粗糙度培训ppt课件
合集下载
第五章-表面粗糙度--ppt课件精选全文完整版
ppt课件
31
极限判断规则及标注
(2) 最大规则
表面粗糙度参数的所有实测值均不得超过规定值。 在Ra(或Rz)后面标注“max”或“min”的标记
ppt课件
32
4、传输带和lr、ln的标注
① 传输带的标注
短滤波器—长滤波器 / Ra
(a) 标长—短滤波器
(b)标短滤波器“—” (c)标“—”长滤波器
0
Ra 1 n n i1
Zi
测得的 Ra 值越大,则表面越粗糙。Ra 参数能充分反映表面微观几何
形状高度方面的特征,一般用电动轮廓仪进行测量,因此是普遍采用
的评定参数。
ppt课件
17
2) 轮廓最大高度——Rz
轮廓最大高度是指在一个取样长度lr内,最大轮廓峰
高和最大轮廓谷深之和。
Rz=Rp+Rv
2
基本要求
1、正确理解表面粗糙度的含义。 2、了解表面粗糙度对零件功能的影响。 3、理解并掌握有关术语的定义。 4、理解并掌握表面粗糙度评定参数。 5、掌握幅度参数在图样上的标注方法。 6、掌握表面粗糙度的选用。
ppt课件
3
本章结构
第一节 第二节 第三节 第四节 第五节
概述 表面粗糙度的评定 表面粗糙度的标注 表面粗糙度的选择 表面粗糙度的测量
ppt课件
26
② 传输带和取样长
度的标注:传输
带是指两个滤波
器的截止波长值
之 间的波长范围
。长波滤波器的
截止波长值就是
取样长度lr。
表面粗糙度的单一要求标注示例
传输带的标注时,短波在前,长波在后,并用连字号“—”隔开。
在某些情况下,传输带的标注中,只标一个滤波器,也应保留连
表面粗糙度的培训PPT演示课件

図1:
有关表面粗糙度的指示记号、对面的指示 记号、表面粗度值、截止値及基准长度、 加工方法、加工方向的记号、表面弯曲等 如图1所示位置配置表示。
図1 各指示記号的記入位置 a : Ra値 b : 加工方法 c : 截止値・评价长度 c': 基准长度・评价长度 d : 加工所产生的料纹方向代号 f : Ra以外的参数(tp的时候、参数/切断标准)
廓线上的点与基准线之间距离绝对值的算术 平均值。 2).微观不平度十点高度Rz
指在取样长度内5个最大轮廓峰高的平均 值和5个最大轮廓谷深的平均值之和。 3).轮廓最大高度Ry
在取样长度内,轮廓最高峰顶线和最低谷 底线之间的距离。
•3
5、图纸上粗糙度专业术语介绍(1):
面的指示記号,表面可以用任何方法获取
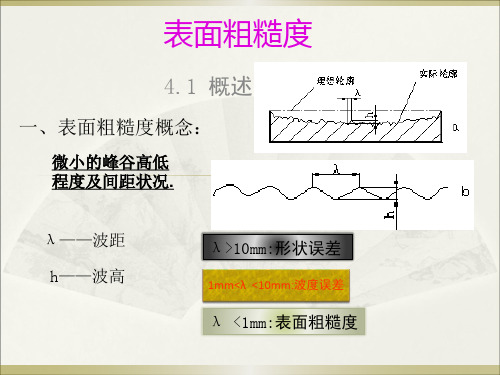
2、粗糙度定义:
零件表面经过加工后,看起来很光滑,经放大 观察却是凹凸不平,表面精糙度是指加工后的 零件表面上具有的较小间距和微小峰谷所组成 的微观几何形状特征,一般是由所采取的加工 方法和(或)其他因素形成的。零件表面的功用 不同,需的表面粗糙度参数值也不一样。零件 图上要标注表面粗糙度代号,用以说明该表面 完工须达到的表面特性。表面粗糙度高度参数 有3种方式,具体请见下面的详细介绍吧。
0.4~1.6
二次精加工
∇∇∇∇:
0.012~0.20
精密精加工
•8
10、Ra、Ry、 Rz值的对应关系: (単位μm)
最大高度Ry的区分値 十点平均粗度Rzの区分値
0.1S 0.2S 0.3S 0.8S 1.6S 3.2S 6.3S 12.5S 25S 50S参数测量 值,例如 柯尼卡美 能达客户 图纸等
•1
3、粗糙度常见的3个参数值的介绍
表面粗糙度培训课件.
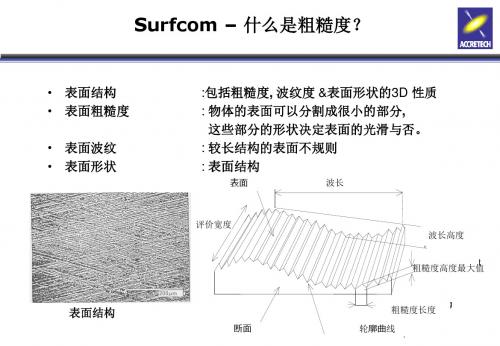
顶峰
粗糙度曲线 R
平均线
取样长度 lr = Cutoffλc
谷底 lr lr lr lr
评价长度 ln = n× lr (n: 标准5)
前预备长度 lp (λc/2)
轨迹长度 Lt = Lp + Ln + Lp
后预备长度 lp (λc/2)
Surfcom – 基本 参数
ISO 4287:’97/JISB0601:’01
打印纸
高速旋转
齿轮,轴承
Rp,Rz,Et,RSm
ISO 规定的粗糙度结构标准
Std.No. ISO1302:’02 描述 GPS- 指出表面结构的 技术产品文件
JPN Std. JISB0031:’03 JIS B0601:’01 JISB0633:’01 JIS B0631:’00 JIS B06711 :’02
RSm PSm 形状元素的平均长度 WSm
评价长度中轮廓曲线要素的长度 Xs 的平均 1 m RSm, PSm, WSm = ── ∑ Xsi m I=1
Xs1 Xs2 Xs3 Xsi Xsm
评价长度 lr
Surfcom – 为何有如此多的参数?
两个表面都表现出了相同的 Ra 和 Rz
Rz
A
B
表面的结构完全不同 但传统参数 (Ra, Rz) 仍表现出相同值
测量剖面曲线
剖面曲线 P
P-参数
形状偏差曲线 (粗糙度曲线的平均线)
λs 轮廓曲线滤波器 λc 轮廓曲线滤波器 λf 轮廓曲线滤波器
测针歪斜 、杂音
100%
粗糙度曲线 R R-参数
粗糙度曲线
滤波波纹曲线W
W-参数 波纹度曲线
振幅传达率
ppt课件-第五章-表面粗糙度精选全文完整版
三 在图样和其他技术产品文件中的注法
按照国家标准的规定,表面结构的注写和读取方向与尺 寸的注写和读取方向一致,可以标注在轮廓线上,其符号 应从材料外指向并接触表面。必要时,表面粗糙度符号也 可以用带箭头或黑点的指引线因出标注,如教材图5-17、 5-18所示。
在不致引起误解时,表面结构要求可以标注在给定 的尺寸线上,见图5-19;也可以标注在形位公差框格 的上方,见图5-20。
0.020
0.20
2.0
0.002
0.025
0.25
2.5
0.003
0.032
0.32
3.2
0.004
0.040
0.40
4.0
0.005
0.050
0.50
5.0
0.006
0.063
0.63
6.3
0.008
0.080
0.80
8.0
0.010
0.100
1.00
10.0
注:与表5-1注相同。
第三节 表面粗糙度标注
均偏差Ra]
(2) 在取样长度内,轮廓的纵坐标值y(x)绝对值
的
(3) 算术R平a 均1l 值0l y。(x)dx
Ra
1 n
n i1
yi
(2)微观不平度十点高度Rz[新国标:无]
在取样长度内五个最大的轮廓峰高的平均值与五
个最大轮廓谷深的平均值之和 。
式中
Rz 15(i51ypii51yvi)
800
0.100
1.00
10.0
100
1000
注:与表5-1注相同
表5-3 轮廓微观不平度的平均间距Sm和轮廓的单峰平均间距S的数值 mm
粗糙度培训课件

原子力显微镜(AFM)
总结词
通过检测探针与样品表面间的微弱作用力来表征表面形貌。
详细描述
原子力显微镜(AFM)是一种高分辨率的表面形貌测量设备,其工作原理是通过 检测探针与样品表面间的微弱作用力来表征表面形貌。AFM可以在纳米尺度上对 样品表面进行无损、无污染的测量,广泛应用于材料科学、生物学等领域。
触针式仪器的针头磨损问题
触针式仪器针头磨损是常见的仪器问题,它会影响测量结果 的准确性和可靠性。
由于长时间使用或频繁接触粗糙表面,触针式仪器的针头容 易磨损。磨损的针头会导致测量结果失真,因此需要定期检 查和更换针头。为减少针头磨损,可以调整触针的施加压力 、选择更耐磨的针头材料或优化触针的结构设计。
人工智能与机器学习在粗糙度检测中的应用
01
02
03
深度学习算法
利用深度学习算法对粗糙 度图像进行自动识别和分 类,提高检测精度和效率 。
数据驱动模型
基于大量数据建立粗糙度 检测模型,通过机器学习 算法实现自适应调整和优 化。
智能传感器技术
将人工智能技术与传感器 技术相结合,实现实时、 在线、自动的粗糙度检测 。
用环境,保持清洁并稳定环境条件。
数据处理与分析中的误差来源
数据处理与分析过程中可能引入多种误差,如信号噪声、数据处理算法的误差等。
在获取表面粗糙度数据后,需要进行数据处理与分析以提取表面特征。在此过程中,数据采集的噪声、算法的不完善或人为 操作失误都可能导致误差的产生。为减小误差,可以采用数字滤波技术去除噪声、优化数据处理算法并提高操作人员的技能 水平。此外,对同一表面进行多次测量并取平均值也是一种减小误差的方法。
光干涉式仪器对环境的要求问题
光干涉式仪器对环境的要求较高,温度、湿 度和尘埃等因素都可能影响其测量精度。
粗糙度--上课课件
表面,粗糙度选小值。 4.同一公差等级的零件,小尺寸比大尺寸,轴比孔的粗糙度值要小。
5.要求耐腐蚀的表面,粗糙度值应选小值。
6.有关标准已对表面粗糙度要求作出规定的应按相应标准确定表 面粗糙度数值。
4.5 表面粗糙度的测量
一、比较法: 将被测表面与粗糙度标准样板相比较,通 过视觉、触 感或其它方法进行比较后,对 被测表面的粗糙度作出评定的方法。
i 1
Rz和Ra比较,测点少,故Ra更客观反映工件的表面实际情况。
3.轮廓最大高度Ry:
在取样长度内,轮廓最高峰和轮廓最低谷之间的距离。
Ry =Rp + Rm
在三个评定参数中,Ra最能客观反映工的表面实际 情况,常用表示零件表面粗糙度。
三、一般规定
轮廓算术平均偏差Ra
系列值 补充系 系列 补充 系列 补充
1.25
12.5
16
2.0
20
2.5
25
32
4.0
40
5.0
50
63
8.0
80
10.0
100
4.3 表面粗糙度代号及标注
一、表面粗糙度符号和代号
基本符 号
表示表面是用去除材料的方法获得。如车、铣、刨、 磨、钻、剪切、抛光、腐蚀、电火花加工、
气割等
表示表面是用不去除材料方法获得。 如铸、锻、冲压变形、热轧、粉末冶金等。或者是用于保持
二、光切法: 利用“光切原理”测量表面粗糙度的方法。光切
显微镜又称双管显微镜
三、干涉法:利用光波干涉原理来测量表面粗糙度的方法。主
要用于测量表面粗糙度的Rz和Ry值,可以测到较 小的参数值,通常测量范围0.03—1μm
常用的测量仪器——干涉显微镜
5.要求耐腐蚀的表面,粗糙度值应选小值。
6.有关标准已对表面粗糙度要求作出规定的应按相应标准确定表 面粗糙度数值。
4.5 表面粗糙度的测量
一、比较法: 将被测表面与粗糙度标准样板相比较,通 过视觉、触 感或其它方法进行比较后,对 被测表面的粗糙度作出评定的方法。
i 1
Rz和Ra比较,测点少,故Ra更客观反映工件的表面实际情况。
3.轮廓最大高度Ry:
在取样长度内,轮廓最高峰和轮廓最低谷之间的距离。
Ry =Rp + Rm
在三个评定参数中,Ra最能客观反映工的表面实际 情况,常用表示零件表面粗糙度。
三、一般规定
轮廓算术平均偏差Ra
系列值 补充系 系列 补充 系列 补充
1.25
12.5
16
2.0
20
2.5
25
32
4.0
40
5.0
50
63
8.0
80
10.0
100
4.3 表面粗糙度代号及标注
一、表面粗糙度符号和代号
基本符 号
表示表面是用去除材料的方法获得。如车、铣、刨、 磨、钻、剪切、抛光、腐蚀、电火花加工、
气割等
表示表面是用不去除材料方法获得。 如铸、锻、冲压变形、热轧、粉末冶金等。或者是用于保持
二、光切法: 利用“光切原理”测量表面粗糙度的方法。光切
显微镜又称双管显微镜
三、干涉法:利用光波干涉原理来测量表面粗糙度的方法。主
要用于测量表面粗糙度的Rz和Ry值,可以测到较 小的参数值,通常测量范围0.03—1μm
常用的测量仪器——干涉显微镜
粗糙度培训课件

解决方案
采用先进的机械加工技术和表面处理方法 ,对产品表面进行优化处理。
06
粗糙度检测标准与规范解读
国家标准及行业标准介绍
国家标准定义
01
国家标准是由国家机构通过一定的程序制定的,用于规范行业
行为的准则。
行业标准定义
02
行业标准是由行业协会或组织制定的,用于指导行业内企业行
为的准则。
粗糙度检测的国家标准与行业标准
表面粗糙度测量仪
表面粗糙度测量仪是一种用于测量物体表面粗糙度的设备,通常由传感器、放大器 和记录器组成。
传感器用于接触物体表面并测量其粗糙度,放大器用于放大信号并记录测量结果。
表面粗糙度测量仪具有高精度、高稳定性和高可靠性,适用于各种材料和表面的粗 糙度测量。
轮廓仪
轮廓仪是一种用于测量物体表 面轮廓的设备,通常由传感器 、放大器和记录器组成。
零件,要求具有较高的表面粗糙度 。
效果评估
经过优化处理后,产品表面粗糙度得到显 著提高,满足使用要求。同时,生产效率 也得到了提高,降低了生产成本。
问题分析
原加工方法导致产品表面粗糙度不达标, 影响使用性能。
实施过程
选择合适的刀具、砂轮和抛光轮,调整切 削参数和磨削参数,进行多次试验和调整 。
用于记录测量结果。
光学轮廓仪具有非接触、高精度 和高分辨率等优点,适用于各种
材料和表面的轮廓测量。
04
粗糙度测量数据处理与分析
数据处理方法
平均法
拟合法
对一组数据取平均值,以消除随机误 差的影响。
将数据拟合为某种函数,以更好地描 述数据分布规律。
滤波法
通过设置滤波器,对数据进行平滑处 理,以减少随机误差。
《表面粗糙度》PPT课件-OK精选全文完整版

选择支承参数Rmr(c)。
2024/11/14
9
表面粗糙度的选用
表面粗糙度参数值的选用
工作表面的Ra值比非工作表面小 摩擦表面Ra值比非摩擦表面小 速度高、压力大,受交变应力作用的圆角沟槽Ra小 配合表面、过盈配合表面Ra小 要求防腐蚀、密封性能、外观表面Ra小 Ra值与尺寸公差和形位公差协调,尺寸公差值和形位公差值越小, 表面粗糙度的Ra值应越小
Z 1 n
近似为: Ra n i1 |
|
i
2024/11/14
5
表面粗糙度的评定--评定参数
轮廓最大高度Rz:
Rz Zp Zv
2024/11/14
6
表面粗糙度的评定--评定参数
间距参数
轮廓单元的平均宽度(RSm)
RSm
Xsi 1 m
m i1
i
lr
2024/11/14
7
表面粗糙度的评定--评定参数
11
表面粗糙度的标注
表面粗糙度的代号及其注法
a1、a2:粗糙度幅度参数代号及其数值(单位为µm); b:加工要求、镀覆、涂覆、表面处理或其它说明等; c:取样长度(单位为mm)或波纹度(单位为µm); d:加工纹理方向符号; e:加工余量(单位为mm); f:粗糙度间距参数值(单位为mm)或轮廓支承长度率
混合参数(形状参数)
轮廓支承长度率Rmr(c): Rm r(c) Ml(c)
轮廓实体材料长度:
n
Ml(c) bi
ln
i 1
间距参数RSm与混合参数Rmr(c),称为附加参数,其应用限于零件重要
表面并有特殊使用要求时。
2024/11/14
8
表面粗糙度的选用
表面粗糙度的参数值已经标准化,设计时应按国 家标准GB/T1031—1995《表面粗糙度参数及其数 值》规定的参数值系列选取。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
常见参数含义及其影响
粗糙度参数 Ra Rz Rt Rk Rvk Rpk 波纹度参数 Wa
粗糙度参数
Ra 轮廓算术平均偏差
加工表面内具有较小间距的轮廓峰和轮廓谷组成的 微观几何形状特性 其对于零件的使用性能(摩擦磨损、配合性质、结 合密封)及几何测量精度都有较大影响
如此图
Ra
。
图形如下
Ra
Rz
0
Mr1 tp(%)
Mr2 100 %
评定方法及注意事项
三种滤波器的作用
ISO 2CR 评定时舍弃第一个和第二个取样 长度. 2CR PC 评定时舍弃第一个和最后一个取 样长度 高斯 评定时舍弃第一个取样长度的半 个和最后一个取样长度的半个
ISO
2CR 滤波器
未滤波图形
ISO 2CR 滤波后的图形
测量长度
启动长度
停止长度
取样长度 (Cut-off)
评价长度
取样长度的选取见下图
Recommended Cut-off (ISO 4288-1996)
Periodic Profiles Non-Periodic Profiles Cut-off Sampling Length/ Evaluation Length
粗糙度培训课 件
课程大纲
课程描述:
解析粗糙度仪的一些日常参数含义。
课程目标:
使检测员掌握粗糙度仪的常用参数含义及平时一些检测注意事项。
课程对象:
精密计量室的所有检测员。
课程受益:
有助于提高检测员对常用参数的认识,同时注意零件的检测方法,有 利于提高检测员的综合能力
目录
常见参数含义 评定方法及相关事项 常见检测注意事项
Spacing Distance RSm (mm)
>0.013-0.04 > Nhomakorabea.04-0.13 >0.13-0.4 >0.4-1.3 >1.3-4.0
Rz (µ m)
Ra (µ m)
c(גmm)
0.08 0.25 0.8 2.5 8
c(גmm)/L
0.08/0.4 0.25/1.25 0.8/4 2.5/12.5 8/40
2CR PC 滤波器
未滤波图形
2CR PC滤波后的图形
高斯滤波器
未滤波图形
评价长度与取样长度
取样长度 L 其包括5个以上的轮廓峰和轮廓谷
评定长度 Ln 由于零件粗糙度的不均匀,为了合理反应 工件表面粗糙度规定测量长度 一般测量表面取 (均匀Ln=5L 不均匀Ln>5L )
测量长度、评价长度和取样长度的关系图
两者区分见下图所示
粗糙度 Ra 图形
波纹度 Wa 图形
Rk相关参数
• Rk-核心粗糙度深度
决定零件使用寿命 • Rpk-峰高度 决定零件磨合特性 • Rvk-谷高度 决定零件润滑特性
Rk 相关参数见下图
• Mr1-峰的百分比
40 %
• Mr2-谷的百分比
Rpk
Rk
• A1-峰的面积
Rvk
• A2-谷的面积
To 0.1 >0.1-0.5 >0.5-10 >10-50 >50
To 0.02 >0.02-0.1 >0.1-2 >2-10 >10
常见检测注意事项
仪器的正常使用 测尖的方向 图形的正确区分 零件的正确摆放
仪器的正常使用
无论是移动探针或零件,上下工件速度 一定要轻且慢. 在探针接触被测工件表面时,起码保证 三到五毫米的距离,使用自动接触;这样 不会因为速度过快而撞到探针. 标定时一定要注意配置的改变,接触后 则一定记住调节V微型块找到最高点方可进 行标定.
测尖的方向
日常的一般检测方法都应该是测尖尽可能垂 直于被测表面的加工刀纹;无刀纹则可以随 便检测 错误
正确
图形的正确区分
根据图形的峰谷;正确区分刀痕与正常的加 工纹理,尽量的避免刀痕,以免直接影响测 量值;尤其为Rt
如此图
零件的正确摆放
一般的零件表面检测要求摆放稳、平即可; 对于内孔表面(如缸体主轴孔、缸孔及连杆大 头)及轴类表面(如凸轮轴、曲轴及活塞销..) 检测时应尽量找正;测量尽可能接近中心位置 为最佳
本次培训到此结束
谢谢!
2009-11-3
微观不平度十点高度
即被测表面内5个最大峰的平均值和5 个最大谷的平均值之和
Rz 图形如下
Rz2 Rz3 Rz4
Rz1
Rz5
Rt
微观轮廓最大点高度
即被测表面内最大轮廓峰和最大轮廓谷 之 和 其深的谷会导致裂纹的扩展、过多的峰则 会过早引起磨损、导致失效 因此:要尽可能排除刀痕
Rt
图形如下
波纹度参数
Wa轮廓算术平均偏差 即由间距比粗糙度大得多的随机的或接 近周期形式的成分构成的表面不平度 如下图
Wa与Ra之区别
Ra 即表面微观几何形状误差 Wa 即表面微观与宏观之间的中间几何形 状误差 两者区别在于波距大小,在1-10mm之间 呈周期性变化的为波纹度误差、小于1mm呈 周期性变化的为粗糙度误差