相控阵超声检测系统特性评价的具体要求(续)
相控阵检测标准

相控阵检测标准
相控阵检测标准是指用于评估和验证相控阵雷达系统性能的一套规范和指导原则。
以下是一些常见的相控阵检测标准:
1. 探测性能:包括探测范围、探测灵敏度、探测精度等指标。
2. 跟踪性能:包括跟踪范围、跟踪精度、抗干扰能力等指标。
3. 辐射特性:包括波束形状、辐射方向图、波束宽度等指标。
4. 辐射功率:包括发射功率、平均功率密度等指标。
5. 多靶探测和跟踪性能:包括多目标探测和跟踪的性能指标,如抗多普勒频移、多目标分辨能力等。
6. 电子干扰抗性:包括对杂散电磁辐射、电子对抗等外部干扰的抗性能力。
7. 环境适应性:包括对天气条件、地形等环境因素的适应能力。
8. 可靠性和稳定性:包括系统故障率、运行稳定性、寿命等指标。
这些标准通常由相关国际、国家或军事组织制定,并根据相控阵雷达的用途和应用领域进行调整和修订。
相控阵检测标准的遵循和合格证明能够保证相控阵雷达系统的可靠性、稳定性和性能优越性。
相控阵超声检测技术标准简介

标准T匕DOI:10.11973/wsjc201912014相控阵超声检测技术标准简介金磊A丁兵‘(1.烟台中集来福士海洋工程有限公司,烟台264000;2.上海船舶工艺研究所,上海200032)摘要:介绍了国内外相控阵超声检测技术的相关标准,内容主要包括术语、设备、探头、试块、综合系统、检测方法、验收等级等,以为同行正确理解和使用这些标准提供参考。
关键词:相控阵超声;检测技术;标准中图分类号:TGU5.28文献标志码:A文章编号:1000-6656(2019)12-0061-08Brief introduction of PAUT standardJIN Lei1,DING Bing2(1.Yantai CIMC Raffles Offshore Limited*Yantai264000,China;2.Shanghai Shipbuilding Technology Research Institute・Shanghai200032,China)Abstract:This paper briefly introduces the relevant national and international standards of phased array ultrasonic testing which include terminology,equipment,probe,test block,combined system,testing method and acceptance criterial.It may provide references for understanding and using these standards accurately.Key words:PAUT;testing technique;standard近年来,随着计算机处理能力的提高与晶片加工技术的成熟,相控阵超声检测技术得到了迅速发展,在各工业领域得到了广泛应用。
聚乙烯(PE)管纵波单斜探头超声波检测

聚乙烯(PE)管纵波单斜探头超声波检测帽特种谶备蜜垒无埙檐;则聚乙烯(PE)管纵波单斜探头超声波检测富阳广东省中山市特种设备检验所聚乙烯(PE)材料由于其强度高,耐高温,抗腐蚀,韧性高等特点,被广泛应用于燃气管道制造领域.存在埋藏缺陷的PE管热熔连接接头,埋地使用后易出现泄漏且不易处理.同时,作为埋地使用的PE管一般要求寿命为50年,燃气管道大多作为城镇公用管道,一旦发生燃气泄露有公共危险,社会影响重大,因此保证PE管连接接头质量具有重要意义.1PE管埋藏缺陷PE管连接前,应对管材和管件及附属设备按设计要求进行核对,并应在施工现场进行外观检查,符合要求方可使用.主要检查项目包括耐压等级,外表面质量,配合质量,材质的一致性等.热熔连接前,应根据不同的接口形式采用相应的专用加热工具,不得使用明火加热管材和管件.采用热熔方式相连的管道,使用同种牌号材质的管材和管件,对于性能相似的异种材质须先经过试验,合格后方可进行.连接前,管材和管件应在施工现场放置一定的时间后再连接,以使管材和管件温度一致.在寒冷气候(一5℃以下)和大风环境条件下进行连接时,应采取保护措施或调整连接工艺.PE管连接时管端应保证洁净,每次收工时管口应临时封堵,防止杂物进入管内.如果天气条件不好或周围环境恶劣时,难以保证PE管的管端洁净,容易产生不合格的PE管连接接头. 但是,在PE燃气管安装监检中,笔者发现有的安装单位仍然在天气条件不好或周围环境恶劣时施工,在热熔连接的PE管连接接头处,易夹杂沙石,树叶,草叶等夹杂物.这些不合格的PE管连接接头,在宏观检验和水压试验等检验时不易发现接头的埋藏缺陷,埋下了燃气泄露隐患,威胁公共安全.为了检测PE管连接接头处的埋藏缺陷,可以使用射线检测或超声波检测,射线检测由于存在安全防护问题,不宜在公用管道检验中广泛使用.超声波检测,不但可以用于金属材料检测,也可以对PE管等非金属材料检测.但是,由于聚乙烯声学特点与钢管不同,所以检测方法有区别.2PE管声学特点2.1各PE管材料差异大PE管的化学成分都是聚乙烯,但是不同牌号,产地,制造工艺,批号等的聚乙烯材料,其声学特点差异很大.所以,应了解每一批的PE管的声学特点,分~,tlN量每-~ttPE管的参数,对每~tI:PE管分别制作试块. 试块应与检测的PE管声学特点相同.不同的PE管的试块不能混用.在检测频率和温度相同条件下,典型试样声速测量,不同PE管声速如图1所示.235023o0225022o0215021(302050样品】样品2样品3样品4样品5图1典型PE管试样声速2.2超声波衰减严重超声波衰减是在超声波传播过程中,能力随距离增加逐渐减弱,信噪比逐渐增加的现象,包括扩散衰减,散射衰减,吸收衰减.由于分子结构不同,超声波在聚乙烯中的衰减规律与在金属中明显不同.从超声波检测原理可以看出,如果衰减严重,测量的反射纵波信号减弱,检测仪不能得到足够强的反射波;或反射纵波信号与草波信号接近时,不能准确区分反射波和草波,都导致测量失败.由于聚乙烯内超声波衰减严重,已成为超声波检测最重要的问题之一. 聚乙烯内超声波衰减系数,通过聚乙烯试块测量.经测试,聚乙烯内超声波衰减系数较高,但在较低频率下,衰减系数略低于较高频率,所以使用低频探头更容易得到较强的反射波.衰减系数的测量可使用超声波探伤仪,在所测表面放置与检测仪同频率的纵波直探头,利用三倍近场区外的多次底波高度差计算.聚乙烯内超声波衰减系数常常比钢材高一个数量级以上.聚乙烯的纵波直探头检测和反射波如图2所示,波高随距离增加降低明显,第二次波波高降{k~23dB,散射衰减,吸收衰减严重,信号接近草波信号,第三次波已不可见.一………,}{{十l+lI}l++l+:lIlI+一++十十++十十++++lI_l+l+lII土:l上lI'IlTII~十A.!图2PE纵波直探头检测衰减3PE管纵波检测根据聚乙烯声学特点,宜采用纵波检测,我们在工程实际中总结出以]vPE管超声波纵波检测经验.3.1探头制作笔者使用PE管本身的材料制作斜楔,实现对PE管进行纵波斜探头检测.探头斜楔,试块与PE管三者的材料相同,其好处是:当探头斜楔与被检PE管的材料相同时,斜楔与被检PE管的声速相同,折射波只有纵波,如图3所示.可以看出,利用阶梯圆弧,可以发现不同声程的反射波,但每个阶梯只有一个纵波反射, 其声速值与图2直探头测量值相同.同时,可以注意到:没有发现横波反射,这样有利于缺陷识别.图3阶梯圆弧调整扫描速度3.2试块制作PE管纵波斜探头超声波检测用试块,参考CSK—IA,CSK一ⅡA和CSK一ⅡAm等试块制作.所有试块均应采用聚乙烯,不能使用其他材料.且检测试块应与待测工件相同生产厂家,相同产地,相同原料,相同批号.试块使用方向应与待测工件相同,防止各向异性.由于温度影响PE材料声速,所以试块温度应与待测工件温度相同.制作试块应选择均匀的材料,无明显缺陷.不同的试块不能混用.3.3仪器调整检测PE管时,调整仪器的方法与检测钢管近似.但试块须参考CSK—IA,CSK-1IA和CSK—IIAm等,使用由同种PE制作的试块,利用阶梯圆弧测定探头前沿,调整零点,纵波扫描速度,检测范围,测定声速等,如图3所示;利用2ram孔测定探头值,制作距离一波幅曲线,评定缺陷,也可以用双孔法测定探头前沿,调整零点,纵波扫描速度,检测范围,测定声速等.检测时应将PE管接头的卷边清除,母材厚度≥8mm~46mmtt,t,参考l}l罾零无损棍;剐CSK—IIA试块;母材厚度≥6mm~8mmI~ff,参考CSK一ⅡAm试块,一般用两种值探头采用直射波法在PE管接头的外表面双侧进行检测.两种探头的折射角相差应不小于10.,其中一个折射角小于等于为45..3.4距离一波幅曲线的绘制距离一波幅曲线(图4所示)是按所用探头和仪器在试块上实测的数据绘制而成,该曲线族由评定线,定量线和判废线组成.评定线与定量线之间(包括评定线)为I区,定量线与判废线之间(包括定量线)为Ⅱ区,判废线及其以上区域为Ⅲ区.如果距离一波幅曲线绘制在荧光屏上,则在检测范围内不低于荧光屏满刻度的20%.弓馨图4距离一波幅曲线(RL)(SL)rEL3.5距离一波幅曲线的灵敏度选择壁厚为6mm以上的PE管接头,其距离一波幅曲线灵敏度按表l的规定.一般不检测横向缺陷,需要检测横向缺陷时,应将各线灵敏度均提高6dB.检测面曲率半径R≤W/4时,距离一波幅曲线的绘制应在与检测面曲率相同的对比试块上进行.工件的表面耦合损失和材质衰减应与试块相同,否则应进行传输损失补偿.在一跨距声程内最大传输损失差小于或等于2dB时可不进行补偿.扫查灵敏度不低于最大声程处的评定线灵敏度.表1距离一波幅曲线的灵敏度管厚,mm参考试块型式评定线定量线≥6~<8CSKⅡAm2×4018dB2×4012dB2×404rib≥8~≤46CSKⅡA3.6检测方法管外壁尽量按以下检测方法进行检测.为检测纵向缺陷,斜探头应垂直于接头中心线放置在检测面上,作锯齿型扫查,如图5所示.探头前后移动的范围应保证扫查到全部PE管接头截面,在保持探头垂直接头作前后移动的同时,还应作10.~15.的左右转动,允许减少左右转动幅度.为观察缺陷动态波形和区分缺陷信号或伪缺陷信号,确定缺陷的位置,方向和形状,可采用探头前后,左右,转角,环绕等四种基本扫查方式,如图6所示.与钢管检测相比,探头K值应根据工件的曲率和材料厚度选择,略低于钢管检测K值,对比试块的曲率半径应为检测面曲率半径的0.9倍~1.5倍.图5锯齿型扫查图6四种基本扫查方法环绕3.7缺陷评定PE管接头质量分级参考表2的规定进行.缺陷指示长度小于10mm时,按5mm计.相邻两缺陷在一直线上,其间距小于其中较小的缺陷长度时,应作为一条缺陷处理,以两缺陷长度之和作为其指示长度(间距不计入缺陷长度).超过评定线的信号应注意其是否具有裂纹等危害性缺陷特征,如有怀疑时,应采取改变探头K值,增加检测面,观察动态波型并结合结构工艺特征作判定,如对波型不能判断时,应辅以射线检测等方法作综合判定.相控阵超声检测系统特性评价的具体要求(续)李衍无锡市锅炉压力容器学会无损检测专委会tlll_)5相控阵参数和数据显示的计算机控制评价5.1概述1)原理:相控阵的超声声束控制是基于费尔马原理,即声传播遵循时间最短的行程.此原理可用于相控阵探头阵元发射的超声波前传播声程的声线跟踪,表2焊接接头质量分级等级管mrn累6~400I非裂纹类缺陷LT/3,最6~120小为10,最大在任意9T接头长度范'Ⅱ不超过30围雨>120-400T/3,倘妒£=23,最^~120PJtS~312,最大在任意4.5T}{'~KPXⅡI1不超过4O范围内£不超过7>j20~400盛大不超过75Ii超过II级者超过Ii级者HI6~400III所有缺陷I,1I,Ⅲ裂纹等危害性缺陷注:1PE符母材厚度不同时,取较薄侧厚度值.2当接头}乏度小足9T(I级)或4.5T(Ⅱ级)时,可按比例折算.当折算后的缺陷累计长度小于个缺陷指示长度时,以单个缺陷指示长度为准.4结论超声波检测PE管热熔连接接头埋藏缺陷,对于以计算出使声束对准特定位置时定时电子设备所需要的延迟时间.利用费尔马原理,输入材料声速,就可算出折射角和焦点位置.只要材料声速准确,算出的声束位置也会准确.2)变量:计算的准确性相关于几个变量,包括:被检材料声速,探头组件尺寸(阵元尺寸,主频率,楔内延迟声程),以及影响相位干涉图形的脉冲发生器的保证PE管连接接头质量具有重要意义.各PE管材料差异较大,不同牌号,产地,制造工艺,批号等的聚乙烯材料,其声学特点差异很大.使用PE管本身的材料制作斜楔,可以实现对PE管进行纵波斜探头检测.探头斜楔与被检PE管的材料相同,斜楔与被检PE管的声速相同,折射波只有纵波.使用低频探头,衰减系数低于高频探头,更容易得到较强的反射波.利用阶梯圆弧,可以发现不同声程的反射波.每个阶梯只有一个纵波反射,其声速与直探头测量值相同,没有发现横波反射,有利于缺陷识别.PE管纵波斜探头超声波检测用试块,可以参考CSK—IA, CSK一11A和CSK~11Am等试块制作.利用阶梯圆弧和2tomSk,可以测定探头前沿,测定探头K值,调整零点,调整纵波扫描速度,调整检测范围,测定声速,制作距离一波幅曲线,评定缺陷等.(收稿日期2011—03—29)。
相控阵超声检测标准
相控阵超声检测标准相控阵超声检测技术是一种应用于材料缺陷检测和结构健康监测的先进无损检测技术,其在航空航天、船舶、桥梁、建筑等领域有着广泛的应用。
为了保证相控阵超声检测的准确性和可靠性,制定了一系列的相控阵超声检测标准,以规范和指导相控阵超声检测技术的应用。
首先,相控阵超声检测标准需要明确超声检测的对象和范围,包括被测对象的材料、形状、尺寸等特征,以及需要检测的缺陷类型、尺寸、位置等信息。
这些信息对于选择合适的相控阵超声检测技术和设备具有重要的指导作用。
其次,相控阵超声检测标准需要规定超声检测的技术要求,包括超声波的频率、波束角、发射和接收方式等参数,以及检测的灵敏度、分辨率、定位精度等性能指标。
这些技术要求对于确保超声检测的准确性和可靠性至关重要。
另外,相控阵超声检测标准还需要规定超声检测的操作流程和方法,包括设备的校准、检测的参数设置、数据采集和处理等步骤,以及对检测结果的评定和判定标准。
这些操作流程和方法的规范性对于保证超声检测的一致性和可比性非常重要。
此外,相控阵超声检测标准还需要考虑到超声检测的环境条件和安全要求,包括检测环境的温度、湿度、噪声等因素的影响,以及操作人员的安全防护和培训要求。
这些环境条件和安全要求的考虑对于保障超声检测的顺利进行和操作人员的安全非常重要。
总的来说,相控阵超声检测标准的制定对于推动相控阵超声检测技术的发展和应用具有重要的意义。
通过遵循相控阵超声检测标准,可以有效地规范和指导相控阵超声检测技术的应用,提高超声检测的准确性和可靠性,为材料缺陷检测和结构健康监测提供更加可靠的技术支持。
同时,相控阵超声检测标准的不断完善和更新也将推动相控阵超声检测技术的进一步发展和应用,为相关领域的安全生产和工程质量提升做出更大的贡献。
国外的工业相控阵检测标准

国外的工业相控阵检测标准刘晓睿;强天鹏;邬冠华;孙忠波;肖雄;郑凯;涂春磊【摘要】Researchers have been working on phased array ultrasonic for about twenty years. Based on numerous studies, the basic features of PAUT(Phased Array Ultrasonic Testing) have been mastered gradually. In recent years, some of the important standardization organizations, such as ASME,ISO, AWS and EN have accepted the application of phased array ultrasonic. ASTM, ISO and EN have some separate standards or drafts about PAUT. In this paper, we summarize the constitution, the fundamental contents and features of the foreign codes for PAUT, so as to provide a reference as for the application and standardization of PAUT for our country.%在对超声相控阵检测技术进行了大量研究的基础上,人们正逐步掌握其特点.近年来国外一些重要的标准化组织,例如ASME,ISO,AWS,EN等,已认可相控阵技术的工业应用;ASTM,ISO以及EN已制订了相控阵标准或提出标准草案.概述了国外相控阵标准的制订情况和标准的基本内容和特点,为国内相控阵技术应用和标准制定提供借鉴.【期刊名称】《压力容器》【年(卷),期】2012(029)003【总页数】6页(P53-58)【关键词】超声相控阵;标准化;ASTM E2491-08;ASTM E2700-09;ISO/DIS 13588-2010;EN16018-2011【作者】刘晓睿;强天鹏;邬冠华;孙忠波;肖雄;郑凯;涂春磊【作者单位】南昌航空大学无损检测技术教育部重点实验室,江西南昌330063;江苏省特种设备安全监督检验研究院,江苏南京210003;南昌航空大学无损检测技术教育部重点实验室,江西南昌330063;天津诚信达金属检测有限公司,天津300384;江苏中特创业设备检测有限公司,江苏南京210014;江苏省特种设备安全监督检验研究院,江苏南京210003;江苏省特种设备安全监督检验研究院,江苏南京210003【正文语种】中文【中图分类】T-651;TB5530 引言工业超声相控阵检测技术是近年来倍受关注的新型无损检测技术,其主要特点是采用多晶片探头,各晶片的激励(振幅和延时)均由计算机控制,能产生聚焦波束实现对工件的扫描,并能实现检测结果的成像。
相控阵超声检测仪的主要参数
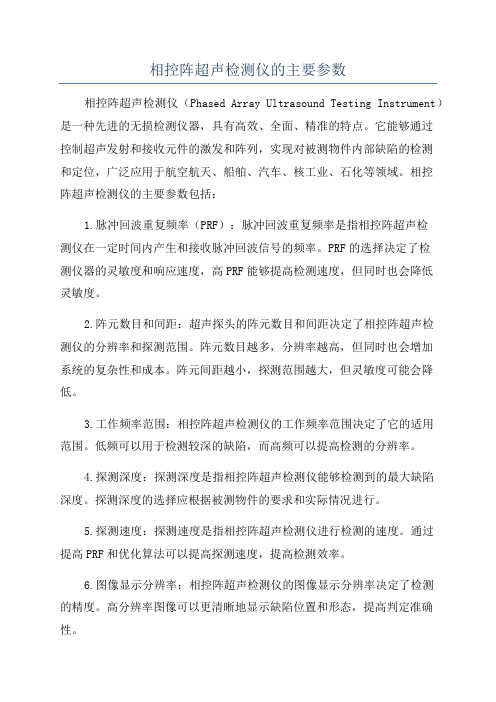
相控阵超声检测仪的主要参数相控阵超声检测仪(Phased Array Ultrasound Testing Instrument)是一种先进的无损检测仪器,具有高效、全面、精准的特点。
它能够通过控制超声发射和接收元件的激发和阵列,实现对被测物件内部缺陷的检测和定位,广泛应用于航空航天、船舶、汽车、核工业、石化等领域。
相控阵超声检测仪的主要参数包括:1.脉冲回波重复频率(PRF):脉冲回波重复频率是指相控阵超声检测仪在一定时间内产生和接收脉冲回波信号的频率。
PRF的选择决定了检测仪器的灵敏度和响应速度,高PRF能够提高检测速度,但同时也会降低灵敏度。
2.阵元数目和间距:超声探头的阵元数目和间距决定了相控阵超声检测仪的分辨率和探测范围。
阵元数目越多,分辨率越高,但同时也会增加系统的复杂性和成本。
阵元间距越小,探测范围越大,但灵敏度可能会降低。
3.工作频率范围:相控阵超声检测仪的工作频率范围决定了它的适用范围。
低频可以用于检测较深的缺陷,而高频可以提高检测的分辨率。
4.探测深度:探测深度是指相控阵超声检测仪能够检测到的最大缺陷深度。
探测深度的选择应根据被测物件的要求和实际情况进行。
5.探测速度:探测速度是指相控阵超声检测仪进行检测的速度。
通过提高PRF和优化算法可以提高探测速度,提高检测效率。
6.图像显示分辨率:相控阵超声检测仪的图像显示分辨率决定了检测的精度。
高分辨率图像可以更清晰地显示缺陷位置和形态,提高判定准确性。
7.软件功能:相控阵超声检测仪的软件功能包括数据存储、数据处理、缺陷图像分析等。
不同的软件功能可以满足不同的检测要求,提高检测的灵活性和准确性。
8.界面和操作:相控阵超声检测仪的界面和操作的友好性对于操作人员来说非常重要。
合理布局的界面和简单易懂的操作可以提高操作效率和减少错误。
总的来说,相控阵超声检测仪的主要参数包括脉冲回波重复频率、阵元数目和间距、工作频率范围、探测深度、探测速度、图像显示分辨率、软件功能、界面和操作等。
相控阵检测标准

相控阵检测标准一、检测设备1.相控阵检测设备应具备高精度、高稳定性和高可靠性,能够满足各种检测需求。
2.设备应配备相应的控制系统、信号处理系统、图像处理系统和数据分析系统等。
3.设备应具有自动化程度高、操作简便、易于维护等特点。
二、检测方法1.相控阵检测方法应采用先进的相控阵技术,通过发射和接收超声波信号,对被检测物体进行非接触式检测。
2.检测方法应具有高分辨率、高灵敏度和高可靠性,能够准确检测出被检测物体的内部缺陷和损伤。
3.检测方法应适用于各种材料和结构,如金属、非金属、复合材料等。
三、检测规范1.相控阵检测规范应包括检测前的准备工作、检测过程中的操作规范、检测后的数据处理和分析等方面的内容。
2.规范应明确规定检测设备的操作步骤、参数设置、信号处理方法等,以确保检测结果的准确性和可靠性。
3.规范应明确规定被检测物体的准备要求、检测区域的划分、扫查方式等,以确保检测的全面性和有效性。
四、检测培训1.相控阵检测培训应针对操作人员和管理人员进行,以提高他们的技能水平和安全意识。
2.培训内容应包括相控阵技术的基本原理、设备操作方法、检测规范等方面的知识。
3.培训还应包括安全措施和应急处理等方面的内容,以确保在紧急情况下能够正确应对。
五、检测报告1.相控阵检测报告应详细记录被检测物体的基本信息、检测设备参数设置、扫查方式、信号处理结果等方面的内容。
2.报告应包括被检测物体的内部缺陷和损伤的描述和分析,以及相应的处理建议。
3.报告应采用规范化的格式和语言,以便于阅读和理解。
六、检测维护1.相控阵检测设备应定期进行维护和保养,以确保设备的正常运行和延长使用寿命。
2.维护内容包括清洁设备表面、检查设备连接线是否松动或破损、更换磨损部件等。
3.维护还应包括对设备进行定期的校准和标定,以确保设备的准确性和可靠性。
七、安全措施1.在进行相控阵检测时,应采取必要的安全措施,如佩戴个人防护用品、保持设备稳定运行等,以防止意外事故的发生。
相控阵超声检测系统特性评价的一般要求

()评 价相 控 阵超 声探 伤 仪 和 系统 的一 些 1 重要特性 ,旨在 用于对 仪 器 和系 统进 行 比较 ,
或者 通过 周期性 反复 比较 ,检 测 出给 定仪 器或 系统 特性 的 长期变 化 ,发 现接 近 失效 的征 象 。
2 参考 标准 .
超 声检 测特 殊技术 是 从常规 检 测技 术发展
定 ,即各 圆环宽 度不 同。
除 遵 循 A T E 3 6规 定 的 术 语 意 义 S M 1 1 统结构和 技术 特性 ,特 别框定 了以下 8个 专用
能。计算机 处理 数据 分 析和 显 示技 术 ,可与 自
12 评价对象 . ( )可评价用脉 冲波列和 A 扫描显示 ( 1 射
动 或半 自动扫查 机械 联 用 ,获 得 两维 或三 维 缺 频或 视频 )的超 声探 伤 系统 。但 该标 准 指 南并 陷 图像 ,从 而强 化对 重要 部件 和重 要结 构 的检 不对探 伤 系统 规定 特性 限值 。指 出 :如 需此 类 测 能力 。计算 机处 理 可用 于对超 声 检测 或 其它 验 收条 件 ,须 由使 用 方规 定 ;文 中列 出 的验 收 无损 检测 方法 发现 的 缺陷 类型 、大小 、形 状 、 位置和方 向等 ,进行定量 分析 和客观评 价 。 准 均 已发 布 ,但 相 控 阵 检 测 标 准 迟 迟 未 见 动 数 据 ,仅 供 参考 。要评 价 的具体 参 数 ,以及 测
相控 阵超声检测 系统特性评价 的一般要求
李 衍
( 无锡 市锅 炉压 力容器 学会 无损 检测 专委 会 )
摘 要: 超声相控阵检测的有效性首先取决于相控阵仪器和系统的有效性 本文介 ̄AM B V ( SE P C 美国锅炉压力容器法规) 最新版 ( 9 2 0增补 )有关相控阵超声检测仪器和系统特性评价的 0 般要 求 ,包 括 系 统组 成和 特 性概 要 、特性 评价 注 意 点和特 性评价 项 目, 以及 重 要术语 等,企望为国内承压设备相控阵超 声检测的有效应用和标准化,提供法定依据和有用借
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
相控阵超声检测系统特性评价的具体要求(续)(上)
李衍无锡市锅炉压力容器学会无损检测专委会
5 相控阵参数和数据显示的计算机控制评价
5.1概述
1)原理:相控阵的超声声束控制是基于费尔马原理,即声传播遵循时间最短的行程。
此原理可用于相控阵探头阵元发射的超声波前传播声程的声线跟踪,以计算出使声束对准特定位置时定时电子设备所需要的延迟时间。
利用费尔马原理,输入材料声速,就可算出折射角和焦点位置。
只要材料声速准确,算出的声束位置也会准确。
2)变量:计算的准确性相关于几个变量,包括:被检材料声速,探头组件尺寸(阵元尺寸,主频率,楔内延迟声程),以及影响相位干涉图形的脉冲发生器的定时准确性。
若所有变量都能准确代入相应公式,则声束应能准确定位。
在计算机控制系统,操作者唯一可获得的证据,就是数据显示。
显示图会提供坐标系统,由此可测出两维或三维人工标靶的回波位置。
将显示图上的理论测绘位置,与特定标靶的实际已知位置联系起来,是评价组合变量与计算机算法影响显示准确性的唯一有效方法。
5.2 配置和测试方法
1)使用接触式线阵列探头,标称频率5MHz,至少有16阵元,阵元间距》1mm,配置两个单独的S扫描的软件:一个±30。
,钢中焦距25mm(即声束在钢中声程25mm处聚焦),另一个±30。
,钢中焦距~50rrlm(即声束在钢中声程50mm处聚焦)。
对两组聚焦法则,编程的角度进阶间隔均取0.5。
;所有聚焦法则应使用16相邻阵元。
2)确保数据采集的数字化频率至少为80MHz。
3)在钢试块中加工一系列横孔;材料声速按ASTM E 494测试。
将此声速值用于聚焦法则。
4)将相控阵探头置于图8所示试块上,使阵元阵列中心对准该试块标定的中心线。
5)按25mm焦距进行扫查,并存储S扫描图像。
6)按50rrlm焦距进行扫查,并存储S扫描图像。
7)利用计算机显示调整光标,并以表格形式记录深度位置、偏离中心线的距离、以及对横孔的扫查角度。
对半径50nlm圆弧线上的横孔,用为50mm焦距设置的聚焦法则所测试的结果;而对半径25mr~1圆弧线上的横孔,则用为25ran-焦距设置的聚焦法则所测试的结果。
8)测评结果要求:利用预先编程的软件,将测评数值与试块中横孔实际位置进行比较。
计算机显示上出现的声程距离,所示横孔位置误差应》±0.5mm.横孔深度位置和偏心位置误差应》±0.5mm。
对横孔的所有扫查角度误差应》±1.0°。
6 相控阵探头楔块衰减和延迟校正的评价
6.1 概述
1)重要性:使用电子扫描或扇形扫描时,各个脉冲发生器和接收器电子线路之间的差异,探头阵元之间的差异,均可能引起聚焦法则之间在增益上的数值变化。
而且,发生效率随角度而变化,会因楔块的自然角度而衰减。
当使用折射楔或延迟线时,楔内声程的差异,会使一些聚焦法则需要加减放大器增益。
因此需要有增益变异的调整方法,以使电子扫描或S扫描中的整套聚焦法则“规范化”。
2)评价要求:当相控阵探头用延迟线或折射楔时,声束变角和投影显示的计算均基于费尔马原理。
这就要求操作者能识别在探头阵元空间中的位置。
这样才能确保阵元到楔块一钢界面的行程距离准确已知。
要验证操作者使用的坐标能提供正确的深度计算值,以确保显示软件可正确定位检出的显示。
3)校正方法:可按某一时刻的聚焦法则,对衰减差异和延迟时间进行校验调整;也可配置相应软件,进行动态校正。
对半径50mm圆弧线上的横孔,可用为50mrrl焦距配置的聚焦法则;而对半径25rrlm圆弧线上的横孔,则用为125rrlm焦距配置的聚焦法则。
6.2楔块衰减校正
1)以下所述方法导则是针对用一维线阵列探头作E扫描或电子光栅扫描时,有关楔块衰减校正的评价。
2)为电子光栅扫描要应用的聚焦法则,配置相控阵系统。
3)将相控阵探头置于钻有深度位置已知的横孔试块上(为方便起见,这里使用11w试块中φ1.5mm的横孔作为测试靶体)。
4)为配置的第一个聚焦法则选用A扫描显示,将探头前后移动,找到横孔的最大波幅信号。
5)将横孔回波幅度调至80%满屏高,并将有关参数存储到聚焦法则文档中。
6)对每一聚焦法则,重复使横孔回波信号达到最大并调至80%满屏高的过程,完成对每一聚焦法则有关调整参数的文档存储。
7)上述过程也可用计算机来进行,即通过计算机完成对灵敏度调整的动态评价计算。
动态评价只要求操作者对着横孔前后移动探头,以确保使用的所有聚焦法则均有横孔标靶移动通过声束。
随后,就由相控阵系统计算,完成楔块衰减校正,以确保每一聚焦法则检出的横孔回波幅度,均能调整到相同幅度。
8)评价楔块衰减补偿时,要求钢中声程保持不变,以确保只评价起作用的楔块声程变化。
对使用一维线阵列探头的S扫描,单个横孔会导致每一声束角度在钢中的传播声程不同,这样就不适于正确评价楔块衰减校正。
一般推荐的测试靶体是分布在类似于IIW试块R100mm圆弧面上的横孑L。
对S扫描来说,可采用(2)~(6)所述步骤,而不用分布在适当半径的圆弧线上的横孔。
使用为S扫描设置的半径,也能对角度变化所固有的回波传输效应进行校正。
注:若不能进行适当校正,如角度范围太大,以致信号幅度无法有效校正,则必须将角度范围减小到可作校正的程度。
9)对不同楔块和不同扫描型式的配置,有关相控阵探头的动作示意,
本文摘自: 中国无损检测论坛() 详细出处请参考:/forum.php?mod=viewthread&tid=4647&extra=page%3D8。