停机原因 目标产量 实际产量 累计产量 停机原因 目标产量 实际产量 累计产量 停机原因
机台生产日报表
本班领料
本班用料
本班余料
卫生情况
班长总结:
签名:
厂长总结:
签名:
车 间 混 料 表
白班□
班次: 夜班□ 机台号: 混料人: 年 月 日 时间:
原料A
原料B
原料C
原料D
色母
消泡济
功能母料
备注
总量:
班长:
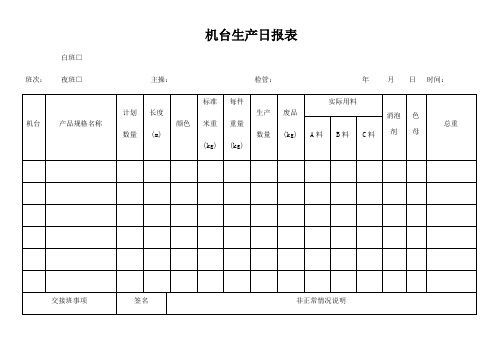
机台生产日报表
白班□
班次: 夜班□ 主操: 检管: 年 月 日 时间:
机台
产品规格名称Βιβλιοθήκη 计划数量长度
(m)
颜色
标准
米重
(kg)
每件
重量
(kg)
生产
数量
废品
(kg)
实际用料
消泡剂
色母
总重
A料
B料
C料
交接班事项
签名
非正常情况说明
上班余料
异常生产原因及时间(含换模加热等)
确认:
设备故障原因、处理情况及时间。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机台生产日报表
白班□
班次: 夜班□ 主操: 检管: 年 月 日 时间:
机台
产品规格名称
计划
数量
长度
(m)
颜色
标准
米重
(kg)
每件
重量
(kg)
生产
数量
废品
(kg)
实际用料
消泡剂
色母
总重
A料
B料
C料
交接班事项
签名
非正常情况说明
上班余料
异常生产原因及时间(含换模加热等)
确认:
设备故障原因、理情况及时间。
确认:
本班领料
本班用料
本班余料
卫生情况
班长总结:
签名:
厂长总结:
签名:
车 间 混 料 表
白班□
班次: 夜班□ 机台号: 混料人: 年 月 日 时间:
原料A
原料B
原料C
原料D
色母
消泡济
功能母料
备注
总量:
班长: