光固化成型.概要
基于冰上的光固化快速成型技术概要
2010年2月第38卷第4期机床与液压MACH I N E T OOL &HY DRAUL I CSFeb 12010Vol 138No 14DO I:10.3969/j 1issn 11001-3881120101041001收稿日期:2009-02-05作者简介:唐少林(1985—,男,研究生,研究方向为CAD /CAM 及先进制造技术。
电话:139********,E -m ail:lzzjd_2003@yahoo 1com 1cn 。
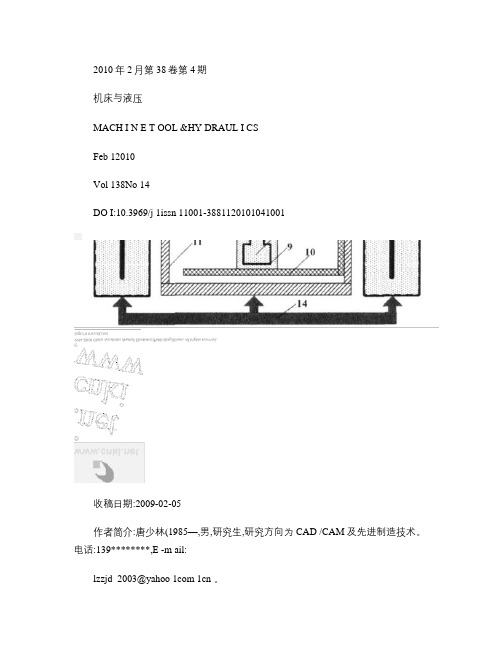
基于冰上的光固化快速成型技术唐少林,樊军,王健(新疆大学机械工程学院,新疆乌鲁木齐830000摘要:为了解决快速成型技术实际应用中的精度与成本之间的矛盾,提出了基于冰上的光固化快速成型技术,该技术综合了现有的光固化(S L 和熔融沉积成形(F DM 设备的工作原理,实现了在保证原型精度的同时,大大降低了制造设备和成型的成本。
关键词:冰;光固化;快速成型中图分类号:TH164文献标识码:A 文章编号:1001-3881(20104-001-2Stereolithography Rap i d Prototyp i n g Technology Ba sed on I ceT ANG Shaolin,F AN Jun,WANG J ian(School ofMechanical Engineering,Xinjiang University,U rumchi Xinjiang 830000,ChinaAbstract:I n order t o s olve the conflict bet w een the accuracy and the cost in p ractical app licati on of rap id p r ot otyp ing technol ogy,stereolithography rap id p r ot otyp ing technol ogy based on ice was p resented,which combines the p rinci p le of stereolithography and fused depositi on modeling .The p r ot otype accuracy was ensured,the cost of equi pment and machining was reduced by using this technol ogy .Keywords:I ce;Stereolithography;Rap id p r ot otyp ing technol ogy0引言快速成型(RP 技术可以自动、快速、直接、精确地将设计思想转化为具有一定功能的原型或直接制造零件(模具,有效地缩短产品的研发周期,是提高产品质量、缩减产品成本的有力工具。
光固化成型的步骤

光固化成型的步骤光固化成型是一种利用紫外线或可见光照射固化树脂的工艺,广泛应用于3D打印、光刻、涂层等领域。
以下是光固化成型的一般步骤,共分为前期准备、加料、涂布、光照固化和后期处理五个步骤。
1. 前期准备:在进行光固化成型之前,需要进行一些前期准备工作。
首先,准备好所需的光敏树脂材料,根据具体要求选择合适的树脂类型。
然后,根据设计要求准备好相应的模具或制作底板,保证光固化成型的精度和形状。
最后,确保光源和光固化设备的正常运行,以及工作环境的安全性。
2. 加料:将准备好的光敏树脂材料注入到模具中,或者直接倒在制作底板上。
在加料的过程中,需要控制好树脂的用量和均匀性,以确保成型品的质量。
同时,还可以根据需要添加一些颜料或填充剂,以调整成型品的特性或性能。
3. 涂布:如果是在底板上进行光固化成型,需要使用刮刀或刷子将树脂均匀涂布在底板表面,以确保成型品的平整度和光固化的均匀性。
在涂布过程中,要注意控制涂布厚度和涂布速度,避免出现过厚或不均匀的情况。
4. 光照固化:将涂布好的树脂放置在光固化设备中,通过紫外线或可见光照射树脂表面,引发光敏固化剂的活化,使树脂快速固化和硬化。
光照时间和光照强度需要根据具体的树脂类型和厚度来确定,通常需要一定的时间来确保树脂完全固化。
在光照固化的过程中,要注意保持光源和固化设备的稳定,以及确保光照的均匀性和一致性。
此外,要注意避免树脂表面产生氧化或污染,以免影响光固化效果和成型品的质量。
5. 后期处理:光固化后,可以根据需要对成型品进行后期处理。
例如,可以进行表面修整、去除多余的残留物、打磨或喷涂等,以获得最终的成品。
同时,还可以进行相关测试和检查,确保成型品的质量和性能符合要求。
需要注意的是,不同的光固化成型工艺可能会有一些特殊的步骤或要求。
因此,在具体操作过程中,应根据所使用的材料和设备的要求,遵循相应的操作规范和注意事项。
只有正确使用光固化成型技术,才能获得高质量的成型品和满意的成形效果。
采用光固化成型技术制备氧化铝陶瓷的研究
采用光固化成型技术制备氧化铝陶瓷的研究一、光固化成型技术简介说到光固化成型技术,这可是现代陶瓷领域里的“新星”。
它就像一个魔术师,用光照射让液体材料瞬间变成坚硬的固体。
而氧化铝陶瓷呢,那可是大名鼎鼎,硬度极高的材料,不仅可以在高温下使用,甚至能抵抗得住腐蚀和磨损。
因此,大家都在琢磨如何用光固化技术来“调教”氧化铝陶瓷,让它变得更加完美。
你可能会问,光固化成型到底是怎么回事?其实很简单,就是通过光源的照射,催化液态树脂硬化成固态,然后把这种过程一层层叠加,最终制造出复杂形状的陶瓷零件。
听起来是不是有点神奇?对的,光固化技术在3D打印、微纳加工等领域都展现出了超强的能力,简直是让人眼前一亮。
不过要是单纯地说这项技术,光固化成型的原理其实并不复杂。
通过激光或者紫外线这种高能光源来照射液态的树脂,每照射一次,树脂就硬化一次。
接着你再继续一层层地叠加,最终就能构造出各种复杂的形状。
这种技术最大的亮点是可以制作出传统方法无法实现的精细结构,像那些需要精密加工的陶瓷零件,光固化成型都能轻松搞定。
二、光固化技术与氧化铝陶瓷结合的优势肯定有人好奇了,光固化技术究竟为什么会和氧化铝陶瓷产生化学反应呢?氧化铝陶瓷本身就有非常好的热稳定性和机械性能,可是传统的陶瓷加工方式往往是把氧化铝粉末压制成型后再高温烧结,工艺繁琐,且容易出现裂纹。
这里的关键就是,光固化成型技术的“高精度”和“低温”。
不像传统的高温烧结,光固化成型技术完全可以在常温下操作,简直是解决了一个大难题。
你可以想象一下,原本需要上千度的高温烧结变成了低温固化,这样一来,裂纹和变形的几率大大降低了,陶瓷的品质也得到了提升。
更有意思的是,光固化成型的精度高得让人咋舌,能够制造出非常细小的孔洞和复杂的内外形结构。
这就使得氧化铝陶瓷的应用更加广泛了,不仅可以做成传统的高耐磨材料,还能做出一些微小的精密零件,应用到航天、电子、机械等各个领域,真是越来越有“钱途”了。
光固化成型
光固化成型"Stereo lithography Apparatus" 的缩写,即立体光固化成型装置.用特定波长与强度的激光聚焦到光固化材料表面,使之由点到线,由线到面顺序凝固,完成一个层面的绘图作业,然后升降台在垂直方向移动一个层片的高度,再固化另一个层面.这样层层叠加构成一个三维实体.SLA的优势1. 光固化成型法是最早出现的快速原型制造工艺,成熟度高,经过时间的检验.2. 由CAD数字模型直接制成原型,加工速度快,产品生产周期短,无需切削工具与模具.3. 可以加工结构外形复杂或使用传统手段难于成型的原型和模具4. 使CAD数字模型直观化,降低错误修复的成本.5. 为实验提供试样,可以对计算机仿真计算的结果进行验证与校核.6. 可联机操作,可远程控制,利于生产的自动化.SLA的缺憾1. SLA系统造价高昂,使用和维护成本过高.2. SLA系统是要对液体进行操作的精密设备,对工作环境要求苛刻.3. 成型件多为树脂类,强度,刚度,耐热性有限,不利于长时间保存.4. 预处理软件与驱动软件运算量大,与加工效果关联性太高.5. 软件系统操作复杂,入门困难;SLA的发展趋势与前景立体光固化成型法的的发展趋势是高速化,节能环保与微型化.不断提高的加工精度使之有最先可能在生物,医药,微电子等领域大有作为.光固化快速成型技术还可在发动机的试验研究中用于流动分析。
流动分析技术是用来在复杂零件内确定液体或气体的流动模式。
将透明的模型安装在一简单的试验台上,中间循环某种液体,在液体内加一些细小粒子或细气泡,以显示液体在流道内的流动情况。
该技术已成功地用于发动机冷却系统(气透明模型能完全符合机体水箱和气缸盖的CAD数据要求,模型的表面质量也能满足要求。
缸盖、机体水箱)、进排气管等的研究。
问题的关键是透明模型的制造,用传统方法时间长、花费大且不精确,而用SLA技术结合CAD造型仅仅需要4~5周的时间,且花费只为之前的1/3,制作出的光固化成型技术的研究进展光固化快速成型制造技术自问世以来在快速制造领域发挥了巨大作用,已成为工程界关注的焦点。
简述光固化成型技术的工艺特点
简述光固化成型技术的工艺特点光固化成型技术,听起来好像很高大上,其实它就是用光线把东西弄硬的一种技术。
这个技术可是有很多神奇的特点呢,让我们一起来聊聊吧!
光固化成型技术的工艺特点之一就是“快”。
你知道吗,这个技术可以在几秒钟内就把东西弄硬,而且还非常精准。
这可比我们小时候用胶水粘东西方便多了,不用再担心胶水干了之后东西会掉下来。
而且,这个技术还可以用在很多不同的材料上,比如塑料、树脂、玻璃等等。
所以说,这个技术真的是非常实用啊!
光固化成型技术的工艺特点之二是“省力”。
你知道吗,这个技术只需要一个机器就可以完成整个过程,而且操作起来也非常简单。
不像以前我们用胶水粘东西的时候,还要不停地涂胶、晾干、压紧等等。
现在有了这个技术,我们只需要把东西放上去,按下按钮就可以了。
这真的是一种非常省力的生活方式啊!
光固化成型技术的工艺特点之三是“环保”。
你知道吗,这个技术用的是光线而不是化学物质来把东西弄硬的。
所以说,它不会像化学制品一样产生有害的气体和废水。
这对我们的环境来说真的是一个好消息啊!而且,这个技术还可以帮助我们减少浪费。
因为它可以精确地控制每个物品的大小和形状,所以不会出现多余的废品。
这真的是一种非常环保的生产工艺啊!
光固化成型技术的工艺特点是非常独特的。
它不仅速度快、省力,而且还非常环保。
所以说,在未来的日子里,我们可以期待这个技术会越来越普及,成为我们生活中不可或缺的一部分。
光固化成型的原理与应用
光固化成型的原理与应用1. 引言光固化成型是一种广泛应用于制造业的先进技术,它通过利用光的能量将液态物质固化为固体物质。
光固化成型在多个领域都有着重要的应用,如三维打印、光刻、涂料涂覆等。
本文将详细介绍光固化成型的原理和一些典型的应用。
2. 光固化成型的原理光固化成型的原理基于光敏材料的特性。
当光敏材料受到适当波长的光照射时,会发生化学反应导致材料固化。
这种光敏材料通常包含光聚合剂、光引发剂和助剂等成分。
在光固化成型过程中,光聚合剂会通过光引发剂的作用将液态物质聚合成固体物质。
3. 光固化成型的应用3.1 三维打印光固化成型在三维打印领域有着广泛的应用。
传统的三维打印技术需要逐层叠加打印材料,而光固化成型技术可以直接将液体材料通过光固化成为固体,大大缩短了打印时间。
同时,光固化成型还能够实现更高精度和更复杂的结构,使得三维打印技术具备更广阔的应用前景。
3.2 光刻光刻是集成电路制造过程中的一项重要工艺。
光固化成型技术可以用于制作光刻胶模板,通过控制光的照射来实现对光刻胶的固化,从而在制造集成电路时得到精密细致的图案和结构。
光固化成型在光刻领域的应用使得集成电路的制造变得更加高效和精确。
3.3 涂料涂覆光固化成型技术在涂料涂覆领域也有广泛的应用。
通过将光固化剂添加到涂料中,在光的照射下使涂料迅速固化,能够大大缩短涂料固化时间,提高生产效率。
同时,光固化成型还可以实现涂料的高度均匀分布和表面光滑度的提高,使得涂料涂覆更加均匀和美观。
4. 光固化成型的优势光固化成型技术相比传统制造方法具有以下几个显著的优势:•快速:光固化成型能够实现快速成型,节约时间和成本。
•精度高:光固化成型可以实现高精度和复杂结构的制造,满足不同需求。
•环保:光固化成型过程中无需使用化学药剂,对环境污染较小。
•工艺稳定性好:光固化成型技术成熟稳定,生产过程可控性强。
5. 结论光固化成型作为一种先进的制造技术,在多个领域都得到了广泛的应用。
叙述光固化快速成型的原理

叙述光固化快速成型的原理光固化快速成型(Stereolithography,简称SLA)是一种基于光固化原理的三维打印技术。
它通过逐层固化液态光敏聚合物材料,实现了高精度、高速度的三维物体制造。
光固化快速成型的原理是基于光敏聚合物材料的特性。
在SLA中,首先需要将设计好的三维模型输入到计算机中,并通过软件将模型分割成薄片状的层次,每一层都有自己的二维轮廓。
然后,通过激光或者LED光源照射到涂覆在建造平台上的光敏聚合物材料上,使其固化成固体。
在光敏聚合物材料中,含有光敏剂,其作用是吸收光能并引发聚合反应。
当激光或者LED光源照射到光敏聚合物材料上时,光敏剂会吸收光能,从而引发材料的聚合反应。
聚合反应使得光敏聚合物材料从液态变为固态,固化成一层薄片。
完成一层的固化后,建造平台会向下移动一定的距离,以便为下一层的固化提供空间。
然后,再次通过激光或者LED光源照射到新涂覆的光敏聚合物材料上,使其固化成固体。
如此循环,逐层堆叠固化,直到整个三维模型被构建完成。
在光固化快速成型过程中,需要注意的是光敏聚合物材料的选择和光源的选择。
光敏聚合物材料的选择应根据所需物体的特性和要求来确定,包括强度、韧性、透明度等。
而光源的选择则应根据光敏聚合物材料的特性和反应速度来确定,以确保固化过程的高效和准确。
光固化快速成型技术具有许多优点。
首先,由于采用了逐层固化的方式,可以制造出非常复杂的结构和细节,实现高精度的制造。
其次,光固化快速成型速度快,可以大大缩短制造周期,提高生产效率。
此外,由于光固化快速成型是一种无需模具的制造技术,因此能够节省制造成本,并且可以根据需要灵活调整和修改设计。
光固化快速成型技术在众多领域都有广泛的应用。
例如,在产品设计和开发过程中,可以通过光固化快速成型技术制造出产品样品,用于验证设计并进行市场测试。
在医疗领域,可以利用光固化快速成型技术制造出个性化的医疗器械和假体。
在航空航天领域,可以利用光固化快速成型技术制造出复杂的零部件和模型。
光固化成型

光固化成型"Stereo lithography Apparatus"的缩写,即立体光固化成型装置.用特定波长与强度的激光聚焦到光固化材料表面,使之由点到线,由线到面顺序凝固,完成一个层面的绘图作业,然后升降台在垂直方向移动一个层片的高度,再固化另一个层面.这样层层叠加构成一个三维实体.SLA 的优势1. 光固化成型法是最早出现的快速原型制造工艺,成熟度高,经过时间的检验.2. 由CAD数字模型直接制成原型,加工速度快,产品生产周期短,无需切削工具与模具.3.可以加工结构外形复杂或使用传统手段难于成型的原型和模具.4. 使CAD数字模型直观化,降低错误修复的成本.5. 为实验提供试样,可以对计算机仿真计算的结果进行验证与校核.6. 可联机操作,可远程控制,利于生产的自动化.SLA 的缺憾1. SLA系统造价高昂,使用和维护成本过高.2. SLA系统是要对液体进行操作的精密设备,对工作环境要求苛刻.3. 成型件多为树脂类,强度,刚度,耐热性有限,不利于长时间保存.4. 预处理软件与驱动软件运算量大,与加工效果关联性太高.5. 软件系统操作复杂,入门困难;SLA 的发展趋势与前景立体光固化成型法的的发展趋势是高速化,节能环保与微型化.不断提高的加工精度使之有最先可能在生物,医药,微电子等领域大有作为.光固化快速成型技术还可在发动机的试验研究中用于流动分析。
流动分析技术是用来在复杂零件内确定液体或气体的流动模式。
将透明的模型安装在一简单的试验台上,中间循环某种液体,在液体内加一些细小粒子或细气泡,以显示液体在流道内的流动情况。
该技术已成功地用于发动机冷却系统(气缸盖、机体水箱)、进排气管等的研究。
问题的关键是透明模型的制造,用传统方法时间长、花费大且不精确,而用SLA技术结合CAD 造型仅仅需要4~5 周的时间,且花费只为之前的1/3,制作出的透明模型能完全符合机体水箱和气缸盖的CAD 数据要求,模型的表面质量也能满足要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2 成型过程及控制
•
光固化快速成型的过程分为前处理、分层叠加 成型及后处理三个阶段,具体步骤图所示
3 成型加工误差对精度的影响
1)机器误差。机器误差是成型机本身的误差, 它是影响制件精度的原始误差。机器误差在成型 系统的设计及制造过程中就应尽量减少,因为它 是提高制件精度的硬件基础。 2)树脂收缩变形产生的误差。由于树脂从液 态到固态的聚合反应过程中要产生线性收缩和体 积收缩,而线性收缩将导致在层堆积时产生层间 应力,这种层间应力使零件变形,导致精度丧失, 并且这种变形的机理复杂,与材料的组分、光敏 性、聚合反应的速度有关。实践证明;通过开发 低粘度、低收缩、高强度的树脂是提高零件精度 的根本途径。
③扫描方式产生的误差。 在光固化成型机上加工零件时,激光束 在计算机控制下,采用一种扫描方式在XY方 向有序扫描零件轮廓的内部区域,即填充扫 描。根据不同的光束扫描方向和扫描线之间 的相对位置,可派生出多种实用的扫描方式。 在不同的扫描方式下,固化成型过程中所产 生的层间应力的大小和方向是不同的,这种 层间应力的差异在宏观上表现为工件变形和 收缩量的不同,在不同的扫描方式下,工件 的变形程度有很大的差别。
光固化成型的原理
• 光固化快速成型制造技术不同于传统的材料去除 制造方法,它的成型原理是:SLA将所设计零件的三 维计算图像数据转换成一系列很薄的模型截面数据, 然后在快速成型机上,用可控制的紫外线激光束,按 计算机切片软件所得到的每层薄片的二维图形轮廓轨 迹,对液态光敏树脂进行扫描固化,形成连续的固化 点,从而构成模型的一个薄截面轮廓。下一层以同样 的方法制造。该工艺从零件的最底薄层截面开始,一 次一层连续进行,直到三维立体模型制成。一般每层 厚度为0.076~0.381mm,最后将制品从树脂液中取 出,进行最终的硬化处理,再打光、电镀、喷涂或着 色即可。图1所示为SLA控制原理示意图。
在塑料制品加工企业,由于SLA制件有较好的机 械性能,可用于制品的部分性能测试与 EDEN350V(第二1 材料的选择
•
要实现光固化快速成型,感光树脂的选择也很 关键。它必须具有合适的粘度,固化后达到一定 的强度,在固化时和固化后要有较小的收缩及扭 曲变形等性能。更重要的是,为了高速、精密地 制造一个零件,感光树脂必须具有合适的光敏性 能,不仅要在较低的光照能量下固化,且树脂的 固化深度也应合适。
c)光束扫描间距要小于最大固化线幅。 相邻的扫描固化线条必须有一定的重叠,才 能使液态树脂所固化的部分具有一定的强度。 d)要合理地控制扫描速度和扫描间距。 扫描速度越低,则最大固化线幅越大,相邻 的固化线条重合大,可导致制件内部应力集 中;相反,如果扫描速度过大,与扫描间距 配合不当,制件内部尚未固化的树脂在后固 化过程中固化,进而产生变形,引起误差。
光固化技术是—项节能和清洁环保型技术,它节 约能源——能耗仅为热固化的五分之一,且不含溶剂、 对生态环境有保护作用,不会向大气排放毒气和二氧 化碳,故被誉为“绿色技术”。光固化技术(UV)是通 过一定波长的紫外光照射,使液态的环氧丙烯酸树脂 高速聚合而成固态的一种光加工工艺,光固化反应本 质上是光引发的聚合、交联反应。光固化涂料是光固 化技术在工业上大规模成功应用的最早范例,也是目 前光固化产业领域产销量最大的产品,规模远大于光 固化油墨和光固化胶结剂,而环氧丙烯酸是主要的光 固化涂料。
在新产品设计阶段,虽然可以借助设计图纸 和计算模拟对产品进行评价,但不直观,特别是 形状复杂产品,往往因难于想象其真实形貌而不 能作出正确、及时的判断。采用SLA可以快速制 造样品,供设计者和用户直观测量,并可迅速反 复修改和制造,可大大缩短新产品的设计周期, 使设计符合预期的形状和尺寸要求。
(3) 用SLA制件进行产品性能测试与分析
3)加工参数设置误差对精度的影响
①光斑直径产生的误差。
SLA成型系统所用的光源光点实际上是一个具 有一定直径的光斑,成型中不能将光斑近似为光束 能量聚集的光点,光能量分布在整个光斑范围内, 实际固化成型的零件轮廓是光斑中心运行轨迹上一 系列固化点包络形成的。如果不采用补偿,所作出的 零件实体部分实际上每侧大了一个光斑半径,零件 的长度尺寸大了一个光斑直径,使零件出现正偏差。 为了减小或消除正偏差,采用光斑补偿,使光斑扫 描路径向实体内部缩进一个光斑半径的路径扫描, 所得零件的长度尺寸误差为零。
②扫描参数对成型精度的影响。 a)平面扫描固化深度只与扫描速度、激 光功率和扫描间距有关。固化层的厚度略小 于层厚时,可以自由收缩而不产生层间应力, 从而降低翘曲变形,但是会造成层和层之间 有错位,原因是固化薄层随液态树脂在槽内 流动而产生的漂移;固化层的厚度略大于层 厚时,可以使层与层之间粘固在一起,但是 随着固化层厚的增加,翘曲变形会加大。 b)为了保证加工顺利进行,分层厚度要 小于最大固化深度。由于激光能量必须穿透 当前层,才能使相邻两层粘结。
光固化成型的应用
(1) 用SLA制造模具
• 用SLA工艺快速制成的立体树脂模可以 代替蜡模进行结壳,型壳焙烧时去除树脂 膜,得到中空型壳,即可浇注出具有高尺 寸精度和几何形状、表面光洁度较好的合 金铸件或直接用来制注射模的型腔,可以 大大缩短制模过程,缩短制品开发周期, 降低制造成本。
(2)可以对样品形状及尺寸设计进行直观分析
目录
• • • • • 光固化成型的概念 光固化成型的原理 光固化成型的应用 光固化成型的优势与缺憾 光固化成型的发展前景
光固化成型的概念
• "Stereo lithography Appearance"的缩写, 即立体光固化成型法. • 光固化(photocuring)指单体、低聚体或 聚合体基质在光诱导下的固化过程,一般用 于成膜过程等不饱和聚酯树脂的光固化。用 特定波长与强度的激光聚焦到光固化材料表 面,使之由点到线,由线到面顺序凝固,完成一个 层面的绘图作业,然后升降台在垂直方向移动 一个层片的高度,再固化另一个层面.这样层层 叠加构成一个三维实体.