激光焊接汽车车身工艺
车身制造中的激光拼焊技术

激光拼焊设备的种类
激光技术采用偏光镜反射激光产生的光束使其集中在聚焦装置中产生 巨 大能量 的光束 。如果焦点靠近工件 ,工件就会在几毫秒内熔化和蒸发 ,这一 效应可用于焊接工艺。
激光焊接设备的关键是大功率激 光器,主要有两大类 :
( )固体激光 器又称Nd: AG 1 Y 激光器
莸得 了 日益广泛的应用 。
第一 步 ,选择 拼板材料 。一 般
来 说 ,对 于焊接之 后还需进 行深拉
的06 .5~25 .mm厚的板 材 ,要 选择 “ 较软 ”的冷轧低 碳钢 。但 实际上
奔驰 、宝马 、通用 、一汽 、东风、J 及奇瑞 等汽车生产厂相继在车 身 AC
中采 用了激光拼焊 板技术 ,如 图1 ? 。 目前 由拼 焊板生产 的汽车零部件 主 i f示 T 要有前后车 门内板 、前后纵梁 、侧围、底板 ,车门内侧的A、B 立柱 ,轮 、c 罩及尾 门内板等 。其中 ,门 内板应用此 工艺最多 ,其次是前纵梁 。J C A 紧跟
及塑性 ,看带有焊缝的结构 区是 否适于深拉加 工。比如对具有横向焊缝及纵 向焊 缝的平面样件进行拉伸试验 ,采 用机械试 验 ( 根据艾雷克橙指数评价 ) 或者 液压压延试验检测其冲压深拉能 力。同时 ,要 评价 焊件不同厚度 、冲压 及冲压时伴随 的热处理之后 的焊 区强度变化等 因素 的影响 。
在 冲压 时受到 的拉应 力最小 ,力求 最 经济 裁料 ,以提高金 属材料 的总 使用率 ,减少材料 浪费 。此外 ,对 拼板搭 接精度要特 别关 注 ,同时 应 避免焊 缝位于 冲压时受 到拉应 力最
大 的部 位 。
激光拼焊在国内外汽车厂的应用
2世纪9年代 ,欧洲 、北美 、 日 各大汽车生 产厂开始在车身制造中大 0 0 本 规模 使用激光拼焊板技术 ,近年该项技术在全球新 型钢 制车 身设计和制造上
汽车车身焊接质量控制

汽车车身焊接质量控制摘要:随着国家汽车行业的发展,汽车车身焊接技术受到广泛关注与重视,应将其合理应用在生产经营中,利用科学方式分析实际情况,创建多元化的管理与控制机制,提升汽车车身焊接技术的应用效果,满足当前的实际发展需求,达到预期的生产目的。
关键词:汽车;车身焊接;质量控制1、代车身焊装生产特点1.1车身轻量化,促使新材料应用和新焊接技术发展减轻汽车重量可以提高输出功率、降低噪声、降低油耗是众所周知的。
若汽车整车重量降低10%,燃油效率就可以提升6%~8%,CO2 排放可减少约5 g/km。
目前欧洲大型汽车制造商正在进行“超轻型工程”,预计将减轻车身自重30%,车体的设计中将采用超过80%的高强钢。
除了采用高强钢外,各汽车厂商正在研究并部分采用了铝、镁轻合金,复合材料用于车身结构。
在车身结构设计方面,改进车身部件连接形式也能达到减轻车身重量的目的,如改变零件搭接点焊为激光焊。
为此,面临高强或超高强度钢、轻合金结构的焊接中出现的难题,研究开发新的焊接工艺和相应的设备成为焊接装备行业急需解决的课题。
1.2追求车身安全性,提高车身焊接质量为提高汽车安全性,除了在结构设计、操控系统、安全防护等方面采取措施外,提高车身自身刚性和强度也是车身设计制造工作者的使命。
如何提高焊接质量的稳定性,特别是采用高强或超高强度钢、镀层钢并提高其焊接性能,以提高车身关键部位构件的材料强度。
为此,必须大量采用先进的新装焊工艺,如激光焊接、中频点焊、摩擦搅拌点焊、胶结点焊等新工艺,提高零部件焊接质量和强度,这将对焊接工程提出更新的要求。
2、汽车车身的焊接工艺2.1点焊2.1.1焊前清理即将车身的焊接表面的污物清除干净,譬如漆膜、锈迹等,让焊接电流保持通畅;2)掌握焊接表面间的间隙。
在焊接之前,应当把焊件的表面进行整平,为防止焊接中出现电流导通不畅现象,焊接件与焊接件表面之间严禁出现间隙。
在焊接过程中,如果发现焊点面积变小,可用夹钳将焊件牢牢地夹紧,预防间隙出现。
汽车车身激光焊接技术发展与运用
汽车车身激光焊接技术发展与运用发布时间:2022-09-21T02:35:38.680Z 来源:《科技新时代》2022年5期作者:邢彦咤[导读] 随着我国汽车制造行业的发展,无论是安全性能还是低碳环保特性,铝合金都成为重要可靠的构件材料邢彦咤长城汽车股份有限公司河北保定 071000摘要: 随着我国汽车制造行业的发展,无论是安全性能还是低碳环保特性,铝合金都成为重要可靠的构件材料,对于提升汽车整体强度有着重要的实用价值。
因此,焊接技术在汽车制造行业中成为基础工艺之一,本文就汽车车身激光焊接技术发展与运用进行分析。
关键词:汽车;车身;激光焊接引言在汽车车身焊接中,激光技术以其能量密度高、光束中性、可接近性好、非接触焊接等优点,在汽车零部件生产中发挥着不可估量的作用和价值。
近年来,中国大力鼓励新能源汽车的研发、创新和生产,出台了许多与新能源汽车相配套的政策、措施和法律法规,为汽车产业的发展注入了新的活力,提供了更好的保障,极大地促进了车身产品设计方法的多样化和新材料应用的新颖性。
加强汽车车身激光焊接技术发展与运用的研究具有重要的现实意义。
1 汽车车身焊接中存在的问题随着汽车行业对能源与环保问题的影响愈发严重,汽车轻量化成为汽车制造业发展的必然趋势,轻量化生产不仅可以节约能源与降低排放,而且还能改善汽车性能,提高汽车服务质量。
铝合金作为汽车轻量化生产的核心材料,表现出多种应用优势。
但是在实际应用过程中,其焊接技术存在着以下问题:①在汽车车身的焊接过程中,由于铝合金自身材料的性质因素影响,焊接接头处更容易出现软化现象,而这是降低车身强度的关键因素,严重影响了焊接结构的基本承载能力,进而造成不安全因素,甚至无法达到安全标准。
②铝合金材料表面容易生成一层难以熔化的氧化膜,因此在铝合金车身焊接时,会由于氧化膜的阻碍因素难以将母材熔化与熔合。
与此同时,氧化膜还有更高的比重,在焊接过程中难以浮出表面,这也导致更容易生成夹渣,或者出现未熔合、未焊透等现象,对于焊接设备的功率要求也更高。
汽车制造工艺——焊装
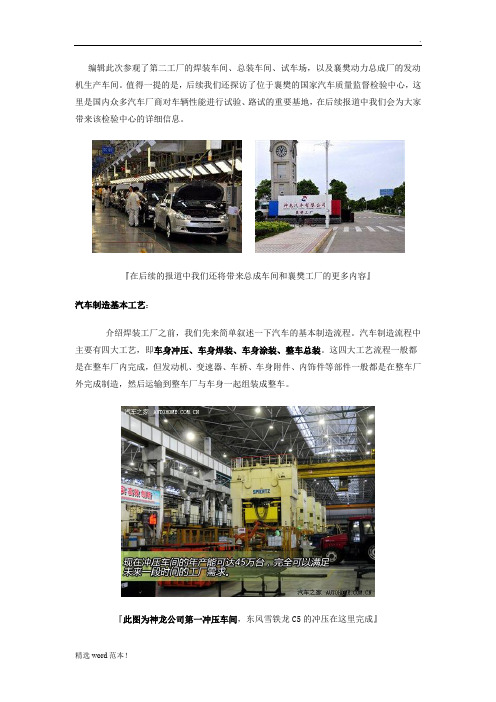
编辑此次参观了第二工厂的焊装车间、总装车间、试车场,以及襄樊动力总成厂的发动机生产车间。
值得一提的是,后续我们还探访了位于襄樊的国家汽车质量监督检验中心,这里是国内众多汽车厂商对车辆性能进行试验、路试的重要基地,在后续报道中我们会为大家带来该检验中心的详细信息。
『在后续的报道中我们还将带来总成车间和襄樊工厂的更多内容』汽车制造基本工艺:介绍焊装工厂之前,我们先来简单叙述一下汽车的基本制造流程。
汽车制造流程中主要有四大工艺,即车身冲压、车身焊装、车身涂装、整车总装。
这四大工艺流程一般都是在整车厂内完成,但发动机、变速器、车桥、车身附件、内饰件等部件一般都是在整车厂外完成制造,然后运输到整车厂与车身一起组装成整车。
『此图为神龙公司第一冲压车间,东风雪铁龙C5的冲压在这里完成』需要说明的是,在神龙第二工厂没有冲压车间,东风雪铁龙C5的钢板的冲压是在第一工厂完成后运送到第二工厂来的,在第二工厂东风雪铁龙C5要进行的第一个步骤就是焊接工艺。
通过了解,从目前的生产状况来看,第二工厂焊装车间的柔性化成型技术、在线激光三座标检测是较为先进的技术,不过在机器人的使用率等方面并没有明显的优势。
话不多说了,我们来看看东风雪铁龙C5的焊接工艺吧。
●神龙公司武汉第二工厂焊装分厂介绍:焊装分厂厂房面积4.66万平米,有ALW航空激光焊接、柔性化车身成型工艺、激光在线三座标测量等焊接和检测工艺,目的是为了打造东风雪铁龙C5的“救生舱式高强度车身”。
其供应商与欧洲新雪铁龙C5相同,属于PSA集团下的设备供应商CFER。
在神龙第二工厂的焊装车间,基本的工艺流程是先将各个冲压好的零部件分别焊装,其中包括了车身前后端等部件;然后是地板线的焊装,这里完成了车身前后侧围等部分的焊装过程;地板部分焊装好后,就进入了车身成型线的焊装,经过这个工序之后,我们可以看到,一辆东风雪铁龙C5的雏形已经基本诞生了,东风雪铁龙C5的车主们是否看着有种亲切感呢?成型工装之后,东风雪铁龙C5进入焊装的最后一道工序——调整装配线。
汽车车身激光焊接技术的应用分析
汽车车身激光焊接技术的应用分析摘要:近年来,激光焊接技术在汽车车身焊接上得到了广泛的应用,其高密度、无接触焊接等一系列优势,有效保障了焊接效果。
本文从汽车车身激光焊接技术优势入手,对常见汽车车身激光焊接工艺及汽车车身激光焊接技术应用趋势进行简要地探析。
关键词:汽车车身焊接;激光焊接技术;焊接技术;激光焊接引言:随着我国汽车制造业的快速发展,我国汽车市场逐步完善,汽车普及率不断提升,人们对于汽车的关注点也从单一的性能向美观性、艺术性等角度发展,汽车焊接技术的好坏不仅会影响到汽车的质量,而且会对汽车的观赏性等都产生影响。
因此了解汽车车身激光焊接技术,对于促进汽车焊接技术的发展与改进至关重要。
一、汽车车身激光焊接技术优势激光焊接技术作为熔融焊接的一种,其主要能源为激光束,是一种较为先进的焊接技术。
当前在汽车车身焊接上已经得到了一定的应用。
相较于传统的焊接技术,激光焊接技术具有着一系列应用优势。
现从控制性强以及精准度高两方面,对汽车车身激光焊接技术的应用优势做出分析:(一)控制性强汽车车身激光焊接具有着控制性强的特点,通过有效的控制,大幅度的提升了焊接工艺的精准度。
在传统的焊接技术中,由于焊接用具接入热量难以控制,经常会由于温度过高,引发焊接面变形。
并且由于控制精准度不足,还存在焊接点形态不均匀等情况,影响汽车的美观性。
而在操作不当时,焊接用具有可能出现受损问题。
但是激光焊接技术能够有效控制接入热量,以能够满足焊接需求的最小热量作业,通过对热量的精准控制,既保障了焊接效果,又而避免了由于温度够高导致焊接面变形等情况的发生。
(二)精准度高与传统的焊接方式相比,激光焊接能够实现精准聚焦,利用激光束聚焦区域小等特点,能够焊接较为细小的部件。
在焊接的过程中,激光聚焦点准确,能够避免焊接对周围区域产生影响。
并且激光焊接不属于接触式焊接,能够在在智能控制下实现精准操作。
在封闭空间内也能够开展作业。
激光焊接能够结合不同的材质,调整焊接的方法,从而满足汽车异质材质焊接的焊接需求,保障焊接效果[1]。
汽车车身的焊接工艺方法

汽车车身的焊接工艺方法发表时间:2018-05-25T15:33:55.737Z 来源:《基层建设》2018年第8期作者:古星宇[导读] 摘要:汽车车身的焊接质量直接决定了汽车产品的质量和性能。
江淮汽车集团股份有限公司乘用车二工厂冲焊分厂安徽合肥 230601摘要:汽车车身的焊接质量直接决定了汽车产品的质量和性能。
焊接是汽车装配过程中的一个重要环节。
本文主要阐述了汽车车身焊接工艺方法,介绍了焊接工艺在汽车车身的应用及焊接过程中的注意事项。
关键词:车身;焊接;工艺方法1前言在汽车工厂中,相对于焊接生产线和装配线的涂装线,刚性强,各种型号的普适性差,各种型号,更新换代都是许多特殊的设备和生产工艺需要更新的车间。
焊接过程焊接生产线,设计是“灵魂”,涉及到更多的专业知识,如机械、电子、非标准设备、建筑、结构、水道、暖通空调、电力、电气、计算机、环境保护和通信等,从宏观层面,确定车间过程物流、投资和开发储备,具体决定生产线的工艺设备类型和数量,夹形式,物流设备,机械化运输模式和控制模式,等。
因此,焊接工艺设计中发挥着重要作用的发展焊接生产线,是生产高性价比焊接生产线性能的关键。
2现代车身焊装生产特点针对现代汽车车身焊接生产的特点,提出了车身结构和焊接工艺及设备的一系列新要求。
(1)身体重量轻,促进新材料应用和新焊接技术的发展。
减少车辆重量可以增加输出功率,减少噪音,降低油耗是众所周知的。
在身体结构设计方面,改善身体部位的连接形式也可以达到减轻体重的目的。
因此,面对高强度或超高强度的钢、轻合金焊接问题,新焊接工艺的研究与开发以及相应的设备成为焊接设备行业的迫切任务。
(2)追求身体的安全,提高身体的焊接质量。
为了提高车辆的安全性,除结构设计、控制系统、安全防护措施外,提高车身自身的刚度和强度也是车身设计和制造工人的任务。
如何提高焊接质量的稳定性,特别是高强度或超高强度钢、涂层钢,提高焊接性能,提高关键部位的材料强度。
汽车车身焊接的新技术和发展趋势
汽车车身焊接的新技术和发展趋势汽车工业正朝着环保低碳、节省能源、安全性、舒适性和车身轻量化方向发展,焊接技术是汽车制造业中的重要环节,随着许多焊接技术可靠性、经济性和耐久性的提高,带有智能化、数字化、逆变技术的焊机将更广泛地应用到生产中。
激光拼焊板技术、激光复合焊技术、机器人应用技术、中频电阻点焊技术、恒热控制电阻点焊技术、磁脉冲焊接技术、汽车薄板MAG焊技术、压铆连接技术和胶接技术将在汽车车身制造中得到更广泛的应用,能够适应多种车型、经济性好的混流柔性焊装线技术将越来越受到青睐。
1汽车车身焊接的新技术1.1 激光拼焊板技术拼焊板是将几块不同材质、不同厚度、不同涂层的钢材焊接成一块整体板,再冲压设备落料、拉延、冲孔、整形而形成冲压件,从而达到不同承载不同板厚的设计要求。
拼焊板工艺主要是为汽车行业进行配套服务,尤其在车身零部件生产、制造和设计方面,采用激光拼焊板可以给汽车制造业带来巨大的经济效益。
如车身装配中的大量点焊,焊钳在工件边缘上进行焊接,搭接宽度需要16mm,而激光拼焊板无需搭接,点焊改为激光拼焊技术可以节省钢材。
1.2 激光- MIG 复合焊技术激光焊与电弧焊是两种不同的焊接工艺,激光焊是通过光纤将能量传输到工件上,而电弧焊则是通过弧柱传输能量。
激光焊的热影响区非常窄,焊缝的深宽比很高,具有较高的焊接速度。
但由于焦点直径很小,所以焊缝“搭桥”能力很差。
激光复合焊技术是将这两种焊接技术有机结合起来,激光束和电弧同时作用于焊接区,互相影响和支持,从而获得优良的综合性能,在改善焊接质量和生产工艺性的同时,也提高了效率成本比,为铝车身的焊接提供一种全新的焊接工艺。
激光热丝钎焊可以减少车身焊点数目、优化材料用量、降低零件重量、提高尺寸精度,既降低了板材使用量也提高了车体的刚度,同时降低车身重量,符合汽车轻量化的发展趋势,但是激光焊接系统的高昂价格制约了它的应用。
1.3 机器人应用技术机器人按照在焊装车间的用途可以分为:点焊机器人、弧焊机器人、涂胶机器人、螺柱焊机器人、装配及持件机器人和激光焊接机器人。
激光焊接技术在白车身中的应用
激光焊接技术在白车身中的应用【摘要】激光焊接技术在白车身制造中起着重要作用。
本文首先介绍了激光焊接技术的基本原理和在汽车制造中的发展历程。
接着探讨了激光焊接技术在白车身焊接中的优势,包括高精度、高效率和节能环保等优点。
然后分析了激光焊接技术在车身局部焊接和整体焊接中的具体应用。
展望了激光焊接技术在白车身制造中的前景,并归纳了其带来的效益和发展趋势。
通过本文的阐述,读者可以全面了解激光焊接技术在白车身制造中的重要性和应用前景,为相关领域的研究和实践提供了有益的参考。
【关键词】激光焊接技术、白车身、汽车制造、发展、优势、局部焊接、整体焊接、前景、效益、发展趋势1. 引言1.1 激光焊接技术在白车身中的应用激光焊接技术在白车身中的应用是汽车制造领域中的重要技术之一。
随着汽车工业的发展,车身焊接工艺也在不断进步,激光焊接技术的应用正逐渐成为主流趋势。
激光焊接技术利用激光束对焊缝进行高能量密度的瞬时加热,使金属材料迅速熔化并形成焊缝。
这种高精度、高效率的焊接技术,可以实现对车身零部件的精确焊接,保证焊缝质量和强度,同时避免对车身结构造成不必要的热变形和影响。
在白车身焊接中,激光焊接技术具有诸多优势,包括焊接速度快、热影响区小、焊缝质量高等特点。
这使得激光焊接技术在汽车制造中得到广泛应用,能够满足对车身结构强度、外观和质量要求。
激光焊接技术在白车身制造中具有重要的应用前景,其应用可带来更高的生产效益和产品质量,未来将继续发展壮大,为汽车工业的发展贡献更多力量。
2. 正文2.1 激光焊接技术的基本原理激光焊接技术的基本原理是利用高能量密度的激光束对工件进行加热,通过熔化和冷却形成焊接接头。
激光束在焊接区域集中能量,使其局部瞬间高温,达到熔化金属的目的。
激光焊接技术的基本过程包括光束生成、聚焦、照射、传递、熔化、冷却等步骤。
激光焊接技术的核心设备是激光器,主要包括气体激光器、固体激光器和半导体激光器。
通过激光器发出的高能激光束,通过透镜聚焦到焊接区域,实现对工件的加热和熔化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
激光焊接汽车车身工艺
一、激光焊接技术
激光加工是利用高辐射强度的激光束,经过光学系统聚焦(功率密度可达104~1011W/cm2),对工件加工部位施加高温进行热加工的技术。
与传统的焊接方法相比,激光焊接生产效率高和易实现自动控制的特点使其非常适于大规模生产线和柔性化制造。
其中,激光焊接在工程车辆制造领域中的成功应用可大大提高生产效率和产品质量,已经凸显出激光焊接的巨大优势。
激光焊接的优点首先是被焊接工件变形度极小,几乎没有连接间隙,焊接深度与宽度比高,在高功率器件焊接时,深度与宽度比可达5:1,最高时可达10:1[1],焊接质量比传统焊接方法好;其次是焊缝强度高,焊接速度快,焊缝窄,且通常表
面状态好,免去了焊后清理等工作,外观比传统焊接要美观;另外,激光焊接可焊接难以接近的部位,施行非接触远程焊接,具有很大的灵活性,尤其是近几年来,在光纤激光加工技术中,由于光纤传输技术的
优势,激光焊接技术获得了更为广泛的推广和应用。
鉴于这些特点,在汽车工业,激光焊接通常被应用于车身焊接的关键工位以及对工艺有特殊要求的部位,如:用于车顶与侧围外板焊接能解决焊接强度、效率、外观及密封性的问题;用于后盖焊接可解决直
角搭接问题;应用在车门总成的激光拼焊可有效提高焊接质量和效率。
二、激光焊接工艺
(1)现代激光焊接
普通激光焊接工艺主要被用于车顶焊接,可以降噪和适应新的车身结构设计。
欧洲各大汽车厂的激光器绝大多数被用于车顶焊接。
目前,德国大众已在AudiA6、AudiA4、Golf和Passat等车顶采用了此项技术,宝马的5系、欧宝的Vectra
车型以及瑞典沃尔沃的一些车型生产中,对激光焊接更是趋之若鹜。
在我国,上海大众已经在众多车型上采用了激光技术来焊接车顶和侧围外板,如帕萨特、途安等;上海通用的新君威、君越平台上也应用了激光焊接工艺。
图1是上海通用新君威的车顶与侧围焊接装置,采用了4kW泵浦激光器,同时,焊缝识别、跟踪系统以及焊缝质量实时监测系统等都集成于激光焊接头上。
焊接新君威车顶只需十几秒,与传统点焊相比,焊接质量和效率都大大提高,焊接完毕后,无需增加车顶饰条,提高了整车的美观度。
与传统电阻点焊接头相比,采用激光焊接方式可大幅降低接头凹槽宽度(由20mm降低到10mm左右),从而可以减少车重。
在设计连接方式时,可采用重叠
方式(overlapjoint)和搭接方式(filletjoint)两种。
从图2可以看出,二者所焊接的位置有所差别。
重叠方式对激光焦点的定位要求较低,只需聚焦在板材重叠范围内即可,不需要专门的焊缝跟踪系统,但缺点是当焊接镀锌板时,被激光气化的锌蒸汽无法溢出,会导致焊缝可能出现气孔等缺陷。
搭接方式对激光焦点的定位要求较高,需聚焦在搭接缝上,故需要专门的焊缝跟踪系统,增加了设备成本,但它可以避免焊接镀锌板时的焊缝气孔等缺陷问题,锌蒸汽可从搭接头边缘缝隙中排出。
使用激光焊接的优点很明显,焊接速度快(以5~6m/min的焊接速度,焊接1.5m车顶只需十几秒)、焊缝质量好、连接强度高(激光焊缝强度是常规电阻点焊的1.5倍)且具有较高的密封性;缺点是设备投资成本较高,如两台4kWND:YAG 泵浦激光器加上附属焊接系统的成本约为250万美元,远远高于电阻点焊设备的投资。
(2)激光钎焊
激光钎焊与传统的MIG钎焊类似,其区别在于它采用激光源来熔化焊丝,填充焊缝,以形成焊接接头。
图4所示为激光钎焊的工艺及应用效果。
汽车生产厂家通常采用的激光钎焊钎料是CuSi3,熔点950℃左右,远低于钢的熔点(约1500℃),故激光钎焊所需的激光器功率较低(约为普通激光焊接的一半),能够大大节省昂贵激光器的投资成本。
CuSi3浸润后强度可达350MPa左右,高于普通低碳钢,故激光钎焊能够达到很高的强度。
激光钎焊过程中,钎料被填入到接头缝隙中,无需在焊后涂胶及添加饰条,能够节省大量工艺成本。
目前激光钎焊已在车顶与侧围外板、后盖焊接上得到广泛应用。
激光钎焊在焊接车顶与侧围外板时的缺点是,它对夹具定位的要求较高,每种车型均需要专门的夹具来对车顶侧围进行夹持(见图5),以保证焊缝的精度,获得稳定的焊接质量,因此,激光钎焊夹具的柔性较差。
(3)远程激光焊接
远程激光焊接(见图6)已经正在成为可替代传统汽车白车身电阻点焊的一种新手段。
根据行业调查,业界已安装的远程激光焊接设备超过60套,主要集中在欧洲和北美地区。
远程激光焊接为非接触式焊接,采用专门的镜头将激光聚焦在1~2m远的焊接工件上,镜头由机器人驱动,通过机器人移动和激光聚焦点的变化,灵活地实现各个部位的焊接。
激光远程焊接技术发挥了单侧、非接触式激光焊接带来的技术和经济优势,并将其与高速扫描镜片带来的优势相结合,大大缩短了焊接时间,在整个焊接工艺流程中提高了总生产效率。
对于传统激光/机器人焊接,20mm的缝焊需0.2~0.4s完成,重复定位时间约3s,而对于远程激光焊接来说,焊接时间相同,重复定位时间仅为0.2s。
由此可见,远程激光焊接的关键优势在于定位时间大大缩短,这是由于它装备了高速的光束扫描装置。
ComauPico公司很早就曾为推动远程激光焊接技术的发展而努力,他们曾和RofinSinar等公司合作,采用一台基于CO2激光器的远程焊接设备,利用扫描镜片以高速反射光束,焊接车身件的多个焊接位置。
在FiatMarea车型的一个典型部件上,远程CO2激光焊接也被用来替代电阻点焊,以消除在车后部尾门上采用胶粘剂带来的成本。
在这一应用中,总的激光缝焊时间是5s。
在对该车型门框的焊接上,43条激光焊缝仅需30s就能完成,替代了传统的电阻点焊。
在这项应用中,重复定位时间的降幅高达94%。
Renault公司采用一套Agilaser焊接C85的前门部件,替代了原先使用的需要12台机器人电阻焊的系统。
原系统需要占地1050m2,而采用5机器人工作站的Agilaser仅占地808m2。
两台Agilasers 以66s的周期生产部件,焊接93条右侧及左侧激光焊缝,而以前则需要电阻点焊130
内容来源网络,由深圳机械展收集整理!
更多相关内容,就在深圳机械展!。