(完整版)自动装配生产线上机械手PLC控制系统的设计
PLC控制机械手控制系统设计

PLC控制机械手控制系统设计PLC(可编程逻辑控制器)是一种用于控制机械设备的电子设备,广泛应用于工业自动化领域。
在机械手控制系统设计中,PLC可以起到关键的作用,实现机械手的精确控制和高效运行。
下面将介绍PLC控制机械手控制系统的设计要点。
首先,PLC控制机械手控制系统设计需要明确系统的功能和需求。
根据机械手的应用场景和任务要求,确定系统需要具备的功能和性能指标,例如机械手的动作速度、精度、负载能力等。
其次,PLC控制机械手控制系统设计需要选择合适的PLC型号和配套设备。
根据系统需求和实际情况,选择适合的PLC型号和配套设备,例如输入输出模块、通信模块、运动控制模块等。
同时,还需要考虑PLC的编程环境和开发工具,确保可以方便地进行PLC程序的编写和调试。
然后,PLC控制机械手控制系统设计需要进行系统的硬件设计。
根据机械手的结构和控制需求,设计硬件电路和连接方式,包括传感器的选择和布置、执行器的选型和控制方式等。
同时,还需要考虑系统的电源供应和电气安全措施,确保系统的稳定性和安全性。
接下来,PLC控制机械手控制系统设计需要进行PLC程序的编写和调试。
根据系统功能和需求,编写PLC程序,包括输入输出的配置、数据处理的逻辑、控制算法的实现等。
在编写过程中,需要进行充分的测试和调试,确保程序的正确性和可靠性。
最后,PLC控制机械手控制系统设计需要进行系统的集成和调试。
将PLC控制系统与机械手的其他部分进行集成,包括传感器、执行器、机械结构等。
进行系统的调试和优化,确保机械手的正常运行和稳定性。
总之,PLC控制机械手控制系统设计需要从系统的功能和需求出发,选择合适的PLC型号和配套设备,进行系统的硬件设计,编写PLC程序并进行调试,最后进行系统的集成和调试。
通过科学合理的设计和调试,可以实现机械手的精确控制和高效运行。
机械手PLC控制系统设计任务书
课程设计任务书课题九机械手PLC控制系统设计机设0501 *** ***1.机械手结构、动作与控制要求机械手在专用机床及自动生产路上应用十分广泛,主要用于搬动成装卸零件的重复动作,以实现生产自动化。
本设计中的机械手采用关节式结构.各动作由液压驱动,并由电磁阀控制。
动作顺序及各动作时间的间隔采用按时间原则控制的电气控制系统。
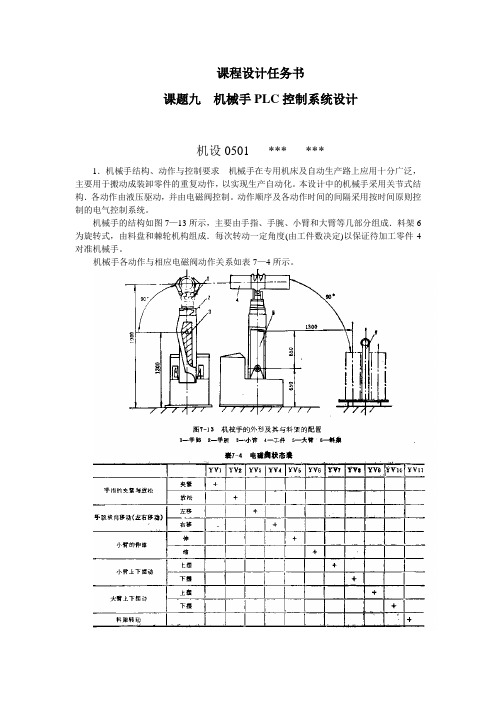
机械手的结构如图7—13所示,主要由手指、手腕、小臂和大臂等几部分组成.料架6为旋转式,由料盘和棘轮机构组成.每次转动一定角度(由工件数决定)以保证待加工零件4对准机械手。
机械手各动作与相应电磁阀动作关系如表7—4所示。
以镗孔专用机床加工零件的上科、下科为例,机械手的动作顺序是:由原始位置将已加工好的工件卸下,放回料架,等料架转过一定角后,再将来加工零件拿起,送到加工位置,等待镗孔加工结束,再将加工完毕工件放回料架,如此重复循环.具体动作历序是:原始位置(装好工件等待加工位置,其状态是大手臂竖立,小手臂伸出并处于水平位置,手腕横移向右,手指松开)→手指夹紧(抓住卡盘上的工件)。
→松卡盘→手腕左移(从卡盘上卸下已加工好的工件)→小手臂上摆→大手臂下摆→手指松开(工件放回料架)→小手臂收缩→料架转位→小手臂伸出→手指夹紧(抓住末加工零件)→大手臂上摆(取送零件)→小手臂下摆→手指右移(将工件装到机床的主轴卡盘中)→卡盘收紧→手指松开,等待加工。
根据表7—4及各动作中机械的状态,列出各动作中对YV1—YV11线圈的通电要求。
2.设计要求1)加工中上科、下料各动作采用自动循环。
2)各动作之间应有一定的延时(由时间继电器调定)3)机械手各部分应能单独动作,以使于调整及维修。
4)油泵电机(Y100L2-4.3KW)及各电磁阀运行状态应有指示。
5)应有必要的电气保护与联锁环节.3.设计任务1)设计并绘制电气原理图(继电器设计),选择电器元件,编制元件目录表。
2)PLC设计,PC选择及I/O的分配,根据控制要求设计必要的硬件系统,绘制梯形图、编写程序。
(完整word)机械手PLC控制系统设计方案

(完整word)机械手PLC控制系统设计方案毕业设计题目:机械手PLC控制系统设计1 / 24摘要在工业生产和其他领域内,由于工作地需要,人们经常受到高温、腐蚀及有毒气体等因素地危害,增加了工人地劳动强度,甚至于危及生命。
自从机械手问世以来,相应地各种难题迎刃而解.机械手可在空间抓、放、搬运物体,动作灵活多样,适用于可变换生产品种地中、小批量自动化生产,广泛应用于柔性自动线.PLC机械手设计主要是依靠限位开关和电磁阀地控制及推动来实现地.机械手地所有动作均采用电控制、气压驱动。
它地上升/下降、左移/右移和左旋转/右旋转均采用双线圈双位电磁阀推动气压缸完成。
机械手地动作转换依靠限位开关来控制并且按照一定地顺序动作。
在机械手运动地过程中会安装检测灯来检测其运动地启停。
本设计所用机械部件有模拟机械手爪,电气方面有可编程控制器(PLC)、开关电源、电磁阀、等部件.按钮发出两路脉冲到机械手驱动,控制它地前后移动由气动阀Y4控制,左右移动由气动阀Y5控制,左右旋转由气动阀Y6控制,夹紧和放松由气动阀Y7控制,另外还有启动和停止两个按钮.机械手自动完成全部动作.b5E2RGbCAP【关键词】: 电磁阀限位开关继电器机械手Abstractin the industrial production and other fields,because the job needs,people are often under the threat of high temperature, corrosive and toxic gases and other factors, the increase in labor intensity,and even life—threatening。
Since the adventof mechanical hand, be smoothly done or easily solved the corresponding problems. In space manipulator can be caught, put and carry objects, flexible,applicable to small batch production,production varieties can be switched,widely used in flexible automatic line。
基于PLC的流水线机械手控制系统设计

技术选型:
在机械手控制系统设计过程中,PLC产品的选择至关重要。本次演示选用德 国西门子(Siemens)公司的S7-1200系列PLC作为运动控制器,该系列PLC具有 可靠性高、运算速度快、扩展能力强等优点。
同时,考虑到实际应用场景中的复杂性和灵活性要求,选用Siemens公司的 TIA Portal软件作为编程和调试工具,该软件具有友好的人机界面、强大的编程 和调试功能,能够方便地对PLC程序进行编写、调试和优化。
根据控制需求,选择适当的PLC型号,如西门子S7-200、S7-300等。在PLC 选型时,需考虑其处理器、内存、I/O端口等参数是否满足系统要求。针对流水 线机械手控制系统的特点,配置适当的输入(如传感器信号、按钮状态等)和输 出(如电机驱动信号、指示灯等)端口。
3、机械手控制系统的搭建原理 和实现方法
2、编写PLC程序,实现流水线 机械手的控制
根据控制需求和机械手运动学分析结果,编写PLC程序,实现流水线机械手 的控制。具体来说,PLC程序需根据输入信号触发相应的输出动作,如电机驱动、 气缸动作等,以实现机械手的抓取、移动和释放等动作。此外,PLC程序还需加 入定时器、计数器等元素,以满足生产节拍和精度的要求。
程序编写
1、建立程序控制流程
程序控制流程包括初始化、故障检测、动作实现等环节。初始化环节主要是 对PLC和机械手进行初始化设置,包括I/O端口配置、机械手位置设定等。故障检 测环节涉及对传感器、执行器等设备进行故障检测,以确保系统安全性。动作实 现环节根据控制需求,编写机械手的动作程序,实现自动化控制。
系统设计
1、系统设计思路及方法
基于PLC的流水线机械手控制系统设计,首先需要明确控制需求,包括机械 手的动作顺序、运动轨迹、抓取和释放等。根据控制需求,制定系统设计方案, 包括硬件选型、I/O端口配置、机械手运动学分析等。在此基础上,编写控制程 序,实现流水线机械手的自动化控制。
机械手PLC控制系统设计方案(有全套图纸)

第二章FXon—40MT的基本结构及工作原理…………………………7
第一节FXon—40MT的基本结构 …………………………………7
第二节FXon—40MT的基本工作原理………………………………8
第三节FXon—40MT的性能指标……………………………………9
第三章PLC控制自动送料系统设计……………………………………10
第一节 控制要求…………………………………………………10
第二节 输入输出接线图…………………………………………11
第三节 流程图……………………………………………………12
第四节 梯形图…………………………………………………13
第五节 系统编程…………………………………………………15
第四章PLC自动控制系统调试运行…………………………………16
参考文献
1. 钟肇新.《可编程序控制器原理及应用》.广州:华南理工大学出版社,2002年.
2. 章文浩.《可编程控制器原理及实验》.北京:国防工业出版社,2003年.
3. 陈宇.段鑫.《可编程控制器基础及编程技巧》.广州:华南理工大学出版社,2002年
4. 常晓玲.《电气控制系统与可编程控制器》.北京:机械工业出版社,2004年
关键词:可编程控制器;机械手;传感器
第一章设计系统任务分析及选型
第一节 系统任务分析
系统要求机械手能把工件从A点移到B点。该机械手的上升、下降和左移、右移是由双线圈两位电磁阀推动汽缸来实现的。当某一线圈得电,机构便单方向移动,直至线圈断电才停止在当前位置。夹紧和放松是由单线圈两位电磁阀各驱动汽缸来实现的。线圈通电则夹紧,失电则为放松。设备上装有上、下限位和左、右限位开关。机械手工作循环共有8个动作:原位→下降→夹紧→上升→右移→下降→放松→上升→左移→原位。结束,左行回到左限位处,机械手开始装料。如此循环。如图所示系统工作循环过程:
课程设计机械手PLC控制系统
目录摘要 (I)Abstract (II)一、设计要求 (1)二、设计的作用目的 (2)三、所用仪器设备及软件 (3)1.可编程控制器(PLC) (3)2.THPFSL-2型网络型可编程控制器综合实训装置 (4)3.三菱GX-Developer PLC编程软件 (5)四、系统设计 (6)1.系统总体设计 (6)2.子模块设计 (7)2.1 PLC选型 (7)2.2 电源模块 (8)2.3 外部位置检测装置 (8)2.4 液压驱动装置 (8)3.机械手PLC控制系统的电气设计 (9)3.1 I/O口信号及点数分析 (9)3.2 I/O端口分配及功能表 (9)4.PLC外部接线图 (10)5.系统程序框图 (11)五、实验调试结果 (12)1.调试工具 (12)2.调试方法 (12)3.时序图 (13)六、设计中的问题及解决办法 (13)七、设计心得 (14)八、致谢 (14)九、参考文献 (15)附录一:梯形图程序 (16)机械手PLC控制系统摘要机械手是在机械化、自动化生产过程中发展起来的一种新型装置。
它可在空间抓、放、搬运物体等,动作灵活多样,广泛应用在工业生产和其他领域内。
应用PLC控制机械手能实现各种规定的工序动作,不仅可以提高产品的质量与产量,而且对保障人身安全,改善劳动环境,减轻劳动强度,提高劳动生产率,节约原材料消耗以及降低生产成本,有着十分重要的意义。
本文介绍了机械手的工作过程,采用三菱FX2N系列可编程控制器实现对机械手工作过程的控制,给出了系统的工作过程示意图、顺序功能图、I/O分配,系统采取了响应的保护措施。
关键词:机械手;PLC;控制The Control System of Manipulator with PLCAbstractThe manipulator is a new device developed in the mechanized, automatic production process. It can grab, put and carry object, etc. in the space. Because of its flexibility, the manipulator is widely used in industrial producing and other fields. Manipulator with PLC control can complete various specified procedural actions. Not only can it enhance quality and out put, but also it is meaningful to ensure the personal security, improve the working environment, lower labor intensity, raise labor productivity, save the raw materials consumption and reduce the production cost .This paper deals with the procedures of manipulators, and to design its control system with the series of MITSUBISHI FX2N PLC. The technology flow chart, sequential function chart, ladder diagram, and I/O assignation are given. The system adopts corresponding protecting measure.Key words: manipulator; PLC; control机械手PLC控制系统本课题主要研究一个机械手PLC控制系统,用PLC控制机械手搬运工件。
plc机械手控制设计方案
plc机械手控制设计方案PLC机械手控制设计方案一、方案背景随着工业自动化的不断发展,机械手的应用越来越广泛。
机械手通常由电动机、控制系统、机械结构等组成,其中控制系统的设计对机械手的性能和稳定性至关重要。
本方案旨在设计一种基于PLC的机械手控制系统,通过PLC的硬件和软件结合实现机械手的运动控制和位置定位。
二、方案设计1. 系统硬件设计选择适当的PLC型号作为控制系统的核心,确保其具备足够的输入/输出接口和高性能的运算能力。
根据机械手的运动形式,确定所需的电机数量和种类,并选择适当的驱动器和传感器。
设计相应的电路板和连接线路,确保电机和传感器可以正确连接到PLC的输入/输出接口。
2. 系统软件设计编写PLC的控制程序,包括机械手的运动轨迹规划和控制算法等。
根据机械手的要求,将其各个部分和功能模块拆分,确定适当的控制策略和步骤。
使用PLC的编程软件进行程序的编写和调试,确保控制系统的可靠性和实时性。
3. 用户界面设计设计人机界面,使操作者可以通过触摸屏或按键进行机械手的控制和监测。
界面可以包括机械手的各个状态、位置信息、运动速度等显示,以及机械手的运动模式选择和参数调整等功能。
为便于日常维护和故障排除,还可以在界面上添加诊断和故障检测功能。
4. 系统集成和调试将硬件组装好,并根据设计的连接线路进行接线。
将编写好的控制程序下载到PLC中,并进行调试和测试。
调试时,可通过人机界面监测机械手的位置和状态,检查控制算法的准确性和系统的稳定性。
调试过程中发现问题,进行相应的排除和修改,直到系统正常运行。
三、预期效果1. 机械手的运动控制和位置定位可靠准确,满足工作要求。
2. 机械手的控制系统稳定性好,能够长时间稳定运行。
3. 人机界面友好,操作和监测方便快捷。
4. 系统的调试过程顺利,可以快速投入使用。
四、风险和应对措施1. 硬件选型不当,导致系统性能不佳。
解决办法是在选型前充分了解硬件规格和性能,选择品牌可靠的产品。
机械手的PLC控制系统设计
┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊目录第1章前言 (1)1.1 设计的优点 (1)1.2 设计的一般步骤 (1)第2章机械手设计简介 (2)2.1 设备的控制要求 (2)2.2 装置简介 (3)第3章 PLC选型及资源配 (4)3.1 PLC原理及应用 (5)3.1.1 可编程控制器 (5)3.1.2 PLC的发展趋势 (5)3.1.3与单片机相比较PLC的特点 (6)3.1.4 PLC的基本组成及工作原理 (6)3.1.5 PLC各组成部分的作用 (10)3.2 控制系统构成图 (12)3.2.1 控制系统如图 (12)3.2.2 输入/输出分析 (12)3.2.3用户程序容量估计 (13)3.3 PLC选型 (13)3.3.1 PLC机型选择 (13)3.3.2 FX2N系统的基本单元 (13)3.3.3 FX系列的部分特殊功能模块 (13)3.4 FX系列PLC的编程器及其它外部设备 (16)3.4.1 FX系列编程器 (16)3.4.2 其它外部设备 (17)3.5 FX系列PLC各单元模块连接 (17)3.6 FX系列PLC的性能指标 (17)3.6.1 FX系列PLC性能比较 (17)3.6.2 FX系列PLC 的环境指标 (18)3.6.3 FX系列PLC的输入技术指标 (18)3.6.4 FX系列PLC的输出技术指标 (19)3.7 FX系列PLC的编程器元件 (20)3.7.1 输入继电器(X) (22)3.7.2 输出继电器(Y) (23)3.7.3 辅助继电器(M) (23)3.7.4 状态器(S) (24)3.7.5 定时器(T) (24)3.7.6 常数(K、H) (25)3.8 FX系列PLC的基本指令 (25)3.8.1 FX2N系列PLC的基本逻辑指令 (25)3.8.2 FX系列PLC功能指令介绍 (28)3.9 PLC系统资源分配 (30)第4章控制系统程序设计和调试 (30)┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊4.1 可编程序控制器的控制设计方法 (30)4.1.1 梯形图的编程规则 (31)4.1.2 程序的顺序控制设计法 (32)4.1.3 程序的逻辑设计方法 (33)4.2 PLC程序及调试说明 (33)4.2.1 复杂程序的设计方法 (33)4.2.2 PLC程序内容和质量 (34)4.2.3 PLC程序的调试 (34)第5章机械手PLC程序 (35)5.1 I/O和所用内部单元地址分配 (35)5.2 机械手软件系统结构 (36)5.3 机械手自动操作系统流程图 (38)5.4 总程序结构框图 (39)5.5 源程序 (40)5.5.1 机械手手动程序 (40)5.5.2 机械手自动程序 (41)5.6 程序清 (42)总结与展望 (43)致谢 (44)参考文献 (45)附录一 (46)附录二 (47)附录表A FX系列PLC部分功能指令一览表 (48)┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊第1章前言机械手是工业生产中常用的机械设备, 是现代企业和建筑工地不可缺少的运输工具, 它的动作由相应的控制系统控制,如采用传统的继电接触控制,由于机械触点多, 接线复杂, 因而控制装置体积很大,并且故障率高, 可靠性差, 动作精确度低。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第1章绪论1.1本课题在国内外研究现状1.1.1 国内研究综述在我国,汽车工业仍然是工业机械手主要的使用领域。
但我国在工业机械手生产企业中,年产销量在100台以上、产值过5000万元的规模企业非常少,国外大型公司年产量都达5000到10000台,销售额为数十亿美元。
目前国内机械手的保有量在4000台左右,井将以每年800~1000台左右的速度快速增长。
工业机械手应用前景极为广阔。
虽然目前国内生产工业机械手的企业并不多,很多产品的生产技术还主要依靠进口,高科技的技术主要还掌握在国际龙头厂商手里。
国内机械手厂家主要还是受到控制系统的困扰,没有比较成熟稳定的伺服系统,所以不能生产高端机器。
我国本土企业生产的机械手产品还主要流通在中低端市场,因此决定了很多本土生产企业在争夺市场时主要还是采取价格战。
随着技术的进步,日臻成熟,会有更多的厂商加入此行业。
我国国家“863'’机械手技术主题自成立以来一直重视机械手技术在产业中的推广和应用和推进机械手技术以提升传统产业,利用机械手技术发展高新产业。
目前,政府正在使用各种办法加大中国装备制造业在市场中占据的份额,井提供优惠措施鼓励更多企业使用机械手及技术以提升技术水平。
国内越来越多的企业在生产中采用了工业机械手,各种机械手生产厂家的销售量都有大幅度的提高。
1.1.2 国外研究综述目前世界高端工业机械手均有高精化,高速化,多轴化,轻量化的发展趋势。
定位精度可以满足微米及亚微米级要求,运行速度可以达到3M/S,量产产品达到6轴,负载2KG的产品系统总重已突破100KG。
现代式工业中,生产过程的机械化,自动化已成为突出的主题。
化工等连续性生产过程的自动化已基本得到解决。
采用全自动化机械手进行装配更是目前研究的重点,国外已研究采用摄像机和力传感装置和微型计算机连在一起,能确定零件的方位达到镶装的目的。
但在机械工业中,加工、装配等生产是不连续的。
因此,装卸、搬运等工序机械化的迫切性,工业机械手就是为实现这些工序的自动化而产生的。
工业机械手主要用于机床加工、铸造、热处理等方面,动作灵活多样,适用于可变换生产品种的中、小批量自动化生产,广泛应用于柔性自动线。
1.2本课题的研究目的和意义随着社会的发展和工业技术水平的不断进步,机械手在生产中得到广泛应用,促进了工业生产的自动化。
自动生产线是由工件传送系统和控制系统,将一组自动机床和辅助设备按照工艺顺序联结起来,自动完成产品全部或部分制造过程的生产系统,简称自动线。
机械手是工业机器人系统中传统的任务执行机构,是机器人的关键部件之一,其中的工业机械手是近代自动控制领域中出现的一项新技术,它能部分地代替人工操作;能按照生产工艺的要求,遵循一定的程序、时间和位置来完成工件的传送和装卸和装配从而大大改善工人的劳动条件,显著地提高劳动生产率,加快实现工业生产机械化和自动化的步伐。
PLC(可编程逻辑控制器),它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算、顺序控制、定时、计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程。
理论上,本课题是对于大入学里面学到的课程,例如可编程控制器、机械设计基础、控制电器及应用等课程的加强巩固。
实践上,本课题将PLC应用于机械手的控制电路中,具有很强的PLC系统设计上意义。
1.3本课题的主要研究内容本课题的最终目的是利用可编程控制器作为载体设计一套程序驱动机械手进行预订动作,在装配生产线上实现自动抓取、搬运等操作。
其中包含了根据调研提出工艺要求。
根据装配线机械手的执行结构和驱动部分,构思控制部分的整体方案,提出控制系统的运动方式。
根据工艺结构和机械结构设计出控制系统的硬件结构,包括功能的设计、电机和PLC的选型、PLC硬件电路的设计等。
设计控制系统的软件部分,包括I/O分配表和梯形图。
第2章机械手的工艺设计及其流程2.1 工艺设计此次PLC控制机械手系统从硬件和软件设计两方面进行了设计,主要表现在:(1)硬件方面采用液压缸来驱动机械手,其结构简单、工作可靠。
用它来实现往复运动时,可免去减速装置,并且没有传动间隙,运动平稳。
采用传感器来提高机械手装配成功的概率,提高系统的精度,在自动生产线上有货物时执行动作,而无货物是停止运行。
(2)软件方面采用PLC有许多优点如可以通过改变控制程序就可轻易改变逻辑或增加功能,这样可以更好的适应不同特性的自动生产线,而PLC的电脑软件易学易懂,具有很高的柔性,而且其设备容易操作,便于维护。
(3)系统的工作原理本此设计主要研究PLC控制机械手执行特定运动环节。
物体由传送带送至机械手执行范围内后,传感器接收信号,经数据处理后送至控制单元,PLC开始控制机械手进行抓取等特定运动。
其中控制单元由PLC等硬件组成。
PLC作为控制系统的核心,完成各种数据的交换和处理。
电机运转控制机械手相关速度。
2.2 工艺流程机械手最终目的是将传送带A上的工件抓起来送到B传送带上,而其中传送带B保持连续传送,但传送带A并不是连续的,而是当其要传送一个工件时,机械手抓取之前是停止运动的,当机械手拿走工件后才会传送下一个工件。
机械手要完成一个工作过程要经过上升下降,左旋右旋,抓紧放松,其中抓紧、放松工序会停顿一定的时间。
机械手实物图如下所示其具体运动描述为当开始工作时,机械手对抓手进行整体下降运动,达到下降极限,机械手开始抓物体,此时延时3秒,时间到机械手抓取到工件保持上升,达到上升极限,机械手开始向左移,达到左极限,机械手开始下降,达到下降极限,机械手开始放物体,延时3秒,时间到机械手放开工件保持上升, 达到上升极限,机械手开始向右移,达到右极限完成一个工作周期,重复运行。
若发生紧急事故、停电等情况后,可以在系统启动时可继续完成突然停止时的任务,这样工作可以继续,也可完成单周期,又能手动运行,具体系统工艺流程如下:根据以上工艺设计和工艺流程的相关内容作出本次课题的系统总体框架图如下所示:计算机按钮输入端(4个按钮)↓可编程控制器机械手夹紧或松开自动输入端(7个限位开关)→ PLC →液压缸→机械手上升或下降FX2N-48MR 机械手左旋或右旋手动输入端(6个按钮)第3章机械手系统元器件的选型3.1 PLC的选型3.1.1 PLC的选择本系统中,PLC是整个控制单元的核心部分,通过上级的输出信号经处理后以通信的形式向下级变频器发送指令,同时协调完成系统的其它控制。
I/O点数是衡量PLC规模大小的重要指标。
根据被控对象的输入信号与输出信号的总点数,选择相应规模的PLC可编程控制器并留有10%~15%的I/O裕量。
估算出被控对象上I/O分配点数后,就可选择点数相当的可编程控制器。
本控制系统有17个输入量,分别为:输入量备注机械手的启动(连续)按钮1个负责机械手的启动机械手的停止按钮1个负责机械手的停止机械手单周期启动按钮1个负责机械手进行一个周期运动机械手手动启动按钮1个负责机械手进行单步骤运动上升启动按钮1个A 负责机械手进行上升运动下降启动按钮1个B 负责机械手进行下降运动夹紧启动按钮1个C 负责机械手进行夹紧运动松开启动按钮1个D 负责机械手进行松开运动左旋启动按钮1个E 负责机械手进行左旋运动右旋启动按钮1个 F 负责机械手进行右旋运动物品检测开关1个负责检测自动生产线上是否有物品夹紧限位开关1个负责机械手是否夹紧物品的检测松开限位开关1个负责机械手是否松开物品的检测下降限位开关1个负责检测机械手到达最低位置上升限位开关1个负责检测机械手到达最高位置右旋限位开关1个负责检测机械手是否右旋转到极限左旋限位开关1个负责检测机械手是否左旋转到极限(注:1.限位开关在实际机械手中为光电开关 2.只有当旋钮开关打到单步骤档上,A.B.C.D.E.F才起作用。
)本控制系统由6个输出量,分别为:输出量备注机械手夹紧拉伸液压缸1个负责启动机械手夹紧物品机械手松开收缩液压缸1个负责启动机械手松开物品机械手下降收缩液压缸1个负责启动机械手的下降机械手上升拉伸液压缸1个负责启动机械手的上升机械手右旋收缩液压缸1个负责启动机械手的右旋机械手左旋拉伸液压缸1个负责启动机械手的左旋本系统PLC接收一路传感器信号,另输出一路用于控制机械手的信号。
所以在本系统中其所需的I/O点数不是很多,因此选择小型机即可。
综上所述,本次设计选择由三菱公司生产的FX2N系列型号FX2N-48MR的可编程控制作为机械手的控制器3.1.2 FX2N-48MR系列PLC的主要参数工作电源:24VDC输入点数:24输出点数:24输入信号类型:直流或开关量输入电流:24VDC 5mA模拟输入:-10V~10V(-20mA~+20mA)输出晶体管允许电流0.3A/点(1.2A/COM)输出电压规格:30VDC最大负载:9W输出反应时间:Off→On 20μs On→Off 30μs基本指令执行时间:数个μs程序语言:指令+梯形图+SFC程序容量:3792STEPS基本顺序指令:32个(含步进梯形指令)应用指令:100种初始步进点:S0~S9一般步进点:118点,S10~S127辅助继电器:一般用512+232点(M000~M511+M768~M999)停电保持用256点(M512~M767)特殊用280点(M1000~M1279)定时器:100ms时基64点(T0~T63)10ms时基63点(T64~T126,M1028为ON时)1ms时基1点(T127)计数器:一般用112点(C000~C111,16位计数器)停电保持用16点(C112~C127,16位计数器)高速用13点1相5kHz,2相2kHz(C235~C254,全部为停电保持32位计数器)数据寄存器:一般用408点(D000~D407)停电保持用192点(D408~D599)特殊用144点(D1000~D1143)指针/中断:P64点;I4点(P0~P63/I001、I101、I201、I301)串联通信口:程序写入/读出通讯口:RS232一般功能通讯口:RS485主机电源220V ACFX2N-48MR可编程控制器实物图3.2 电机的选型考虑本次课题的工业生产情况可采用Y2系列三相异步电动机。
此三相异步电动机具有结构新颖、造型美观、噪音低、振动小、绝缘等级高等特点,产品现已达到九十年代国际先进水平,是Y 系列电机的更新产品。
外壳防护等级IP54,它具有良好的起动性能和运行性能,结构简单,工作可靠,维修方便等特点,采用E 级或B 级绝缘,外壳防护等级为IP44,冷却方式为ICO141。
对于 Y2型号有如下常见种类,它们之间数据参数见下所示:型 号 额定功率 电流 (安培) 转速 (转/分) 效率 (%) 功率 因数 最大转矩 堵转转矩堵转电流 噪声 限值 振动 限值 重量 (千克) 千瓦马力 额定转矩 额定转矩 额定电流 Y2—63M1—2 O.18 O.25 O.53 2720 65.0 0.80 2.2 2.2 5.5 61 1.8 9 Y2—63M2—2 O.25 O.33 O.69 2720 68.0 O.81 2.2 2.2 5.5 61 1.8 1O Y2—71M1—2 O.37 O.50 O.99 2740 70.O O.81 2.2 2.2 6.1 64 1.8 14 Y2—71M2—2 O.55 0.75 1.40 2740 73.O O.82 2.3 2.2 6.1 64 1.8 15 Y2—80M1—2 O.75 1.O 1.83 2840 75.O O.83 2.3 2.2 6.1 67 1.818 Y2—80M2—2 1.1 1.5 2.58 2840 77.O O.84 2.3 2.2 7.O 67 1.8 19 本次课题中电机承载整个机械手的所有负载,需要功率较大,而机械手主要用于生产线夹持较轻便物体,所需功率又较小,而为了在实验过程中提高其准确性和稳定性以及安全性,电动机的转速较小为好。