3价铬钝化
六价铬钝化 三价铬钝化 无铬钝化
六价铬钝化三价铬钝化无铬钝化一、六价铬钝化六价铬钝化是一种表面处理方法,适用于不锈钢,铬镍钢及一些铸铁及铜合金等材料,通过对表面形成一层具有一定透氧性的覆盖膜,减缓金属材料的腐蚀速度。
六价铬钝化的工艺较为成熟,处理后的材料表面光洁度好,具有较强的耐蚀性。
六价铬钝化能够达到以下效果:1.提高不锈钢的耐腐蚀性能,使金属表面获得更强的抗腐蚀性;2.六价铬钝化层颜色均匀且美观,可以在表面形成一层具有一定透氧性的覆盖膜;3.减缓金属材料的腐蚀速度,延长材料的使用寿命。
但六价铬钝化也存在一些问题:1.处理过程较为复杂,需要专业的设备和工艺;2.六价铬钝化液对环境和人体有一定的危害,需要严格控制。
二、三价铬钝化三价铬钝化技术是利用三价铬生成活化膜为金属材料表面提供耐腐蚀保护的一种表面处理方法。
与六价铬钝化相比,三价铬钝化工艺更加环保,对人体和环境的危害更小。
三价铬钝化相较于六价铬钝化,可以减少对环境的污染,是目前广泛应用的一种防锈方式。
三价铬钝化具有以下优点:1.具有较强的耐蚀性,能有效地减缓腐蚀速度;2.符合环保要求,对环境和人体的危害较小;3.能够提高材料的使用寿命,延长产品的寿命。
但也需要注意的是,三价铬钝化还有待改进的地方:1.处理效果相对六价铬钝化略有差异,对一些特殊情况需要特殊处理;2.处理成本相对较高,需要经过一定的投入。
三、无铬钝化无铬钝化是一种新型的环保钝化技术,主要通过对金属材料表面进行特殊处理,形成覆盖膜以达到耐蚀的效果。
无铬钝化技术在未来被认为是一种趋势。
无铬钝化技术遵循“无污染、无危害、无排放”的理念,可以有效地减少对环境和人体的危害。
无铬钝化的优势在于:1.符合环保要求,对环境和人体的危害极小;2.具有良好的防腐蚀性能,能够保护材料表面不受氧化和腐蚀。
不过,无铬钝化技术也存在一些问题:1.目前技术还不够成熟,需要不断改进和完善;2.处理成本相对较高,仍然需要进一步降低。
结语六价铬钝化、三价铬钝化和无铬钝化各有优缺点。
三价铬钝化
硅烷可与表面层形成共价键,与表面结合牢固,对镀层钝化膜能起到很好的保护作用。乙烯基硅烷(简称VS),适用于镀锌层钝化膜,应用这种硅烷偶联剂时,必须经过水解合成才有效封闭剂的合成方法如下:
取10mL硅烷偶联剂,加入10mL蒸馏水,HAC(36 )6mL,搅拌反应15 min,冷却到室温后再加入90mL蒸馏水和定量的稳定剂,用稀醋酸调pH 5.6~6.6。
市商品PAVcoHyproCOAT320镀锌铬酸盐后处理剂对三价铬钝化膜的封闭效果非常好,其工艺条件为:
HyproCOAT320质量分数5 (3~15 ),浸渍温度24~38 C,浸渍时间15~30 S,烘干温度60℃。
2有机漆封闭
水溶性清漆是一种以水作溶剂的丙烯酸乳液,含有交联剂,在干燥过程中分子间能相互交联强化,干燥后得到透明的膜层,对镀锌层钝化膜有较好的保护作用,缺点为封闭后蓝白色或彩色钝化膜色泽变差,因而在使用上受到一定的限制.
封闭剂使用工艺条件:硅烷偶联剂0.6~0.8,稳定剂0.03mL/L,pH 5.6~6.6,浸渍温度25 C,浸渍时间3O~50 s。
三价铬钝化除了减少对环境的污染外还有其它优点:
1)三价铬钝化液的使用寿命周期长,溶液成分较稳定,并可得到不同色泽的钝化膜。
2)三价铬钝化膜的高温耐蚀性比六价铬钝化膜好,这对需要在高温下使用的零件和镀锌后须高温除氢的零件尤为适用。
Zn—Ni合金镀层镍的质量分数要求大于8,钝化温度4O℃时钝化膜为无色,当温度达到66℃时,才能得到彩虹膜,可通过中性盐雾试验120 h,白锈面积为5 %。
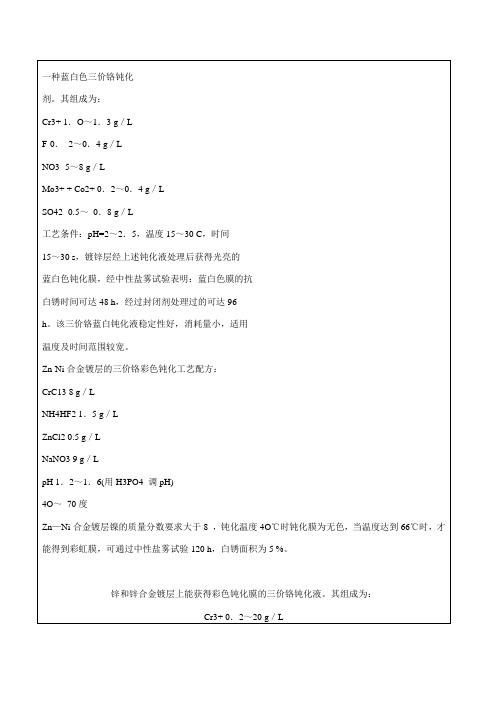
锌和锌合金镀层上能获得彩色钝化膜的三价铬钝化液。其组成为:
Cr3+ 0.2~20 g/L
NO3- 8~300 g/L
三价铬钝化原理
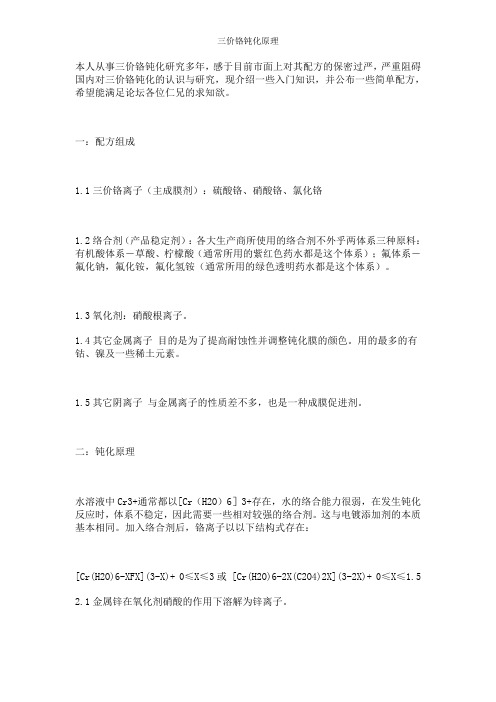
本人从事三价铬钝化研究多年,感于目前市面上对其配方的保密过严,严重阻碍国内对三价铬钝化的认识与研究,现介绍一些入门知识,并公布一些简单配方,希望能满足论坛各位仁兄的求知欲。
一:配方组成1.1三价铬离子(主成膜剂):硫酸铬、硝酸铬、氯化铬1.2络合剂(产品稳定剂):各大生产商所使用的络合剂不外乎两体系三种原料:有机酸体系-草酸、柠檬酸(通常所用的紫红色药水都是这个体系);氟体系-氟化钠,氟化铵,氟化氢铵(通常所用的绿色透明药水都是这个体系)。
1.3氧化剂:硝酸根离子。
1.4其它金属离子目的是为了提高耐蚀性并调整钝化膜的颜色。
用的最多的有钴、镍及一些稀土元素。
1.5其它阴离子与金属离子的性质差不多,也是一种成膜促进剂。
二:钝化原理水溶液中Cr3+通常都以[Cr(H2O)6]3+存在,水的络合能力很弱,在发生钝化反应时,体系不稳定,因此需要一些相对较强的络合剂。
这与电镀添加剂的本质基本相同。
加入络合剂后,铬离子以以下结构式存在:[Cr(H2O)6-XFX](3-X)+ 0≤X≤3或 [Cr(H2O)6-2X(C2O4)2X](3-2X)+ 0≤X≤1.5 2.1金属锌在氧化剂硝酸的作用下溶解为锌离子。
Zn+H+--àZn2++H22.2 由于H+的消耗,使金属的表面pH升高2.3 随着pH升高,络合离子稳定降低,解离出的氢氧根离子进攻络合离子,使铬离子及溶液中的锌离子形成Cr(OH)3和Zn(OH)2 ,沉淀在锌表面上形成钝化膜;同时,作为络合剂的C2O42-也被解离出来与Co2+形成不溶性的C2O4Co沉淀在钝化膜表面。
C2O4Co是非晶态的固体,其能极大的提高钝化膜的抗蚀性能。
这样反复进行,真到钝化膜生长起来。
当然,钝化膜的成份并不只是这么简单,到目前为止,还没有一个定论,但这只是科学家的事。
三.配方设计3.1一度市场上卖的很火的兰白钝化粉配方研究CrCl3 8~12g/LNaF 6g/LHNO3 6ml/L这个配方主要特点:蓝度高,光亮好,发蓝速度快。
三价铬钝化工艺..
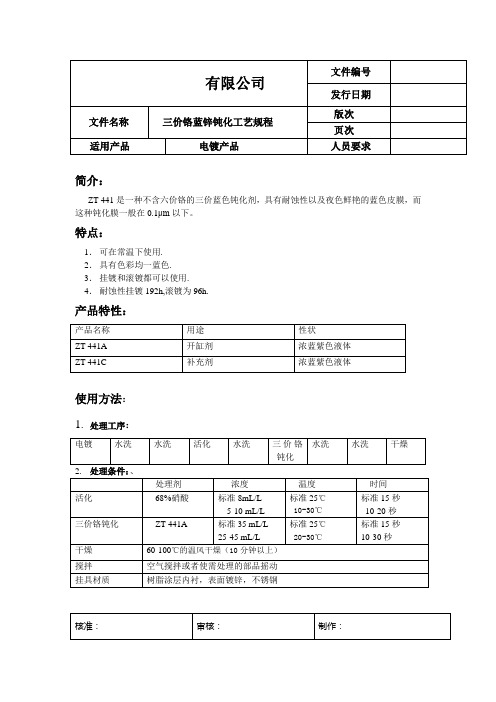
简介:ZT-441是一种不含六价铬的三价蓝色钝化剂,具有耐蚀性以及夜色鲜艳的蓝色皮膜,而这种钝化膜一般在0.1μm以下。
特点:1.可在常温下使用.2.具有色彩均一蓝色.3.挂镀和滚镀都可以使用.4.耐蚀性挂镀192h,滚镀为96h.产品特性:使用方法:1.处理工序:管理方法:1.补充添加方法:由于处理液的浓度,处理时间,搅拌,液体带出量等作业条件不同,选用标准开缸,标准处理的情况下,按以下方法进行补给。
(1)根据PH测定补给为了维持开缸浓度的PH值,补给下列混合液。
对于15L的容器,ZT-441A,68%硝酸,水的配比约为2.9:4.6:7.5(2)根据处理面积补给(液体带出量是1.5ml/dm2时)(ZT-441C)补充用混合液22dm2/ml (0.05ml/dm2)2.3.根据混合液的补给,PH值下降添加混合液1ml/L时,PH约下降0.24.钝化液的更新:随着钝化液中锌浓度的提高,会导致处理件的颜色不均一和耐蚀性下降。
钝化液中的锌浓度升到8g/L需全部更新钝化液。
锌的溶解量约6mg/dm2(标准开缸A剂25-45ml/L,25℃-10-30S处理)约处理到500dm2/L的时候就需要更换。
注意事项:1.电镀电镀层厚,需要在5μm以上。
因电镀药水和光泽剂的不同,皮膜色调以及耐蚀性会有差别。
2.活化、锌和铁的成分增加,会导致钝化膜颜色模糊,需要定期更新。
3.水洗活化后,要充分水洗,不可将火花也带入钝化液中。
4.钝化篮子或者挂具的材质和搅拌的强弱对钝化膜的色调会有影响,需要注意。
处理液中如果有调掉处理品,会使锌和铁的成分增加,需要及时打捞。
5.干燥对容易残留液体的部品,需要用气枪除去残留液体后再干燥。
铝合金三价铬钝化剂

铝合金三价铬钝化剂铝合金是一种常见的金属材料,它具有轻质、高强度、耐腐蚀等优点,因此被广泛应用于航空、汽车、建筑等领域。
然而,铝合金的表面容易被氧化和腐蚀,降低了其使用寿命和性能。
因此,需要采取一些措施来保护铝合金表面。
其中,钝化是一种常用的表面处理方法。
钝化是指在金属表面形成一层致密、均匀、具有一定厚度的氧化膜或化合膜的过程。
这层膜可以防止金属与外界介质的接触,从而起到保护金属的作用。
在铝合金的钝化中,常用的钝化剂有铬酸盐、钼酸盐、钛酸盐等。
其中,铬酸盐是一种常用的钝化剂,可以形成一层致密的三价铬氧化物膜,在一定程度上提高铝合金的耐腐蚀性。
然而,传统的铬酸盐钝化剂存在一些问题。
首先,铬酸盐是一种有毒有害的物质,对环境和人体健康造成危害。
其次,铬酸盐钝化剂的钝化速度较慢,需要较长的处理时间。
最后,铬酸盐钝化剂的钝化效果不稳定,易受到处理条件、材料状态等因素的影响。
为了解决这些问题,研究人员开发了一种新型的铝合金三价铬钝化剂。
该钝化剂采用三价铬离子作为活性成分,可以形成一层致密、均匀、具有一定厚度的三价铬氧化物膜。
与传统的铬酸盐钝化剂相比,铝合金三价铬钝化剂具有以下优点:1. 环保安全。
铝合金三价铬钝化剂不含有毒有害物质,对环境和人体健康无害。
2. 钝化速度快。
铝合金三价铬钝化剂的钝化速度比传统的铬酸盐钝化剂快很多,可以大大缩短处理时间。
3. 钝化效果稳定。
铝合金三价铬钝化剂的钝化效果不受处理条件、材料状态等因素的影响,具有较好的稳定性。
4. 成本低廉。
铝合金三价铬钝化剂的原材料成本低廉,可以大规模生产,降低生产成本。
铝合金三价铬钝化剂的制备方法比较简单,一般包括以下步骤: 1. 配制钝化液。
将三价铬离子、酸性物质、缓冲剂等配制成钝化液,控制pH值在2.5~4.0之间。
2. 预处理铝合金表面。
将铝合金表面进行清洗、脱脂、酸洗等处理,去除表面污染物和氧化层。
3. 钝化处理。
将铝合金浸泡在钝化液中,控制钝化时间和温度,形成一层三价铬氧化物膜。
三价铬钝化工艺

三价铬钝化工艺
三价铬钝化工艺是一种常用的金属表面处理技术,可以有效提高金属的耐腐蚀性能和机械性能。
本文将介绍三价铬钝化的原理、工艺流程以及应用范围。
三价铬钝化是一种在金属表面生成一层三价铬化合物的化学处理方法,通过在金属表面形成一层致密的氧化膜来增强金属的耐蚀性。
相比于六价铬钝化,三价铬钝化更加环保,不会产生有害的六价铬物质,符合现代环保要求。
三价铬钝化的工艺流程主要包括表面预处理、钝化处理、后处理等步骤。
首先是对金属表面进行清洗和去油处理,以确保表面干净。
然后将金属件浸入含有三价铬盐的钝化液中,在适当的温度和时间条件下进行钝化处理。
最后进行后处理,包括清洗、干燥等步骤,以确保钝化膜的质量和稳定性。
三价铬钝化广泛应用于汽车、航空航天、电子等领域,可以提高金属零部件的抗腐蚀性能和装饰性能。
在汽车行业,三价铬钝化可以应用于发动机零部件、车身件等金属件的表面处理,提高其耐腐蚀性和耐磨性。
在航空航天领域,三价铬钝化可用于飞机结构件、发动机零部件等的表面处理,提高其抗氧化性能和机械性能。
在电子行业,三价铬钝化可用于电子元件、连接器等金属件的表面处理,提高其导电性和耐腐蚀性。
总的来说,三价铬钝化是一种重要的金属表面处理技术,具有环保、高效、经济的特点,广泛应用于各个领域。
随着人们对环保和品质要求的不断提高,三价铬钝化技术将会得到更广泛的应用和发展。
铝合金三价铬钝化剂

铝合金三价铬钝化剂铝合金是一种常见的金属材料,具有轻质、高强度、耐腐蚀等优点,在工业、建筑以及汽车等领域得到广泛应用。
然而,铝合金的表面容易受到氧化、腐蚀等影响,降低了其使用寿命和性能。
为了解决这一问题,人们开发了各种表面处理技术,其中钝化技术是一种常用的方法。
钝化是指在金属表面形成一层致密、均匀、具有一定厚度的氧化膜或化合物膜,以增强金属的耐腐蚀性、耐磨性和美观性。
在铝合金表面处理中,三价铬钝化是一种常用的方法,可以形成一层厚度约为0.2-0.5微米的氧化膜,具有较好的耐腐蚀性和电绝缘性。
传统的铬钝化剂通常采用六价铬,但六价铬对环境和人体健康有一定的危害,因此,近年来,三价铬钝化剂逐渐成为一种新兴的表面处理技术。
三价铬钝化剂具有环保、安全、易于操作等优点,已经得到广泛应用。
铝合金三价铬钝化剂的成分通常包括三价铬盐、缓蚀剂、表面活性剂等。
其中,三价铬盐是钝化剂的主要成分,可以与铝合金表面的氧化物反应形成一层致密的氧化膜。
缓蚀剂可以减缓铝合金表面的腐蚀速度,提高钝化膜的稳定性。
表面活性剂则可以提高钝化剂的润湿性和分散性,使其更容易均匀地覆盖在铝合金表面上。
铝合金三价铬钝化剂的使用方法比较简单,通常分为以下几个步骤:1. 预处理:首先,需要将铝合金表面清洗干净,去除表面的油污、氧化物等杂质。
可以采用碱洗、酸洗、机械抛光等方法进行预处理,以确保钝化剂能够均匀地覆盖在铝合金表面上。
2. 钝化处理:将铝合金浸泡在三价铬钝化剂中,一般处理时间为10-30分钟。
在处理过程中,可以通过控制温度、pH值等参数来调整钝化膜的厚度和性质。
3. 清洗:将钝化后的铝合金表面用水或其他溶剂进行清洗,去除表面残留的钝化剂和杂质,以免影响下一步的处理。
4. 后处理:在需要的情况下,可以对钝化后的铝合金进行后处理,如涂覆保护漆、进行电泳涂装等。
这些处理可以进一步提高铝合金的耐腐蚀性、美观性和使用寿命。
铝合金三价铬钝化剂的应用范围广泛,可以用于各种类型的铝合金材料,如6061、6063、7075、2024等。
三价铬钝化培训资料

膜层厚度测量
耐腐蚀试验
成分分析
采用测量仪器对三价铬钝化膜的厚度进行测量,确保其达到规定要求。
将三价铬钝化膜试样放入腐蚀试验机中,模拟实际使用环境,评估其耐腐蚀性能。
采用化学分析方法对三价铬钝化膜的成分进行分析,确保其符合预期要求。
三价铬钝化膜的质量控制
在三价铬钝化的过程中,需要严格控制工艺参数,如温度、浓度、时间等,以确保得到高质量的三价铬钝化膜。
严格控制工艺参数
对用于三价铬钝化的设备和工具进行定期检查和维护,确保其正常运行,避免因设备故障影响三价铬钝化膜的质量。
定期检查设备状况
对操作人员进行专业培训,提高其技能水平,确保其在操作过程中能够准确掌握关键参数,避免操作失误。
加强员工培训
建立完善的质量管理体系,对三价铬钝化过程进行全面监控,及时发现并解决问题,确保最终产品的质量符合要求。
根据需要,还可能添加一些缓蚀剂、稳定剂等添加剂。
三价铬钝化液的特性与优势
三价铬钝化液的使用注意事项
储存
三价铬钝化液应储存于阴凉通风的地方,避免阳光直射和高温。
04
三价铬钝化膜的特性与检测方法
良好的耐腐蚀性
优良的外观质量
适用于多种金属材料
三价铬钝化膜的特性
三价铬钝化膜的检测方法
通过观察三价铬钝化膜的颜色、均匀性和光滑度等外观特征,初步评估其质量。
增强金属的美观度
三价铬钝化能够提高金属的硬度,从而增强金属的抗疲劳性能,延长金属的使用寿命。
提高金属的抗疲劳性能
三价铬钝化的应用场景
ห้องสมุดไป่ตู้
汽车零部件如车轮、车轴、发动机等需要进行三价铬钝化处理,以提高耐腐蚀性能和美观度。
汽车制造
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
封孔剂:为了克服第二代钝化剂工艺存在的耐蚀性等难题,满足汽车部件电镀的环保高耐蚀要求, EKEM(宏正)公司通过多年的研究,在技术上取得了突破性进展,其研究表明由于三价铬钝化工艺的膜层有一定的条纹,而又没有自愈能力,影响它的耐蚀性,在钝化液中直接加入封孔剂,封孔剂采用添加直径达纳米级的微粒,能够填充钝化层的微孔,使膜层更加细密,所以膜层耐蚀性大大提高。
4.第三代三价铬钝化的生产应用
4.1 第三代三价铬钝化的使用方法与特点:
从表中可以看出,三价铬钝化的耐蚀性达到甚至超过六价铬工艺。
钝化工艺开缸(ml/L)操作条件工艺主要特点
261三价铬蓝白钝化 50-120 PH:1.5-2.0温度:18-30℃时间:8-40秒 1.膜层呈艳丽深蓝色。
2.中性盐雾试验96-120H不出现白锈。
251三价铬五彩钝化 90-140 PH:1.8-2.0温度:50-70℃时间:30-90秒 1.膜层呈五彩黄绿色。
2.中性盐雾试验200-300H不出现白锈。
252三价铬五彩钝化 80-120 PH:1.8-2.0温度:50-70℃时间:30-90秒 1.膜层呈五彩紫红色。
2.中性盐雾试验200-300H不出现白锈。
271三价铬黑色钝化 271A:150-250271B:30-50 PH:1.6-2.3 温度:40-60℃时间:30-90秒 1.膜层呈黑色,均匀。
2.不含银。
3.中性盐雾试验120-200H不出现白锈。
4.2 生产条件控制与维护
4.2.1 pH值控制:
pH值控制在1.6-2.5,不同钝化工艺最佳值不同。
三价铬钝化液pH值一般比六价铬高。
三价铬钝化液pH值的控制比六价铬要求严格。
pH值太低,膜层薄,易发花, PH值太高,膜层形成速度慢,易发雾。
在生产过程中,一般p H值会自动提高。
不同的钝化液采用不同的酸来调整,这种方法调整在实际操作中测pH值较麻烦,因为钝化液颜色较深,pH试纸较难测出pH值。
钝化液的补充中已经含有酸度,只要正常补充浓缩液,酸度可以自动恢复平衡,pH值变化不大,故不必频繁调整。
4.2.2 温度控制:
蓝白钝化在室温下进行,五彩、黑色钝化在30-80℃均可。
温度越高,膜层形成速度越快,膜层越厚;温度越低,膜层形成速度越慢,膜层越薄。
4.2.3 钝化时间:
钝化时间为30-90秒。
钝化时间越长,膜层越厚;钝化时间越短,膜层越薄。
钝化时间太长或太短,膜层都较薄,所以要控制好时间。
蓝白的钝化时间太长会使膜层蓝白带黄,不均匀,影响外观。
4.3 三价铬钝化与封闭技术
汽车部件高耐蚀的要求为150-200H不出现白锈,500-600H不出现红锈。
若采用第二代或第三代钝化剂加上专用封闭剂,完全满足甚至超过汽车行业的高耐蚀要求,如 EKEM(宏正)公司的1131、1133封闭剂。
1131封闭剂膜层透明、均匀。
1133封闭剂,膜层透明,遮盖力强。
黑色钝化层通过封闭后,膜层油亮、光滑,透出诱人的黑色。
传统的封闭剂如金油等对耐蚀性的提高无显著作用。
5.三价铬钝化与镀锌工艺的选择
无氰镀锌主要是氯化物镀锌与碱性无氰镀锌。
酸性镀锌的优点在于优良的装饰性,较高的电流效率,也正是由于它的这些优点使得酸锌的均度能力较差,而且镀层显层状结构,使其耐蚀性不如碱性无氰镀锌,新一代碱性无氰镀锌的优点是具有良好的深镀能力及分散能力,镀层显柱状,具有优良的耐蚀性,从功能性角度来看锌酸盐镀锌的耐蚀性要大于酸性氯化物镀锌。
而且从镀层柔软性业说,新一代的锌酸盐镀锌的柔软性好于酸性镀锌。
三价铬钝化膜的结合力、外观与镀锌工艺有很大关系。
无论是六价铬钝化还是三价铬钝化,碱性无氰镀锌钝化膜的结合力都远胜于酸性镀锌。
酸锌的三价蓝白钝化呈艳丽天蓝色,而碱性也可以达到酸锌色泽,但操作要求比较高,例如:水洗要求更高,钝化时间不能太长,否则在边缘部位易泛黄。
酸锌的五彩钝化色泽较浅,只是淡淡的彩色,而碱性无氰镀锌三价铬五彩钝化色彩较浓。
酸锌的黑色钝化色彩较浅,呈灰色至浅黑色且光泽度较差,而碱性无氰镀锌钝三价铬黑色钝化,膜层光亮呈深黑色,光泽度好。
因此,做高档件注重功能性的工件推荐使用碱性无氰镀锌,做中低档注重装饰性件推荐使用酸性镀锌。
6.结束语
第三代三价铬钝化把纳米级的封孔剂直接加到钝化液中,大大提高了蓝白、五彩、黑色钝化层的耐蚀性,达到甚至超过传统六价铬钝化工艺。
分享到:。