进气歧管之详细设计
轻型发动机进气歧管的工艺编制与典型工序夹具设计
关键词:进气歧管;三维建模;夹具;工艺规程;设计
ABSTRACT
Automobile engine belongs to the core components of automobile , however, the intake manifold belongs to the major part of engine, it can affect the automobile performance parameters such as the power, fuel consumption, torque and so on. Therefore, the intake manifold performance quality is good or bad,it relates directly to the engine and vehicle performance, and because of that improving the quality of the intake manifold has a positive meaning to the engine and automobile performance parameters. This article studied the intake manifold design modeling and fixture design, its purpose is mainly based on process analysis, Process planning design ,process route planning,fixture design,autocad, proe and so on using and mastering, and use the mechanics of materials, metal cutting discipline knowledge designed the intake manifold fixture, and use proe establishing intake manifold and fixture 3d model, autocad software drawing assembling drawings and parts drawings, etc. First, this article will outline the intake manifold current situation and trend of development , introduces the latest development. Secondly, the modeling of the intake manifold of purpose and meaning makes some brief elaboration. Again, for the intake manifold processes of processing do a detailed design and calculation. Finally, this article describes the intake manifold fixture design process.
进气歧管知识简介

二、进气歧管设计
14、工装样件性能确认 工装样件制作后,对发动机性能要再次确认,理论 上应该比快速成型件性能更好。
15、进气歧管本体试验 涉及到安全等方面的考虑,需要对进气歧管本体进 行11项左右的耐久试验。
三、进气歧管制作工艺
塑料进气歧管制作工艺比较简单,主要为“注塑— 焊接—冷插—热插” 1.注塑
二、进气歧管设计
3、气道设计 3.1 稳压腔的设计要综合考虑空滤以及各缸进气的谐 振 (所以又名谐振腔),一般来说稳压腔容积为发动 机排量的70%~80%,而且形状要尽量做到圆滑,有 利于气体流动性及产品的强度。 3.2 气道设计首先要确定合适的气道长度,依据发动 机的性能,做不同长度的试验,结合设计经验进行设 计。
二、进气歧管设计
二、进气歧管设计
二、进气歧管设计
5、快速成型结构设计
5.1 快速成型件主要是做发动机性能确认。 5.2 快速成型设计是在进气歧管内壁偏置后基础上做的,偏置后 必须在薄弱处加加强筋,如能镂空处尽量做出镂空以减轻产品的 重量和减小产品缩水。
二、进气歧管设计
6、 整车数模搭载确认 快速成型结构设计完成后,需要提供给整车数模进 行搭载,主要确认进气歧管外部接口位置是否合理, 与周边零部件是否产生干涉等。 7、快速成型件制作 7.1 快速成型件一般有激光烧结、硅胶模制作。 7.2 原则上快速成型件只用于性能试验,为了缩短开 发周期,硅胶模制作的快速成型件可用于台架耐久及 道路试验,但存在一定的风险。
三、进气歧管制作工艺
2、振动摩擦焊 2.1 焊接结构如下图
三、进气歧管制作工艺
2.2 振动摩擦焊接要求如下图所示,分型线 的切线方向与焊接的压力方向。的夹角最小为 30°。
四、479Q进气歧管开发过程中出现的问题
汽车发动机可变进气岐管设计

气,这就是可变进气歧管的关键作用。汽车在低速行驶过 程中,可变进气歧管就会通过控制阀控制进气歧管的长度, 形成又细又长的进气歧管,可以使进气歧管中的气流速度 和气压强度得到有效的增加,并使得汽油得到更好的雾化, 燃烧更充分,提高汽车行驶扭矩。发动机在高转速时需要 吸入大量的混合气,这时控制阀会将进气管道变的又粗又 短,进气管就会吸入更多的混合气,从而提高输出功率,有 利于提升汽车行驶过程中的速度。
2 可变进气歧管设计分析 2.1整体设计方案
汽车可变进气歧管出现进气不均匀的现象,主要是由 各缸的流量系数不同,流量系数偏差较大,导致各缸进气量 不均匀,燃烧工质的量不同,从而导致燃烧差异,使汽车动 力性不足;如今可变进气歧管都是用金属制成,导致发动机 可变进气歧管重量过大,也容易导致锈蚀的情况,使控制阀
关键词:c语言;全自动洗衣机;控制系统 1 PLC全自动洗衣机系统硬件设计
全自动洗衣机是由洗衣桶和脱水桶同心固定组成,它 们的作用是外桶用作盛水,内桶可以旋转作脱水用,内桶四 周有无数可以进水出水的小孔,这些小孔可以让桶内外的 水流相互流通,全自动洗衣机进水时由进水阀来运作,进水 时进水阀打开并且将水注入到外桶中。排水时用排水阀来 运作,排水时排水阀打开并且将外桶内的污水通过排水口 排出洗衣机外。洗涤时由系统控制正反转来反复洗涤。脱 水时通过控制系统将全自动洗衣机内的离合器合上并且由 电动机带动内桶运作进行甩干处理。当水位过高或者水位 过低时由水位开关来控制。启动按钮是用来启动洗衣机的。 停止按钮是用来停止进水或停止排水或者脱水及报警的。 排水按钮则是用来将污水排到机器外的。
1 发动机可变进气歧概述
在汽车行驶过程中,发动机进气歧管内会产生— 定幅度的压力波,主要原因是发动机的进气过程具有间断 性、周期性的,各个汽缸都是分别进气,循环往复,才会产生 这种现象。这种具有一定幅度的压力波会以声音传播的速 度在稳压控中传播,并且来回反射。将拥有一定的长度和管 道直径的进气管与拥有一定容积的稳压腔当作成是一个谐 振系统图,并且将其进气管的固有频率与进气门的进气周期 相协调,那么在某一特定发动机转速下,会在其进气门关闭 之前,在其进气歧管内形成大幅度的压力波,从而使进气歧 管的压力增高,使各缸的进气量增加。以上就是进气歧管的 进气波动沁。为了波动沁对进气管进气量的充分利用, 减小汽车发动机在高、低转赵行时各缸的进气速度、进气 量之间差别,从而达到改善发动机在高、低转速时的动力性 能和安全性能,尤其是汽车在中、低转速时可以达到较好的 安全性和动力性的目的。汽车在高速行驶时,装备高性能的 进气歧管;而在发动机在中、低转速时,装备较长的进气歧 管。可变进气歧管就是为汽车行碗程中适应这种要求而 设计的。可变长度进气歧管不仅仅可以提高发动机的燃油 经济性、动力性逐可以通过提升汽车行驶在中、低转速下的 各缸进气量和进气速度,增强各气缸内的气流强度,使汽车 行驶在中、低转速行驶时的燃油经济性得到提高。
塑料进气歧管设计开发

本文格式为 Word 版,下载可任意编辑,页眉双击删除即可。
塑料进气歧管设计开发
1 塑料进气歧管结构设计 进气歧管的结构是依据发动机的类型、布置形式以及其他一些因素所 确定的。依据发动机特性参数:功率、扭矩等,缸盖具体 2D/3D 图以及歧 管四周空间布局,建模塑料进气歧管 3D 模型。针对进气歧管型腔,利用 CFD 软件进行三维流场模拟,分析歧管中压力损失和流场分布,优化歧管 型腔各设计参数。在进气歧管型腔设计中,合理歧管长度、圆滑过渡歧管 截面,以保证歧管轴线曲率连续;并且应特殊留意在总损失中占比重很大 的稳压腔和进气歧管间过渡圆角尽可能大,以形成喇叭口结构。 2 快速成型及性能试验 塑料进气歧管设计过程中,在通过一维仿真和三维模拟对歧管型腔优 化的基础上,对进气歧管进行三维结构造型,为完成稳态流量测试、空间 安装验证和发动机台架性能试验测试等测试,利用快速原型技术 (RAPIDPROTOTYPING,简称 RP 技术〕制作塑料进气歧管样件。 “分层制造,逐层叠加〞作为快速原型制造技术的基本成型原理,在 不使用任何刀具、模具及工装卡具的前提下,快速、直接地制造结构外形
动焊接分两次进行,先将连接法兰与支管焊接在一起,然后再将总管焊在
(c)制成品外外表应光滑,无明显的飞边、毛刺、熔接痕、流痕、气 上述组件上。总管比支管有效直径稍大,因此所承受的应力最大,对总管
孔、玻纤外露等外观缺陷,不同意有影响性能的焊接缺陷。气道内外表光 进行工艺参数的试验讨论意义重大。通过静压裂开试验,检查破坏的零件,
塑料进气歧管快速样件进气流量、瞬态流速以及滚流比、缸内涡流等 参数可利用气道稳流试验台进行试验,有助于评价进气歧管的流通能力和 多种设计方案的对比。同时,试验测试结果为一维计算提供初始化参数, 还可用来验证三维流场模拟结果的精确性。
塑料进气歧管-标准设计手册

• 圆柱形定位销
• 拔模角度0.5 ° • 未注圆角R0.2 • 两定位销位置度公差 与之配合的缸盖安装孔尺寸
相对于尺寸2.5 位置处的直径 出模方向
• 两安装孔位置度公差
2. T-map安装孔
• 拔模角度0.5 °
• 未注圆角R0.2
出模方向
相对于尺寸4 位置处的直径
传感器探头需向下, 允许与垂直方向(实际整车角度)最大为60° 防止冷凝水的积聚
3. 管接头
To 曲通 • 数量8个或更多,均匀分布 • 未注拔模角1°
To 真空 • 数量8个或更多,均匀分布 • 未注拔模角1°
To 碳罐 • 数量8个或更多,均匀分布 • 未注拔模角1°
布置要求: 真空:位于真空度最大地方,如节流阀体喉口位 置;与曲通分开,防止结冰 曲通、碳罐:避免影响单缸混合气过浓
出模方向 槽底尺寸 出模方向
7. 尺寸标注
• 两销一面的基准标注
•销与气道中心平面对齐 • 4缸机,两销之间间隔2个气道;3缸机间隔一个 • 安装孔相对定位销位置度为 • 气道口相对定位销位置度为
•
8. 节流阀体布置
• 限位套:参见图纸
• 铜嵌件:参见图纸
4. 嵌件
• 限位套:参见图纸
• 铜嵌件:参见• 圆形结构设计 • 材料:FKM (S/QR--)
小尾巴截面 •未注拔模角5°
出模方向
主结构尺寸 • 未注拔模角1°
限位凸起 • 数量8个或更多,均匀分布
• 未注拔模角1°
与之匹配的安装槽 • 未注拔模角1°
出模方向
进气歧管 的分类

汽车发动机进气歧管的结构研究目录一、对进气歧管的认识 (2)二、进气歧管的设计原则 (4)三、对化油器、喷油嘴、单点喷射、多点喷射的认识 (5)3.1 化油器 (5)3.2 喷油嘴 (6)3.3 单点电喷 (6)3.4 多点喷射 (7)四、可变排气歧管原理 (8)4.1 变长度 (10)4.2 变截面 (10)五、可变进气歧管的分类 (11)5.1 可变长度进气歧管 (11)5.1.1 可变长度进气歧管原结构方案 (11)5.1.2 可变长度进气歧管新方案结构 (12)5.2 双通道可变进气歧管 (12)5.3 主副通道式可变进气歧管 (13)5.4.1 旋转式无级可变进气歧管 (15)5.4.2 伸缩式无级可变进气歧管 (16)5.4.3 活动插接可变进气歧管 (16)5.5 共鸣进气系统的结构 (16)一、对进气歧管的认识海狮发动机进气歧管上下体汽车发动机配件-4G22D4进气歧管在谈到进气歧管之前,先来想想空气是怎样进入引擎的。
通过学习活塞在汽缸内的运作,当引擎处于进气行程时,活塞往下运动使汽缸内产生真空,与外界空气产生压力差,让空气能进入汽缸内。
举例来说,就像护士小姐将药水吸入针桶内的过程一样,假想针桶就是引擎,那么当针桶内的活塞向外抽出时,药水就会被吸入针桶内,而引擎就是这样把空气吸到汽缸内的。
进气歧管位于节气门与引擎进气门之间,之所以称为歧管,是因为空气进入节气门后,经过歧管缓冲后,空气流道就在此分歧了,对应引擎汽缸的数量,如四缸引擎就有四道,五缸引擎则有五道,将空气分别导入各汽缸中。
以自然进气引擎来说,由于进气歧管位于节气门之后,所以当引擎油门开度小时,汽缸内无法吸到足量的空气,就会造成歧管真空度高;而当引擎油门开度大时,进气歧管内的真空度就会变小。
因此,喷射供油引擎都会在进气歧管上装设一个压力计,供给ECU(ECU(Electronic Control Unit)电子控制单元,又称“行车电脑”、“车载电脑”等。
进气歧管 的分类.

汽车发动机进气歧管的结构研究目录一、对进气歧管的认识 (2)二、进气歧管的设计原则 (4)三、对化油器、喷油嘴、单点喷射、多点喷射的认识 (5)3.1 化油器 (5)3.2 喷油嘴 (6)3.3 单点电喷 (6)3.4 多点喷射 (7)四、可变排气歧管原理 (8)4.1 变长度 (10)4.2 变截面 (10)五、可变进气歧管的分类 (11)5.1 可变长度进气歧管 (11)5.1.1 可变长度进气歧管原结构方案 (11)5.1.2 可变长度进气歧管新方案结构 (12)5.2 双通道可变进气歧管 (12)5.3 主副通道式可变进气歧管 (13)5.4.1 旋转式无级可变进气歧管 (15)5.4.2 伸缩式无级可变进气歧管 (16)5.4.3 活动插接可变进气歧管 (16)5.5 共鸣进气系统的结构 (16)一、对进气歧管的认识海狮发动机进气歧管上下体汽车发动机配件-4G22D4进气歧管在谈到进气歧管之前,先来想想空气是怎样进入引擎的。
通过学习活塞在汽缸内的运作,当引擎处于进气行程时,活塞往下运动使汽缸内产生真空,与外界空气产生压力差,让空气能进入汽缸内。
举例来说,就像护士小姐将药水吸入针桶内的过程一样,假想针桶就是引擎,那么当针桶内的活塞向外抽出时,药水就会被吸入针桶内,而引擎就是这样把空气吸到汽缸内的。
进气歧管位于节气门与引擎进气门之间,之所以称为歧管,是因为空气进入节气门后,经过歧管缓冲后,空气流道就在此分歧了,对应引擎汽缸的数量,如四缸引擎就有四道,五缸引擎则有五道,将空气分别导入各汽缸中。
以自然进气引擎来说,由于进气歧管位于节气门之后,所以当引擎油门开度小时,汽缸内无法吸到足量的空气,就会造成歧管真空度高;而当引擎油门开度大时,进气歧管内的真空度就会变小。
因此,喷射供油引擎都会在进气歧管上装设一个压力计,供给ECU(ECU(Electronic Control Unit)电子控制单元,又称“行车电脑”、“车载电脑”等。
发动机可变长度进气歧管的设计与优化

发动机可变长度进气歧管的设计与优化作者:黄昌瑞程勉宏张伯瑜来源:《中国新技术新产品》2017年第21期摘要:本文叙述了一款自然吸气发动机可变长度进气歧管的设计及优化工作。
对现在进气歧管方案中存在的性能问题提出了两级可变长度进行优化。
利用GT-power软件探究了进气歧管长度、管径变化对该发动机的影响,并确定了可变长度进气歧管主要参数。
在此基础上,提出了4个可变长度进气歧管结构方案。
对各方案进行了发动机一维性能模拟计算,选出最优方案并进行了台架试验验证。
优化后的进气歧管在各转速下均具有较好的动力性。
关键词:发动机;可变长度进气歧管;性能优化Abstract: In this article, the design and optimization of a variable intake manifold was described. In order to improve the engine performance, two-step variable length of intake manifold was adopted. The impact of variety lengths and diameters of the runners to the engine was explored with GT-power. On the basis of that, four design plan of variable-length intake manifold was proposed. After analyzing the results of engine performance one-dimensional simulation the variable-length intake manifold design was determined. The Optimized intake manifold has better power performance at most engine speed.Keywords: Engine;Variable-Length;Intake Manifold;Performance;Optimization中图分类号:TK402 文献标识码:A本文以模拟计算和试验相结合的方法,为一款自然吸气发动机设计并优化进气歧管。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
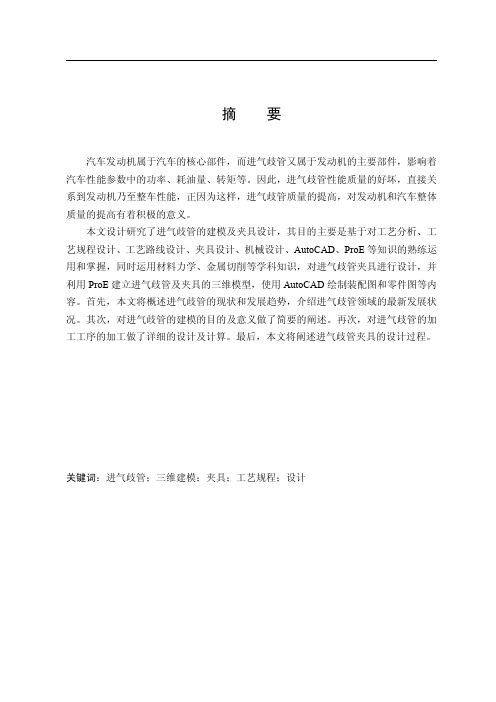
此图能说明什么问题?如:长度影响谐振转速的出现 设计目标最大扭矩在3800rpm,最大功率在6000rpm,如何设计来实现?如:可变歧管
创新 敬业 诚信 和谐 勤俭 廉洁
发动机工程研究院
更安全 更节能 更环保
3、确定进气歧管DVP、DFMEA
DVP即设计验证计划,是为了验证零部件各项功能及性能而由设计小组讨 论确定的验证内容、时间及措施。它能指导后期的一系列验证工作,给验证工 作提供有力的依据,并确保验证工作无疏漏。 DFMEA即设计潜在失效模式及原因分析,是质量管理中五大工具手册之一。 是为了让产品设计失效的可能性降到最低,且提出了产品一但出现失效,采取 何种措施对症下药。 以下是讨论确定的进气歧管DVP和DFMEA模版:
创新 敬业 诚信 和谐 勤俭 廉洁
发动机工程研究院
更安全 更节能 更环保
创新 敬业 诚信 和谐 勤俭 廉洁
发动机工程研究院
更安全 更节能 更环保
End & Thanks
创新 敬业 诚信 和谐 勤俭 廉洁 发动机工程研究院
确定进气歧管的性能参数及结构; 确定进气歧管DVP,DFMEA;
完成进气歧管的计算分析;
完成进气歧管工艺分析; 完成进气歧管工装样件模型及图纸;
确定进气歧管样件开发周期及技术协议签订
创新 敬业 诚信 和谐 勤俭 廉洁
发动机工程研究院
更安全 更节能 更环保
2、确定进气歧管的参数及结构
根据发动机热力学开发实验数据,结合质量目标(功率、扭矩、燃油耗), 选择能达到发动机开发目标的歧管方案或提出尽可能实现目标的歧管参数。
DV DV DV DV DV DV DV
1 1 1 1 1 1 2
工装件 工装件 工装件 工装件 工装件 工装件 工装件
装配错位、 发动机性能 装错 指标达不到 装配干涉 装配困难或 不能正确装 配 顾客抱怨 8 进气均匀性 发动机性能 不好,充气 指标达不到 效率低 单缸混合气 发动机性能 过浓 指标达不到 对其它零件 造成损坏 相关零件的支撑 装配困难或 装配困难或 体 复杂 不能正确装 配 顾客抱怨 8
潜在失效模 潜在失效影 式 响
DV DV
5 1
严 重 度 数 9 8 7 8 5
潜在失效原因 / 机理
频 度 数
现行设计控制 预防
现行设计控制 探测
风 险 顺 序 数
新的严重度数
建议措施
采取的措施
3
性能检测
金属嵌件扭力,拔出力检测; 气密性检测; 爆破压力检测; 零件清洁度检测;
传递新鲜空气, 渗油,漏气 不满足环境 均匀分配到各气 法规 缸;真空源;曲 发动机性能 轴箱通风,碳罐 指标达不到 混合气,废气再 发动机怠速 循环通道 不稳 顾客抱怨 真空度不够
强度不够, 不满足发动 断裂 机耐久可靠 性 对其它零件 造成损坏
7
8
创新 敬业 诚信 和谐 勤俭 廉洁
发动机工程研究院
新的频度数
测试 阶段 数量
不 易 探 测 度 数
新的风险顺序数
更安全 更节能 更环保
4、完成进气歧管的计算分析
验证性BOOST性能计算 在发动机性能指标没能完全达到的情况下,需重新BOOST性能计算分析,并结合热力 学开发数据,确定进气歧管乃至凸轮型线、包角等参数。用于发动机性能指标的复试 第二轮CFD进气歧管内腔流动分析 对详细设计后的歧管进行内腔气体流动分析,使得流量系数满足0.75~0.85,瞬态分 析的波动效应的波峰出现在进气门开启期间 爆破压力分析 针对塑料进气歧管,分析歧管爆破时的压力。要求该压力大于8Bar 法兰面密封性分析 密封性分析分为定性和定量分析,目前我公司能做的是定性分析,因为法兰面温度, 垫片材料参数不准确 振动加速度分析 分析歧管上各处加速度值,一般要求装TMAP/ETC的位置加速度值小于20g 振动噪音分析 内部泄漏率分析 翘曲分析 模流分析
创新 敬业 诚信 和谐 勤俭 廉洁
发动机工程研究院
更安全 更节能 更环保
6、完成进气歧管工装样件模型及图纸
模型完整,**_aux.asm文件下必须包含skl.prt/core.prt/pn.prt/cast.prt /ma.prt/.prt中所有或几个。图纸要含粗精基准、几何公差、粗糙度、平面度、 刀具轮廓线、图纸信息(零件号,零件名称,重量,版本,阶段,材料)及必要 的技术要求
创新 敬业 诚信 和谐 勤俭 廉洁
发动机工程研究院
更安全 更节能 更环保
7、确定进气歧管样件开发周期及技术协议签订
本内容旨在督促供应商按时按量完成此阶段的开发工作,并作为后续开发的依据。 另外技术协议签订一般涉及到标准有: GB18297-2001 发动机性能试验方法 GB19055-2003 发动机可靠性试验方法 GB/T1804-m 一般线性尺寸的未注公差 Q/SQR.04.057 CAC-商标标记 Q/SQR.04.058 汽车零部件标记要求 Q/SQR.04.666 禁用及先用物质规范 Q/SQR.04.1202-2009铝合金进气歧管材料标准 QCN29017-91 汽车模制塑料零件未注公差尺寸的极限偏差 Q/SQR.04.061-2004 氟橡胶材料
8
8 8 装配空间预留不 足 配合公差不合适 未考虑公差累计 工艺考虑不周到 公差累计计算错 误 未考虑防错设计 间隙不够 累计公差计算 装配检查
8
8
8
装配顺序考虑不 周到 加工区域偏小 结构设计不合适
振动过大
不满足发动 机耐久可靠 性 对其它零件 造成损坏
7
8
支架设计及布置 位置不合适 未考虑减振 结构设计导致局 部应力集中 无加强筋
创新 敬业 诚信 和谐 勤俭 廉洁
发动机工程研究院
更安全 更节能 更环保
计算洁
发动机工程研究院
更安全 更节能 更环保
5、完成进气歧管工艺分析
铝合金歧管 一般采用重力铸造,壁厚3.5~4.5mm,材料AlSi9Cu1Mg,可以通过拔模分析及浇铸分析 对歧管铸造工艺进行优化。同时,加工工艺一定要考虑刀具空间,最好能在二维图中做出刀 具控制线 塑料歧管 一般采用注塑成型加振动摩擦焊接而成,壁厚3mm,材料PA6/GF30,可以通过注塑模流 分析对歧管注塑工艺进行优化。同时要对焊接边进行可靠的设计。包括嵌件是否便于插拔, 是否要考虑模具嵌件的方式。
更安全 更节能 更环保
详细设计—进气歧管
周宗良
2009年6月5号
创新 敬业 诚信 和谐 勤俭 廉洁
发动机工程研究院
更安全 更节能 更环保
1、概述
详细设计通俗点讲即为能满足量产条件的产品设计,能够辅助发动机达到 各项设计指标,给发动机和整车上的其它功能实现提供完善的条件。
本阶段主要有以下工作需要完成:
DVP 编号 编制人 部门审核 批 准 样本 类型 工装件 工装件 备注
子系统 部件 设计责任人 核心小组
设计失效模式和影响分析 (DFMEA)
FMEA 编 号 编 制 人 王博,周华,周宗良 FMEA 日 期 2009.4.15 修订日期 版 本 01版
措施执行后的结果
新的不易探测度数
项目 / 功能
配合公差不合适 密封带定义不合 适 固定孔间距过大 平面度不合适 壁厚预留不合适 气道外壁间的间 隙过小导致生产 缺陷 壁厚偏薄 加强筋布置不合 适 管路伸入深度不 合理 设计参数不相符 局部结构设计不 合理 接口位置不当, 如曲轴箱通风 管,碳罐
DV
1
工装件
噪声大 不满足环境 法规 顾客抱怨 9 8
不同进气管长度扭矩对比图
扭矩(N*m)
150.0 140.0 130.0 120.0 110.0 100.0 90.0 0 1000 2000 3000 4000 5000
转速(r/min)
6000
700管长 450管长
650管长 400管长
600管长 360管长
550管长 340管长
500管长 原管长
4 5 6 7 8 9 10
振动试验 低温试验 热交变试验 500小时额定功率(参考) 400小时循环负荷试验(参考) 1千万次台架共振试验 整车3万公里综合试验(参考) END
室温下,以1.5倍的发动机振动加速度,进行 通过试验,零件无损坏; 一千万次振动 满足气密性,爆破压力要求,达到80% 金属嵌件质量 零下35℃保存24小时后做落球试验, 试验后 允许非功能区域的轻微损伤,但不允许有裂纹; 零件无损坏 满足气密性,爆破压力要求 每循环-35℃(2hr)→140℃(2hr) 共计80次循环 参见奇瑞台架试验标准 参见奇瑞台架试验标准 参见奇瑞台架试验标准 参见奇瑞道路试验标准 通过试验,零件无变形及损坏; 满足气密性,爆破压力要求,达到80% 金属嵌件质量 通过试验,零件无损坏; 满足气密性,爆破压力要求,达到80% 金属嵌件质量 通过试验,零件无损坏; 满足气密性,爆破压力要求,达到80% 金属嵌件质量 通过试验,零件无损坏; 满足气密性,爆破压力要求,达到80% 金属嵌件质量 通过试验,零件无损坏; 满足气密性,爆破压力要求,达到80% 金属嵌件质量
奇瑞汽车股份有限公司 FMEA 工作表
系统 发动机 进气系统 进气歧管 关键日期 张敏,朱志鹏 年 型 /车 型 /发 动 机 型 号
DVP-设计验证计划
零件/ 系统:进气歧管 车型 / 机型: 序号 1 2 尺寸检测 材料检测 测试项目 测试描述( 试验程序) 测量二维图纸上面标注尺寸 检测各组件的材料性能 所属平台:发动机 编制日期: 其 他: 目标要求 满足二维图纸要求和相应国标要求 满足材料要求 拔出力:室温下,冷压件(受压力)>200N ;热压件(受拉 力)>2000N; 扭力:室温下,M6>15Nm ;M8>32Nm; 气密试验:室温100Kpa压差下1分钟内允许的泄漏量≤30ml或 100KPa压差下,5秒内的压力降≤33Pa ; 爆破压力:>810KPa(室温下); 清洁度:过滤的残渣≤5mg( 20 μ m滤膜) ;