棉氨纶轻薄织物的生产工艺
Tencel氨纶包芯纱的生产工艺
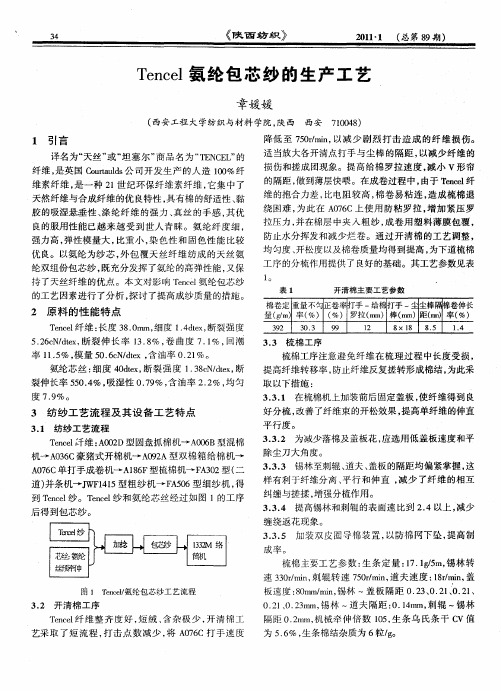
艺采 取 了短 流 程 ,打击 点 数 减 少 ,将 A076C打 手 速 度
板速度 :80mm/min,锡 林 ~盖板 隔距 0.23、0.21、0.21、 0.21、0.23lnln,锡林 ~道 夫 隔距 :0.14ram,刺 辊 ~锡 林 隔距 0.2rmn,机械 牵伸 倍 数 105,生 条 乌 氏条 干 CV值 为 5.6% ,生条棉 结杂质 为 6粒厂g。
后 ,纤维存 在 弯钩 ,生条 纤 维 伸 直平 行 度 还 较差 ,且 长 平 有很 重要 的作用 。另外 ,罗 拉 隔距 的大 小 、牵 伸倍数 片段 均匀 度仍 达 不 到后 工 序 加 工要 求 ,因此 需要 经过 的分配对 成纱 质量 也有一 定 的影 响 ,减 小 罗拉隔距 ,有
提 高纤维 转移率 ,防止纤 维反 复搓转形 成棉 结 ,为此采 取 以下措 施 : 3.3.1 在 梳棉机 上加装前 后 固定盖 板 ,使 纤维 得到 良 好分梳 ,改善了纤维束的开松效果 ,提高单纤维的伸直 平行 度 。 3.3.2 为 减少落 棉及盖 板花 ,应 选用 低盖 板速 度和平 除尘 刀大 角度 。 3.3.3 锡 林 至刺辊 、道 夫 、盖 板 的隔距均 偏 紧掌握 ,这 样 有利 于纤维 分离 、平 行 和伸 直 ,减 少 了纤 维 的相 互 纠 缠与搓 揉 ,增 强分梳 作用 。 3.3.4 提高锡林 和刺辊 的表 面速 比到 2.4以上 ,减 少
2011.1 (总第89期)
《陕西 纺 织 》
35
3.4 并 条 工 序
喂入与正常牵伸过的 Tencel纤维条并合 ,经导纱钩,再
氨纶生产工艺
氨纶生产工艺2篇一、氨纶生产工艺氨纶是一种合成纤维,具有优异的拉伸性、弹性和耐磨性,在纺织行业得到广泛应用。
氨纶的生产过程需要经历多个环节,包括原料准备、聚合反应、纺丝、拉伸、定型等步骤。
下面将详细介绍氨纶的生产工艺。
1. 原料准备:氨纶的主要原料是聚酯切片和聚己内酯。
聚酯切片是由对苯二甲酸与乙二醇聚合而成,聚己内酯则是通过将己内酯与聚酯切片进行缩聚反应得到。
这两种原料需要经过粉碎、干燥等工艺,以保证其质量和适合纺丝的状态。
2. 聚合反应:将聚酯切片和聚己内酯按一定比例混合,并加入聚合催化剂,在一定的温度和压力下进行聚合反应。
聚合反应使聚合液变成聚合物溶液,即聚酯溶液。
3. 纺丝:将聚合物溶液通过纺丝机进行纺丝。
纺丝机通过旋转孔板或纺丝喷嘴将聚合物溶液挤出,形成纤维流。
这时需要调节纺丝机的温度和喷孔的尺寸,以控制纤维的粗细和长度。
纺丝喷嘴内的溶液会快速固化,形成初步的纤维结构。
4. 拉伸:初步纤维经过冷却后,通过拉伸机进行拉伸,使纤维的细度和长度得到进一步调节。
拉伸会改变纤维的结构,使其具有更强的拉伸性和弹性,并增加纤维的细度。
5. 定型:拉伸后的纤维需要经过定型工艺,使其保持拉伸的状态。
通常采用热定型的方式,即通过加热和冷却使纤维保持拉伸的形状。
定型温度和时间需要根据纤维的具体要求进行调整,以保证纤维的性能和质量。
以上就是氨纶的生产工艺。
通过原料准备、聚合反应、纺丝、拉伸和定型等环节的处理,最终得到具有优异性能的氨纶纤维。
氨纶的广泛应用,为纺织行业带来了许多便利和创新。
棉氨纶弹力织物的前处理工艺

d ci o ti c n r l be u t c s o tol l. on S a
Ke r s:p e r a m e t n y e:p d s e m ig p o e s y wo d r te t n ;e z m a t a n rc s
1 生物 酶 轧 蒸 法
Pr t e t e fc to p y r t a ls i a i e r a m nto o t n/ ol u e h ne e a tc f brc
H A G D —i g A uye Q U Z e gh 。 A u・i U N eqa 。C I ・u 。 I hn —e T N H i a n R xn
2 2 试 验工 艺 .
2 2 1 酶 煮一 碱 煮一 氧 漂 工 艺 .. () 1 织物 规格 A. 2 / 2 m 1/ 8+ . 0 / 1 1 2 17 c 8 1 4 46 6 3 8弹力斜 纹 ;
稳定 剂 E 6 W5 0 4 。 6水玻璃 0B
3 2
精 练王 9o 8j 螯 合分 散剂 p H值 ( 碱 调节 ) 烧
() 2 工艺 条 件 ① 酶 煮/ L g・
煮练 酶 H M一 2 Z 1 0 1 5
生产速度快 、 效率高 , 但应用的难度也随之增加。结合 生产实际, 我们设计 了两套试验方案 : 一是酶煮练一轻
碱 煮一 常规氧 漂 的三 步 法 工 艺 ; 二是 酶 煮 练 一 高 效练
漂 的两 步法工 艺 , 并进 行 了小 样 和大样 试 验 。
E.1 2 2 m 4. + l 8 X 2 4. +4. 2 /1 7 c 1 8 X 2 4. /1 8 X2 4
在常 规 的生物 酶 前 处理 精 练 工 艺 中 , 目前 较 为普 力 布 ;
氨纶工艺流程

氨纶工艺流程氨纶工艺流程氨纶是一种合成纤维材料,具有优异的弹性和耐磨性,广泛应用于服装制造、运动用品和家居用品等领域。
氨纶的生产过程包括原材料准备、纺丝、牵伸和后处理等环节。
首先,进行原材料准备。
氨纶的原材料主要是对苯二甲酸和丙二酸二乙酯。
这两种化学物质进行酯交换反应,生成聚酯原料。
然后将聚酯原料进行加热并加入亚胺化催化剂,进行胺化反应,形成氨纶溶液。
接下来,进行纺丝工艺。
将氨纶溶液倒入纺纱机的纺丝单元,通过喷丝器的旋转速度控制纤维的拉伸速度和拉伸比。
然后,在纺丝孔口附近喷射高速气流使纤维凝固,并沉积在加热丝网上。
纺丝完成后,通过卷绕机将氨纶纤维卷绕成筒状,形成纤维束。
纤维束经过牵伸工艺。
将纤维束放入牵伸机,通过一系列的牵伸辊和牵伸带的拉伸,使纤维的直径得到进一步减小。
这个过程中,纤维的弹性和强度得到了显著提高。
最后,进行后处理工艺。
将牵伸后的氨纶纤维进行清洗,去除表面附着物和添加剂残留。
然后将纤维进行干燥和固化处理,使纤维形成最终的特性。
最后,对纤维卷进行检验和包装,成品氨纶纤维出厂。
氨纶工艺流程是一个复杂的工程,需要严格控制各个环节,以保证产品的质量和性能。
在原材料准备阶段,要求对化学反应的温度、时间和配比进行精确控制。
在纺丝工艺中,需要调整纺纱机的喷丝器参数和纤维拉伸速度,以获得所需的纤维直径和拉伸比。
在牵伸工艺中,需要合理调节牵伸辊和牵伸带的间距和速度,以确保纤维的弹性和强度。
总之,氨纶工艺流程是将原材料转化为最终产品的一系列工序。
通过合理的操作和控制,可以获得优质的氨纶纤维。
随着技术的不断发展,氨纶工艺流程不断优化,以提高生产效率和产品质量。
氨纶工艺流程
氨纶工艺流程
《氨纶工艺流程》
氨纶是一种具有高弹性和耐磨损性的合成纤维,广泛应用于服装、袜子、泳装和弹性织物等领域。
氨纶的生产工艺流程包括原料准备、聚合反应、纺丝、拉伸、定型和检验等多个环节。
首先,原料的准备是氨纶生产的第一步。
主要的原料包括聚己内酰胺和二异氰酸酯。
这两种原料在一定的比例下混合,并经过反应制备成为氨纶的预聚体。
其次,聚合反应是氨纶生产的关键步骤之一。
在高温下,将预聚体加入到聚合反应釜中,与适量的聚氨酯链延长剂进行聚合反应,形成氨纶聚合物。
然后,纺丝是氨纶生产中的重要环节。
聚合物经过溶解和过滤处理后,通过纺丝机将聚合物溶液拉丝成细丝,然后在空气中凝固成为固体纤维。
接下来是拉伸和定型。
拉伸是为了增强氨纶纤维的弹性和耐力,将纤维在一定的温度和张力下进行拉伸处理。
定型则是根据产品的需求,通过热处理或冷却处理使氨纶纤维保持一定的形状和性能。
最后,检验是氨纶生产的最后一道工序。
通过对氨纶纤维的拉伸性能、断裂强度、弹性恢复性等多项指标的检测,确保产品的质量达到标准要求。
总的来说,氨纶工艺流程包括原料准备、聚合反应、纺丝、拉伸、定型和检验等多个环节,每个环节都是非常重要的。
通过科学的工艺流程和严格的质量控制,可以生产出高质量的氨纶纤维,满足不同领域的需求。
氨纶生产工艺

氨纶生产工艺氨纶是一种合成纤维,也被称为聚氨酯纤维。
它具有优异的弹性和透气性能,被广泛应用于服装、家居用品和工业领域等。
以下将介绍氨纶的生产工艺。
首先,氨纶的生产工艺首要步骤是聚合。
聚合过程主要分为两个阶段。
第一阶段是原料的预聚合。
将二异氰酸酯和二元醇按一定比例混合,加热反应生成低分子量的预聚合体。
这种预聚合体被称为多元醇以及异氰酸酯。
第二阶段是主聚合。
首先将预聚合体与二元醇在一定温度和压力下混合反应。
这个过程是无水条件下进行的,以保证聚合反应的完整性。
然后,加入一定量的聚酯三元醇,同时加入适量的催化剂和稳定剂。
在一定反应时间的条件下,原料聚合形成高分子量的聚氨酯。
接下来,聚氨酯被溶解在有机溶剂中。
常用的有机溶剂有N,N-二甲基甲酰胺、二甲基亚碸等。
聚氨酯在这些溶剂中可以有效地溶解,形成黏稠的聚氨酯溶液。
然后,聚氨纶溶液被挤出,在加热条上形成氨纶丝。
在挤出过程中,溶液需要通过模具,以获得所需的形状和直径。
挤出的氨纶丝同时需要被拉伸,以增强其弹性和强度。
拉伸过程使用高速旋转的驱动辊,以及与驱动辊相反方向旋转的牵引辊。
通过调整驱动辊和牵引辊的转速,可以控制氨纶丝的拉伸程度。
最后,拉伸的氨纶丝被绕在纺车上,形成成线。
同时,氨纶丝还需要经过热定型处理,使其形状和尺寸固定不变。
热定型过程通常在高温下进行,持续一段时间,以确保氨纶丝的稳定性。
在整个生产工艺中,需要注意保证原料的质量,注意各个步骤的反应条件,以及确保产品的稳定性和质量。
此外,还需要进行环境保护和安全措施,以防止溶剂、化学品和废水污染。
总结而言,氨纶的生产工艺主要包括聚合、溶解、挤出、拉伸和热定型等步骤。
通过这些步骤,可以制造出优质的氨纶纤维,满足不同领域的需求。
氨纶织物工艺分析
低弹织物
又称一般弹力织物。通常为低比例氨 纶弹力纱织物,其拉伸率小于 20%。适 用于一般衣着 ,如男女衬衫、外套、工 作服等。
单向弹力织物
双向弹力织物
3.原料
3.1氨纶丝规格
氨纶最细为 4. 4~11dtex( 4~10D ) 美国杜邦氨纶丝规格: 细旦 22~117dtex( 20~105D )有 8种规格; 中旦 138~633dtex(125~570D ) 有 12种规格; 粗旦 722 dtex以上。
1.在特里科机器上生产的品种 氨纶编织成圈 1-0/1-2//(双向弹性) a:氨纶平布 用途: 泳装、内衣面料等 特点:E32 一般为两把梳栉,反向垫纱,两把梳 栉均为满穿,氨纶成圈编织,在特里 科机器上生产,织物具有双向弹性, 氨纶含量16-20%。 基本组织: GB1:1-0/2-3// 满穿 GB2:1-2/1-0// 满穿
氨纶送经量:
例2:氨纶平布,原料为40D锦纶,40D氨纶,机号32,纵 密42cpc,横密18.5wpc,氨纶送经量600mm/rack,预牵 伸80%,锦纶送经量为1700mm/rack
氨纶含量:
氨纶经编织物的工艺计算要注意以下几个方面:
5.2 氨纶在整经过程中具有预伸长,因此不同的组织对于 氨纶的送经量有一定的影响。 一般来说: 氨纶平布的氨纶含量为18%~20%; 三梳织物中一把氨纶梳衬纬,氨纶含量为2%~8%; 四梳的弹力网眼的氨纶含量为12%~25%。
2.在拉舍尔机器上生产的品种
a:色丁布
用途: 晚礼服、外衣面料等
特点: 三梳,GB1、GB2反向垫纱,一般采 用40D锦纶,GB3采用氨纶,作一针 或两针衬纬与GB2同向。 基本组织: GB1:1-0/2-3// 满穿 GB2:1-2/1-0// 满穿 GB3:2-2/0-0// 满穿
锦纶、棉、氨纶三种材质面料的染色 定型工艺
锦纶、棉、氨纶三种材质面料的染色定型工艺由于锦纶、棉、氨纶三种纤维在结构和性能上的差异,以及该产品在染聱加工过程中极易起皱、变形,染色时容易产生色花、色差等缺点,因此必须制定合理可行的染整工艺,才能达到锦棉弹力织物应有的风格。
印染行业是纺织品进行深加工和精加工,提高产品档次和附加值,为市场提供高质量服装、装饰和产业用纺织材料的关键行业。
染整加工是一项历史悠久的传统加工技术,在20世纪许多纺织品设计已跟不上现今市场的需求,所以对新建设的印染工厂在设计上就要有新的特点,要适应当今的国际市场.同时我国的纺织业市场已经具有全球性,要想把握住时机就得有创新的思想和大胆的尝试。
当今正适我国经济飞腾的发展时代,人们对生活质量的要求越来越高,尤其是对衣饰、家纺等纺织品质量的重视,同时需求量也在不断的加大。
对高档西服面料、休闲面料和运动面料的大量需求,促进了产品质量品质的升级。
锦纬弹织物经向为棉,纬向为锦、氨纶包芯纱交织而成的弹力织物,该类织物兼备锦、棉两种纤维的优点又互补不足。
通过染整加工后织物具有光亮、平挺、滑爽、高雅的风格,是当前市场上十分流行的服装面料。
由于锦纶、棉、氨纶三种纤维在结构和性能上的差异,以及该产品在染聱加工过程中极易起皱、变形,染色时容易产生色花、色差等缺点,因此必须制定合理可行的染整工艺,才能达到锦棉弹力织物应有的风格。
1.试验1.1材料和设备材料:经向50S/C,纬向140D/N+40D/SP,门幅:l75cm,克重380g/m;经向50S/C,纬向140D/N+40D/SP。
设备:HDR029冷堆机、MH599A水洗机、LMH006C-180烧毛机、LM2188定型机、LMH991-180丝光机、STANTEX磨毛机、BG541-180过水打卷机、HGl818烘干机、SWR-1200卷染机、HK68-D溢流染色机、LMA885包装机。
1.2工艺流程摊布→坯定→烧毛→CPB冷堆→CPB水洗→预定→丝光→CPD冷染→CPD水洗→卷染染锦→锡林烘干→定型机成定→成检。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
关键词 : 处理 ; 理 ; 前 整 弹性 织 物
中图分类号: S9 .4 T 127 6
文献标识码 : B
文章编号 : 00— 07 2 1 )0— 0 8— 3 10 4 1 (0 0 2 0 1 0
D y i g a d fn s i g o i h - eg tc to a i o a n n r t a l s i b r e n n ih n fl tw i h o t n f brc c nt i i g u e h ne ea tc f e i g i
Z NG J a . in , E J—h n T AN L . 。 ANG Y n h a HA in xa g R N iz o g, I i i HU 1 a .u
( u a Txi o 。 t. Z b 5 10。 hn ) L t i eteC . Ld 。 i 2 5 0 C ia h l o
摘
要 : 论 了棉 氨 纶 轻 薄 面 料 的染 整 加 工 生 产 工 艺 及 注 意 事 项 。烧 毛 时 , 过 火 口 的速 度 要 快 讨 通
( 车速 10— 2 / i)火焰强 度 0 6—0 8k a 一正一 反; 0 10m rn , a . . P , 退浆用 冷堆. 酶退浆 工艺 ; 采用布铗 丝光机扩 幅, 丝光碱浓 2 。 ; 白工艺为增 白剂 B W . / , 6鼬 增 F 15gL 抗黄变剂 S M 3g L 干定形工 艺为 10o A / ; 9 C×3 ; 0S免 烫整理采用低 甲醛树脂 整理剂 E F 10g L L 0 / 。
又不 损伤纤维 弹力 。 都是服装 的重要属性 。弹性织 物服 用舒 适 、 身 , 行 到定形 目的 , 贴 且 动 自如 , 受到 消费 者 的青 睐 。应 用 最 广 泛 的弹 性纤 维
是 聚氨基 甲酸 酯类 , 即氨 纶 。氨纶 纤 维 一般 不 单 独使 的手感 与外观 , 又具 备 天 然纤 维 吸 湿性 好 的特 点 。本 其前处 理及后整理工 艺 。
O 前 言
殊结构特 征 , 使得 织物对定 形 温度和 张力非 常敏感 , 温
幅宽 、 水 率等 物 理 指 缩 当今 , 们对服装 的要求 已经 不再 局限 于款式 , 人 市 度 和张 力 会影 响织 物 的弹 性 、 应合理 选 择定 形 条 件 , 既要 使 尺 寸稳定 , 达 场研究表 明 , 面料 的舒 适 性 、 打理 性 、 体 和轻 薄 等 标 。因此 , 易 合
印
染 (00N .0 2 1 o2 )
WWW. d n. O . l c f Cห้องสมุดไป่ตู้r Cl n
;
. o .o .。 . o .
棉 氨 纶 轻 薄 织 物 的 生 产 工 艺
张建 祥 , 纪忠 , 任 田莉 莉 , 黄衍 华
( 泰 纺 织股 份 有 限公 司 , 东 淄 博 2 50 ) 鲁 山 5 10
g n AM / s u e i nn rc s .T mp rt r n i e f rdy h a e t g ae 10 ℃ a d 3 e o d e a e tS 3 g L wa s d i wht ig po e s e e aue a d t o r e ts ti r 9 n e m n n 0 s c n ss p -
rt l. 1 0 g w -o mad h d e i E F wa u g s e n d r be p e s f ih a e y 0 /L l o f r l e y e r sn L s s g e t d i u a l r s i s . n Ke r s r te t n :f ih:r sl n a r y wo d :p e r a me t i s n e i tf b i i e c
2 棉 氨纶 轻 薄面料 染 整加 工
织物 9 7 t /9 7 t . e x . e x+3 60根/ 0 c O D,3 1 m x
用, 大多 以棉包 芯纱 形 式应 用 。棉 氨 纶 织物 既 有 良好 2 1 材 料 与 助 剂 .
9 1 m, 6 m, 5 .7 3 1右斜 纹 白 工艺 以 9 8 e 棉纱 包 3 .4t x 0D氨纶 轻薄 织物 为例 , 讨论 34根/ 0c 幅宽 15c 白度 10 1 ,/