半空心铆钉自冲铆接的工艺参数及铆接质量的判定
基于铝合金车身的自冲铆工艺研究
基于铝合金车身的自冲铆工艺研究张建武【摘要】以新能源汽车铝合金车身自冲铆接和自冲铆一粘接复合接头为对象,通过试验分析对比不同剖面尺寸的内锁值以及加粘接剂对自冲铆接接头强度的影响。
试验表明,不加胶的情况下,随着内锁值的增大,接头剪切强度也越大,但是内锁值增加到0.2以上时,强度基本趋于稳定不变;加结构胶的情况下,剪切强度是不加胶的3倍以上,且强度值不受内锁值的变化影响。
加胶之后,接头失效形式稳定为从上部材料脱落。
【期刊名称】《汽车制造业》【年(卷),期】2019(000)005【总页数】3页(P36-38)【关键词】铝合金车身;接头强度;工艺;自冲铆接;剪切强度;新能源汽车;失效形式;粘接剂【作者】张建武【作者单位】[1]广州汽车集团股份有限公司汽车工程硏究院;【正文语种】中文【中图分类】U27以新能源汽车铝合金车身自冲铆接和自冲铆—粘接复合接头为对象,通过试验分析对比不同剖面尺寸的内锁值以及加粘接剂对自冲铆接接头强度的影响。
试验表明,不加胶的情况下,随着内锁值的增大,接头剪切强度也越大,但是内锁值增加到0.2以上时,强度基本趋于稳定不变;加结构胶的情况下,剪切强度是不加胶的3倍以上,且强度值不受内锁值的变化影响。
加胶之后,接头失效形式稳定为从上部材料脱落。
新能源汽车是汽车制造商当前以及未来发展的重点和主题,而车身传统用钢已不再适用于该主题,必须开发轻质合金和其他先进材料。
当前轻质材料有铝合金、镁合金以及碳纤维材料等。
而铝合金材料的应用,可以大大促进新能源汽车的发展。
但铝材在汽车的应用上面临许多新的技术难题。
自冲铆接是一种冷成形的连接方法,可以将铝合金等材质形成可靠的连接。
然而,当前自冲铆接技术在我国汽车制造业中的研究和应用刚有了初步的进展,影响自冲铆接接头质量的参数众多,但各个参数对接头质量的影响程度有待研究。
对自冲铆接工艺的研究,可以大力促进新能源汽车尤其是车身的优化和减重。
半空心铆接在行业内俗称SPR铆接,是一种机械冷连接,完全不受铝合金材料的化学特性所影响,能够很好地将铝板和铝板、铝板和钢板连接起来。
基于Simufact Forming的半空心铆钉自冲铆接参数对铆接成形的影响研究
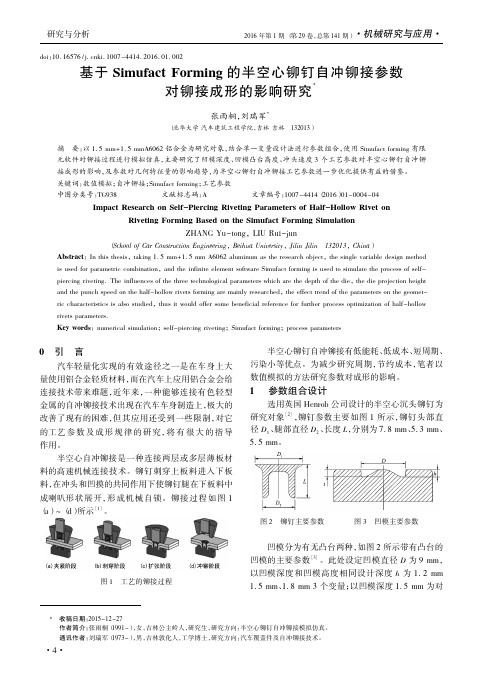
doi :10.16576/j.cnki.1007-4414.2016.01.002基于Simufact Forming 的半空心铆钉自冲铆接参数对铆接成形的影响研究*张雨桐,刘瑞军*(北华大学汽车建筑工程学院,吉林吉林132013)摘要:以1.5mm+1.5mmA6062铝合金为研究对象,结合单一变量设计法进行参数组合,使用Simufact forming 有限元软件对铆接过程进行模拟仿真,主要研究了凹模深度、凹模凸台高度、冲头速度3个工艺参数对半空心铆钉自冲铆接成形的影响,及参数对几何特征量的影响趋势,为半空心铆钉自冲铆接工艺参数进一步优化提供有益的借鉴。
关键词:数值模拟;自冲铆接;Simufact forming ;工艺参数中图分类号:TG938文献标志码:A文章编号:1007-4414(2016)01-0004-04Impact Research on Self-Piercing Riveting Parameters of Half-Hollow Rivet onRiveting Forming Based on the Simufact Forming SimulationZHANG Yu-tong ,LIU Rui-jun(School of Car Construction Engineering ,Beihua University ,Jilin Jilin 132013,China )Abstract :In this thesis ,taking 1.5mm+1.5mm A6062aluminum as the research object ,the single variable design method is used for parametric combination ,and the infinite element software Simufact forming is used to simulate the process of self-piercing riveting.The influences of the three technological parameters which are the depth of the die ,the die projection height and the punch speed on the half-hollow rivets forming are mainly researched ,the effect trend of the parameters on the geomet-ric characteristics is also studied ,thus it would offer some beneficial reference for further process optimization of half-hollow rivets parameters.Key words :numerical simulation ;self-piercing riveting ;Simufact forming ;process parameters0引言汽车轻量化实现的有效途径之一是在车身上大量使用铝合金轻质材料,而在汽车上应用铝合金会给连接技术带来难题,近年来,一种能够连接有色轻型金属的自冲铆接技术出现在汽车车身制造上,极大的改善了现有的困难,但其应用还受到一些限制,对它的工艺参数及成形规律的研究,将有很大的指导作用。
冷作自冲铆接工艺参数分析
冷作自冲铆接工艺参数分析作者:郭延刚来源:《中国科技博览》2013年第29期摘要:根据冷作自冲铆接原理并结合自冲铆接的工艺性特点对铆接过程中模具设计与参数选择、铆钉尺寸选择和板材尺寸选择等进行了分析,根据铆接测试结果提出了提高铆接质量的合理参数选择。
关键词:铆接冷作自冲工艺参数中图分类号:TD327.3 文献标识码:A 文章编号:1009-914X(2013)29-076-01一.冷作自冲铆接基本原理自冲铆接用于连接两种或两种以上金属板材的冷连接。
特制铆钉在铆接机的作用下穿透顶层板材之后,下部铆模作用于铆钉尾部的中空结构,使得其扩张刺入底层板材,从而形成牢固的铆接点,自冲铆接的特点是铆钉刺入底层板材而并不刺穿,如图一所示。
根据铆钉的特点,自冲铆接可以分为半空心自冲铆接和实心铆钉自冲铆接,其中半空心自冲铆接由于具有良好的工艺性,在实际生产中比其他铆接形式具有优越性,从而得到了广泛的应用。
由上图可以看出,半空心铆钉自冲铆接工艺类似于金属冲压成型原理,特别是对于几种复合结构的板材铆接,其工艺性参数要求较高:铆接模具设计要合理;铆钉的形状、尺寸和材质性能要合理;铆接板材的材质性能和尺寸要合理等。
本文主要对以上三个方面的工艺参数进行分析。
二.冷作自冲铆接主要工艺参数选择根据自冲铆接原理,为了提高铆接质量和铆接后的外观要求,铆接后的铆钉应完全进入铆接板材。
铆钉头部材料应该压齐于上层板料的上表面,铆钉尾部材料应恰好充满于模具型腔。
按照这种设计原则,将会出现模具、板料组合、铆钉的唯一性,即一种铆接模具对应一种铆钉和一种板料组合。
而在实际应用中,为了提高铆接效率,减少铆接工装的更换,往往是用一种模具,同时铆接两种或两种以上不同型号的铆钉,同时铆接不同厚度组合的铆接板料。
针对这种情况,必须对模具的型腔设计进行一定的圆整,使得其满足上述要求。
1.自冲铆钉尺寸的选择原则铆钉的尺寸包括直径和长度。
一般先确定铆钉直径,然后确定铆钉长度。
自冲铆接技术类型
/technology/
上海途博工业技术有限公司技术研究中心自冲铆接技术类型,很多人不知道自从铆接的技术类型,现在一起来看看吧:
1、半空心自冲铆接技术,半空心铆钉的自冲铆接技术如图3所示,压边圈首先向下运动对铆接材料进行预压紧,防止铆接材料在铆钉的作用力下向凹模内流动,而后冲头向下运动推动铆钉刺穿上层材料。
在凹模与冲头的共同作用下铆钉尾部在下层金属中张开形成喇叭口形状以便锁止铆接材料,达到连接目的。
半空心铆接工艺铆接相同金属材料时,较厚的放在下层;铆接两层不同金属材料时,将塑性好的材料放在下层;铆接金属与非金属材料时,将金属材料放在下层。
在汽车车身制造中,考虑到具体的生产环境、自冲铆接工艺的特点、连接强度以及所应用材料的机械性能等要求,又由于实心铆钉的铆接丁艺有很多自身的局限性,所以在汽车轻量化生产中主要应用半空心铆钉的自冲铆接工艺。
2、实心铆钉自冲铆接技术,腰鼓形实心铆钉自冲铆接工艺,如图1所示,冲头推动实心铆钉一起向下运动,铆钉下部的刃口将铆接材料冲掉并从凹模内落下,铆钉到达凹模后停止运动;随着冲头的继续下行,冲头下端面的凸台对被铆接材料加压,迫使其发生塑性变形而向内做径向流动,使其紧紧包住腰鼓形铆钉,从而形成稳定的锁止状态。
这种铆接工艺只能用于塑性金属与金属间的连接。
另一种实心铆钉自冲铆接技术如图2所示,其铆钉形状并非腰鼓形,但铆钉上有一环形凹槽。
当冲头下行至下死点后挤压铆接材料,下层的被铆接材料受挤压产生径向流动将凹槽的凹压边圈槽充满,而铆钉的上端面则产生“镦头”,而将两层材料铆接在一起。
半空心铆钉的用法

半空心铆钉的用法
一、半空心铆钉的用法
半空心铆钉呀,可有趣啦。
(一)在连接薄金属板方面
薄金属板比较脆弱,如果想要把它们连接起来,半空心铆钉就超级有用。
你就把半空心铆钉穿过两块或者多块薄金属板上预先打好的孔,然后呢,在铆钉的另一头,用工具把它的尾部弄变形,就像给它戴了个小帽子一样,这样就能把金属板紧紧地连接在一起啦。
比如说,在一些简易的金属盒子制作中,用半空心铆钉连接,既简单又牢固。
(二)在皮革制品中的使用
嘿,你要是玩过皮革手工制作就知道。
当我们要把两块皮革连接起来的时候,半空心铆钉可就是个小能手。
先在皮革上打好合适的孔,再把铆钉插进去,之后用专门的工具把铆钉的尾部撑开,就像给皮革穿上了个小纽扣一样,特别酷。
像是制作一些个性的皮革包包或者腰带的时候,半空心铆钉能起到很好的装饰和连接作用。
(三)在木工小物件中的用法
木工活儿里也有它的身影哦。
对于一些比较薄的木板连接,如果不想用钉子或者胶水弄得乱糟糟的,半空心铆钉就派上用场啦。
在木板上钻好孔,把铆钉放进去,然后用工具把它固定好,这样就可以把小木板连接得稳稳当当的。
像做个小的木质首饰盒或者小书
架的隔板连接,半空心铆钉都是不错的选择。
半空心铆钉冲头 加工方法
半空心铆钉冲头加工方法我折腾了好久半空心铆钉冲头加工方法,总算找到点门道。
我一开始是瞎摸索,根本不知道从何下手。
我就想着这冲头应该和其它金属加工有点相似吧,就按照普通冲头的加工方法尝试起来。
我先拿了一块合适的钢材,想着得把大致的形状弄出来吧。
我就用切割机开始切,可这一切就出问题了。
我发现切割的尺寸老是掌握不好,不是长了就是短了,就像切菜的时候想切一根均匀的胡萝卜,结果切得歪歪扭扭的。
这才意识到这种粗略的切割不行。
后来我就去求助了一位老师傅。
老师傅告诉我,对于半空心铆钉冲头,切口很重要,得慢慢打磨。
我听取了他的建议,用锉刀慢慢打磨。
但是这个过程真的很考验耐心,稍微不注意,就打磨偏了。
有一次我打磨的时候分神了,结果冲头的一边就有点斜了,报废了一个材料。
这可把我心疼坏了,毕竟材料也不便宜。
我还试过去用机器精准切割,但是机器的参数设置我老是搞不明白。
我在网上找了很多教程,按照教程一步一步来,可是不同的机器可能还有细微的差别。
比如说那转速的设置,教程上说2000转合适,但我试了之后,发现切割出来的冲头表面很粗糙,后来我就一点一点调整,发现1800转左右对我的这台机器来说刚刚好。
再说到冲头的空心部分加工。
我一开始想着直接挖空不就得了,就用钻孔机开始钻。
但这又出现新问题了,钻的时候很容易就把周围的金属弄变形了。
我这才明白要先确定大的形状,然后再小心翼翼地往中间掏空。
而且这个掏空过程最好分多次进行,就像吃馒头不能一口吞,要一小口一小口咬,每次钻一点,再进行打磨调整。
加工半空心铆钉冲头的时候,测量也是关键。
就得时不时地量一量,无论是长度还是直径,就像做衣服的时候要不断量尺寸一样,偏差一点可能整个冲头就不能用了。
我老是忘记测量,导致做了好几个冲头不符合要求,得时刻提醒自己才行。
另外,对于冲头头部的形状塑造,需要更加精细的打磨。
如果想让它更光滑,可以用砂纸慢慢蹭,从粗砂纸到细砂纸一点点来。
我靠着不断的尝试和犯错才学会这些的,希望我的这些经验能给你点帮助。
半空心台阶铆钉标准
半空心台阶铆钉是一种常用的铆接方法,常用于连接金属零件。
其标准包括以下方面:
材料选择:半空心台阶铆钉通常使用钢或铝等金属材料。
铆接参数:包括铆接压力、铆接温度、铆接时间等参数,需要根据金属材料和零件结构进行合理设置。
铆接工具:半空心台阶铆钉需要使用特殊的铆接机具,如铆钉枪、铆钉锤等。
铆接质量检查:需要进行严格的铆接质量检查,确保铆接接头的强度和密封性能。
总之,半空心台阶铆钉是一种重要的铆接方法,需要按照标准进行操作,以保证铆接接头的质量和可靠性。
半空心自冲铆钉
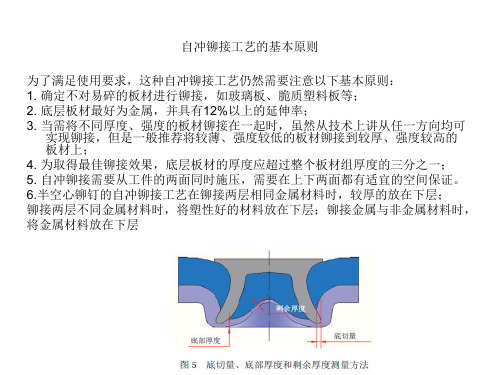
为了满足使用要求,这种自冲铆接工艺仍然需要注意以下基本原则: 1. 确定不对易碎的板材进行铆接,如玻璃板、脆质塑料板等; 2. 底层板材最好为金属,并具有12%以上的延伸率; 3. 当需将不同厚度、强度的板材铆接在一起时,虽然从技术上讲从任一方向均可
实现铆接,但是一般推荐将较薄、强度较低的板材铆接到较厚、强度较高的 板材上; 4. 为取得最佳铆接效果,底层板材的厚度应超过整个板材组厚度的三分之一; 5. 自冲铆接需要从工件的两面同时施压,需要在上下两面都有适宜的空间保证。 6.半空心铆钉的自冲铆接工艺在铆接两层相同金属材料时,较厚的放在下层; 铆接两层不同金属材料时,将塑性好的材料放在下层;铆接金属与非金属材料时, 将金属材料放在下层
二:钢—铝自冲铆接接头成形性能
结论:钢—铝自冲铆接接头在模钉体积比小 于1.04 左右时,无论是沿径向变化凹模尺寸 还是沿轴向变化凹模尺寸,铆接接头底切量 均随模钉体积比的增加而增加;而当模钉体 积比大于1.04 左右时,凹模径向尺寸的增加 仍然有利于底切量的增加;与此相反,接头 的底切量却随着凹模轴向尺寸的增加而有所 减小。
模钉体积比对接头准静态强度的影响:
模钉体积比对铝—铝铆接接头拉伸强度的影响
首先,当模钉体积比小于 1 时,铆钉腿部将要额外承 受向四周排开板料所需的力,这部分力使得板料更加 紧密地包裹铆钉腿部,因此较小的径向尺寸大大增加 了铆钉腿部排开板料的难度,使其拉伸强度大于轴向 变化凹模尺寸时的接头拉伸强度;其次,当模钉体积 比大于1 时,相同模钉体积比下,径向尺寸的增加比 轴向尺寸的增加更有利于获得较大的铝—铝铆接接头 底切量,但是通过对拉伸试验后的接头破坏形貌进行 观察可知,铆钉铆入板料的深度才是决定接头拉伸强 度较为关键的因素,因此,模钉体积比大于1 时轴向 尺寸的增加要比径向尺寸的增加更有利于接头拉伸强 度的提升。