公差与配合培训教程共133页文档
公差与配合培训教程PPT共133页

11、用道德的示范来造就一个人,显然比用法律来约束他更有价值。—— 希腊
12、法律是无私的,对谁都一视同仁。在每件事上,她都不徇私情。—— 托马斯
13、公正的法律限制不了好的自由,因为好人不会去做法律不允许的事 情。——弗劳德
14、法律是为了保护无辜而制定的。——爱略特 15、像房子一样,法律和法律都是相互依存的。——伯克
41、学问是异常珍贵的东西,从任何源泉吸 收都不可耻。——阿卜·日·法拉兹
42、只有在人群中间,才能认识自 己。——德国
43、重复别人所说的话,只需要教育; 而要挑战别人所说的话,则要头脑。—— 玛丽·佩蒂博恩·普尔
44、卓越的人一大优点是:在不利与艰 难的遭遇里百折不饶。——贝多芬
45、自己的饭量自己知道。——苏联
公差与配合知识培训课件(PPT 83张)

2.2 标准公差系列
2.2.1 公差等级
确定尺寸精确程度的等级称为公差等级。 不同零件和零件上不同部位的尺寸,对精确程度 的要求往往不同,为了满足生产的需要,国家标准 设置了20个公差等级,各级标准公差的代号为IT01, IT0,IT1,IT2,…,IT18。IT01精度最高,其余依次降 低,标准公差值依次增大。
1.3 公差及公差带
1.3.1 公差
公差的大小表示对零件加工精度高低的要求,并不 能根据公差的大小去判定零件尺寸是否合格。上、 下偏差表示每个零件实际偏差大小变动的界限,是 代数值,是判断零件尺寸是否合格的依据,与零件 加工精度的要求无关,但是,上下偏差之差的绝对 值(公差)是与精度有关。公差是误差的允许值, 是由设计确定的,不能通过实际测量得到。
第2章 公差与配合的应用
2.1 基准制的选择
2.2 标准公差系列
2.3 公差等级的选择 2.4 基本偏差系列
2.5 基本偏差的选择
2.1 基准制的选择
基准制是一种零件的基本偏差(公差带位置) 不变,而只改变另一种零件的基本偏差(公差位置 ),以获得不同的配合性质。基准制分为基孔制和 基轴制两种。 基孔制:基本偏差固定不变的孔的公差带,与不同 基本偏差轴的公差带形成的各种配合。对于该基准 制,是孔的最小极限尺寸与基本尺寸相等,孔的下 偏差为零的一种配合制度,基本偏差为H。 基轴制:基本偏差固定不变的轴的公差带,与不同 基本偏差孔的公差带形成的各种配合。对于该基准 制,是轴的最大极限尺寸与基本尺寸相等,轴的上 偏差为零的一种配合制度,基本偏差为h。
2.4 基本偏差系列
基本偏差是指零件公差带靠近零线位置的上偏 差或下偏差。当公差带位置在零线以上时,其基本 偏差为下偏差;当公差带位置在零线以下时,其基 本偏差为上偏差。 基本偏差代号用拉丁字母表示,小写字母代表 轴,大写字母代表孔。以轴为例,其排列顺序基本 上从a依次到z,在拉丁字母中,除去与其他代号易 混淆的5个字母i、l、o、p、q、我,增加了7个双字 母代号cd、ef、fg、js、za、zb、zc,共组成28个基 本偏差代号。其排列顺序见图所示。孔的28个基本 偏差代号,与轴完全相同,用大写字母表示。
公差与配合讲课用 ppt课件

极限尺寸是允许尺寸变化的两个界限值。其中:较大
的一个称为最大极限尺寸,较小的一个称为最小极限
尺寸
ppt课件
24
公差与配合示意图 ppt课件
公差带图 25
例
ppt课件
26
• 如果实际尺寸是50,合格吗?
例
ppt课件
27
2.2.3 偏差和公差的术语和定义
(1)尺寸偏差
尺寸偏差=某一尺寸-基本尺寸 偏差包括:
ppt课件
19
公差与测量技术
极限尺寸公差国家标准现况
• GB/T1800.1—1997《极限与配合 基础 第1部分:词汇》 • GB/T1800.2—1998《极限与配合 基础 第2部分: 公差、偏差与
配合》
• GB/T1800.3—1998《极限与配合 基础 第3部分: 标准公差和基 本偏差》
• GB/T1801—1999《极限与配合 公差带与配合的选择》 • GB/T1804—1992《一般公差 线性尺寸的未注公差 》 • GB/T3177—2006《 光滑工件尺寸的检验》 • GB/T15755—1995《 圆锥过盈配合的计算和选用 》
10
(2) 微观几何形状误差 微观几何形状误差是加工 后,刀具在工件表面上留下的许多微小的高低不平的 波形。如图1-2所示。微观几何形状误差通常称作表 面粗糙度。
(3)表面波度 表面波度是介于宏观和微观几何形 状误差之间的一种表面形状误差,主要是由加工过 程中的振动引起的,表面成明显的周期波形,如图 1-2所示。 理想形状(正圆)
机械加工
基础知识及检验
——企业内培教pp材t课件
1
公差配合
ppt课件
2
目录
第1章 绪论
公差与配合知识培训

公差与配合在机械制造中的作用
提高产品质量
通过合理的公差与配合选择,可以减 小产品尺寸误差,提高产品精度和稳 定性,从而提高产品质量。
保证互换性
促进机械制造业发展
公差与配合知识的应用和发展,促进 了机械制造业的技术进步和创新,提 高了机械产品的竞争力和市场占有率 。
公差与配合是实现机械零件互换性的 基础,有利于提高生产效率和降低生 产成本。
形状公差带
形状公差带是指在某一形 状范围内,满足形状要求 的区域。
形状公差的标注
在图纸上标注形状和位置 公差,常用的标注方法有 最大实体状态和最小实体 状态。
位置公差
位置公差定义
位置公差是指零件上各要素间的 相对位置误差,用于控制加工过 程中各要素间的相对位置变化。
位置公差带
位置公差带是指在某一位置范围内 ,满足位置要求的区域。
跳动公差
对旋转零件的径向跳动、端面跳动等进行标注,以确保旋转精度 。
配合的标注方法
间隙配合
01
标注孔和轴的基本尺寸及极限偏差,表示孔和轴可以有一定的
间隙。
过盈配合
02
标注孔和轴的基本尺寸及极限偏差,表示孔和轴需要过盈连接
。
过渡配合
03
标注孔和轴的基本尺寸及极限偏差,表示孔和轴的连接状态介
于间隙配合和过盈配合之间。
位置公差的标注
在图纸上标注位置和定向公差,常 用的标注方法有基准线和基准面。
公差值与公差等级
公差值
公差值是指允许的尺寸变化范围 或形状、位置误差值的大小。
公差等级
公差等级是指根据加工制造的难 易程度而划分的等级,不同等级
对应不同的公差值范围。
公差值的选用
根据零件的功能要求和加工制造 的实际情况,选择合适的公差值 和等级,以确保零件的性能和质
公差与配合培训
与H6或H7孔配合时是过盈配合,而与H8孔配合时为过渡 配合。对非铁类零件,为较轻的压入配合,当需要时易于 p 拆卸。对钢、铸铁或铜-钢组件装配是标准压入配合。对弹 性材料,如轻合金等,往往要求很小的过盈,可采用p轴配 合
对铁类零件,为中等打入配合;对非铁类零件,为轻的打 r 入配合,当需要时可以拆卸。与H8孔配合,直径在φ100mm
可用手或木锤装配
平均起来没有间隙的配合,适用于IT4~IT7级,推荐用 k 于要求稍有过盈的定位配合,例如为了消除振动用的定位
配合,一般用木锤装配
m
平均起来具有不大过盈的过渡配合,适用于IT4~IT7级。 一般可用木锤装配,但在最大过盈时,要求相当的压入力
平均过盈比用m轴时稍大,很少得到间隙,适用于IT4~ n IT7级。用锤或压力机装配。通常推荐用于紧密的组件配合。
多用于IT4~IT11级,广泛应用于无相对转动的零 h 件,作为一般的定位配合若没有温度、变形的影响,
也用于精密滑动配合
t、u、v、 x、y、z
过盈量依次增大,除u外,一般不推荐
公差等级的选择
三、公差与配合的标注及查表
装配图中配合的注法
零件图中公差的注法
极限偏差数值的查表
• 【例1】查表写出φ30H7/f6的轴、孔的偏 差数值。
• 例如:Ø60H8,
表示基本尺寸为Ø60,基本偏差为H,标准公 差等级为8级的孔的公差带。
• 又如:Ø60f7,
表示基本尺寸为Ø60,基本偏差为f,标准公 差等级为7级的轴的公差带。
(三)配合的有关术语
• 1.配合的种类
(1)间隙配合 (2)过盈配合 (3)过渡配合
间隙配合
最大间隙:Xmax=Dmax-dmin=ES-ei 最小间隙:Xmin=Dmin-dmax=EI-es 平均间隙:Xav=1/2( Xmax+Xmin)
企业培训教程之公差与配合
跳動
圓跳動
全跳動
直線度
它是控制零件上被測要素的不直程 度,被限制的直線有:平面內的直 線,回轉體的素線,平面等的交線, 軸線等
a、給定平面內的直線度(素線)公差帶:兩條平行直線t
b、給定方向的直線度: (1)一個方向:兩平行平面t
b、給定方向的直線度: (2)兩個方向:兩組平行平面t1、t2
b端面全跳動: 指示器的運動方 向與基準軸線相 垂直 公差帶:兩平行 平面且垂直於基 準軸線
3D葉輪 葉輪工程圖
3D泵聯軸器 泵聯軸器工程圖
知識點 6
形狀公差有哪些 有直線度、平面度、圓度和圓柱度 定向公差有哪些 有平行度、垂直度和傾斜度 定位公差有哪些 有同軸度、對稱度、位置度、圓跳動和全跳動
3.傾斜度:
控制被測相對於基準方向在0°-90°之間, 它的被測對基準的傾斜的理想方向由理論 正確角度確定 測量:線對線,線對面,面對面
定位公差
公差帶特點:
a、相對於基準有確定的位置 b、具有綜合限制被測要素的位置,方向和形 狀的職能
同軸度
控制圓柱面(圓錐面)與圓柱面(圓錐面) 軸線間的同軸程度。此時,軸線可能發生 平移,傾斜或彎曲,或同時發生 公差帶:以φt為直徑的圓柱面,且與基準同 軸 注意:單一和組合基準測量:用刃口狀V形 塊
作用尺寸:分為孔的作用尺寸和軸的作用尺寸。 孔的作用尺寸是指在配合面全長上,與實際孔內 接的最大理想軸的尺寸;軸的作用尺寸是指在配 合面全長上,與實際軸外接的最小理想孔的尺寸。 作用尺寸是零件完工後綜合實際尺寸和形狀誤差 的一個假想的理想圓柱體,不是實際存在的輪廓。 但它確實影響著裝配和配合的性質。對於一批合 格零件中的每一個具體零件,作用尺寸是唯一的 確定值。軸的作用尺寸大於或等於軸的實際尺寸; 孔的作用尺寸小於或等於孔的實際尺寸。 極限尺寸:指允許尺寸變化的兩個界限值。分為 最大極限尺寸和最小極限尺寸。
公差与配合培训

公差与配合及其标注方法培训讲义培训时间:培训地点:培训对象:培训主要内容:一、公差与配合的概念二、公差与配合的选用三、公差与配合的注法及查表一、公差与配合的概念(一)零件的互换性在成批生产进行机器装配时,要求一批相配合的零件只要按零件图要求加工出来,不经任何选择或修配,任取一对装配起来,就能达到设计的工作性能要求,零件间的这种性质称为互换性。
零件具有互换性,可给机器装配、修理带来方便,也为机器的现代化大生产提供了可性。
(举例:灯泡、自行车零件、缝纫机零件、标准件)(二)公差的有关术语零件在加工过程中,受机床精度、刀具磨损、测量误差等的影响,不可能把零件的尺寸加工得绝对准确。
为了保证互换性,必须将零件尺寸的加工误差限制在一定范围内,以图1为例,说明公差的有关术语。
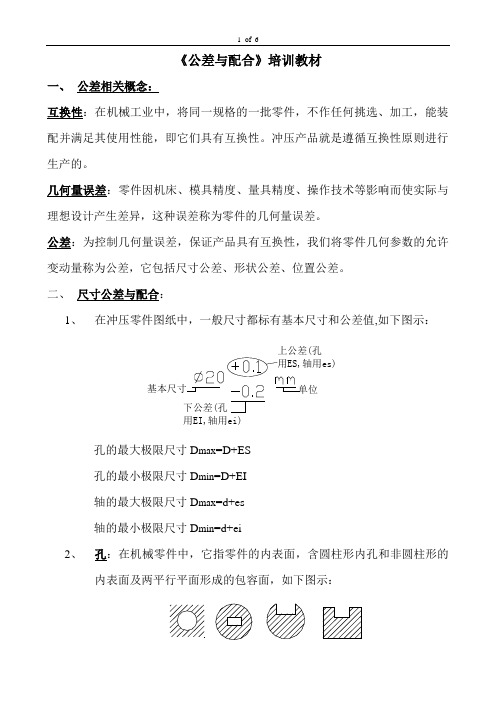
(轴,类同)(a)尺寸公差名称解释(b)公差带图图1 尺寸公差名词解释及公差带图1、基本尺寸根据零件的强度和结构要求,设计时确定的尺寸。
其数值应优先使用国标推荐的优先数和优先数列。
2、实际尺寸通过测量所得到的尺寸。
3、极限尺寸允许尺寸变动的两个界限值。
它是以基本尺寸为基数来确定的。
两个界限值中较大的一个称为最大极限尺寸;较小的一个称为最小极限尺寸。
4、尺寸偏差(简称偏差)某一极限尺寸减去其基本尺寸所得的代数差。
尺寸偏差有:上偏差=最大极限尺寸—基本尺寸下偏差=最小极限尺寸—基本尺寸上、下偏差统称为极限偏差,上、下偏差可以是正值、负值或零。
国家标准规定:孔的上偏差代号为ES,孔的下偏差代号为EI;轴的上偏差代号为es,轴的下偏差代号为ei.5、尺寸公差(简称公差)允许尺寸的变动量。
尺寸公差=最大极限尺寸-最小极限尺寸=上偏差-下偏差因为最大极限尺寸总是大于最小极限尺寸,亦即上偏差总是大于下偏差,所以尺寸公差一定为正值。
如图1a所示的孔径:基本尺寸=Ø30最大极限尺寸=Ø30.010最小极限尺寸=Ø29.990上偏差ES=最大极限尺寸-基本尺寸=30.010-30=+0.010下偏差EI=最小极限尺寸-基本尺寸=29.990-30=-0.010公差=最大极限尺寸-最小极限尺寸=3.010-29.990=0.020=ES-EI=+0.010-(-0.010)=0.020如果实际尺寸在Ø30.010与Ø29.990这间,即为合格。
《公差与配合》培训教材
《公差与配合》培训教材
一、公差相关概念:
互换性:在机械工业中,将同一规格的一批零件,不作任何挑选、加工,能装
含义说明:在平行于正投影面的任一截面上,实际轮廓线必须位于包络一系列直径为公差值0.02,且圆心在理想轮廓线上的圆的两包络线之间.
6、面轮廓度公差:限制实际曲面对理想曲面变动量的一项指标.(举例略)
四、位置公差:(8个项目)
基准
基准
含义说明:圆心点必须位于直径为公差值0.1的圆内,且ø0.1的圆心位于相对基准A&B所确定的点的理想位置上.
5、同轴度公差:举例如下图示:
基准平面。