金属型铸造的优缺点及应用
铝合金铸造工艺简介
铝合金铸造工艺简介一、铸造概论在铸造合金中,铸造铝合金的应用最为广泛,是其他合金所无法比拟的,铝合金铸造的种类如下:由于铝合金各组元不同,从而表现出合金的物理、化学性能均有所不同,结晶过程也不尽相同。
故必须针对铝合金特性,合理选择铸造方法,才能防止或在许可范围内减少铸造缺陷的产生,从而优化铸件。
1、铝合金铸造工艺性能铝合金铸造工艺性能,通常理解为在充满铸型、结晶和冷却过程中表现最为突出的那些性能的综合。
流动性、收缩性、气密性、铸造应力、吸气性。
铝合金这些特性取决于合金的成分,但也与铸造因素、合金加热温度、铸型的复杂程度、浇冒口系统、浇口形状等有关。
(1) 流动性流动性是指合金液体充填铸型的能力。
流动性的大小决定合金能否铸造复杂的铸件。
在铝合金中共晶合金的流动性最好。
影响流动性的因素很多,主要是成分、温度以及合金液体中存在金属氧化物、金属化合物及其他污染物的固相颗粒,但外在的根本因素为浇注温度及浇注压力(俗称浇注压头)的高低。
实际生产中,在合金已确定的情况下,除了强化熔炼工艺(精炼与除渣)外,还必须改善铸型工艺性(砂模透气性、金属型模具排气及温度),并在不影响铸件质量的前提下提高浇注温度,保证合金的流动性。
(2) 收缩性收缩性是铸造铝合金的主要特征之一。
一般讲,合金从液体浇注到凝固,直至冷到室温,共分为三个阶段,分别为液态收缩、凝固收缩和固态收缩。
合金的收缩性对铸件质量有决定性的影响,它影响着铸件的缩孔大小、应力的产生、裂纹的形成及尺寸的变化。
通常铸件收缩又分为体收缩和线收缩,在实际生产中一般应用线收缩来衡量合金的收缩性。
铝合金收缩大小,通常以百分数来表示,称为收缩率。
①体收缩体收缩包括液体收缩与凝固收缩。
铸造合金液从浇注到凝固,在最后凝固的地方会出现宏观或显微收缩,这种因收缩引起的宏观缩孔肉眼可见,并分为集中缩孔和分散性缩孔。
集中缩孔的孔径大而集中,并分布在铸件顶部或截面厚大的热节处。
分散性缩孔形貌分散而细小,大部分分布在铸件轴心和热节部位。
铸造的种类与优缺点简介[整理]
![铸造的种类与优缺点简介[整理]](https://img.taocdn.com/s3/m/6887b3b9c281e53a5902ff7e.png)
铸造的种类与优缺点简介[整理] 铸造的种类与优缺点简介:铸造是将通过熔炼的金属液体浇注入铸型内,经冷却凝固获得所需形状和性能的零件的制作过程。
铸造是常用的制造方法,优点是:制造成本低,工艺灵活性大,可以获得复杂形状和大型的铸件,在机械制造中占有很大的比重,如机床占60,80%,汽车占25%,拖拉机占50,60%。
种类:铸造工艺可分为重力铸造、压力铸造和砂型铸造。
铸造方法常用的是砂型铸造,其次是特种铸造方法,如:金属型铸造、熔模铸造、石膏型铸造等。
而砂型铸造又可以分为粘土砂型铸造、有机粘结剂砂型铸造、树脂自硬砂型铸造、消失模铸造等等。
重力铸造:重力铸造是指金属液在地球重力作用下注入铸型的工艺,也称浇铸。
广义的重力铸造包括砂型浇铸、金属型浇铸、熔模铸造,泥模铸造等;窄义的重力铸造专指金属型浇铸。
压力铸造:压力铸造是指金属液在其他外力(不含重力)的作用下注入铸型的工艺。
广义的压力铸造包括压铸机的压力铸造和真空铸造、低压铸造、离心铸造等;窄义的压力铸造专指压铸机的金属型压力铸造,简称压铸。
这几种铸造工艺是目前有色金属铸造中最常用的、也是相对价格最低的。
砂型铸造:砂型铸造是一种以砂作为主要造型材料,制作铸型的传统铸造工艺。
砂型一般采用重力铸造,有特殊要求时也可采用低压铸造、离心铸造等工艺。
砂型铸造的适应性很广,小件、大件,简单件、复杂件,单件、大批量都可采用。
砂型铸造用的模具,以前多用木材制作,通称木模。
木模缺点是易变形、易损坏;除单件生产的砂型铸件外,可以使用尺寸精度较高,并且使用寿命较长的铝合金模具或树脂模具。
虽然价格有所提高,但仍比金属型铸造用的模具便宜得多,在小批量及大件生产中,价格优势尤为突出。
此外,砂型比金属型耐火度更高,因而如铜合金和黑色金属等熔点较高的材料也多采用这种工艺。
但是,砂型铸造也有一些不足之处:因为每个砂质铸型只能浇注一次,获得铸件后铸型即损坏,必须重新造型,所以砂型铸造的生产效率较低;又因为砂的整体性质软而多孔,所以砂型铸造的铸件尺寸精度较低,表面也较粗糙。
铝合金熔铸工艺及常见的缺陷

铝合金熔铸工艺及常见的缺陷一、铸造概论在铸造合金中,铸造铝合金的应用最为广泛,是其他合金所无法比拟的,铝合金铸造的种类如下:由于铝合金各组元不同,从而表现出合金的物理、化学性能均有所不同,结晶过程也不尽相同。
故必须针对铝合金特性,合理选择铸造方法,才能防止或在许可范围内减少铸造缺陷的产生,从而优化铸件。
1、铝合金铸造工艺性能铝合金铸造工艺性能,通常理解为在充满铸型、结晶和冷却过程中表现最为突出的那些性能的综合。
流动性、收缩性、气密性、铸造应力、吸气性。
铝合金这些特性取决于合金的成分,但也与铸造因素、合金加热温度、铸型的复杂程度、浇冒口系统、浇口形状等有关。
(1) 流动性流动性是指合金液体充填铸型的能力。
流动性的大小决定合金能否铸造复杂的铸件。
在铝合金中共晶合金的流动性最好。
影响流动性的因素很多,主要是成分、温度以及合金液体中存在金属氧化物、金属化合物及其他污染物的固相颗粒,但外在的根本因素为浇注温度及浇注压力(俗称浇注压头)的高低。
实际生产中,在合金已确定的情况下,除了强化熔炼工艺(精炼与除渣)外,还必须改善铸型工艺性(砂模透气性、金属型模具排气及温度),并在不影响铸件质量的前提下提高浇注温度,保证合金的流动性。
(2) 收缩性收缩性是铸造铝合金的主要特征之一。
一般讲,合金从液体浇注到凝固,直至冷到室温,共分为三个阶段,分别为液态收缩、凝固收缩和固态收缩。
合金的收缩性对铸件质量有决定性的影响,它影响着铸件的缩孔大小、应力的产生、裂纹的形成及尺寸的变化。
通常铸件收缩又分为体收缩和线收缩,在实际生产中一般应用线收缩来衡量合金的收缩性。
铝合金收缩大小,通常以百分数来表示,称为收缩率。
①体收缩体收缩包括液体收缩与凝固收缩。
铸造合金液从浇注到凝固,在最后凝固的地方会出现宏观或显微收缩,这种因收缩引起的宏观缩孔肉眼可见,并分为集中缩孔和分散性缩孔。
集中缩孔的孔径大而集中,并分布在铸件顶部或截面厚大的热节处。
分散性缩孔形貌分散而细小,大部分分布在铸件轴心和热节部位。
制造工艺详解——铸造
制造工艺详解-—铸造铸造是人类掌握比较早的一种金属热加工工艺,已有约6000年的历史。
中国约在公元前1700~前1000年之间已进入青铜铸件的全盛期,工艺上已达到相当高的水平。
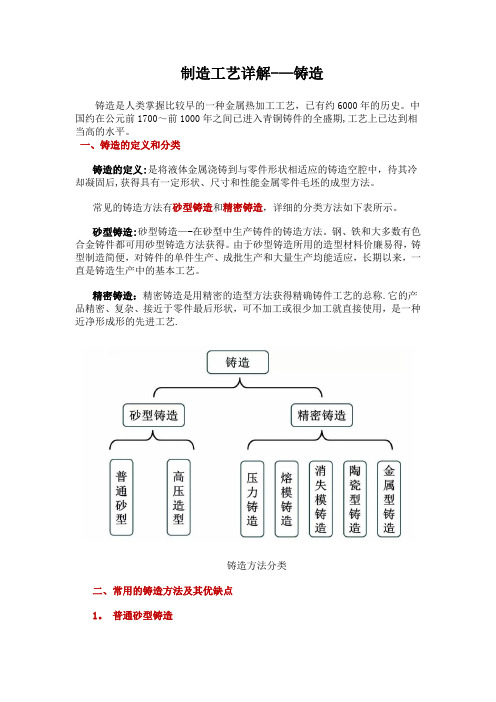
一、铸造的定义和分类铸造的定义:是将液体金属浇铸到与零件形状相适应的铸造空腔中,待其冷却凝固后,获得具有一定形状、尺寸和性能金属零件毛坯的成型方法。
常见的铸造方法有砂型铸造和精密铸造,详细的分类方法如下表所示。
砂型铸造:砂型铸造—-在砂型中生产铸件的铸造方法。
钢、铁和大多数有色合金铸件都可用砂型铸造方法获得。
由于砂型铸造所用的造型材料价廉易得,铸型制造简便,对铸件的单件生产、成批生产和大量生产均能适应,长期以来,一直是铸造生产中的基本工艺。
精密铸造:精密铸造是用精密的造型方法获得精确铸件工艺的总称.它的产品精密、复杂、接近于零件最后形状,可不加工或很少加工就直接使用,是一种近净形成形的先进工艺.铸造方法分类二、常用的铸造方法及其优缺点1。
普通砂型铸造制造砂型的基本原材料是铸造砂和型砂粘结剂。
最常用的铸造砂是硅质砂,硅砂的高温性能不能满足使用要求时则使用锆英砂、铬铁矿砂、刚玉砂等特种砂。
应用最广的型砂粘结剂是粘土,也可采用各种干性油或半干性油、水溶性硅酸盐或磷酸盐和各种合成树脂作型砂粘结剂。
砂型铸造中所用的外砂型按型砂所用的粘结剂及其建立强度的方式不同分为粘土湿砂型、粘土干砂型和化学硬化砂型3种.砂型铸造用的是最流行和最简单类型的铸件已延用几个世纪。
砂型铸造是用来制造大型部件,如灰铸铁,球墨铸铁,不锈钢和其它类型钢材等工序的砂型铸造。
其中主要步骤包括绘画,模具,制芯,造型,熔化及浇注,清洁等.工艺参数的选择加工余量:所谓加工余量,就是铸件上需要切削加工的表面,应预先留出一定的加工余量,其大小取决于铸造合金的种类、造型方法、铸件大小及加工面在铸型中的位置等诸多因素。
起模斜度:为了使模样便于从铸型中取出,垂直于分型面的立壁上所加的斜度称为起模斜度.铸造圆角:为了防止铸件在壁的连接和拐角处产生应力和裂纹,防止铸型的尖角损坏和产生砂眼,在设计铸件时,铸件壁的连接和拐角部分应设计成圆角。
铸造工艺-特点及其应用
铸造(casting)铸造是将金属熔炼成符合一定要求的液体并浇进铸型里,经冷却凝固、清整处理后得到有预定形状、尺寸和性能的铸件的工艺过程。
铸造毛坯因近乎成形,而达到免机械加工或少量加工的目的降低了成本并在一定程度上减少了时间.铸造是现代制造工业的基础工艺之一。
把金属材料做成所需制品的工艺方法很多,如铸造、锻造、挤压、轧制、拉延、冲压、切削、粉末冶金等等。
其中,铸造是最基本、最常用的工艺。
铸造种类很多,按造型方法习惯上分为:①普通砂型铸造,包括湿砂型、干砂型和化学硬化砂型3类。
②特种铸造,按造型材料又可分为以天然矿产砂石为主要造型材料的特种铸造(如熔模铸造、泥型铸造、铸造车间壳型铸造、负压铸造、实型铸造、陶瓷型铸造等)和以金属为主要铸型材料的特种铸造(如金属型铸造、压力铸造、连续铸造、低压铸造、离心铸造等)两类。
铸造可按铸件的材料分为:黑色金属铸造(包括铸铁、铸钢)和有色金属铸造(包括铝合金、铜合金、锌合金、镁合金等)铸造有可按铸型的材料分为:砂型铸造和金属型铸造。
按照金属液的浇注工艺可分为:1、重力铸造:指金属液在地球重力作用下注入铸型的工艺,也称浇铸。
广义的重力铸造包括砂型浇铸、金属型浇铸、熔模铸造、消失模铸造,泥模铸造等;窄义的重力铸造专指金属型浇铸。
2、压力铸造是指金属液在其他外力(不含重力)作用下注入铸型的工艺,按照压力的大小,又分为高压铸造(压铸)和低压铸造。
补充知识:1、精密铸造是相对于传统的铸造工艺而言的一种铸造方法。
它能获得相对准确地形状和较高的铸造精度。
较普遍的做法是:首先做出所需毛坯(可留余量非常小或者不留余量)的电极,然后用电极腐蚀模具体,形成空腔。
再用浇铸的方法铸蜡,获得原始的蜡模。
在蜡模上一层层刷上耐高温的液体砂料。
待获得足够的厚度之后晾干,再加温,使内部的蜡模溶化掉,获得与所需毛坯一致的型腔。
再在型腔里浇铸铁水,固化之后将外壳剥掉,就能获得精密制造的成品2、选择铸造方式时应考虑:a.优先采用砂型铸造b.铸造方法应和生产批量相适c.造型方法应适合工厂条件d.要兼顾铸件的精度要求和成3、金属材料的力学性能主要指:强度、刚度、硬度、塑性、韧性等。
几种铸造工艺工艺的比较
几种铸造工艺工艺的比较
铸造工艺是将熔化金属或其他材料注入模具中,制造出各种形状的零件或产品的过程。
常见的铸造工艺包括砂型铸造、金属型铸造、压力铸造、连铸和浇注等。
以下是这些铸造工艺的比较:
1. 砂型铸造:
- 优点:成本较低、适用于大型零件、可用于各种金属、有较高的设计自由度。
- 缺点:生产周期较长、精度较低、可能有铁皮、砂眼等缺陷。
2. 金属型铸造:
- 优点:生产周期较短、精度较高、可用于大量生产、产品表面质量好。
- 缺点:成本较高、需要制作金属模具、不适用于所有金属。
3. 压力铸造:
- 优点:生产周期短、高生产效率、精度高、产品质量好、适用于高温合金和铝合金等材料。
- 缺点:设备和模具成本高、初期成本较高。
4. 连铸:
- 优点:适合大规模连续生产、产品质量高、生产效率高、能够制造长材料。
- 缺点:设备成本高、能耗较大、操作要求较高。
5. 浇注:
- 优点:使用广泛、成本较低、制造灵活、适用于各种形状和材料。
- 缺点:产品质量相对较低、精度较低、需要后续加工。
需要根据具体的产品需求、材料、生产要求和成本等因素选择适合的铸造工艺。
铸造的优点和应用

Metal casting is unique among metal forming processes for a variety of reasons.perhaps the most obvious is the array of molding and casting processes available that are capable of producing complex components in any metal,ranging in weight from less than an ounce to single parts weighing several hundred tons. Foundry processes are available and in use that are economically viable for producing a single prototype part. While others achieve their economies in creating millions of the same part. Virtually any metal that can be melted can and is being cast.this article will examine the advantages of the metal casting process,the major applications of cast components,and the technical and market trends that are shaping the foundry industry and the products it produces.It is estimated that casting are used in 90% or more of all manufactured goods and in all capital goods machinery used in manufacturing. The diversity in the end use of metal castings is a direct result of the many functional advantages and economic benefits that castings offer compared to other metal forming methods.the beneficial characteristics of a cast component are directly attributable to the inherent versatility of the casting process.Beyond the rapidly emerging technologies that are keeping metal casting in the forefront in the metal forming industry,casting possesmany inherent advantages that have long been accepted by the design engineer and metal parts user. In terms of component design,casting offers the greatest amount of flexibility of any metal forming process. The casting process is ideal because it permits the formation of streamlined, intricate ,integral parts of strength and rigidity obtainable by no other method of fabrication. The shape and size of the part are primary considerations in design ,and in this category,the possibilities of metal casting are unsurpassed. The flexibility of cast metal design gives the engineer wide scope in converting his ideas into an engineered part.The following list of functional advantages of castings and the metal casting process illustrate why castings have been and continue to be the choice of design engineers and materials specifiers.Rapid transition to finished product.the casting process involves pouring molten metal into a cavity that is close to the final dimensions of the finished component;therefore,it is the most direct and simplest metal forming method available.Suiting shape and size to function.metal castings weighing from less than ounce to hundreds of tons,in almost any shape or degree of complexity,can be produced. If a pattern can be made for the part, it can be cast.Placement of metal for the maximum effectiveness. With thecasting process,the optimum amount of metal can be placed in the best location for maximum strength,wear resistance,or the enhancement of other properties of the finished part. This ,together with the ability to core out unstressed sections,can result in appreciable weight savings.Optimal appearance. Because shape is not restricted to the assembly of preformed pieces.as in welding processes,or governed by the limitations of forging or stamping,the casting process encourages the development of attractive,more readily marketable designs . The smooth, graduated contour and streamlining that are essential to good design appearance usually coincide with the conditions for easiest molten metal flow during casting. They also prevent stress concentrations upon solidification and minimized residual stress in the final casting.Complex parts as an integral unit. The inherent design freedom of metal casting allows the designer to combine what would otherwise be several parts of a fabrication into a single,intricate casting. This is significant when exact alignment must be held,as in high speed machinery ,machine tool parts,or engine end plates and housings that carry shafts.Improved dependability. The use of good casting design principles, together with periodic determination of mechanical properties ofbar s cast form the molten metal,ensures a high degree of reproducibility and dependability in metal castings that is not as practical with other production methods. The functional advantages the metal castings offer and that are require by the designer must be balanced with the economic benefits that the customer demands. The growth of metal casting and its current stability are largely the result of the ability of the foundry industry to maintain this balancing act. The design and production advantages described above bring with them a variety of cost savings that other metal working processes cannot offer. These savings stem from four areas.●The capability to combine a number of individual parts into asingle integral casting,reducing overall fabrication costs.●The design freedom of casting minimizes machining costs andexcess metal.●Patterns used in casting lower in cost compared to other types oftooling.●Castings require a comparatively short lead time for production. For these and because it remains the most direct way to produce a required metal shape.metal casting will continue to be a vitally important metal forming technology. The diversity in end use in castings is also evidence of the flexibility and versatility of the metal casting process. Major casting end uses and market trends arediscussed below.铸造的优点和应用引言由于各种原因,金属铸件在金属成型过程中是唯一的。
第二章 金属型铸造

如果型壁 x3愈大,其热阻愈大,按公式 q愈小,这不符 合实际情况。这是因为在热交换过程中,除了导热外,还兼 有蓄热作用,而公式中却未反应型壁的蓄热能力。 假定金属型壁与铸件接触面为F(m2),密度 ρ 比热容c3(单位J/kg.℃) 型壁温度场平均升高温度t均℃, 则金属型蓄热量Q可表示为 Q=F× x3 × ρ ×c3×t均(J) 可见
2.3防止收缩裂纹的措施 防止收缩裂纹的措施
综上所述,由于金属型无退让性,为防止 铸件产生裂纹,并顺利取出型芯和铸件需采用 一些专门的措施: (1)设计专门抽芯,顶出机构; (2)尽早拔取铸件,取出型芯; (3)严重阻碍收缩的孔采用砂 芯; (4)增大金属型拔模斜度,涂层厚度增大,据 各件不同而定。
t℃ 4 3 t0
2 1
t1 t2 t3
x1 x2 x3
(2)保护金属型 ) 可保护铸型免受浇注时的热冲击、冲刷和磨损。 实验结果表明:当采用硅藻土涂料,涂层厚度为0.58mm 时,浇入铁水,与铁水接触的第一秒,涂料表面温度约981℃, (t1)而金属型表面温度只有494℃(t2),温差约487℃ ,可见涂 料可有效地减轻金属型的表面热冲击和冲蚀。同时取铸件时, 防止金属型磨损。
根据付立叶定律,q值可用下述三式表示:
q= q= q=
λ1 λ2 λ3
x3 x2 x1
t℃ 4 3
2 1
(t 0 − t 1 ) w m (t 1 − t 2 ) w
t 2 − t3) w ( m
2
(1)
t0 t1
2
(2)
x1
t2 t3
x2 x3
2
m
(3)
图2-4 铸件-间隙-金属 型系统的温度分布 1-金属型 2-间隙 3-铸件 4-铸件中心
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
金属型铸造的优缺点及应用
金属型铸造是一种常见的铸造工艺,它的主要优点包括制造高质量的金属铸件、生产过程可重复、具有较高的精度和表面光洁度、能够进行大批量生产。
然而,金属型铸造也存在一些缺点,如制造成本较高、制造周期长、不适用于某些复杂形状的铸件。
下面将详细阐述金属型铸造的优缺点及其应用。
金属型铸造的优点主要有:
1. 制造高质量的金属铸件:金属型铸造能够生产高密度、无夹杂、无气孔的金属铸件,具有良好的物理和机械性能。
2. 生产过程可重复:金属型铸造采用金属型作为模具,能够重复使用,因此具有批量生产的能力。
3. 较高的精度和表面光洁度:金属型铸造能够制造出较高精度的铸件,并且可以获得较好的表面光洁度。
4. 可进行大批量生产:金属型铸造适用于大批量生产,能够满足工业生产的需求。
金属型铸造的缺点主要有:
1. 制造成本较高:金属型铸造需要制造金属模具,模具制造成本较高,尤其是对于小批量生产的产品,成本相对较高。
2. 制造周期长:金属型铸造的制造周期相对较长,需要制造金属模具并进行准备工作,因此对于急需产品的生产不太适用。
3. 不适用于某些复杂形状的铸件:金属型铸造制造的铸件形状相对较简单,对于某些复杂形状的铸件,金属型铸造不太适用。
金属型铸造的应用主要包括以下几个方面:
1. 汽车零部件:金属型铸造可以生产汽车零部件,如引擎缸体、曲轴箱等。
金属型铸造的铸件具有高密度和优良的机械性能,能够满足汽车工业的需求。
2. 机械零部件:金属型铸造适用于生产各种机械零部件,如齿轮、轴承座等。
金属型铸造的零部件具有高精度和表面光洁度,能够满足机械工业的需求。
3. 航空航天零部件:金属型铸造适用于生产航空航天零部件,如发动机叶片、涡轮盘等。
金属型铸造能够生产高质量的零部件,具有较高的可靠性和耐用性。
4. 能源设备零部件:金属型铸造可以生产各种能源设备零部件,如热电站锅炉零部件、水电站水轮机零部件等。
金属型铸造的零部件能够承受较高的温度和压
力,具有较高的耐磨性和耐腐蚀性。
总的来说,金属型铸造具有制造高质量铸件、生产过程可重复、高精度和表面光洁度、能够进行大批量生产等优点。
然而,由于制造成本相对较高、制造周期较长、不适用于某些复杂形状的铸件等缺点,需要根据具体的产品需求和工艺要求,综合考虑选择合适的铸造工艺。