铝合金金属型铸造标准试棒
DIN EN 1706 铝和铝合金铸件化学成分和机械性能(中文版)

6 6.1
机械性能 概述 单独铸成的一根试验棒,其机械性能的最低值,无论是对砂模的,硬模的,精 密的或压力的铸件都必须与表 2,表 3 和表 4 相符合。 对于各种合金来说,其所规定的机械性能,都是针对某种常用的铸造方法和 材料状态而言的,对于另种铸造方法和材料状态,机械性能又必须在买、卖双 方另行商定。 注释: 在压力铸造情况下,由于铸造参数不是单一的,所以压力铸件具有十 分强大的机械性能。在表 A.1 中,所列举的这些机械性能只供参考之 用。
铸件
化学成分和机械性能 该欧洲标准于 1997 年 8 月 9 日为欧洲标准化委员会( CEN)所采用。 凡是 CEN 的成员,都有义务遵守 CEN/CENELEC(/欧洲电工标准化委员会)的 议事规程。不过这种遵守是有条件的,即该欧洲标准的问世并不改变 CEN 成员 的国家标准的合法地位。 目前,这些国家标准的目录及目录说明书,可向中心秘书处或 CEN 成员处询问 购得。 这些欧洲标准有三种正式文本(德文,英文和法文)。一种文本翻译成另一种 语言,这项工作由 CEN 成员自己负责完成。标准译成本国语言后,由中心秘书 处发出通知,宣布它具有与正式文本同等合法地位。 CEN 成员包括下列各国的标准化研究所。这些国家是:比利时,丹麦,德国, 芬兰,法国,希腊,爱尔兰,冰岛,意大利,卢森堡,荷兰,挪威,奥地利, 葡萄牙,瑞典,瑞士,西班牙和联合王国。
53验棒单独铸造的试验棒6321概述概述概述概述如果拉力试验要求在一个单独铸造的试验棒上进行则为了达到同样的目的如果拉力试验要求在一个单独铸造的试验棒上进行则为了达到同样的目的如果拉力试验要求在一个单独铸造的试验棒上进行则为了达到同样的目的如果拉力试验要求在一个单独铸造的试验棒上进行则为了达到同样的目的该试验棒就必须由同样的铸件例如该铸件铸成后在必要时它还必须采用该试验棒就必须由同样的铸件例如该铸件铸成后在必要时它还必须采用该试验棒就必须由同样的铸件例如该铸件铸成后在必要时它还必须采用该试验棒就必须由同样的铸件例如该铸件铸成后在必要时它还必须采用
铝压铸件的检测标准以及铸造相关标准

铝压铸件的检测标准以及铸造相关标准
一、铝压铸件的检测标准:
1.外观检测:检验表面光洁度、无裂痕、无气孔、无砂眼等缺陷。
2.尺寸检测:根据设计图纸,测量尺寸准确度,并与要求进行比对。
3.成分检测:通过化学分析仪器测试铝合金的成分,判断是否符合要求。
4.疲劳检测:通过模拟实际使用情况,进行疲劳试验,评估铝压铸件的疲劳寿命。
5.力学性能检测:对铝压铸件进行拉伸、弯曲、冲击等力学性能的测试,确保其强度、韧性等指标符合要求。
6.渗透检测:使用渗透液对铝压铸件进行检测,以识别隐性裂纹等缺陷。
7.X射线检测:通过X射线照射铝压铸件,检测内部缺陷,如气孔、夹杂、孔洞等。
8.磁粉检测:使用磁粉法检测表面和互漏缺陷,如裂纹、夹杂、疲劳裂纹等。
二、铝压铸件的铸造相关标准:
3.JG/T160-2024《电脑机箱铝型材工艺条件》:该标准规定了电脑机箱铝压铸件的生产工艺条件,包括铸造温度、压铸速度、铸型表面处理等要求。
4.JG/T161-2024《汽车发动机壳体铝压铸件工艺条件》:该标准针对汽车发动机壳体的铝压铸件,规定了铸造工艺条件,包括金属温度、注射速度、工艺参数等。
铝合金铸造实用技术(15%)
3、砂眼:铸件内部或表面包有砂粒、砂块,常 伴有夹砂、掉砂
• 性能、成分、组织不合格类缺陷:
1、机械性能不合格(抗拉强度、延伸率、硬 度等) 2、成分不合格:化学成分含量不符合要求 3、组织不合格(组织粗大不致密、白点、偏 析等)
十一、铸件缺陷的检验
• 铸件表面缺陷一般靠目视检验;需方有要
求时,用无损检测,如渗透检测,磁粉检 测等检验。 • 铸件内部缺陷主要靠无损检测,如水(气) 压试验、超声波检测、射线检测等检验方 法。
十、铸造缺陷的识别
• 多肉类缺陷:
1、飞边和毛刺:多产生在分型面、分芯面、芯 头、芯型裂缝处
2、胀箱、胀砂:分型面方向尺寸增大,有厚大飞边, 铸件表面局部胀大
3、冲砂、掉砂:砂子被金属液冲掉,砂型、砂 芯局部掉块
• 孔洞类缺陷:
1、气孔:产生在铸件内部或表面,形状呈圆形、 椭圆形,孤立或成群分布,内壁较光滑
3、 III类铸件:承受轻载荷,用于一般 部位的铸件。
铸件类别一般在图样中标示出或在技术 文件中规定,对于未注明类别的铸件,视 为III类铸件。图示标记包括:所用合金牌号 或代号、铸造方法、铸件供应状态、铸件 类别等。 例如: ZL104J/T6-Ⅱ(215-2) AS7G03Y33-Ⅰ(216-2) AS7G03Y23-Ⅰ(216-2)
4、表面缺陷:主要有夹砂(鼠尾、沟槽)、 皱皮和缩陷。 5、残缺类缺陷:主要有浇不足、未浇满、跑 火、型漏等 6、形状及重量差错类缺陷:主要有尺寸和重 量差错、变形、错型、错芯等 7、夹杂类缺陷:主要有金属冷豆、非金属夹 渣和砂眼等 8、性能、成分、组织不合格类缺陷:主要有 抗拉强度、延伸率、硬度、化学成分、组 织不致密、偏析等缺陷
铝合金铸造实用技术
铸造用试棒标准国标及美国标准
文件编号
作业文件
版号
xxx铸铁分厂抗拉试棒标准
页码
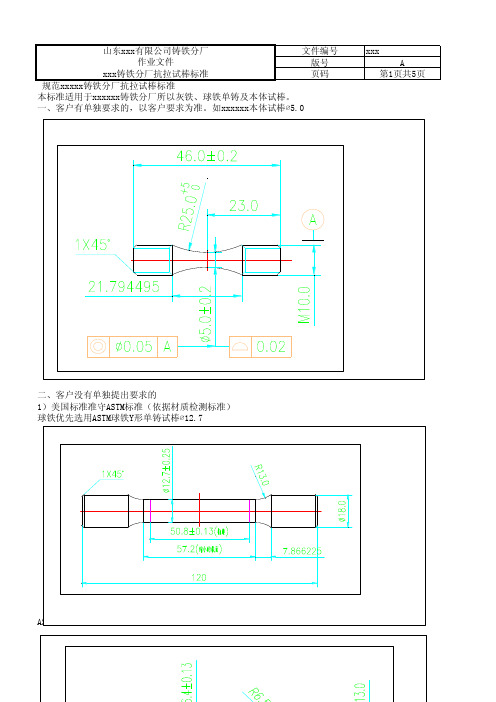
规范xxxxx铸铁、球铁单铸及本体试棒。
一、客户有单独要求的,以客户要求为准。如xxxxxx本体试棒∅5.0
xxx A
第1页共5页
二、客户没有单独提出要求的 1)美国标准准守ASTM标准(依据材质检测标准) 球铁优先选用ASTM球铁Y形单铸试棒∅12.7
国标GB/T1348球铁试棒∅5
标记 修 改 记 录
编制
处数 会签
更改人 审核
时间 批准
备注 日期
ASTM球铁本体试棒∅6.4
ASTM球铁本体试棒∅9.07 ASTM灰铁单铸试棒∅13
2)我国铸件标准 优先选用国标GB/T9439灰铁单铸试棒∅20
国标GB/T9439灰铁本体试棒∅10
我国球铁优先选用国标GB/T1348球铁试棒∅14
国标GB/T1348球铁试棒∅10 国标GB/T1348球铁试棒∅7
铝合金压铸件检验标准
铝合金压铸件检验标准1.范围本标准规定了铝合金压铸件的技术要求、试验方法及检验规则等,主机厂和供应商双方确认的其他发动机及其附件支架可以参照执行此标准。
本标准仅适用于铝合金压铸件以及主机厂和供应商双方确认的其他发动机及其附件支架。
2.引用标准下列标准所包含的条文,通过在本标准中引用而构成本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 1182形状和位置公差.通则. 定义.符号.和图样表示法GB 2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB 2829周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB/T 表面粗糙度比较样块铸造表面GB/T 表面粗糙度比较样块抛光加工表面GB/T 表面粗糙度比较样块抛(喷)丸,喷沙加工表面GB 6414铸件尺寸公差GB/T 11350铸件机械加工余量GB/T 15114铝合金压铸件GB/T 15115压铸铝合金技术要求化学成分铝合金的化学成分应符合 GB/T15115 的规定。
力学性能当采用压铸试样检验时,其力学性能应符合 GB/T15115 的规定。
当采用压铸件本体检验时,其指定部位切取试样的力学性能不得低于单铸试样的 75%。
3. 3 压铸件尺寸压铸件的几何形状和尺寸应符合零件图样的规定。
压铸件的尺寸公差应按 GB6414 的规定执行。
压铸件有形位公差要求时,可参照 GB/T15114;其标注方法按 GB/T1182 的规定。
压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,被包容面以大端为基准;待加工表面:包容面以大端为基准,被包容面以小端为基准。
压铸件需要机械加工时,其加工余量按 GB/T11350 的规定执行。
压铸件质量要求压铸件应符合零件图样的规定。
表面质量压铸件表面粗糙度应符合 GB/ 的规定。
压铸件表面不允许有裂纹、欠铸、疏松、气泡和任何穿透性缺陷。
铝合金压铸件检验标准
铝合金压铸件检验标准1.范围本标准规定了铝合金压铸件的技术要求、试验方法及检验规则等,主机厂和供应商双方确认的其他发动机及其附件支架可以参照执行此标准。
本标准仅适用于铝合金压铸件以及主机厂和供应商双方确认的其他发动机及其附件支架。
2.引用标准下列标准所包含的条文,通过在本标准中引用而构成本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 1182 形状和位置公差.通则.定义.符号.和图样表示法GB 2828 逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB 2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB/T 6060.1 表面粗糙度比较样块铸造表面GB/T 6060.4 表面粗糙度比较样块抛光加工表面GB/T 6060.5 表面粗糙度比较样块抛(喷)丸,喷沙加工表面GB 6414 铸件尺寸公差GB/T 11350 铸件机械加工余量GB/T 15114 铝合金压铸件GB/T 15115 压铸铝合金3.技术要求3.1化学成分铝合金的化学成分应符合GB/T15115的规定。
3.2 力学性能3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定。
3.2.2当采用压铸件本体检验时,其指定部位切取试样的力学性能不得低于单铸试样的75%。
3. 3 压铸件尺寸3.3.1压铸件的几何形状和尺寸应符合零件图样的规定。
3.3.2压铸件的尺寸公差应按GB6414的规定执行。
3.3.3压铸件有形位公差要求时,可参照GB/T15114;其标注方法按GB/T1182的规定。
3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,被包容面以大端为基准;待加工表面:包容面以大端为基准,被包容面以小端为基准。
3.3.5压铸件需要机械加工时,其加工余量按GB/T11350的规定执行。
3.4压铸件质量要求3.4.1压铸件应符合零件图样的规定。
铸造铝合金产品技术标准2023年
11.1材料功能铸造铝合金具有低密度、比强度较高、抗蚀性好和受零件结构设计限制小等优点,用以生产pack 或模组所需要的结构件,例如压铸下箱体、压铸支架、模组端板。
1.2范围本标准规定了铸造铝合金的通用性技术要求、测试要求、使用要求及包装运输要求。
适用于丛林精密铸造铝合金零件的验证及验收。
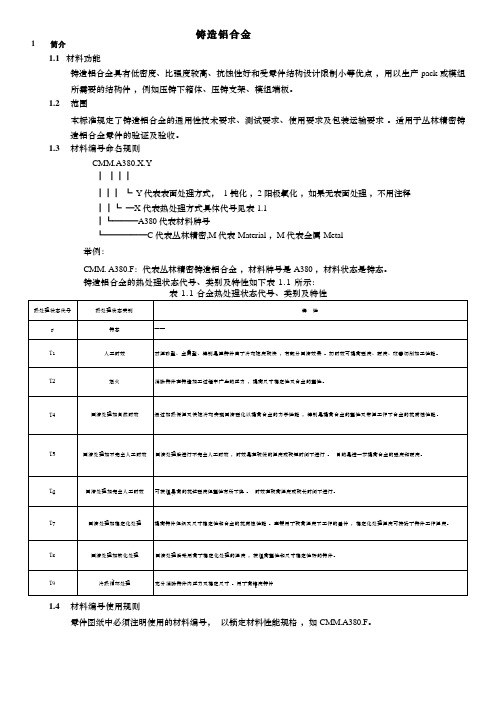
1.3材料编号命名规则CMM.A380.X.Y┃ ┃┃┃┃┃┃┗ Y 代表表面处理方式,1-钝化,2-阳极氧化,如果无表面处理,不用注释┃┃┗ ━X 代表热处理方式具体代号见表1.1┃┗━━━A380 代表材料牌号┗━━━━━C 代表丛林精密,M 代表Material ,M 代表金属Metal举例:CMM. A380.F:代表丛林精密铸造铝合金,材料牌号是A380 ,材料状态是铸态。
铸造铝合金的热处理状态代号、类别及特性如下表 1.1 所示:1.4材料编号使用规则零件图纸中必须注明使用的材料编号,以锁定材料性能规格,如CMM.A380.F。
22.1优先顺序2.1.1 本文件中的内容若和图纸中的技术要求冲突,以图纸为准2.1.2 本文件中的内容若和引用文件中的内容冲突,除强制性文件或规定外,以本文件为准。
、2.1.3 除非丛林精密特别声明,本文件中的任何规定都不能取代适用的法律条款。
下列文件对于本文件的应用是必不可少的,凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本 (包括所有的修改单) 适用于本文件。
2.2引用标准下列文件对于本文件的应用是必不可少的,凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本 (包括所有的修改单) 适用于本文件。
2.2.1 国际标准EN- 1706 铝和铝合金铸件化学成分和机械性能ASTM B 85-03 铝合金压铸件2.2.2 国家标准GB/T 15115-2009 压铸铝合金GB/T 15114-2009 铝合金压铸件GB/T 30512-2014 汽车禁用物质要求GB/T 191-2008 包装储运图示标识GB/T 9438-2013 铝合金铸件GB/T 1173-2013 铸造铝合金GB/T 228.1-2010 金属材料拉伸试验第1 部分:室温试验方法JB/T7946.3 铸造铝合金针孔HB6578- 1992 铸件内部针孔检验标准33.1材料成分铸造铝合金中含有Al、Si、Cu、Mn、Mg、Fe、Ni、Ti、Zn、Pb、Sn 等元素,每种铝合金的化学成分的质量分数都不同。
铝合金压铸件检验标准
铝合金压铸件检验标准下列标准所包含的条文被引用,构成了本标准的条文。
本标准规定了铝合金压铸件的技术要求、试验方法及检验规则等。
除铝合金压铸件外,其他发动机及其附件支架也可以参照执行此标准。
本标准适用的版本均为有效,但所有标准都会被修订,使用本标准的各方应探讨使用下列标准的最新版本。
以下是被引用的标准:GB/T 1182形状和位置公差.通则.定义.符号.和图样表示法GB 2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB 2829周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB/T 6060.1表面粗糙度比较样块铸造表面GB/T 6060.4表面粗糙度比较样块抛光加工表面GB/T 6060.5表面粗糙度比较样块抛(喷)丸,喷沙加工表面GB 6414铸件尺寸公差GB/T 铸件机械加工余量GB/T 铝合金压铸件GB/T 压铸铝合金本标准要求铝合金压铸件的化学成分符合GB/T的规定。
在采用压铸试样检验时,其力学性能也应符合GB/T的规定。
若采用压铸件本体检验,则指定部位切取试样的力学性能不得低于单铸试样的75%。
压铸件的几何形状和尺寸应符合零件图样的规定。
其尺寸公差应按照GB6414的规定执行。
若压铸件有形位公差要求,则可参照GB/T;其标注方法应按GB/T1182的规定。
压铸件的尺寸公差不包括铸造斜度,其不加工表面的包容面以小端为基准,被包容面以大端为基准;待加工表面的包容面以大端为基准,被包容面以小端为基准。
若压铸件需要机械加工,则其加工余量应按照GB/T的规定执行。
压铸件应符合零件图样的规定。
其表面粗糙度应符合GB/T6060.1的规定。
压铸件表面不允许有裂纹、欠铸、疏松、气泡和任何穿透性缺陷。
压铸件表面允许有擦伤、凹陷、缺肉和网状毛刺等缺陷,但缺陷必须符合表1规定。
规定缺陷名称缺陷范围数值备注深度(mm)擦伤≤0.10 5% 面积不超过总面积的百分数凹陷凹入深度(mm)≤0.30 长度不大于(mm)≤0.50深度(mm)缺肉离压铸件边缘距离(mm)≥4 ≥10间距(mm)网状毛刺高度(mm)≤0.23.4.2 压铸件的工艺要求3.4.2.4 压铸件的浇口、飞边、溢流口、隔皮、顶杆痕迹等应清理干净,但允许留有痕迹。