设备通用技术要求 General specification9
DLT~DLT高压试验装置通用技术条件
DLT~DLT高压试验装置通用技术条件DL/T 848.1~DL/T 848.5—2004高压试验装置通用技术条件General technical specification of high voltage test devices2004-03-09公布2004-06-01实施中华人民共和国国家进展和改革委员会公布目次DL/T 848.1—2004 高压试验装置通用技术条件第1部分:直流高压发生器 ··············································DL/T 848.2—2004 高压试验装置通用技术条件第2部分:工频高压试验装置 ···········································DL/T 848.3—2004 高压试验装置通用技术条件第3部分:无局放试验变压器 ···········································DL/T 848.4—2004 高压试验装置通用技术条件第4部分:三倍频试验变压器装置 ·····································DL/T 848.5—2004 高压试验装置通用技术条件第5部分:冲击电压发生器 ··············································中华人民共和国电力行业标准DL/T 848.1—2004高压试验装置通用技术条件第1部分:直流高压发生器General technical specification of high voltage test devicesPat 1:high voltage DC generator2004-03-09公布2004-06-01实施中华人民共和国国家进展和改革委员会公布目次前言······································································································1 范畴 ·································································································2 规范性引用文件 ··················································································3 定义 ·································································································4 产品型号与标准额定值 ·········································································5 技术要求 ···························································································6 试验方法 ···························································································7 检验规则 ···························································································8 标志、包装、运输、贮存······································································9 供货成套性 ························································································前言本标准是依照原国家经济贸易委员会电力司《关于下达2000年度电力行业标准制、修定打算项目的通知》(电力[2000]70号文)下达的《高压试验装置通用技术条件》制定标准项目进行的。
中华人民共和国国家标准公告2024年第4号

2024年第4号国家市场监督管理总局(国家标准化管理委员会)批准《全断面隧道掘进机 盾构机安全要求》等159项国家标准外文版,现予以公告。
关于批准发布《全断面隧道掘进机 盾构机安全要求》等159项国家标准外文版的公告序号国家标准编号国家标准名称国家标准外文名称标准性质翻译语种1GB 142-2013坑木Logs for pit props 强制英文2GB 154-2013木枕Wood sleeper强制英文3GB/T 220-2018煤对二氧化碳化学反应性的测定方法Determination of carboxyreactivity of coal推荐英文4GB/T 479-2016烟煤胶质层指数测定方法Determination of plastometric indices of bituminous coal 推荐英文5GB/T 728-2020锡锭Tin ingot推荐英文6GB/T 1032-2023三相异步电动机试验方法Test methods for three-phase asynchronous motors推荐英文7GB/T 1573-2018煤的热稳定性测定方法Determination of thermal stability of coal推荐英文8GB/T 2054-2023镍及镍合金板Nickel and nickel alloy plate and sheet推荐英文9GB/T 2882-2023镍及镍合金管Nickel and nickel alloys tube推荐英文国家市场监督管理总局 国家标准化管理委员会二零二四年四月十二日中华人民共和国国家标准公 告10GB 4820-2013罐道木Sawn timber for mine shaft强制英文11GB 5135.1-2019自动喷水灭火系统 第1部分:洒水喷头Automatic sprinkler system―Part1:Sprinklers强制英文12GB 5135.13-2006自动喷水灭火系统 第13部分:水幕喷头Automatic sprinkler system―Part13:Performance requirements andtest methods of drencher nozzle强制英文13GB 5135.16-2010自动喷水灭火系统 第16部分:消防洒水软管Automatic sprinkler system―Part16:Flexible sprinkler hose withfittings强制英文14GB 5135.22-2019自动喷水灭火系统 第22部分:特殊应用喷头Automatic sprinkler system―Part22:Specific application sprinklers强制英文15GB 5135.5-2018自动喷水灭火系统 第5部分:雨淋报警阀Automatic sprinkler system―Part5:Deluge alarm valves强制英文16GB 5135.9-2018自动喷水灭火系统第9部分:早期抑制快速响应(ESFR)喷头A u t o m a t i c s p r i n k l e r s y s t e m―Part 9:Early suppression fastresponse(ESFR) sprinklers强制英文17GB/T 5907.1-2014消防词汇 第1部分:通用术语Fire protection vocabulary―Part1:General terms推荐英文18GB/T 5907.2-2015消防词汇 第2部分:火灾预防Fire protection vocabulary―Part2:Fire prevention推荐英文19GB/T 5907.3-2015消防词汇 第3部分:灭火救援Fire protection vocabulary―Part3:Fire fighting and rescue推荐英文20GB/T 5907.4-2015消防词汇 第4部分:火灾调查Fire protection vocabulary―Part4:Fire investigation推荐英文21GB/T 5907.5-2015消防词汇 第5部分:消防产品Fire protection vocabulary―Part5:Fire products推荐英文22GB/T 6229-2007手扶拖拉机 试验方法Test methods for walking tractors推荐英文23GB/T 6952-2015卫生陶瓷Sanitary Wares推荐英文24GB/T 8151.25-2023锌精矿化学分析方法 第25部分:铟含量的测定 火焰原子吸收光谱法Methods for chemical analysis of zincconcentrates―Part 25:Determinationof indium content―Flame atomicabsorption spectrometry推荐英文25GB/T 8152.17-2023铅精矿化学分析方法 第17部分:铝、镁、铁、铜、锌、镉、砷、锑、铋、钙含量的测定 电感耦合等离子体原子发射光谱法Methods for chemical analysis of leadconcentrates―Part 17:Determinationof aluminum, magnesium,iron,copper,zinc,cadmium,arsenic,antimony,bismu-th and calcium contents―Inductivelycoupled plasma atomic emissionspectrometry推荐英文26GB/T 8533-2008小型砌块成型机Small block machine推荐英文27GB 12441-2018饰面型防火涂料Finishing fire resistant coating强制英文28GB/T 12604.10-2023无损检测 术语 第10部分:磁记忆检测N o n-d e s t r u c t i v e t e s t i n g―Terminology―Part 10:Magneticmemory testing推荐英文29GB/T 12771-2019流体输送用不锈钢焊接钢管Welded stainless steel pipes forfluid transport推荐英文30GB/T 12897-2006国家一、二等水准测量规范Specifications for the first andsecond order leveling推荐英文31GB/T 13043-2022客车定型试验规程Bus engineering approval evaluationprogram推荐英文32GB/T 13345-2021板带轧机轧辊油膜轴承Oil film bearing for flat rollingmill推荐英文33GB/T 13662-2018黄酒Huangjiu推荐英文34GB/T 14190-2017纤维级聚酯(PET)切片试验方法Test methods for fibre gradepolyethylene terephthalate (PET) chip推荐英文35GB/T 14404-2011剪板机 精度Tafelschere―Genauigkeitsprüfung推荐德文36GB/T 16552-2017珠宝玉石 名称Gems―Nomenclature推荐英文37GB/T 16553-2017珠宝玉石 鉴定Gems―Testing推荐英文38GB/T 16554-2017钻石分级Diamond grading推荐英文39GB/T 17742-2020中国地震烈度表The Chinese seismic intensity scale推荐英文40GB/T 18043-2013首饰 贵金属含量的测定 X射线荧光光谱法Jewellery―Determination of preciousmetal content―Method using X-Rayfluorescence spectrometry推荐英文41GB 18145-2014陶瓷片密封水嘴Ceramic cartridge faucets强制英文42GB/T 18354-2021物流术语Logistics terminology推荐英文43GB/T 18579-2019高碳铬轴承钢丝High-carbon chromium bearing steelwires推荐英文44GB 19572-2013低压二氧化碳灭火系统及部件L o w p r e s s u r e c a r b o n d i o x i d eextinguishing system and components强制英文45GB/T 20256-2019国家重力控制测量规范Specifications for the gravimetrycontrol推荐英文46GB/T 20257.1-2017国家基本比例尺地图图式第1部分:1:500 1:1 0001:2 000地形图图式Cartographic symbols for nationalfundamental scale maps―Part1:Specifications for cartographicsymbols 1︰500 1︰1 000 & 1︰2 000topographic maps推荐英文47GB/T 20721-2022自动导引车 通用技术条件Automatic guided vehicles―Generalspecifications推荐英文48GB/T 21833.1-2020奥氏体-铁素体型双相不锈钢无缝钢管 第1部分:热交换器用管Seamless austenitic-ferritic (duplex)stainless steel tubes and pipes―Part 1:Tubes for heat exchanger推荐英文49GB/T 21833.2-2020奥氏体-铁素体型双相不锈钢无缝钢管 第2部分:流体输送用管Seamless austenitic-ferritic (duplex)stainless steel tubes and pipes―Part 2:Pipes for fluid service推荐英文50GB 22021-2008国家大地测量基本技术规定Basic Specifications for NationalGeodesy强制英文51GB/T 22291-2017白茶White Tea推荐英文52GB/T 23546-2009奶酒Milk wines推荐英文53GB/T 23885-2009翡翠分级Jadeite grading推荐英文54GB/T 24593-2018锅炉和热交换器用奥氏体不锈钢焊接钢管Welded austenitic stainless steeltubes for boiler and heat exchanger推荐英文55GB/T 25122.3-2018轨道交通 机车车辆用电力变流器 第3部分:机车牵引变流器Railway applications―Power convertersinstalled on board rolling stock―Part3:Traction converter for locomotive推荐英文56GB/T 25122.4-2018轨道交通 机车车辆用电力变流器 第4部分:电动车组牵引变流器R a i l w a y a p p l i c a t i o n s―P o w e rconverters installed on boardrolling stock―Part 4:Tractionconverter for EMU推荐英文57GB/T 25122.5-2018轨道交通 机车车辆用电力变流器 第5部分:城轨车辆牵引变流器R a i l w a y a p p l i c a t i o n s―P o w e rconverters installed on boardrolling stock―Part 5:Tractionconverter for urban rail vehicle推荐英文58GB/T 25260.1-2022合成胶乳 第1部分:羧基丁苯胶乳(XSBRL)Synthetic rubber latex―Part1:Carboxyl styrene-butadiene rubberlatex(XSBRL)推荐英文59GB/T 25641-2010道路施工与养护机械设备沥青混合料厂拌热再生设备R o a d c o n s t r u c t i o n a n d r o a dm a i n t e n a n c e m a c h i n e r y a n dequipment―Asphalt hot recyclingplant推荐英文60GB/T 25697-2013道路施工与养护机械设备沥青路面就地热再生复拌机R o a d c o n s t r u c t i o n a n d r o a dm a i n t e n a n c e m a c h i n e r y a n dequipment―Asphalt pavement hot-in-place recycling remixer推荐英文61GB/T 26546-2011工程机械减轻环境负担的技术指南Construction machinery―Guide toreduce environmental burden推荐英文62GB/T 27586-2011山葡萄酒Vitis amurensis wines推荐英文63GB 27898.2-2011固定消防给水设备 第2部分:消防自动恒压给水设备Fixed water supply equipment usedfor fire-protection―Part 2:Constantpressure automatic water supplyequipment used for fire-protection强制英文64GB 27898.3-2011固定消防给水设备 第3部分:消防增压稳压给水设备Fixed water supply equipmentused for fire-protection―Part 3:Pressure boosting and stabilizingtype water supply equipment usedfor fire-protection强制英文65GB 28374-2012电缆防火涂料Fireproof coating for electric cable强制英文66GB/T 28393-2012道路施工与养护机械设备沥青碎石同步封层车R o a d c o n s t r u c t i o n a n d r o a dm a i n t e n a n c e m a c h i n e r y a n dequipment―Synchronous chips sealtruck推荐英文67GB/T 28580-2023口岸物流服务质量规范Quality specifications for portlogistics service推荐英文68GB/T 28951-2021中国森林认证 森林经营Forest certification in China―Forest management推荐英文69GB/T 29047-2021高密度聚乙烯外护管硬质聚氨酯泡沫塑料预制直埋保温管及管件Prefabricated directly buriedinsulating pipes and fittings withpolyurethane foamed-plastics andhigh density polyethylene casingpipes推荐英文70GB 30051-2013推闩式逃生门锁通用技术要求General technical requirements forpush-bar emergency exit locks强制英文71GB/T 30335-2023药品物流服务规范Specification for logistics serviceof medicinal product推荐英文72GB/T 32743-2016白茶加工技术规范Technical specification for whitetea processing推荐英文73GB/T 32783-2016蓝莓酒Blueberry wine推荐英文74GB/T 32801-2016土方机械 再制造零部件 装配技术规范E a r t h-m o v i n g m a c h i n e r y―R e m a n u f a c t u r e d c o m p o n e n t s―Technical specifications of assembly推荐英文75GB/T 32802-2016土方机械 再制造零部件 出厂验收技术规范E a r t h-m o v i n g m a c h i n e r y―R e m a n u f a c t u r e d c o m p o n e n t s―Technical specifications of pre-delivery inspection推荐英文76GB/T 32803-2016土方机械 零部件再制造 分类技术规范E a r t h-m o v i n g m a c h i n e r y―Remanufacture of components―T e c h n i c a l s p e c i f i c a t i o n s o fclassification推荐英文77GB/T 32804-2016土方机械 零部件再制造 拆解技术规范E a r t h-m o v i n g m a c h i n e r y―Remanufacture of components―T e c h n i c a l s p e c i f i c a t i o n s o fdisassembly推荐英文78GB/T 32805-2016土方机械 零部件再制造 清洗技术规范E a r t h-m o v i n g m a c h i n e r y―Remanufacture of components―Technical specifications of cleaning推荐英文79GB/T 32806-2016土方机械 零部件再制造 通用技术规范E a r t h-m o v i n g m a c h i n e r y―Remanufacture of components―General technical specifications推荐英文80GB/T 32819-2016土方机械 零部件可回收利用性分类及标识E a r t h-m o v i n g m a c h i n e r y―Classification and marking forrecoverability of components推荐英文81GB/T 32862-2016蓝宝石分级Sapphire grading推荐英文82GB/T 32863-2016红宝石分级Ruby grading推荐英文83GB/T 32910.3-2016数据中心 资源利用 第3部分:电能能效要求和测量方法Data center―Resource utilization―Part 3: Electric energy usageeffectiveness requirements andmeasuring methods推荐英文84GB/T 33083-2016大型碳素结构钢锻件 技术条件Heavy carbon structural steelforgings―Technical specification推荐英文85GB/T 33084-2016大型合金结构钢锻件 技术条件H e a v y a l l o y s t r u c t u r a l s t e e lforgings―Technical specification推荐英文86GB/T 33167-2016石油化工加氢装置工业炉用不锈钢无缝钢管Seamless stainless steel tubesand pipes for industrial furnaceo f p e t r o l e u m a n d c h e m i c a lhydrogenation unit推荐英文87GB/T 33522-2017渗碳轴承钢锻件 技术条件Carburizing bearing steel forgings―Technical specification推荐英文88GB/T 33541-2017珠宝玉石及贵金属产品抽样检验合格判定准则Qualified judgement criteria ofsampling inspection for gems andprecious metal products推荐英文89GB/T 34107-2017轨道交通车辆制动系统用精密不锈钢无缝钢管Seamless precision stainless steelpipes for rail transit vehiclebraking system推荐英文90GB/T 34141-2017高速列车网络控制系统Network control system for highspeed train推荐英文91GB/T 34327-2017建筑幕墙术语Terminology for curtain wall推荐英文92GB/T 34354-2017全断面隧道掘进机 术语和商业规格Full face tunnel boring machine―Terms and commercial specification推荐英文93GB/T 34543-2017黄色钻石分级Yellow diamond grading推荐英文94GB/T 34624-2017全封闭型电动机-压缩机用弹簧 技术条件Springs installed in hermeticm o t o r-c o m p r e s s o r―T e c h n i c a lspecifications推荐英文95GB/T 34650-2017全断面隧道掘进机 盾构机安全要求Full face tunnel boring machine―Safety requirements of shieldmachine推荐英文96GB/T 34651-2017全断面隧道掘进机 土压平衡盾构机Full face tunnel boring machine―Earth pressure balance shieldmachine推荐英文97GB/T 34652-2017全断面隧道掘进机 敞开式岩石隧道掘进机Full face tunnel boring machine―Open type hard rock tunnel boringmachine推荐英文98GB/T 34653-2017全断面隧道掘进机 单护盾岩石隧道掘进机Full face tunnel boring machine―Single shield hard rock tunnelboring machine推荐英文99GB/T 35019-2018全断面隧道掘进机 泥水平衡盾构机Full face tunnel boring machine―Slurry shield machine推荐英文100GB/T 35092-2018液压机静载变形测量方法Methode zur Messung der statischen Lastverformung der Hydraulikpresse推荐德文101GB 35373-2017氢氟烃类灭火剂HFC fire extinguishing agents强制英文102GB/T 35378-2017植物单根短纤维拉伸力学性能测试方法T e s t i n g m e t h o d s f o r t e n s i l emechanical properties of plantshort individual fibers推荐英文103GB 35650-2017国家基本比例尺地图测绘基本技术规定Basic Specifications for Surveyingand Mapping of National FundamentalScale Maps强制英文104GB/T 36072-2018活动断层探测Surveying and prospecting of activefault推荐英文105GB/T 36287-2018城市轨道交通 列车再生制动能量地面利用系统Urban rail transit―Ground systemfor vehicle braking regenerativeenergy utilization推荐英文106GB/T 36946-2018皮革 化学试验 多环芳烃的测定 气相色谱-质谱法L e a t h e r―C h e m i c a l t e s t s―D e t e r m i n a t i o n o f p o l y c y c l i ca r o m a t i c h y d r o c a rb o n s―G a schromatography-mass spectrometry推荐英文107GB/T 37400.17-2022重型机械通用技术条件 第17部分:锻钢件补焊Heavy mechanical general technicalspecification―Part 17:Repairwelding for steel forging推荐英文108GB/T 37460-2019琥珀 鉴定与分类Amber―Testing and classification推荐英文109GB/T 37682-2019大型开式齿轮铸钢件 技术条件Large exposed gear steel castings―Technical specification推荐英文110GB/T 37683-2019大型齿轮、齿圈锻件 技术条件Large gear and girth gear forgings―Technical specification推荐英文111GB/T 38401-2019皮革和毛皮 化学试验 二甲基甲酰胺含量的测定Leather and fur―Chemical tests―D e t e r m i n a t i o n o f d i m e t h y lformamide content推荐英文112GB/T 38810-2020液化天然气用不锈钢无缝钢管Seamless stainless steel pipes forliquefied natural gas推荐英文113GB/T 38821-2020和田玉 鉴定与分类Hetian yu―Testing and classification推荐英文114GB/T 38893-2020工业车辆 安全监控管理系统Industrial trucks―Safety monitoringsystem推荐英文115GB/T 39033-2020奥氏体-铁素体型双相不锈钢盘条Austenitic-ferritic duplex stainlesssteel wire rods推荐英文116GB/T 39152-2020铜及铜合金弯曲应力松弛试验方法Test method of the bending stressrelaxation for copper and copperalloy推荐英文117GB/T 39607-2020卫星导航定位基准站数据传输和接口协议Data transmission interface protocolof global navigation satellitesystem reference station推荐英文118GB/T 39611-2020卫星导航定位基准站术语T e r m s f o r g l o b a l n a v i g a t i o nsatellite system reference station推荐英文119GB/T 39612-2020低空数字航摄与数据处理规范Specifications for low-altitudedigital aerial photography and dataprocessing推荐英文120GB/T 39616-2020卫星导航定位基准站网络实时动态测量(RTK) 规范Specification for network real-timekinematic(RTK) surveys based onthe reference stations using globalnavigation satellite system推荐英文121GB/T 39733-2020再生钢铁原料Recycling iron-steel materials推荐英文122GB 39800.1-2020个体防护装备配备规范 第1部分:总则Specification for the provision ofpersonal protective equipment―Part1:General requirement强制英文123GB 39800.2-2020个体防护装备配备规范 第2部分:石油、化工、天然气Specification for the provision ofpersonal protective equipment―Part2: Oil, chemical and gas industry强制英文124GB 39800.3-2020个体防护装备配备规范 第3部分:冶金、有色Specification for the provision ofpersonal protective equipment―Part3:Metallurgy,nonferrous metals强制英文125GB 39800.4-2020个体防护装备配备规范 第4部分:非煤矿山Specification for the provision ofpersonal protective equipment―Part4:Non-coal mines强制英文126GB/T 40402-2021聚乙烯外护管预制保温复合塑料管Pre-insulated composite plasticpipes with polyethylene casing推荐英文127GB 40879-2021数据中心能效限定值及能效等级Maximum allowable values of energyefficiency and energy efficiencygrades for data centers强制英文128GB/T 41051-2021全断面隧道掘进机 岩石隧道掘进机安全要求Full face tunnel boring machine―Safety requirements of hard rocktunnel boring machine推荐英文129GB/T 41053-2021全断面隧道掘进机 土压平衡-泥水平衡双模式掘进机Full face tunnel boring machine―Dual modes(earth pressure balancedand slurry balanced) tunnel boringmachine推荐英文130GB/T 41405.1-2022果酒质量要求 第1部分:枸杞酒Quality requirements for fruitwine―Part 1:Wolfberry wine推荐英文131GB/T 41406-2022袋装方便面全自动包装生产线 通用技术要求Bagged instant noodles automaticpackaging line―General technicalrequirements推荐英文132GB/T 41690-2022原棉异性纤维定量试验方法手工法Quantitative test method forforeign fiber in raw cotton—Manualmethod推荐英文133GB/T 41708-2022玻璃熔体电阻率试验方法Test method for resistivity of glassmelts推荐英文134GB/T 41831-2022项目管理专业人员能力评价要求Requirements for the competenceevaluation of project managementprofessionals推荐英文135GB/T 41834-2022智慧物流服务指南Guidelines for smart logisticsservices推荐英文136GB/T 41856.1-2022无损检测 工业内窥镜目视检测 第1部分:方法Non-destructive testing―Industrialendoscopy visual testing―Part1:Method推荐英文137GB/T 41856.2-2022无损检测 工业内窥镜目视检测 第2部分:图谱Non-destructive testing―Industrialendoscopy visual testing―Part2:Atlas推荐英文138GB/T 41872-2022制冷系统及热泵用换热器温度、压力和速度三场协同的性能测试和评价方法Heat exchanger for refrigeratings y s t e m s a n d h e a t p u m p s―Performance test and evaluationmethod based on three-fieldsynergy of temperature, pressureand velocity fields推荐英文139GB/T 41882-2022增材制造用铜及铜合金粉Copper and copper alloy powders foradditive manufacturing推荐英文140GB/T 41957-2022炭黑原料油 石油炼制催化油浆Oil for use in the carbon blackproducts―Fluid catalytic crackingslurry oil in petroleum refining推荐英文141GB/T 41958-2022浸胶帆布 导热性能试验方法Dipped canvas―Test method forthermal conductivity推荐英文142GB/T 42160-2022晶界扩散钕铁硼永磁材料Grain boundary diffusion neodymiumiron boron permanent magnetmaterials推荐英文143GB/T 42269-2022分离膜孔径测试方法 气体渗透法Determination of pore size formembranes―Gas permeation method推荐英文144GB/T 42346-2023钒钛磁铁矿综合利用 术语和定义C o mpre h ens ive utiliz a tion o fvanadium titanium magnetite―Termsand definitions推荐英文145GB/T 42481-2023小微湿地保护与管理规范Specifications for conservation andmanagement of small wetlands推荐英文146GB/T 42501-2023逆向物流服务评价指标Evaluation indicators for reverselogistics services推荐英文147GB/T 42502-2023医药物流质量管理审核规范Specification for auditing qualitymanagement of pharmaceuticallogistics推荐英文148GB/T 42503-2023农产品产地冷链物流服务规范Specification for agricultural productscold chain logistics service inproducing area推荐英文149GB/T 42512-2023铜合金护套无缝盘管Copper alloy seamless coil tube forsheath推荐英文150GB/T 42561-2023信息技术 系统间远程通信和信息交换 实时以太网适配时间敏感网络技术要求I n f o r m a t i o n t e c h n o l o g y―Telecommunications and informationexchange between systems―Technicalrequirements for real-time ethernetadaptation to time sensitivenetworking推荐英文151GB/T 42594-2023承压设备介质危害分类导则Guidelines for classification onhazard of medium in pressureequipment推荐英文152GB/T 42654-2023铜及铜合金海水冲刷腐蚀试验方法Test method for erosion corrosion ofmarine water for copper and copperalloys推荐英文153GB/T 42656-2023稀土系储氢合金 吸放氢反应动力学性能测试方法R a r e e a r t h-b a s e d h y d r o g e nstorage alloys―Test method formeasurement of kinetic propertiesof hydrogenation dehydrogenationreaction推荐英文154GB/T 42668-2023钐铁氮粘结永磁粉Samarium-iron-nitrogen permanentmagnetic powder for bonded magnet推荐英文155GB/T 42718-2023包裹泡棉衬垫的电磁屏蔽效能通用技术要求General technical requirementsfor electro-conductive material-over-foam gasket推荐英文156GB/T 42783-2023成套装置完整性管理Integrity management of units推荐英文157GB/T 42789-2023硅片表面光泽度的测试方法Test method for gloss of siliconwafer推荐英文158GB/T 42905-2023碳化硅外延层厚度的测试红外反射法Test method for thickness of siliconcarbide epitaxial layers―Infraredreflectance method推荐英文159GB/T 42915-2023铜精矿及主要含铜物料鉴别规范Specification for identificationof copper concentrates and maincopper-bearing materials推荐英文。
【技术】小功率电动机用技术条件

小功率电动机通用技术条件时间: 2004-01-12 13:10:10 | [<<][>>]中华人民共和国国家标准小功率电动机通用技术条件General specification for small power motor本标准适用于折算至1000r/min时连续额定功率不超过750W的小功率电动机(即分马力电动机),包括异步电动机,同步电动机,直流电动机,交流换向器电动机。
各类型电动机的特殊要求及本标准未规定的其他要求应在各类型电动机的标准中规定。
本标准参照采用了国际标准IEC 34-1《旋转电机第一部分额定值和性能》的有关条款。
1 运行条件1.1 环境条件电动机应能在下列环境条件下正常运行。
1.1.1 海拔不超过1000m。
1.1.2 环境空气最高温度随季节而变化,但不超过40℃。
1.1.3 环境空气相对湿度:最湿月月平均最高空气相对湿度为90%,同时该月的月平均最低温度为25℃。
1.2 电压及电流的波形与对称性电动机应能适用于下列条件。
1.2.1 对于交流电动机,电源电压为实际正弦波形。
对于多相电动机,电源电压并为实际对称系统。
1.2.2 对于直流电动机,电源的方均根波纹因数应不大于8%。
1.3 运行期间电压和频率的偏差1.3.1 当电源电压(如为交流电源时频率为额定)与额定值的偏差不超过±5%时,电动机的输出功率或转矩仍能维持额定值。
当电压与额定值发生上述偏差时,电动机性能允许与标准的规定不同,温升限值允许超过表1的规定,超过的数值应在各类型电动机的标准中规定。
但在电压偏差上述极限时,温升限值超过的最大允许值为10K。
表1 电动机的温升限值 K注:①换向器的温升限值应符合本身所采用的绝缘等级,但如换向器与绕组靠近,则它们的温升应不超过邻近绕组所采用的绝缘等级的容许限值。
温升值只限于用膨胀式温度计测得。
②换向器的温升限值在90K及以上时,对电刷材质的选择需特别注意。
技术要求一般模板(General...

技术要求一般模板(General specification for technicalrequirements)To sum up, about the basic technical requirements of the following aspects for reference (specific figures, specific terms by the designer according to the actual situation):1. general technical requirements:Parts removing oxide skin.On the surface of the parts, there should be no scratches, scratches and other defects that damage the surface of the parts.Deburring.2. heat treatment requirements:After quenching and tempering, HRC50 ~ 55.The parts are subjected to high frequency quenching and tempered at 350~370 DEG C, HRC40 to 45.Carburizing depth 0.3mm.High temperature aging treatment.3. tolerance requirements:The non injection form tolerances shall comply with therequirements of GB1184-80.Allowance length tolerance allowance + 0.5mm.The tolerance zone of the casting is symmetrical to the basic dimension of the rough casting.4. parts edges and corners:No fillet radius R5.No injection chamfer is 2 x 45 degrees.The acute angle is blunt.5. assembly requirements:The seals must be soaked before they are assembled.Rolling bearings are allowed to be heated by oil heating. The temperature of the oil shall not exceed 100 degrees.After the gearbox is assembled, the no-load test shall be carried out in accordance with the design and process regulations. There shall be no shock or noise during the test, and the temperature rise and leakage shall not exceed the relevant standards.After the gear assembly, the contact spot and backlash of the tooth face shall comply with the provisions of GB10095 and GB11365.Sealing packing or sealant shall be allowed for assembly of hydraulic systems, but shall be prevented from entering the system.The assembly parts and components (including purchased parts, outsourcing parts) must have the certificate of inspection department before they can be assembled.The parts must be cleaned and cleaned before assembly. There shall be no burrs, edges, skins, rust, chips, oil stains, stains and dust.Before the assembly, the main Coordination dimensions of the parts, especially the interference fit size and the relative accuracy shall be reviewed.During assembly, parts are not allowed to knock, touch, scratch or rust.When screws, bolts and nuts are fastened, it is strictly forbidden to strike or use improper screwdrivers and wrenches. The fastening screws, slots, nuts and screws, and the head of the bolt shall not be damaged.Fasteners requiring tightening torque must use torque wrench and tighten as specified tightening torque.When the same part is fastened with a plurality of screws (bolts), each screw (bolt) needs to be crossed, symmetrically, gradually and evenly tightened.Taper pin assembly should be painted with holes should be examined, the contact rate should not be less than with the length 60%, and should be evenly distributed.The flat key and the keyway on the shaft shall be in close contact with the two sides of the keyway, and the mating surfaces shall not be provided with clearances.The number of teeth at the same time of the spline assembly shall be no less than 2/3, and the contact rate shall not be less than 50% in the length and height of the key teeth.After sliding the flat key (or spline), the parts shall be moved freely and must not be uneven.The excess adhesive shall be removed after bonding.The bearing outer ring and the open bearing seat and the bearing cover semicircle hole may not have the phenomenon of jam.The semicircle hole open bearing outer ring and bearing seat and a bearing cover should be good contact with paint inspection, and the bearing is in the range of 120 DEG, symmetrical to the center line and the bearing cover at 90 DEG symmetrical to the center line of the internal uniform contact. In the range check with the feeler, 0.03mm or 1/3 into the outer ring width gauge.After the outer ring of the bearing is assembled, it shall be in close contact with the end face of the bearing at the end of the bearing.Rolling bearings, installed by hand rotation, should be flexible and smooth.The combination in the bearing surface to tightly and, with the 0.05mm check the feeler.With the positioning pin fixed bearing, should be to ensure tile mouth surface and the end surface and the bearing hole opening and closing and end package flat hinge, distribution under the state of qi. Pin shall not be loosened after entering.The bearing body and the bearing ball bearing contact should be uniform, check with coloring method, the contact should not be less than 70%.Alloy bearing lining surface yellow when not allowed to use, in the specified contact angle is not allowed to leave the nuclear phenomenon, in contact angle outside the nuclear area shall not be greater than the non-contact area of 10% of the total area.Gear (worm) reference face and the shoulder (or positioning sleeve end) should be attached with the 0.05mm ruler.The verticality of the reference end face and the axis of the gear should be ensured.The joint surfaces of the gear box and the cover shall be in good contact.Check and remove the sharp edges, burrs and foreign objects left in the parts before assembly. Ensure that the seals are not abraded when loaded.6. casting requirements:Cold separation, cracks, shrinkage holes and penetrating defects and severe incomplete defects (such as casting, mechanical damage, etc.) are not allowed on the casting surface.The casting shall be clean and must not be burr or edge free, and the non working procedure shall indicate that the sprue and tap shall be cleaned and flush with the surface of the casting.Casting non processing on the surface of the cast of characters and signs should be legible, position and font should comply with the requirements of drawings.The roughness of the non machined surface of the casting, sand casting R, no more than 50 mu m.Castings shall be removed from the riser, fly, etc.. The surface of the non - machined surface shall be flattened and polished to meet the surface quality requirements.The molding sand, core sand and core shall be removed.The casting has sloping parts and their dimensional tolerance belts shall be symmetrically arranged along the inclined plane.On the casting sand, sand core, core bone, fleshy, sticky sand should be grinding smooth, clean.Correct, wrong type, lug, casting deviation should be amended to achieve smooth transition, to ensure the quality of appearance.The wrinkle of the non machined surface of the casting shall be less than 2mm and the spacing shall be greater than 100mm.The non machined surface of the casting of the machine should be shot peening or roller treated to meet the requirement of cleanliness Sa2 1/2.Castings must be subjected to water toughening.The casting surface should be smooth, the gate, burr, sand and so on should be cleaned.Casting defects such as cold separation, cracks and holes are not allowed to be used in castings.7. coating requirements:All surfaces of iron and steel parts that require painting shall be removed from the rust, oxide, grease, dust, soil, salt, and dirt prior to painting.Before descaling, the grease and dirt on the surface of the iron and steel parts are removed with organic solvent, lye, emulsifier, steam, etc..The time interval between the painted surface and primer shall not exceed 6h after shot peening or hand rust removal.The surfaces of the riveted joints contact each other and must be painted with a thickness of 30~40 mu m before joining. Lap edges shall be closed with paint, putty or adhesive. Due to damage to the process or welding primer, should be re painted.8. piping requirements:All pipes shall be removed from the pipe end, burr, and chamfer before assembly. Use compressed air or other means to clear debris and rust on the inner wall of the pipe.Prior to assembly, all steel pipes (including prefabricated pipes) shall be subjected to degreasing, pickling, neutralization, washing and rust prevention.When assembling, tighten the screws, fasten the seat, flange and joint and prevent the loosening.Pre fabricated pipe welds shall be subjected to pressure test.When piping is replaced or transported, it must be blocked with rubberized or plastic tubing to prevent any sundries from entering and labeling.9. requirements for welding repair parts:The defects must be completely removed before welding, and thegroove surface shall be smooth and smooth, with no sharp corners.According to the situation of steel casting defects of welding defects can be used to shovel digging, grinding, removing carbon arc gouging, mechanical processing method.The sand, oil, water, rust and other dirt within the weld area and around the groove of 20mm shall be thoroughly cleaned.In the whole process of repair welding, the temperature of the preheating zone of the steel casting shall not be less than 350 degrees C.Apply welding in horizontal position as much as conditions permit.When welding, the welding rod should not make big transverse oscillation.The overlap between welds shall not be less than 1/3 of the width of the cast steel when it is welded on the surface of the pile.10. requirements for forgings:The opening and riser of each ingot should be adequately removed to ensure that the forgings are free of shrinkage and severe deflection.The forging shall be forged on a sufficiently capable forging machine to ensure that the inside of the forging is fullyforged.The forgings shall not allow visible cracks, folds, and other appearance defects that may affect the use. Local defects can be removed, but the cleaning depth shall not exceed 75% of the allowance,The defects on the non machined surface of the forgings shall be cleaned and smooth transition.No white spots, internal cracks and residual holes are allowed in the forgings.11. cutting requirements:The parts shall be inspected and accepted according to the working procedure, and they can be transferred to the next working procedure after the inspection of the prior process.No burrs are allowed after machined parts.After finishing the parts can not be placed directly on the ground, should take the necessary support and protection measures. The machined surface is not allowed to rust and decay affect performance, service life or the appearance of the bump, scratches and other defects.Rolling finish the surface, rolling may not have peeling phenomenon.After the final heat treatment, the surface of the parts shouldnot be oxidized. After finishing the surface, the tooth surface should not have annealing, bluing and discoloration of the phenomenon.Thread surface machining is not allowed to have black, bump, disorderly buckle and burr.1. sharp edge deburring, stamping notch roughness 6.3.2., stamping surface oxidation treatment: H.Y. or (surface galvanized dull color: D.Zn8.DC.)3. the deviation of the tolerance dimension shall be GB/T 1804-92, MTechnical requirements (castings)1. castings shall not have blowhole, slag inclusion, cracks and other defects2. without indicating casting inclination of 1~2.5%%d.3. casting tolerance press GB6414-86 CT6.4. without indicating the casting fillet is R1~R2.5.5. the deviation of the tolerance dimension shall be GB/T 1804-92, M6. no injection form tolerance at GB/T1184-96 H class7. deburring, no note chamfering 0.5x45%%D.Technical requirements (forgings)1. the fillet radius of the injection blank is R1~R2.2. the forging angle is 1~1.5%%D, and the forging tolerance is IT153. the forging shall be compact, free of defects such as folding, cracks, etc., and fly away4. go sharp edge burr, blunt at right angle5. the deviation of the tolerance dimension shall be GB/T 1804-92, M6. no injection form tolerance at GB/T1184-96 H classTechnical requirements (piston parts)1. the deviation of the tolerance dimension shall be GB/T 1804-92, M2. no injection form tolerance at GB/T1184-96 H class3. deburring, no note chamfering 0.5x45%%D.4. surface phosphating treatmentTechnical requirements (rubber parts)1. parts surface should be bright and clean (mold surface roughness should be more than Ra0.4)And not allowed to bubble. Acrobatics class, such as convex and concave defects2. do not allow the dislocation of the close die, and the thickness of the raised edge of the die shall not be greater than 0.02mm.3. shore type A hardness 65%%P5.4. to the net fly edgeTechnical requirements (plastic parts)1. before forming, the material should be preheated and dried2. after forming, the parts should be light and must not be deformed3. no fillet fillet is R0.5.4., the outer surface should be smooth, and its roughness is not greater than Ra0.4.And shall not be scratched, nicks and other defects5. no injection size tolerance shall be GB/T 1804-92 m classTechnical requirements (spring parts)1. rotation: left handed2. total laps: no=123. working cycles: no=104. steel wire hardness: HRC42~48.5., surface oxidation treatment: H.Y. (commonly known as black)6. single end and tight grinding。
简述gjb367a-2001军用通信设备通用规范中“六性”要求
DOI:10.19551/j.cnki.issn1672-9129.2019.17.039简述GJB367A—2001军用通信设备通用规范中“六性”要求邓 溥(海装驻咸阳地区军事代表室 陕西 宝鸡 721000)摘要:本文介绍了GJB367A--2001军用设备通用规范的产生背景、结构和适用范围,着重阐述了第3章要求中的可靠性、维修性、保障性、测试性、安全性、环境适应新等内容,对新品研制和生产具有特别重要的指导意义。
关键词:可靠性;维修性;保障性;安全性;环境适应性中图分类号:E96 文献标识码:A 文章编号:1672-9129(2019)17-0044-01Abstract:thispaperintroducesthebackground,structureandscopeofapplicationofGJB367A--2001militaryequipmentgeneralspecification,andemphaticallyexpoundsthereliability,maintainability,security,testability,safety,environmentaladaptabilityandothercontentsinchapter3requirements,whichareofspecialsignificancetothedevelopmentandproductionofnewproducts.Keywords:reliability;Maintainability;Affordable;Security;Environmentaladaptability 当前,随着装备建设体系改革的不断深入,用户对于装备设计、生产、售后服务等全寿命管理的要求越来越高,这就对工业部门的标准化管理提出了更高的要求。
新形势下如何使军用标准更加全面、合理和规范地反映军队使用部门的需求,以及验证这些需求是否得到满足,从而能够在竞争择优中胜出成为了各工业部门必须思考的问题。
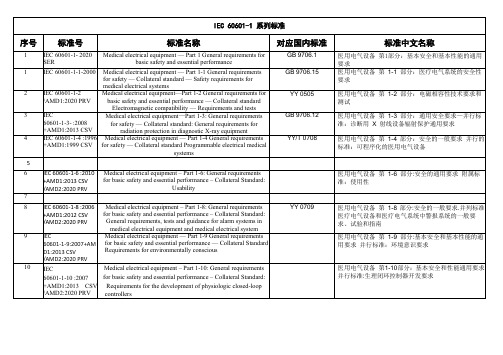
IEC60601系列对应的国标医疗器械通用、专用要求
60601-1-9:2007+AM for basic safety and essential performance — Collateral Standard
D1:2013 CSV
Requirements for environmentally conscious
/AMD2:2020 PRV
10 IEC
医用电气设备 第1-10部分:基本安全和性能通用要求 并行标准:生理闭环控制器开发要求
IEC 60601-1-11:2015 Medical electrical equipment - Part 1-11: General requirements for
11 RLV /AMD1:2020 PRV
Medical electrical equipment — Part 2-8 Particular requirements for safety Section Specification for therapeutic X-ray equipment
operating in the range 10 kV to 1 MV
序号 标准号
1 IEC 60601-2-1:2009 +AMD1:2014 CSV
2 IEC 60601-2-2:2017 RLV
3 IEC 60601-2-3:2012 +AMD1:2016 CSV
4 IEC 60601-2-4:2010 +AMD1:2018 CSV
5 IEC 60601-2-5:2009
2 IEC 60601-1-2
Medical electrical equipment—Part 1-2 General requirements for
现行电梯标准名录大全
现行电梯标准名录大全一、国家强制标准:1、GB/7588-2003电梯制造与安装安全规范Safety rules for the construction and installation of electric lifts本标准规定了乘客电梯及载货电梯制造与安装应遵循的安全准则,以防电梯运行时发生伤害乘客和损坏货物的事故。
本标准适用于电力驱动的曳引式或强制式乘客电梯及载货电梯。
本标准不适用于杂物电梯和液压电梯。
2、GB/16899-1997自动扶梯和自动人行道的制造与安装安全规范Safety rules for the construction and installation of escalators and passenger conveyors1997-07-02/1998-02-01本标准是自动扶梯和自动人行道的安全规范,其目的是保证在运行、维修和检查工作期间人员和物体的安全,防止意外事故的发生。
3、GB/10060-93电梯安装验收规范Code for acceptance of lifts installation1993-12-27/1994-08-01本标准规定了电梯安装的验收条件、检验项目、检验要求和验收规则。
本标准适用于额定速度不大于2.5m/s的乘客电梯及载货电梯,不适用于液压电梯、杂物电梯。
4、GB/50310-2002电梯工程施工质量验收规范Code for acceptance of installation quality of lifts,escalators and passenger conveyors2002-04-01/2002-06-01本规范适用于电力驱动的曳引式或强制式电梯、液压电梯、自动扶梯和自动人行道安装工程质量的验收;本规范不适用于杂物电梯安装工程质量的验收。
本规范是对电梯安装工程质量的最低要求,所规定的项目都必须达到合格。
5、GB/16899-1997自动扶梯和自动人行道的制造与安装安全规范Safety rules for the construction and installation of escalators and passenger conveyors1997-07-02/1998-02-01本标准是自动扶梯和自动人行道的安全规范,其目的是保证在运行、维修和检查工作期间人员和物体的安全,防止意外事故的发生。
DB12_596_2-2015道路交通智能管理系统设施设置规范第2部分:通用技术要求
ICS93.080.30Q 84 DB12 天津市地方标准DB 12/ 596.2—2015道路交通智能管理系统设施设置规范第2部分通用技术要求Setting specification on road traffic intelligent management system facilitiesPart 2:General specification2015-09-18发布2015-11-01实施目次前言 (II)引言 (III)1 范围 (1)2 规范性引用文件 (1)3 术语和定义 (1)4 交通信号控制设备 (1)5 交通违法监测设备 (2)6 交通流检测设备 (2)7 交通量调查设备 (3)8 轴载检测设备 (6)9 可变情报板设备 (6)10 道路交通气象监测设备 (10)11 车道控制设备 (12)前言本部分为强制性条款。
DB12/ 596《道路交通智能管理系统设施设置规范》分为两个部分:——第1部分:设施设置要求;——第2部分:通用技术要求;本部分为DB12/ 596的第2部分。
本部分按照GB/T 1.1-2009给出的规则起草。
本部分由天津市社会公共安全产品与防范报警系统标准化技术委员会归口。
本部分起草单位:天津市发展和改革委员会、天津市公安交通管理局、天津市市政公路管理局、交通运输部公路科学研究院。
本部分主要起草人:何建伟、聂方、王亮、刘少堂、张学军、贾岩、张海、张玉鹏、李春燕、马郡、陈权、孙泽宇、任超、孙占明、夏雪松、刘希良、乔百合、杨树海、程锦、于冉冉、孙长国、赵学峰、孙炜、刘胜汉、许顺国、田静、陈洪、李强、周里智、岳向武、田涛、于永刚、孔涛、张纪升、张利。
本部分为首次发布。
引言道路交通智能管理设施包括:交通信号控制、交通可变情报板、交通流量检测、交通违法监测等类设备,是交通运行管理和安全保障设施的重要组成部分,在当前交通安全与运行管理中发挥了重要作用。
本部分对道路交通智能管理设施的通用技术要求予以规定。
电站电气部分集中控制装置通用技术条件
电站电气部分集中控制装置通用技术条件General specification of central controlequipments for electrical parts in power stations and substations本规范参照采用国际电工委员会IEC 439-1«高压开关设备和控制装置»(1985年版)。
1 主题内容与适用范围本规范规则了电站电气局部集中控制装置技术要求、实验方法、检验规那么等。
本规范适用于电力系统及其他工矿企业中不同容质变电站或发电厂所设置的空中电气局部集中控制装置(以下简称集控装置)。
本规范是设计、制造、测试、贮运集控装置及制定其产品规范的依据。
本规范不适用于与一次设备装于一体的外地控制装置和以计算机键盘直接控制断路器的控制装置。
2 援用规范GB3047 面板、架和柜的基本尺寸系列GB2421 电工电子产品基本环境实验规程总那么GB4728 电气图用图形符号GB191 包装储运图示标志JB616 电力系统二次电路用屏(台)通用技术条件3 术语3.1 电气局部集中控制装置 central control equipments for electrical parts对发电厂或变电站的电气设备的投入和参与运转在控制屏(台)上集中操作,并对运转状况停止集中监视,测量主要运转参数,对异常状况停止报警,或装备有其他自动化功用的整套电控装置。
3.2 一对一控制方式 one-to-one control mode每个控制开关对应于一台断路器,由这只控制开关直接对这台断路器停止跳合闸操作。
3.3 选线控制方式 selective control mode用某种方式对断路器停止预选,然后由公用的跳合闸开关(按钮)对断路器停止跳合闸操作。
4 产品分类4.1 分类原那么4.1.1 按断路器控制方式分为:一对一控制;选线控制。
4.1.2 按控制回路的电压等级分为:控制回路额外电压在60V以上的为强电控制,额外电压60V及以下的为弱电控制。
印制电路板dfm通用技术要求(General specification for printed circuit board DFM)
印制电路板dfm通用技术要求(General specification for printedcircuit board DFM)General specification for printed circuit board DFMThis standard specifies the general requirements for design for manufacturing single sided printed circuit board, including materials, dimensions and tolerances, printed wires and pads, metal holes, holes, mounting holes, coating, coating, character and mark. As designers of printed boards, design a single, double sided (Single/Double, sided, board) reference:1 General requirements1.1. This standard serves as a general requirement for PCB design, specifications for PCB design and manufacturing, and effective communication between CAD and CAM.1.2 we shall give priority to the design drawings and documents as the basis for production in the process of documentation.2 PCB material2.1 substratePCB substrate is usually made of epoxy glass cloth covered with copper plate, that is FR4. (including single panel)2.2 copper foilA) more than 99.9% of electrolytic copper;B) double plate surface copper foil thickness more than 35 m (1OZ); special requirements, specified in the drawings or documents.3, PCB structure, size and tolerance3.1 structure(a) the design elements that constitute the PCB shall be described in the design drawings. The appearance shall be uniformly expressed by Mechanical 1, layer (priority) or Keep out layer. If used in the design document at the same time, the general keep out layer is used for shielding without opening, and mechanical 1 is used to represent the forming.(b) in the design drawings for opening long SLOT holes or hollow out, with Mechanical 1 layer draw the corresponding shape can.3.2 plate thickness toleranceFinished plate thickness0.4~1.0mm1.1~2.0mm2.1~3.0mmtolerance+ 0.13MM+ 0.18mm+ 0.2mm3.3 dimensional tolerancesPCB the overall dimensions shall comply with the requirements of the design drawings. When the drawings are not specified, the overall dimension tolerance is + 0.2mm. (except for V-CUT products)3.4 flatness (warpage) tolerancesThe flatness of PCB shall be in accordance with the design drawings. When the drawings are not specified, follow the followingFinished plate thickness0.4~1.0mm1.0~3.0mmWarpageSMT = 0.7%; SMT = 1.3%SMT = 0.7%; SMT = 1%4 printed wiring and pads4.1 layoutA) the layout, line width and line spacing of printed wires and pads shall be specified in accordance with the design drawings. But we will have the following treatment: appropriate according to process requirements for line width, PAD ring width compensation, single panel general, we will try to increase PAD, in order to strengthen the reliability of customer welding.(b) when the design line spacing is not up to the technical requirements (too closely affecting performance and Manufacturability), we shall adjust the design specifications according to the pre system design.C) we advise customers to design single and double boards in principle. The diameter of through hole (VIA) is more than 0.3mm, the outer diameter is more than 0.7mm, the distance between lines is 8mil, and the line width is above 8mil. To minimize the production cycle, reduce manufacturing difficulties.D) our minimum drilling tool is 0.3, the product is about 0.15mm. The minimum line spacing is 6mil. The minimum line width is 6mil. (but the manufacturing cycle is longer and the cost is higher)4.2 wire width toleranceInternal control standard for width tolerance of printed wiring is + 15%4.3 mesh processing(a) in order to avoid foaming and heating of copper surface when wave soldering occurs, the PCB plate is bent due to thermal stress, and the large copper surface is recommended to be laid in a grid form.B) the grid spacing is larger than 10mil (less than 8mil), the grid width is greater than or equal to 10mil (less than 8mil).4.4 heat shield (Thermal pad) processingOn the ground of large area (electric), often with components of the legs are connected to the connecting legs, both electrical properties and process requirements, made of cross flower pad (heat insulation plate), the possibility of resulting weld point due to excessive heat in the welding section is greatly reduced.5 aperture (HOLE)5.1 definition of metallization (PHT) and non metallization (NPTH)A) our company defaults to the non-metallic hole as follows:When the client sets up the Kong Fei metallization property in the Protel99se advanced properties (plated tab removed from the Advanced menu), we default to a non-metallic hole.When the customer directly uses the keep, out, layer ormechanical 1 layers of arc to indicate the drilling (no more separate holes) in the design document, we will accept the non-metallic hole as the default.When the customer placed the word "NPTH" near the hole, we are responsible for the non - metallization of the hole.When the customer explicitly calls for the corresponding aperture non - metallization (NPTH) in the design notice, they are processed according to the customer's requirements.(b) in addition to the above conditions, the components, holes, mounting holes, and through holes shall be metallized.5.2 hole size and tolerance(a) the PCB element holes and mounting holes in the design drawings assume the final product aperture size. The aperture tolerance is usually + 3mil (0.08mm);B) the through hole (that is VIA hole) we usually control it as follows: the negative tolerance is not required, and the positive tolerance is less than + 3mil (0.08mm).5.3 thicknessThe average thickness of the copper plated layer of metallized hole is not less than 20 m, and the thinnest is no less than 18 mu m.5.4 hole roughnessPTH hole wall roughness is controlled in less than 32um5.5 PIN hole problemA) our CNC milling machine positioning pin is 0.9mm minimum, and the positioning of the three PIN holes should be triangular.(b) when the customer has no special requirement and the design bore bore is less than 0.9mm, we will add the PIN hole at the appropriate position of the blank wireless channel or the big copper surface in the board.Design of 5.6 SLOT hole (slot)A) it is recommended that the SLOT hole be drawn with Mechanical1 layer (Keep, out, layer). It can also be expressed as a continuous hole, but the holes should be of the same size and the center of the hole is on the same horizontal line.B) our smallest slot knife is 0.65mm.C) when the SLOT hole is used to shield and avoid creepage between the high and low pressure, it is suggested that the diameter is above 1.2mm to facilitate processing.6 solder layer6.1 coating parts and defectsA) the solder coating shall be applied to the PCB surface exceptthe solder pads, MARK points, test points, etc..(b) if a customer uses a disk represented by FILL or TRACK, a corresponding size graph must be drawn on the solder resist (Solder, mask) layer to indicate the presence of tin at the site.(I strongly recommend that there be no non PAD form before design)(c) if the solder needs to be cooled on a large copper sheet or sprayed on an online bar, a corresponding size pattern must also be painted on the mask (Solder) layer to indicate the presence of tin.6.2 adhesionThe adhesion of the solder resist is required by level 2 of IPC-A-600F in the United states.6.3 thicknessThe thickness of the solder resist conforms to the following table:Line surfaceLine cornerSubstrate surfaceMore than 10 mMore than 8 m20~30 mu m7 characters and etch marks7.1 basic requirementsA) the characters of PCB should be designed by word height 30mil, word width 5MIL, character spacing 4mil or more, so as not to affect the differentiability of text.B) etching (metal) characters should not be bridged with wires and to ensure adequate electrical clearance. General design according to word height 30mil, word width 7mil above design.(c) when the customer characters are not clearly defined, our company will adjust the proportion of characters according to the technical requirements of our company.D) when there is no clear customer, we will in the silk printing layer is the proper position of our printed trademark, material number and cycle according to the requirements of our technology.7.2 PAD\SMT processing on textDisc (PAD) can be a silkscreen logo, in order to avoid. When the customer has the design of PAD\SMT, our company will do proper movement processing, the principle is that it does not affect the identity of its identification and device.The concept of 8 layers and the processing of MARK pointsLayer designEight1 double panel, we default to the top (ie Top, layer) for the face, topoverlay screen layer characters are positive.8.2, single panel to top (Top, layer) painted circuit layer (Signal layer), it means that the line is facing the face.8.3, single panel to the bottom (Top, layer) painted circuit layer (Signal layer), that the layer is a perspective line.Design of MARK points8.4 when the customer has a surface mount (SMT) for the board file, it should be placed MARK at the point of Mark, and the circle diameter is 1.0mm.8.5 when the customer has no special requirements, we put an arc of F1.5mm on the Solder Mask layer to represent the flux free to enhance the identifiability.8.6 when the customer is a splicing board file surface patch process side did not put MARK, our general in the process of edge position of the diagonal median plus a MARK point; when the customer is a splicing board file has no surface patch technology, is generally required to communicate with thecustomer need to add MARK.9 about V-CUT (cut V groove)9.1 V cut panels do not leave a gap between the board and the board. However, attention should be paid to the distance between the conductor and the center line of the V cut. Generally, the conductor spacing on both sides of the V-CUT line should be more than 0.5mm, that is to say, in the single block plate, the conductor should be more than 0.25mm from the edge of the plate.9.2 V-CUT line representation method is: general shape for keep out layer (Mech 1) layer said, then the plate needs V cut place, only with keep out layer (Mech 1) layer painted, and preferably in the board connection mark V-CUT words.9.3, as shown in the following figure, the residual depth of the general V cut is 1/3, the thickness of the plate, and in accordance with the customer's residual thickness requirements can be adjusted appropriately.9.4, V cut products after breaking apart, because glass fiber yarn has been a "marathon" phenomenon, the size will be slightly worse, individual products will be larger than 0.5mm.9.5, V-CUT knife can only go straight line, can not go curve and fold line, and can be more than 0.8mm thick board thickness.10 surface treatment processWhen the customer has no special requirement, our surface treatment defaults to hot air leveling (HAL). (tin: 63 tin, /37 lead)General technical requirements above DFM (single sided part) for our customers in the design of PCB file for reference, and hope to reach a consensus on the above, CAD and CAM in order to achieve better communication, better design for manufacturability (DFM) of the common goal, better shorten product manufacturing cycle, reduce production cost.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设备通用技术要求G e n e r a l Ma c h i n e S P E C第一篇机械部分(Mechanical)一,机加工件1. 机加工件加工表面不应有划痕、擦伤等损伤零件表面的缺陷。
2. 零件在装配前必须清理和清洗干净,不得有毛刺、飞边、氧化皮、锈蚀、切屑、油污、着色剂和灰尘等。
3. 紧固后螺钉槽、螺母、螺钉和螺栓头部不得损坏,并且需要用黄色油漆笔进行刻画。
二,钣金件1. 板金加工件表面不应有划痕、擦伤等损伤表面的缺陷,不得有毛刺、飞边、氧化皮、锈蚀,表面油漆均匀三.机械设计设计传动或转动系统时,不允许有链条,要用GATES同步带。
第二篇电气部分(Electrical)一,设计及安装要求1.图纸要求:1)绘图必须使用的标准的元器件符号;2)图纸中的元器件标号应与现场完全对应;后期的改动必须及时更新;3)该图纸应包括进线强电线路;对于安装公司所新加的管道,也应绘图标示;4)该图纸应包含所有电器元件的综观图,并在图中加上所有元件标号;5)图纸中应包含带注释的程序;6)该图纸中应包含所有元器件列表,列出具体型号;图纸中应包含推荐元器件清单;7)验收时,需提供更新后的图纸三份文档格式;一份CD刻录;8)中继盒里的接线也应包含在图纸中。
2.布局要求:1)设备电气布局中体积大或较重的电器应置于控制柜下方;2)设备的强发热元件应与其他元件分开安装;3)元件的间隔应符合标准;4)设备的主开关都应在电控箱门上控制;该主开关均可上锁;`设备5)设备主开关一定要带露电保护;设备上的220V电源均使用隔离变压器变压所得,所有控制开关,按钮接线均使用24V电压。
6)通讯线路必须与强电分开,单独走线。
3.接线要求:1)接线颜色标准:控制部分主电路“+”用“棕色”或“红色”;“-”用“蓝色”;信号线用“黑色”或“蓝色”;主电路标准的三相四线制或三相五线制都是红,黄,绿线用做相线,然后蓝色用做零线;“黄绿”用做地线;单相如果随三相电路经过变压器转换的,“+”用“棕色”或“红色”;“-”用“蓝色”或“白色”。
2)所有的电压和电流信号电路必须使用屏蔽线;3)配电线路中的接线盒、分线盒、活接头、隔离密封件等连接件的型号、规定,应符合设计要求和相关的规范规定;4)电缆与电气设备连接时,必须选用与电缆外径相匹配的引入装置;5)所有的接线必须正确使用“Y”型或“O”型端子或针型或“U”型;不允许电线裸露在外面;6)必须正确使用接地线,接地线不允许串接;7)每个中继盒里必须备有30%的备用线;备用线用黄胶带表示;备用电缆的两端都有标号;8)所有的线都有线号,线号遵循从下到上,从左往右的读取方式。
4.元件要求:1)所有的元件都必须提供说明书:PLC模块,现场传感器等;2)温度和压力,张力元件还必须提供出厂校验合格证明。
5.标示要求1)所有的线都必须有线号;2)所有的电控箱包括操作盒都有命名,命名应符合通用标准;3)所有的元器件都有编号;都必须在控制机构和执行机构分别表示;4)所有流体的方向必须有箭头表示并根据GATES的颜色标准涂。
6.程序和屏幕画面要求:1)必须提供带注释的程序;必须被翻译成简体中文或英文;2)需提供该编程软件的安装程序;2. 选型要求PLC选型:(1)选用的PLC的I/O点规模要满足要求,并且有10-20%的余量做备用;(2)选用的PLC的内存要满足程序容量要求,并且有30%的余量以便于程序的变动。
3. 安全要求1)设计中涉及作业者危险的情况下,请设计能迅速停止的非常停止装置,并预设在方便操作的作业位置。
2 )设备上易使眼睛发生错觉和引起疲劳的机器运动部位,应在相应的背景上涂对比鲜明的横条标志,使操作者容易辨识;并增加相应的盖板,光幕等保护措施;3)设计时应注意电动机调速性质应与负特性相适应载;4)选用电气部件选型时应考虑使其电压容许在定格电压的10%以内正常工作;5)在容易被观察到的地方标明制造年月日,额定电流电压,重量等重要参数第三篇上位机部分(SCADA)1上位软件首选Wonderware Intouch 系统.2上位TPC 首选Wonderware一体触摸电脑,硬盘80G,内存1G以上. 软件开发完毕后,要留备份光盘,包括应用软件安装程序. 电脑系统需装GHOST系统恢复系统类软件,并在设备调试验收后建立备份点.操作系统Window XP 以上,硬盘至少2个分区.若购买Intouch 软件配以单独触摸电脑,请使用西门子,ROCKWELL触摸电脑.3扫描枪的选择以SYMBOL为标准,方便采购维护,若有USB接口,选择USB无线类型的扫描枪,串口次之.4 若系统要求数据库存储,存储模拟信号首选使用工业领域使用Wonderware的INSQL,记录数据集使用MS SQL, Oracle. 数据量2G以下可以使用MS Access.5 上位软件开发要求留有的文挡: 1 程序备份+详细注释 2 地址分配表 3 程序流程图框架图.4 IO Server 或OPC Server 配置文挡.6 为方便维护,上位系统有必要安装远程登陆软件如Win VNC. 特别针对国外供应商.7 条码设备使用CODE39 编码方式.8 若系统联入公司生产线网络,应使用公司许可的IP,交换机设备或路由设备报公司IT 部门登记.9使用正版应用软件,例属我公司的授权不能非法复制盗用.10 系统中重要生产数据有本机备份功能,连入公司生产网络需自动备份到服务器.第四篇设备安装部分(Installation)一.概述此技术要求适用于所有盖茨设备的安装若不经特别说明,设备安装的范围包括:设备卸车、移位、定位、固定;管道铺设与固定,管道保温,阀和各种仪表的安装;电缆铺设,桥架线管铺设;区域配电柜(如果需要);插座安装(220V单相电源,380V三相维修电源);员工工作位置上方照明的安装;员工工作位置上方空调风管的安装;安全相关的护栏的安装;所有标示和油漆。
公共设施范围:目前我公司可提供的公共设施如下。
电源,蒸汽,冷冻水,压缩空气,自来水,冷却水,空调系统,抽风系统(除尘或除烟),补风系统二.设备安装前的准备工作盖茨提供设备的数量,重量,及大小以及到货时间和场所盖茨提供设备布局图及设备安装精度等要求盖茨提供所有设备的设施要求盖茨提供所有公共设施可接入点的位置盖茨提供插座位置图,空调风管位置图,工作场所照明位置图施工方提交设备安装工作进度表施工方提交管路图,电缆走线图及桥架布置图施工人员所从事的工作需有相应的资质,如电焊工要求电焊证,叉车工有叉车证等合同规定上由施工方购买的材料须经盖茨确认方可使用安装工具由施工方提供施工人员在施工前须经盖茨H S E专员进行安全培训三.技术要求1.设备卸车、移位、定位、固定使用合适的吊装设备和工具,开箱后及时检查设备完好状况,发现不良状况,立即提出 根据设备设计所需的安装精度要求给设备定位,调整水平,并给出相应报告膨胀螺丝由安装公司根据设备要求进行选择和提供,膨胀螺丝固定好后,若露出螺帽的螺栓太长,需进行削减,保证美观在设备卸车、移位、定位、固定过程中,确保设备完好无损,确保所经过的场所(地上已放置的其他设备和地面地坪)不被破坏,若被破坏,需进行赔偿2.管道铺设与固定,管道保温,阀和各种仪表的安装管道的设计符合设计要求冷冻水,冷却水管道采用镀锌无缝钢管;自来水,压缩空气使用镀锌管道;蒸气,冷凝水采用无缝钢管管道铺设要求美观,横平竖直(若无特殊要求,倾斜度小于等于2°或1:30),管道不得直接固定于地面,管道最低处离地需大于5c m。
管道连接由法兰和螺纹两种方式,根据设计需要进行选择,确保连接牢固无泄漏每种管道在设备连接处需装相应仪表,在仪表处安装手动球阀,便于日后仪表的更换 管道在接入设备使用前需进行清扫和试压,施压方法按照国家标准,并需记录交盖茨方确认管道外壁需进行除锈及防锈处理蒸汽所有阀类部件采用斯派莎克品牌,其他管道阀类部件采用埃美柯品牌。
所有管道需从主管道开口,并安装截至阀,管道接至设备也需安装相应截至阀。
在给硫化罐提供蒸汽的主管道尾部,需有一套疏水装置(截至阀-过滤器-观察镜-疏水器-截至阀)。
在硫化罐排放阀尾部提供截至阀。
冷冻水,冷却水采用30m m厚的橡塑壳保温,蒸汽管及冷凝水管采用30m m厚的玻璃棉保温。
管道保温后需用铝皮包裹管道吊装支架需有专业厂家生产,盖茨认可的品牌3.电缆铺设,桥架线管铺设电缆选择根据盖茨要求,使用远东或江南品牌施工方提供电缆电缆指从指定的区域配电柜至设备电箱间的动力电缆,以及插座,照明的电缆桥架选用镀锌桥架,厚度不小于1m m桥架内总电缆的截面积不得大于桥架截面积的60%桥架铺设须保持美观,横平竖直(若无特殊要求,倾斜度小于等于2°或1:30)桥架包括弱电和强电桥架,原则上应分开,若征得我方同意,可在桥架中加隔板地面桥架需离地大于5c m在盖茨可使用的线管有三类:金属硬管,高质量塑料软管,金属软管。
长距离的单根线可使用金属硬管,需进行正确固定。
短距离或直接连接到设备使用金属软管或高质量塑料软管。
在连接的两端需有连接固定套件,起到密封和固定作用,一般用力拉扯软管时,软管不可被拉动,更不可使内部电缆暴露出来。
软管的直径应大于电缆的1.5倍。
在易受外力撞击的场合,尽量使用金属硬管,至插座,开关的线管需使用金属硬管,并直接连接在插座,开关上,加以固定5.区域配电柜400A隔离开关----400A三级助断路器----设备断路器(按我方所提供的设备数量配置,预留6-8个40A空气开关作为备用开关,220V单相带漏电保护开关5个)加装电度表施工方负责设计此区域配电柜并通过G U P T的认可。
外表颜色按G U P T的技术要求空气开关采用三菱系列盘面加装空气开关合闸/通电指示灯盘面加装电压/电流显示所有空开上需有有机玻璃打印的标签4.插座安装(220V单相电源,380V三相维修电源)插座品牌:松下插座型号:220V5孔,380V4孔维修插座上方需加装维修电箱,维修电箱内有空开(三菱),外部安装安全操作手柄,可进行上锁5.员工工作位置上方照明的安装根据盖茨要求配置相应开关(松下品牌)6.员工工作位置上方空调风管的安装风管材料与盖茨已存在的一致根据盖茨要求6.安全相关的护栏的安装根据盖茨要求7.所有标示和油漆油漆按照盖茨标准管道,接线端子,按钮,电箱等提供标示四.国家标准在以上技术要求中未注明的参考国家标准《工业管道施工和验收技术规范》G B50235—97《电缆线路施工及验收规范》G B50168-92《工业自动化仪表工程施工及验收规范》G B J93-86《机械设备安装工程施工及验收通用规范》G B50231-98五.竣工与验收施工结束后需准备三份交工资料及一张光盘交工资料内容:1.开工报告2.施工方案3.设备开箱记录4.材料报检报告5.管道图6.电缆走向及桥架布置图7.设备水平状况等调整记录8.管道清扫,试压报告9.设计变更明细记工程联系单10.其他在具体技术协议中所要求的图纸和报告第四篇安全部分(Safety)遵守GUPT的安全标准有异议的部分参考国家标准第五篇颜色标准(color)3020 RAL “Danger” status, fire hydrants, fire column “危险”状态,消防栓,消防柱All interior doors 所有厂内部的门7001Gates lettering 盖茨字母90171018“Caution”status, perimeter guarding, material handling carts“警告”状态,边界防护,物料输送车Aisle way 过道5015Traffic lines, 4” wide traffic lines 交通线,4寸宽1018Factory floors 工厂地坪7001Building walls建筑外墙9003Building columns-red for columns with fire extinguishers9003from floor to 15’ high, yellow from floor to 15’ high in hightraffic areas, use white 15’ and higher, other columns allwhite厂房内的立柱,对于防止灭火器的柱子,离地15寸漆成红色;对于人流量或车流量很大区域的柱子,离地15’漆成黄色;其他的柱子漆成白色Oil and lube pipes 油管8001Pneumatic pipes 气管5017Steam 蒸汽7035Condensate 冷凝水7035Drain water 排水6025Chilled water 冷冻水6021Compressed air 压缩空气5017High pressure air pipe 高压压缩空气4011Vacuum 真空9016Hot water 热水6017Cold Water 冷水6021City water 生活水6021Main equipment 主设备5018Control cabinets & J boxes 控制箱7035Fixed safety bars 固定的安全护栏1018 Moving safety bars 移动的安全护栏2008 Container for control system 控制系统的集装箱9002 Motors 马达5018Servo motors 伺服马达Acc. Maker’s standards第六篇元器件品牌(Components brand)Parts descriptio元器件名称Brand品牌Legend图例Main distribution box,主配电柜operating box 操作箱connection box 中继箱Supporting system for theoperating box操作箱悬挂支架Touch screen触摸屏PLC & module可编程控制器和模块Servo motor and driver伺服马达和驱动器Inverter变频器Main Breaker主断路器small circuitbreaker for line protectionRelay继电器Contactor电流接触器Button & signal light按钮和带灯按钮Foot switch脚踏开关Signal lighthouse信号灯塔Warning light警灯Buzzer蜂鸣器Direct current 直流电源DC5VDC24VTravel switch行程开关Proximity switch接近开关Safety light curtain安全光栅Photoelectric switch光电开关ORUltrasonic sensor 超声波传感器Meter 仪表Gear box 减速箱ORReducing motor 减速马达Normal AC motor, inverter AC motor, brake AC motor (without gear box ) 一般交流电机,变频交流电机,带刹车交流电机 (不带齿轮箱)ORPneumatic components 气动元件Hydraulic oil pump 液压泵Hydraulic valve 液压阀Hydraulic cylinder 液压缸ORLinear Rail 直线导轨Ball screw 滚珠丝杆Bearing 轴承ORS K F NTNHydraulic hose 液压管Belt 皮带Water pump水泵ORSteam Components蒸汽元器件Power cable强电电缆Valve (air,water)一般水,气阀Or Same quality brand Upper computer/SCADA上位机系统Scanner扫描枪RF PDA无线手持扫描仪Industrial PC工控电脑Industrial Printer工业打印机第六篇TPM 标准(TPM)1. 设备完工后所有部位应该清洁无损伤的2. 牵扯化学物质或者特殊材料应该标签标识出来3. 转动或者运动部分应该有润滑点,并且是集中润滑或者内部润滑点改外部润滑点的方式设置润滑点4. 气动元件和电气元件都必须有相应的标签5. 高压部分应该有危险标志,噪音部分应该有损害听力标志,夹手部分应该有夹手标志6. 蒸汽,液压,水,压缩空气等的管道应该刷不同颜色的油漆7. 介质管道上都应标明介质名称,并且有介质流向箭头8. 液压表,空压表,水压表都应用红色和绿色标记标明安全范围9. 润滑点都应用1,2,3…….等数字标牌编号10. 为表明设备运行状态都应加装三色灯(绿,黄,红),三色灯上还应该有“运行”“待机”“报警”的标牌。