光纤连接器研磨经验谈
光纤端面的研磨方法总则
光纤端面的研磨方法总则光纤是光通信中最基本及最重要的一个组成部份,光纤一词是光导纤维的简称。
光纤的主要材料是石英玻璃,所以事实上光纤是一种比人的头发稍粗的玻璃丝。
一般通信光纤是由纤芯和包层两部份组成而外径为125um至140um。
在讨论光纤端面研磨中,不可不提光纤的损耗。
在光信号通过光纤端面传送中,由于折射或某一些原因,会使光能量衰减了一部份,这就是光纤的传输损耗。
所以光纤端面研磨的效果就显得非常重要了。
而成熟的研磨工艺及优良的研磨系统设备是达到优质研磨效果不可或缺的因素。
以下本文将以研磨优质光纤连接器端面作为讨论的重心。
而本文主旨主要在于分享我们在光纤连接器端面研磨方面的实际经验,而不在于艰涩的理论性的探讨。
简介在光纤跳线生产工艺中,主要可分为三部份。
1、光缆与连接器散件的组装;2、端面研磨3、检查及测试。
而其中以研磨及测试部份对生产优质光纤端面的影响最大。
故厂商往往都非常重视这部份的运作。
而本文亦会集中讨论这部份的工艺。
生产光纤跳线,要达到最佳效果,其中包括了8个要素:1、使用正确的工具及组装程序;2、使用高质素的光纤连接器散件;3、稳定的研磨机器;4、优质的研磨砂纸;5、正确的操作程序;6、精确及可靠的测试仪器;7、有责任感与富有经验的操作员;8、整洁及无尘的工作环境。
生产优质光纤跳线之要素1、使用正确的工具及组装程序--所有的组装程序都必须采用合适的工具, 如脱皮钳,烘炉,针筒及胶水……等等,需要选择专为生产光纤跳线而设计的产品,故千万不能随便使用一般性的工具。
另外,熟练而正确的组装方法,也是不能忽略的一点。
2、使用高质素的光纤连接器散件--高素质的连接器散件也能间接使问题减少,从而更易达到优质的研磨效果。
3、稳定的研磨机--研磨机(Polishing Machine)可说是生产光纤跳线的核心部份,在生产过程中相当大比例的品质问题,都间接或直接与研磨机的稳定性有关。
可见研磨机在光纤跳线中的重要性,本文在“研磨机”一节中会作更详细的探讨。
mpo光纤研磨技术与方法
mpo光纤研磨技术与方法《mpo 光纤研磨技术与方法,我来给你唠唠》嘿,朋友!今天我要跟你分享一个超酷的技能——mpo 光纤研磨技术与方法!这可是个厉害的玩意儿,学会了能让你在通信领域牛气一把!首先呢,咱们得准备好家伙什儿。
就像战士上战场得有枪一样,咱研磨光纤得有研磨盘、研磨砂纸、酒精、无尘布,还有最重要的——mpo 光纤。
准备好这些,咱们就可以开始第一步啦!把那 mpo 光纤小心翼翼地拿出来,就像对待刚出生的小宝宝一样轻柔。
用酒精和无尘布给它来个“全身清洁”,把上面的灰尘啊、油污啊统统擦掉。
这一步可重要啦,要是不干净,就好像你吃饭的时候碗里有沙子,能好受嘛!清洁完之后,就是关键的研磨环节。
把研磨砂纸贴在研磨盘上,要贴得平平整整的,不然就像你穿裤子歪歪扭扭的,可难看啦!然后,把光纤轻轻地放在研磨盘上,注意哦,一定要轻,别跟扔石头似的。
接着,按照一定的方向和力度开始研磨。
这就像是你骑自行车,得保持平衡和节奏。
力度不能太大,不然光纤会被你“揉碎”的;力度也不能太小,不然就跟没磨一样。
而且要均匀地磨,别这边磨得光溜溜,那边还是“毛糙糙”。
研磨一会儿后,停下检查检查。
这就好比你做饭的时候尝尝咸淡,看看研磨的效果咋样。
如果觉得还不够,那就继续磨,直到光纤的端面变得光滑如镜。
在整个研磨过程中,一定要有耐心。
别磨了两下就不耐烦了,这可不行。
我之前有一次就是太着急,结果磨得一塌糊涂,还得重新来过,那叫一个悲催啊!当你觉得研磨得差不多的时候,再用酒精和无尘布给光纤来个最后的清洁,把研磨产生的碎屑啥的都弄干净。
最后,好好欣赏一下你研磨好的 mpo 光纤吧!那光滑的端面,简直就是一件艺术品。
朋友,mpo 光纤研磨技术其实不难,只要你按照我说的步骤,细心、耐心地去做,肯定能成功。
加油,相信你可以的!。
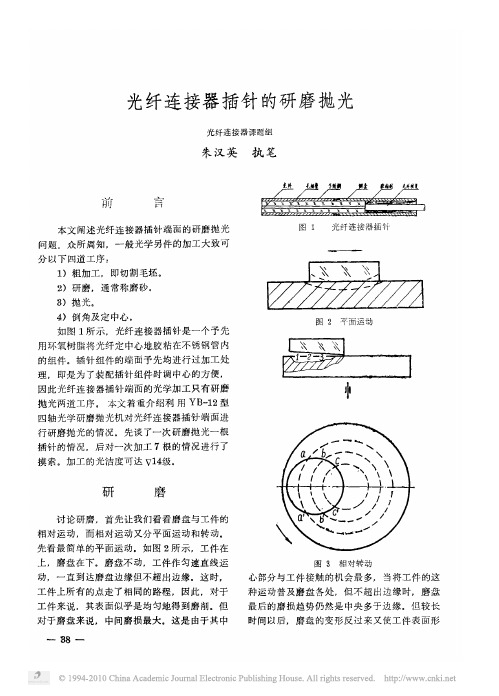
光纤连接器插针的研磨抛光
抛 光 速度 及室 内温度 等因素有关 。
抛光 液 中氧化饰与水 的 比 例 以 一
的重 量比为宜 氧化饰采用上海跃 龙化工厂生
产 的 一 型 米黄色抛光 粉 , 目数 为
目。
抛光主 轴的转 速为 一 转 分 抛光盘的
转速及其往复运动均 低于主轴转动速度 。 室温
控 制 在 ℃ 士 ℃。 抛 光 时 间 为
势 , 提高研磨抛光 的效率问题 已提到了议事 日
程上来了 , 为此 , 我们设计了一次装 夹 根光
纤插针的夹具 其加工方法和 步骤大致相同于
一根的情 况 , 只 是 研磨抛光所 需 的时 间都相应
有所增加 , 这 是 因为光纤插 针外 面不 诱钢 管 总
面积 增 多 , 使得 研磨抛 光 时单位 时 间的磨 削量
缘 的磨 削差 别就 越 大
综 上所 述 , 要 想得 到均 匀的磨 削 , 应 使磨
盘转动 , 同时工件要来回运动
磨 盘 用球墨铸 铁制成 研磨 砂采用 四 川乐
山金 刚 砂 。 砂 的牌号 及 粒度 大 小如 下
现用 号码
吐
原用 号码
资
告 理
砂粒直 径 范 围 〔微 米
一 一 一 一 一 一 一
动。 镜盘上面是抛光盘 , 抛光盘随镜盘的转动
而转 动 同时, 抛光盘还必须随机器转动轴的
牵 引作往 复运 动 , 这 样使得 整个抛 光面抛 光均
匀, 从而得到平 整的光洁的端面。
抛 光胶 的制作要考虑 到石英玻璃 制造的光
纤其硬度大于普通 的光学玻璃 , 因此在抛 光胶
的成份 中应增加使胶 的硬度 变 高的成份 比例
后 再 用 粒度 小 点 的金 刚砂 细磨 。 各种 粒度 金 刚
光纤端面研磨

光纤端面研磨在光通信中,光纤的质量和性能是至关重要的。
而光纤端面的质量直接影响着光传输的效率和质量。
因此,光纤端面的研磨是保证光纤质量的重要环节之一。
一、光纤端面的要求光纤端面的要求主要包括两方面,一是光学性能,二是机械性能。
1. 光学性能光纤的传输效果和质量与其端面的平整度和光泽度有直接关系。
光纤端面应该是光滑、平整、无划痕、无气泡、无杂质等缺陷。
同时,光纤端面的面积也应该足够大,以保证光的传输效率和质量。
2. 机械性能光纤端面的机械性能主要指其强度和耐磨性。
光纤端面应该具有足够的强度,能够承受光纤连接时产生的压力和拉力。
同时,光纤端面的磨损程度也应该尽可能小,以保证其长期稳定的性能。
二、光纤端面研磨的方法光纤端面研磨的方法主要包括机械研磨和化学研磨两种。
1. 机械研磨机械研磨是利用机械力和研磨粒子对光纤端面进行研磨。
机械研磨的优点是研磨速度快、效果好、成本低。
但是,机械研磨也存在一些缺点,比如研磨粒子易产生划痕,研磨过程中产生的热量容易导致光纤变形等。
2. 化学研磨化学研磨是利用化学反应对光纤端面进行研磨。
化学研磨的优点是研磨精度高、不会产生划痕、不会产生热变形等缺点。
但是,化学研磨的成本较高,研磨过程中的化学物质对环境和人体也有一定的危害。
三、光纤端面研磨的步骤光纤端面研磨的步骤主要包括以下几个方面:1. 清洗在进行光纤端面研磨之前,必须先将光纤端面清洗干净,以去除表面的灰尘、油脂、污渍等杂质。
2. 粗磨粗磨是将光纤端面研磨至平整度较高的过程。
一般采用机械研磨的方法,使用较大的研磨粒子进行研磨,以快速去除表面的凹凸不平。
3. 中磨中磨是将光纤端面研磨至更高的平整度的过程。
一般采用机械研磨的方法,使用较小的研磨粒子进行研磨,以去除表面的微小凹凸。
4. 细磨细磨是将光纤端面研磨至最高的平整度的过程。
一般采用化学研磨的方法,使用化学物质进行研磨,以去除表面的微小凹凸和化学反应产生的氧化物等杂质。
光纤端面研磨
光纤端面研磨光纤端面研磨是一项非常重要的技术,它用于制造光纤连接器和光纤器件。
在光通信领域中,光纤端面的质量直接影响整个光通信系统的性能。
因此,光纤端面研磨技术的研究和应用具有重要的意义。
1. 光纤端面研磨的原理和方法光纤端面研磨的目的是将光纤的端面打磨成平整、光滑的表面,以便与其他光纤或器件进行连接。
光纤的端面质量直接影响光纤的传输性能和连接的质量。
因此,端面研磨的质量要求非常高。
光纤端面研磨的原理是采用机械磨削的方法,通过磨削的过程将光纤端面打磨平整。
磨削的方法一般有两种,分别是手动研磨和自动研磨。
手动研磨需要熟练的技术和经验,而自动研磨则可以通过机器自动完成,减少了人为因素的干扰,提高了研磨的精度和效率。
2. 光纤端面研磨的设备和材料光纤端面研磨的设备主要包括研磨机、研磨片和研磨液。
研磨机是端面研磨的核心设备,它的主要作用是通过旋转研磨片来磨削光纤的端面。
研磨片是研磨机的配件,它的质量和精度直接影响研磨的效果。
研磨液是研磨过程中使用的液体,它可以起到润滑和冷却的作用,同时也可以清洗研磨片和光纤。
在光纤端面研磨中,材料的选择也非常重要。
一般来说,研磨片的材料可以选择钻石、碳化硅、氧化铝等,这些材料具有硬度高、耐磨性好、精度高等特点。
而研磨液的选择则应根据研磨片的材料和光纤的材料进行匹配,以达到最佳的研磨效果。
3. 光纤端面研磨的注意事项在进行光纤端面研磨时,需要注意以下几点:(1)研磨前应先清洗光纤,确保其表面没有杂质和污渍。
(2)研磨前应检查研磨片的磨损情况,如果磨损过大应及时更换。
(3)研磨时应注意研磨片和光纤的压力和速度,以免造成损伤或破坏。
(4)研磨后应及时清洗研磨片和光纤,以确保其表面干净光滑。
(5)研磨后应使用显微镜检查光纤端面的质量,以确保其符合要求。
4. 光纤端面研磨的应用光纤端面研磨技术在光通信领域中具有广泛的应用。
它可以用于制造各种光纤连接器,如SC、FC、ST等连接器,以及各种光纤器件,如光开关、光放大器等。
光纤端面研磨
光纤端面研磨随着通信技术的快速发展,光纤通信已经成为信息传输的主要方式之一。
光纤通信的可靠性和高速传输能力,使得它在现代通信领域中占据着重要的地位。
而光纤端面研磨作为光纤连接中不可或缺的一环,其质量的好坏直接影响着光纤连接的稳定性和通信质量。
因此,光纤端面研磨的技术和方法也越来越受到人们的关注。
一、光纤端面研磨的重要性光纤的传输速度很快,但它的连接技术却十分复杂。
光纤连接需要保证光信号的传输质量,而光纤端面的质量直接影响着光信号的损耗和反射。
如果光纤端面不光滑或者存在缺陷,就会导致光信号的反射和散射,从而降低光信号的传输效率和质量。
因此,光纤端面的质量对于光纤通信的稳定性和可靠性至关重要。
二、光纤端面研磨的方法光纤端面研磨的方法有很多种,常见的方法包括机械研磨、化学机械研磨和激光研磨等。
1. 机械研磨机械研磨是最常见的光纤端面研磨方法之一。
它采用研磨片和研磨液对光纤端面进行研磨,使其变得平整光滑。
机械研磨的优点是研磨效果比较稳定,而且操作简单,成本也比较低。
但是机械研磨的缺点是研磨片和研磨液会产生一定的热量,容易损伤光纤端面,而且研磨效率比较低,需要较长的时间才能完成。
2. 化学机械研磨化学机械研磨是一种结合了化学反应和机械研磨的方法。
它采用研磨液和研磨片对光纤端面进行研磨,同时通过化学反应来加速研磨过程。
化学机械研磨的优点是研磨效率比较高,而且能够得到非常平整光滑的光纤端面。
但是化学机械研磨的缺点是成本比较高,而且操作比较复杂,需要一定的技术和经验。
3. 激光研磨激光研磨是一种非常先进的光纤端面研磨方法。
它采用激光束对光纤端面进行打磨,可以得到非常平整光滑的光纤端面。
激光研磨的优点是研磨效率非常高,而且不会产生热量,不会损伤光纤端面。
但是激光研磨的缺点是成本比较高,而且需要非常专业的技术和设备。
三、光纤端面研磨的注意事项无论采用哪种光纤端面研磨方法,都需要注意以下几点:1. 选择合适的研磨液和研磨片,不同的光纤材料需要不同的研磨液和研磨片。
光纤连接器研磨

光纤连接器研磨研磨是組裝工藝中最重要的一部分。
研磨主要是對端面參數的調整,以及端面的處理。
參數會影響的對接性能,比如:對接是否精確,接觸是否緊密等﹔從而對光學特性造成一定的影響,主要是影響其跟。
端面好壞對也會影響的光學特性以及使用壽命。
研磨是影響的因數之一﹔但是對,研磨是起著決定性作用的。
研磨首先需要了解的常識:研磨機:中心加壓式研磨機:從研磨盤的中心施加的壓力,如光紅的。
最大的優點是:、壓力可以調節,即可以調節壓力來調節參數,又可通過更換研磨墊的硬度來調節參數,其對參數的調節有更多的選擇,所以可以減少對研磨墊種類的需求。
缺點是:、上盤苦難,對上盤的一致性要求比較高,否則將會對研磨產生不理想的效果。
比如:沒擰緊會造成沒有研磨不充分﹔上歪了會造成其頂點偏心,嚴重者影響附近的幾個甚至正盤的偏心狀況。
研磨時上盤需要嚴格的對稱,不能一邊多,一邊少。
、研磨程式難于控制,研磨程式受限于每盤的數量。
滿盤研磨才可以得到較好的效果。
、返修苦難,如在新的一盤加入一部分返修的,其往往不理想,或者是全盤(拆卸過的)返修,返修工序要從前幾道工序開始。
因拆邪過以及上盤時,難免會出現長度不一致的現象,所以只能依靠前幾道工序將的長度研磨成一致,才可以得到良好的返修效果,但是會對產生不理想的效果。
四角加壓式研磨機:從研磨盤的四個角施加的壓力,如廠內的精工技研的。
其優點是:、研磨程序比較穩定,研磨盤的設計是采用(獨立的拋光控制)控制。
理論上可以研磨數量從其最大孔位。
因其每個孔位是獨立的,不影響周邊孔位的。
實際上當數量上少的話,研磨時間應當相應減少。
、上盤容易,可避免因上盤而出現長短不一致的現象。
裝歪的現象也可以容易檢查出來。
、反修容易,其反修一般可以從后几道工序反修(主要指端面有不太嚴重的缺陷,黑點、划痕、膠圈等)。
缺點是:、壓力不可調節,完全依賴于研磨墊的硬度跟研磨時間的長短來調節端面的參數。
總體而言,研磨機比研磨機更穩定,操作上更為簡便。
光纤连接器端面研磨抛光机理与规律研究的开题报告

光纤连接器端面研磨抛光机理与规律研究的开题报告一、选题背景随着信息技术的迅猛发展,光通信领域越来越成为人们关注的焦点,光纤连接器作为光通信系统的重要组成部分,其端面的高质量是确保光信号传输和接收质量的关键因素之一。
因此,光纤连接器端面研磨抛光工艺的研究和优化显得尤为重要。
二、研究目的本研究旨在通过对光纤连接器端面研磨抛光过程的分析和实验研究,深入探究光纤连接器端面研磨抛光的机理和规律,为优化光纤连接器的端面研磨抛光工艺提供理论和实践指导。
三、研究内容1.了解光纤连接器的基本结构和工作原理;2.分析端面研磨抛光对光纤连接器性能的影响;3.研究端面研磨抛光过程中的材料移动和微观结构变化规律;4.设计端面研磨抛光实验方案,进行实验研究;5.分析实验数据,总结出端面研磨抛光的机理和规律;6.提出优化光纤连接器端面研磨抛光工艺的建议。
四、研究方法1.文献资料法:通过阅读相关文献,了解光纤连接器的基本结构和工作原理,以及端面研磨抛光的常用工艺和方法。
2.实验研究法:借助光纤连接器端面研磨抛光实验平台,设计实验方案,对不同工艺参数下的端面研磨抛光效果进行观测和分析。
3.统计分析法:通过对实验数据的统计分析,总结出端面研磨抛光的机理和规律,并提出优化工艺的建议。
五、预期成果1.深入了解光纤连接器的基本结构和工作原理;2.认识到光纤连接器端面研磨抛光对性能的重要影响;3.掌握端面研磨抛光过程中的材料移动和微观结构变化规律;4.设计并完成端面研磨抛光实验,总结出端面研磨抛光的机理和规律,并提出优化光纤连接器端面研磨抛光工艺的建议。
六、研究意义本研究的结果有助于深入理解光纤连接器端面研磨抛光的机理和规律,为光纤连接器的优化设计和制造提供理论和实践指导。
同时,优化的端面研磨抛光工艺将能够提高连接器的可靠性和传输性能,推动光通信技术的发展。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
研磨研磨是Connector组装工艺中最重要的一部分。
研磨主要是对Ferrule端面3D参数的调整,以及端面的处理。
3D参数会影响Connector的对接性能,比如:对接是否精确,接触是否紧密等﹔从而对光学特性造成一定的影响,主要是影响其IL跟RL。
端面好坏对也会影响Connector的光学特性以及使用寿命。
研磨是影响Connector IL的因子之一﹔但是对Connector RL,研磨是起着决定性作用的。
研磨首先需要了解的常识:研磨机:中心加压式研磨机:从研磨盘的中心施加的压力,如厂内的光红的EZ-312。
最大的优点是:1、压力可以调节,即可以调节压力来调节3D参数,又可通过更换研磨垫的硬度来调节3D参数,其对3D参数的调节有更多的选择,所以可以减少对研磨垫种类的需求。
缺点是:1、上盘苦难,对Ferrule上盘的一致性要求比较高,否则将会对研磨产生不理想的效果。
比如:没拧紧会造成没有研磨不充分﹔Ferrule上歪了会造成其顶点偏心,严重者影响附近的几个甚至正盘的Ferrule偏心状况。
研磨时Ferrule上盘需要严格的对称,不能一边多,一边少。
2、研磨程序难于控制,研磨程序受限于每盘Ferrule的数量。
满盘研磨才可以得到较好的效果。
3、返修苦难,如在新的一盘加入一部分返修的Ferrule,其往往不理想,或者是全盘(拆卸过的)返修,返修工序要从前几道工序开始。
因Ferrule拆邪过以及上盘时,Ferrule难免会出现长度不一致的现象,所以只能依靠前几道工序将Ferrule的长度研磨成一致,才可以得到良好的返修效果,但是会对IL产生不理想的效果。
四角加压式研磨机:从研磨盘的四个角施加的压力,如厂内的精工技研的SFP-550。
其优点是:1、研磨程序比较稳定,研磨盘的设计是采用IPC(独立的抛光控制)控制。
理论上可以研磨数量从1~其最大孔位。
因其每个孔位是独立的,不影响周边孔位的Ferrule。
实际上当数量上少的话,研磨时间应当相应减少。
2、上盘容易,可避免因上盘而出现Ferrule长短不一致的现象。
装歪的现象也可以容易检查出来。
3、反修容易,其反修一般可以从后几道工序反修(主要指端面有不太严重的缺陷,黑点、划痕、胶圈等)。
缺点是:1、压力不可调节,完全依赖于研磨垫的硬度跟研磨时间的长短来调节Ferrule 端面的3D参数。
总体而言,厂内的SFP-550研磨机比EZ-312研磨机更稳定,操作上更为简便。
研磨垫:1、橡胶垫,其高度跟硬度对Ferrule 端面3D参数有着重要的影响。
精工技研的研磨垫型号:PR5X-500(高度)-80(肖氏硬度)指厚度为5mm,硬度为80。
厂内常用的有高度为5mm,硬度是60、70、80、90等。
另外还有高度为4.8mm的,硬度为80。
2、玻璃垫,主要运用在研磨8度角的Ferrule,即APC Type Ferrule。
研磨片:研磨片上的砂粒材质:SiC、金刚石、SiO2等以下是精工技研的研磨片不同型号的砂粒材质:GA5D-30u研磨片:SiC材质,脆而锋利,摩氏硬度一般约为8﹔寿命2次GR5D-9u研磨片:金刚石材质,摩氏硬度一般约为10 ,寿命20次DR5D-5u研磨片:金刚石材质,摩氏硬度一般约为10,寿命20次DI5D-1.5u研磨片:金刚石材质,摩氏硬度一般约为10,寿命20次NTT FOS-01抛光片:SiO2材质,摩氏硬度一般约为7,寿命2次研磨片上砂粒的大小:30um、9um、5um、3um、1.5um、1um、0.5um、0.2um等。
GA5D-30u中“-”前面部分指砂粒材质,后半部分指砂粒的大小。
P.S.:如小刀其摩氏硬度约为5.5、铜币约为3.5至4、指甲约为2至3、玻璃硬度为6,10级摩氏硬度是9级摩氏硬度150倍,是7级的摩氏硬度1000倍。
研磨液:PL-50:精工技研的研磨液,减小研磨的切削力,增加研磨片的使用寿命。
主要配合钻石材质的研磨片使用。
蒸馏水:最后的抛光用,不可以用一般的自来水,因一般的自来水内含的杂质会对光纤端面产生不理想的影响。
酒精+蒸馏水:作用与蒸馏水相同。
可减少黑点,胶圈等不良现象,提升良率。
但是会降低其本身的使用寿命,对光纤高度影响比较大。
干涉仪:厂内用的是DORC ZX-1干涉仪,主要是测试Ferrule端面的3D数值。
原理是利用牛顿环干涉原理对Ferrule端面的3D状况进行检测。
干涉仪主要是起检测作用,对研磨后的Ferrule的3D参数进行检测判断。
每隔固定的时间需要进行校正,校正判定标准以顶点偏心AO在0°、90°、180°、270°四个方向的最大跟最小值差值大小进行判定(△≦4um)。
校正仪器对Ferrule端面的曲率半径跟光纤高度一般是不起作用的,所以若曲率半径跟光纤高度一般只有仪器本身的重复性带来的测试误差,而顶点偏心则还会在校正中可带来一定的误差。
另外需要注意的是, Ferrule端面跟柱面在测试之前需要擦拭干净,以免带来测试误差。
Ferrule:材质一般为:氧化铝 /氧化锆(PSZ)摩氏硬度一般约为7.5陶瓷插芯的材料一般氧化铝:强度低、粒度大,碰到坚硬表面时易碎裂。
氧化锆:硬度小、颗粒小,易于进行研磨抛光 (Ferrule常用此种材料)。
另外上述的Ferrule也可能会参杂铁,以到达增加Ferrule的耐摩性效果。
钢铁、橡胶,这些材质的Ferrule运用的比较少。
Ferrule分类:以直径大小分:Φ2.5mm,Φ1.25mm。
类型:常见的有UPC Type (Ultra Physical Contact、超级平面物理接触),APC Type (Angle Physical Contact、带角度的物理接触-通常是带8度角)。
Ferrule End Face:LC Type的End Face的直径有0.9mm、0.6mm(IEC Type)两种MU Type的End Face直径为0.53mm(NTT Type)、0.6mm(IEC Type)SC Type 的End Face 直径为1.92mmAPC(Conical Type) End Face 直径为为1.0mm ,其倒角的角度跟PC Type 一样为30°,只是其倒角边长比较长。
APC(Step Type) End Face 直径为为1.4mm了解End Face 的大小对调节新的Ferrule 研磨程序有很大的帮助。
如LC Type Ferrule End Face 为0.9mm 与0.6mm 的研磨程序差异很大。
在厂内的SFP-550研磨机,End Face 为0.9mm 的研磨效果比较好,因0.6mm 的端面小,造成研磨时曲率半径过小,只能选用比较硬的研磨垫与之搭配研磨,带来的后果是3D 的参数比End Face 为0.9mm 的差。
3D 参数解析:1. ROC 曲率半径R ( PC :7~25mm / APC :5~12mm):端面圆弧的半径曲率半径不可以太大(曲率半径最大的情况就是无限大,也就成了平面,严重影响RL)﹔也不可以太小,太小了就容易出现因为光纤同心度不好导致对接出现气隙,影响对接性能。
Radius of Curvature(简称ROC)End Face厂内的规格PC选择的是10~25mm,IEC采用的是此标准。
GR-326-CORE采用则为7~25mm。
APC都选择的是5~12mm。
2. Apex Offset顶点偏心(AO <50um ):最高点位置偏离光纤中心轴线的距离两个顶点偏心大的接头对接,直接接触的肯定是最高点,而光纤中心因为没有直接接触而导致了气隙,容易出现干涉等现象,影响对接特性。
Apex Offset(顶点偏心)计算公式:Apexoffset = R*△其中R 为曲率半径,△为偏移的角度(注:因△很小,所以sin△≈△,上述公式省略了sin)。
厂内△的设置为≦0.2°3. Fiber Undercut and Protrusion光纤高度:光纤突出或者缩进插芯的量在GR-326-CORE中光纤高度的要求是如上图,在曲率半径为7~10mm的光纤高度为-125~+50nm。
而在曲率半径为10~25mm区域为:-0.02R3+1.3R2-31R+325~+50nm。
厂内使用最严的标准-50nm~+50nm,若按GR-326-CORE的标准,则可以提高抛光片的使用寿命。
4. APC抛光角度一般的规格为8°+/-0.5°Apexoffset≈R*sin(8)*δ其中R为端面的曲率半径,δ为定位插销方位误差角。
Ferrule端面区域定义(参考GR-326-CORE):区域定义:D=250um,E=140 um,F=50 um。
D区内的是Ferrule对接区域,D以外的区域是不需要监控的,因其不影响对接特性。
所以D区域只要不是有很严重的缺陷便可以接受,毕竟它不直接影响光学特性。
E~F区域不需要测试。
因这个区域不影响对接性能,也不影响通旋旋光性能。
F区域是重点的区域,因其顶点偏心就是在这个区域。
只有50um的范围区域。
光纤端面的情况是要求最严格的,不允许有任何缺陷。
(这是对SM光纤而言的,因SMF的MFD只有大概10um。
若对MM光纤,比如60/125或者50/125则F区域应该至少应该取100um。
)厂内定义的F区域至少120um。
在400倍的端面放大仪器下不允许有任何缺陷,此定义比326的要求高很多。
研磨的规律:1、加研磨压力和使用较软的研磨垫,会得到较小的球面曲率半径R对研磨垫施加的压力越大,其形变也就越大,其形变的曲率半径就越小,从而在研磨时就会得到较小的Ferrule曲率半径。
同样的,在压力不变的情况下,垫子越软,形变就越大,同样可以得到较小的曲率半径。
2、高的研磨机稳定性和使用较软的研磨垫,可以减小球面顶点偏心AO提高研磨机的稳定性可以减少Ferrule晃动的幅度,从而减少顶点偏心。
这里更确切的讲,应该是减少顶点的偏移角度△(Apexoffset = R*△)。
较软的研磨垫除了可以减少Ferrule晃动的幅度,减少顶点的偏移角度△,另外还可以减小曲率半径R,控制AO的两个因子,从而达到减小顶点偏心目的。
所以研磨垫的硬度对顶点偏心影响很大。
3、降低研磨机转速和使用较小研磨颗粒,可以减小光纤内缩/突出量降低研磨机转速可以减小光纤高度,原因不详。
以上的研磨机都可以调节速度,但是未曾使用过,实际效果不详。
越小的研磨砂粒,可以研磨出越光滑跟平整的的光纤端面,从而可以减小光纤高度。
另外随着抛光片(最后一道的抛光)的使用次数的增加,光纤高度的会往负漂移,即不断往内缩。
(厂内有两种抛光片,FOS-01和ADS。