数控车床加工件零件图与编程程序
数控车床零件的工艺分析及编程典型实例

数控车床零件的工艺分析及编程典型实例更新日期:来源:数控工作室根据下图所示的待车削零件,材料为45号钢,其中Ф85圆柱面不加工。
在数控车床上需要进行的工序为:切削Ф80mm 和Ф62mm 外圆;R70mm 弧面、锥面、退刀槽、螺纹及倒角。
要求分析工艺过程与工艺路线,编写加工程序。
图1 车削零件图1.零件加工工艺分析(1)设定工件坐标系按基准重合原则,将工件坐标系的原点设定在零件右端面与回转轴线的交点上,如图中Op点,并通过G50指令设定换刀点相对工件坐标系原点Op的坐标位置(200,100)(2)选择刀具根据零件图的加工要求,需要加工零件的端面、圆柱面、圆锥面、圆弧面、倒角以及切割螺纹退刀槽和螺纹,共需用三把刀具。
1号刀,外圆左偏刀,刀具型号为:CL-MTGNR-2020/R/1608 ISO30。
安装在1号刀位上。
3号刀,螺纹车刀,刀具型号为:TL-LHTR-2020/R/60/1.5 ISO30。
安装在3号刀位上。
5号刀,割槽刀,刀具型号为:ER-SGTFR-2012/R/3.0-0 IS030。
安装在5号刀位上。
(3)加工方案使用1号外圆左偏刀,先粗加工后精加工零件的端面和零件各段的外表面,粗加工时留0.5mm的精车余量;使用5号割槽刀切割螺纹退刀槽;然后使用3号螺纹车刀加工螺纹。
(4)确定切削用量切削深度:粗加工设定切削深度为3mm,精加工为0.5mm。
主轴转速:根据45号钢的切削性能,加工端面和各段外表面时设定切削速度为90m/min;车螺纹时设定主轴转速为250r/min。
进给速度:粗加工时设定进给速度为200mm/min,精加工时设定进给速度为50mm/min。
车削螺纹时设定进给速度为1.5mm/r。
2.编程与操作(1)编制程序(2)程序输入数控系统将程序在数控车床MDI方式下直接输入数控系统,或通过计算机通信接口将程序输入数控机床的数控系统。
然后在CRT 屏幕上模拟切削加工,检验程序的正确性。
数控车床 程序设计、程序编写简版

数控车床程序设计、程序编写数控车床程序设计与程序编写简介数控车床(Computer Numerical Control Lathe)是一种自动化机床,通过计算机控制,实现对工件进行精密加工的机床。
程序设计和程序编写是数控车床加工过程中非常重要的环节,决定了加工质量和效率。
本文将介绍数控车床的程序设计和程序编写流程以及相关的注意事项。
数控车床程序设计流程数控车床程序设计是制定加工路径和工艺参数的过程,流程如下:1. 确定工件要求: 需要明确工件的几何参数、材料以及加工要求,包括切削速度、工进速度等。
2. 绘制零件图: 基于工件要求,使用CAD软件绘制出零件的三维模型,并标注出加工所需的各种尺寸和位置。
3. 分析加工特点: 根据零件图,分析出不同区域的加工难度和特点,以确定加工的顺序和工艺参数。
4. 编写基本程序: 根据分析结果,编写数控车床的基本加工程序,包括加工顺序、路径、刀具的选择和切削速度等。
5. 进行仿真: 利用数控车床仿真软件,将编写的程序进行仿真,检验路径和参数的准确性。
6. 优化程序: 根据仿真结果,对程序进行优化,调整切削速度、进给速度等参数,以提高加工效率和质量。
7. 最终程序: 优化完成后,最终可用于数控车床的程序。
需要注意的是,程序中需要考虑安全性和可靠性。
数控车床程序编写注意事项数控车床程序编写是将程序设计中确定的加工路径和工艺参数转化为机床可以执行的指令序列的过程。
在编写程序时,需要注意以下几点:1. 选择合适的坐标系: 数控车床有多种坐标系,包括绝对坐标系和相对坐标系等。
在编写程序时,根据实际情况选择合适的坐标系,并保持一致。
2. 指明刀具半径补偿: 在程序中需要指明刀具半径补偿,以保证加工的尺寸准确。
刀具半径补偿可以根据加工对象的轮廓确定,需要根据实际情况进行设置。
3. 设定切削速度和进给速度: 根据加工材料和切削工具的类型,设定合适的切削速度和进给速度。
过高的速度可能导致刀具磨损严重,过低的速度则会影响加工效率。
数控车床编程实例详解(30个例子)
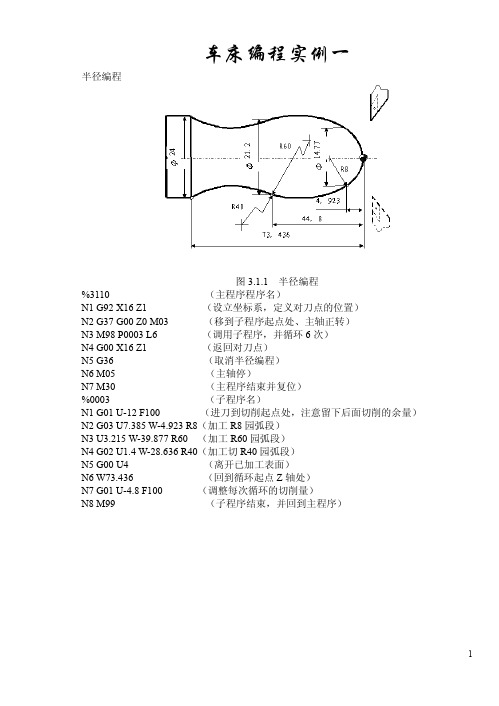
半径编程图3.1.1 半径编程%3110 (主程序程序名)N1 G92 X16 Z1 (设立坐标系,定义对刀点的位置)N2 G37 G00 Z0 M03 (移到子程序起点处、主轴正转)N3 M98 P0003 L6 (调用子程序,并循环6次)N4 G00 X16 Z1 (返回对刀点)N5 G36 (取消半径编程)N6 M05 (主轴停)N7 M30 (主程序结束并复位)%0003 (子程序名)N1 G01 U-12 F100 (进刀到切削起点处,注意留下后面切削的余量)N2 G03 U7.385 W-4.923 R8(加工R8园弧段)N3 U3.215 W-39.877 R60 (加工R60园弧段)N4 G02 U1.4 W-28.636 R40(加工切R40园弧段)N5 G00 U4 (离开已加工表面)N6 W73.436 (回到循环起点Z轴处)N7 G01 U-4.8 F100 (调整每次循环的切削量)N8 M99 (子程序结束,并回到主程序)直线插补指令编程图3.3.5 G01编程实例%3305N1 G92 X100 Z10 (设立坐标系,定义对刀点的位置)N2 G00 X16 Z2 M03 (移到倒角延长线,Z轴2mm处)N3 G01 U10 W-5 F300 (倒3×45°角)N4 Z-48 (加工Φ26外圆)N5 U34 W-10 (切第一段锥)N6 U20 Z-73 (切第二段锥)N7 X90 (退刀)N8 G00 X100 Z10 (回对刀点)N9 M05 (主轴停)N10 M30 (主程序结束并复位)车床编程实例三圆弧插补指令编程%3308N1 G92 X40 Z5 (设立坐标系,定义对刀点的位置)N2 M03 S400 (主轴以400r/min旋转)N3 G00 X0 (到达工件中心)N4 G01 Z0 F60 (工进接触工件毛坯)N5 G03 U24 W-24 R15 (加工R15圆弧段)N6 G02 X26 Z-31 R5 (加工R5圆弧段)N7 G01 Z-40 (加工Φ26外圆)N8 X40 Z5 (回对刀点)N9 M30 (主轴停、主程序结束并复位图3.3.8 G02/G03编程实例倒角指令编程图3.3.10.1 倒角编程实例%3310N10 G92 X70 Z10 (设立坐标系,定义对刀点的位置)N20 G00 U-70 W-10 (从编程规划起点,移到工件前端面中心处)N30 G01 U26 C3 F100 (倒3×45°直角)N40 W-22 R3 (倒R3圆角)N50 U39 W-14 C3 (倒边长为3等腰直角)N60 W-34 (加工Φ65外圆)N70 G00 U5 W80 (回到编程规划起点)N80 M30 (主轴停、主程序结束并复位)车床编程实例五倒角指令编程%3310N10 G92 X70 Z10 (设立坐标系,定义对刀点的位置)N20 G00 X0 Z4 (到工件中心)N30 G01 W-4 F100 (工进接触工件)N40 X26 C3 (倒3×45°的直角)N50 Z-21 (加工Φ26外圆)N60 G02 U30 W-15 R15 RL=3(加工R15圆弧,并倒边长为4的直角)N70 G01 Z-70 (加工Φ56外圆)N80 G00 U10 (退刀,离开工件)N90 X70 Z10 (返回程序起点位置)M30 (主轴停、主程序结束并复位)图3.3.10.2 倒角编程实例圆柱螺纹编程螺纹导程为1.5mm,δ=1.5mm,δ '=1mm ,每次吃刀量(直径值)分别为0.8mm、0.6 mm 、0.4mm、0.16mm图3.3.12 螺纹编程实例%3312N1 G92 X50 Z120 (设立坐标系,定义对刀点的位置)N2 M03 S300 (主轴以300r/min旋转)N3 G00 X29.2 Z101.5 (到螺纹起点,升速段1.5mm,吃刀深0.8mm)N4 G32 Z19 F1.5 (切削螺纹到螺纹切削终点,降速段1mm)N5 G00 X40 (X轴方向快退)N6 Z101.5 (Z轴方向快退到螺纹起点处)N7 X28.6 (X轴方向快进到螺纹起点处,吃刀深0.6mm)N8 G32 Z19 F1.5 (切削螺纹到螺纹切削终点)N9 G00 X40 (X轴方向快退)N10 Z101.5 (Z轴方向快退到螺纹起点处)N11 X28.2 (X轴方向快进到螺纹起点处,吃刀深0.4mm)N12 G32 Z19 F1.5 (切削螺纹到螺纹切削终点)N13 G00 X40 (X轴方向快退)N14 Z101.5 (Z轴方向快退到螺纹起点处)N15 U-11.96 (X轴方向快进到螺纹起点处,吃刀深0.16mm)N16 G32 W-82.5 F1.5 (切削螺纹到螺纹切削终点)N17 G00 X40 (X轴方向快退)N18 X50 Z120 (回对刀点)N19 M05 (主轴停)N20 M30 (主程序结束并复位)恒线速度功能编程图3.3.14 恒线速度编程实例%3314N1 G92 X40 Z5 (设立坐标系,定义对刀点的位置)N2 M03 S400 (主轴以400r/min旋转)N3 G96 S80 (恒线速度有效,线速度为80m/min)N4 G00 X0 (刀到中心,转速升高,直到主轴到最大限速)N5 G01 Z0 F60 (工进接触工件)N6 G03 U24 W-24 R15 (加工R15圆弧段)N7 G02 X26 Z-31 R5 (加工R5圆弧段)N8 G01 Z-40 (加工Φ26外圆)N9 X40 Z5 (回对刀点)N10 G97 S300 (取消恒线速度功能,设定主轴按300r/min旋转)N11 M30 (主轴停、主程序结束并复位)车床编程实例八%3317M03 S400 (主轴以400r/min旋转)G91 G80 X-10 Z-33 I-5.5 F100(加工第一次循环,吃刀深3mm)X-13 Z-33 I-5.5(加工第二次循环,吃刀深3mm)X-16 Z-33 I-5.5(加工第三次循环,吃刀深3mm)M30 (主轴停、主程序结束并复位)图3.3.17 G80切削循环编程实例G81指令编程(点画线代表毛坯)图3.3.20 G81切削循环编程实例%3320N1 G54 G90 G00 X60 Z45 M03 (选定坐标系,主轴正转,到循环起点)N2 G81 X25 Z31.5 K-3.5 F100 (加工第一次循环,吃刀深2mm)N3 X25 Z29.5 K-3.5 (每次吃刀均为2mm,)N4 X25 Z27.5 K-3.5 (每次切削起点位,距工件外圆面5mm,故K值为-3.5)N5 X25 Z25.5 K-3.5 (加工第四次循环,吃刀深2mm)N6 M05 (主轴停)N7 M30 (主程序结束并复位车床编程实例十G82指令编程(毛坯外形已加工完成)%3323N1 G55 G00 X35 Z104(选定坐标系G55,到循环起点)N2 M03 S300 (主轴以300r/min正转)N3 G82 X29.2 Z18.5 C2 P180 F3(第一次循环切螺纹,切深0.8mm)N4 X28.6 Z18.5 C2 P180 F3(第二次循环切螺纹,切深0.4mm)N5 X28.2 Z18.5 C2 P180 F3(第三次循环切螺纹,切深0.4mm)N6 X28.04 Z18.5 C2 P180 F3(第四次循环切螺纹,切深0.16mm)N7 M30 (主轴停、主程序结束并复位)图3.3.23 G82切削循环编程实例车床编程实例十一外径粗加工复合循环编制图3.3.27所示零件的加工程序:要求循环起始点在A(46,3),切削深度为1.5mm(半径量)。
毕业设计数控车床轴类零件加工工艺设计及编程

轴零件图——材料:45,毛坯尺寸:Φ65x105数控车床轴类零件加工工艺设计及编程摘要数控技术是用数字信息对机械运动和工作过程进行控制的技术,数控装备是以数控技术为代表的新技术对传统制造产业和新兴制造的渗透形成的机电一体化产品,即所谓的数字化装备,数控技术的应用不但给传统制造业带来了革命性的变化,使制造业成为工业化的象征,而且随着数控技术的不但发展和应用领域的扩大他对归计民生的一些重要行业(IT、汽车、医疗、轻工等)的发展起着越来越重要的作用,因为这些行业所需要装备的数字化已是现代发展的大趋势.在我国加入WTO和对外开放进一步深化的新环境下,发展我国数控技术及装备是提高我国制造业信息化水平和国际竞争能力的重要性保证.数控加工与编程毕业设计是数控专业教学体系中构成数控加工技术专业知识及专业技能的重要组成部分,通过毕业设计使我们学会了对相关学科中的基本理论基本知识进行综合运用,同时使对本专业有较完整的系统的认识,从而达到巩固、扩大、深化所学知识的目的,培养和提高了综合分析问题和解决问题的能力以及培养了科学的研究和创新能力。
选这个题目的目的是它能体现出我对所学知识的掌握程度和灵活规范的运用所学知识,在我认为要成为一名合格的在学生,以自己的的思路用所学的知识来完成一份成功的毕业设计是必不可少的。
此次的毕业设计主要解决的问题是零件的装夹、刀具的对刀、工艺路线的制订、工序与工步的划分、刀具的选择、切削用量的确定、车削加工程序的编写、机床的熟练操作。
主要困难的是两次装夹中的水平Z向长度难以保证、切削用量的参数设定、对刀的精度、工艺路线的制订。
运用数控原理、数控工艺、数控编程、专业软件等专业知识和数控机床实际操作的一次综合练习,能让我感触当代科学的前沿,体验数控魅力,为人们的生活带来方便,进一步认识数控技术,熟练数控机床的操作,掌握数控,开发数控内在潜力。
关键词:数控技术,毕业设计Numerical control lathe shaft parts processing processdesign and programmingAbstractIn the digitized manufacture technology, the computer numericalcontrol technology and the numerical control programming technology isone of most important technical, this article mainly moves thetemplate which uses for the mold processing to carry on the CNCprocessing, uses the Simens system to move the template to carry onthe numerical control programming processing. First is carries on theprocessing working procedure to the work piece the determination, andcarries on the craft analysis, the attire clamps the way the choice,the cutting specifications determination. Again has carried on thechoice to the cutting tool. Then carries on the programming processingon the craft route..The current numerical control processing prioritize direction is doesnot have chart production, single unit high accuracy parallelprocessing, few people nobody melts the processing, this requestnumerical control engine bed can satisfy high speed, the high dynamicprecision, the high rigidity, the thermostability, the redundantreliability, the network as well as with it necessary control system,most importantly the mold three dimensional processingspecially paid great attention to the engine bed the dynamicperformance domestic to have some companies to introduce the highspeed milling machine, and started to apply. The domestic machine toolfactory develops some high speed milling machines one after another,and is developing high speed processes the engine bed.The numerical control technology is refers with digital, the writingand the mark composition digital command realizes or a many mechanicaldevices movement control technology. It controls usually is theposition, the angle, the speed and so on the mechanical quantity andflows to the related switch quantity with the mechanical energy. Thenumerical control production relies on data carrier and the binarymode data operation appearance. In 1908, the perforation sheet metalexchange type data carrier was published; 19 century's ends, and havethe assistance function take the paper as the data carrier the controlsystem to invent; Has established the modern computer, including computer numericalcontrol system foundation. The numerical control technology isdevelops with the engine bed control close union. In 1952, the firstnumerical control engine bed was published, becomes in the worldmechanical industry history an epoch-making event, impelled theautomated development.Has established the moderncomputer, including computer numericalcontrol system foundation. The numerical control technology isdevelops with the engine bed control close union. In 1952, the firstnumerical control engine bed was published, becomes in the worldmechanical industry history an epoch-making event, impelled theautomated development.KEY WORDS:numerical control,finish school目录摘要 (II)Abstract (III)1数控技术的现状及发展趋势 (1)1.1我国数控技术的现状 (1)2零件的加工工艺过程分析 (3)2.1零件图的架构及工艺分析 (3)2.2工艺处理 (4)2.3设备选择 (4)2.4确定零件的定位基准和装夹方式 (5)2.4.1粗基准选择原则 (5)2.4.2精基准选择原则 (5)2.4.3夹具的选择原则 (5)2.4.4定位基准 (5)2.4.5装夹方式 (5)2.4.6轴类零件加工的技术要求: (7)2.4.7表面粗糙度 (7)2.5加工方法的选择和加工方案的确定 (8)2.5.1加工方法的选择 (8)2.5.2加工方案的确定 (8)2.6.工序与工歩的划分 (8)2.6.1按工序划分 (8)2.6.2工歩的划分 (9)2.7确定加工顺序及进给路线 (9)2.7.1进给路线 (9)2.7.2零件加工必须遵守的安排原则 (11)2.8刀具的选择 (11)2.9确定切削用量 (12)2.9.1背吃刀量的选择 (12)2.9.2进给量 (12)2.9.3主轴转速的选择 (12)2.9.4进给速度的选择 (13)2.9.5数值计算 (13)2.9.6.轴类零件加工的工艺路线 (13)3数控车床编程 (17)3.1数控车床的编程特点 (17)3.2编程误差及其控制 (17)3.2.1编程误差 (17)3.2.2误差控制 (17)3.3.编程中工艺指令的处理 (17)3.3.2常用M指令代码功能表 (18)3.3.3 F功能 (19)3.3.4.S功能 (19)3.3.5 T功能 (20)3.4程序编程 (20)3.5模拟运行 (21)3.6零件加工 (21)3.7精度自检 (22)4致谢 (23)5设计小结 (24)6参考文献 (25)数控车床轴类零件加工工艺设计及编程1 1数控技术的现状及发展趋势1.1我国数控技术的现状数控技术的应用不但给传统制造业带来了革命性的变化,使制造业成为工业化的象征,而且随着数控技术的不断发展和应用领域的扩大,他对国计民生的一些重要行业(IT、汽车、轻工、医疗等)的发展起着越来越重要的作用.。
UG数控车床编程实例
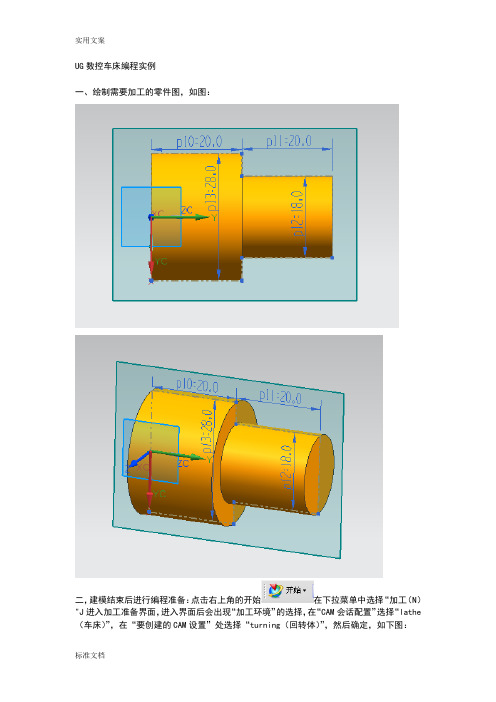
UG数控车床编程实例一、绘制需要加工的零件图,如图:二,建模结束后进行编程准备:点击右上角的开始在下拉菜单中选择“加工(N)"J进入加工准备界面,进入界面后会出现“加工环境”的选择,在“CAM会话配置”选择“lathe (车床)”,在“要创建的CAM设置”处选择“turning(回转体)”,然后确定,如下图:三、编程设置1、创建程序:点击顺序功能视图,在左上角点击对应的创建程序按钮进行创建程序,出现创建程序对话框,选择和图对应的选项,注意不要选错子对象与父对象,如这里的“PROGRAM_1”是“PROGRAM”的子对象,反之父对象,如图:在上面对话框后的对话框直接确定,不用选择直接确定。
2、创建刀具:点击“机床视图”,在左上角点击对应的创建刀具按钮进行创建刀具,在弹出的对话框中选择粗车刀具“OD_80_L”,具体如图:确定进入下一步。
出现下面对话框:将刀具号命名为一号刀,如需要加刀柄的话在“夹持器”处点选“使用车刀夹持器”3、创建几合体:点击几何视图,在左上角点击对应的创建几何体按钮进行创建几何体,出现创建几何体对话框,选择和图对应的选项:(在创建几何体之前要先将系统自生成的几何体删除,右击中的“MCS_SPINLE”选择删除)选择第一个坐标后点击确定进入坐标的创建(工件坐标)点击圈选处进行坐标创建通过选择Z轴,X轴,原点的方式创建坐标系,后面就直接确定了,没有需要设置的,创建后的坐标如图:4、双击进行指定需要加工的工件,点击后再点击显示框内的待加工零件整体,确定就完事了。
5、双击进行毛坯设置,点击设置毛坯,先点击选择进行坐标点的确定,选择待加工工件的底部中心为远点,如图:设置长度为42mm,直径30mm确定完成毛坯的设置。
6、创建避让(刀具的起点和终点):点击创建几何体,在出现的对话框中选择最后一个创建避让,在几何体处选择“TURNING-WORKPLECE”确定进入下一步。
将参数设置和下图一样,框选之外的不需要修改7、最后一步创建粗加工工序:点击左上角创建工序,选项要和下面图示的一样,不要选错,不然程序出错确定进入下一步按如图设置(可有可无):往下拉,现在不慌确定,拉到下面的操作,点击生成轨迹,继续后面的确定,进入下一步:选择3D动态和将速度调到最小,点击播放开始演示加工轨迹,这样编程前期完成了。
华中数控车床实训图纸及参考程序
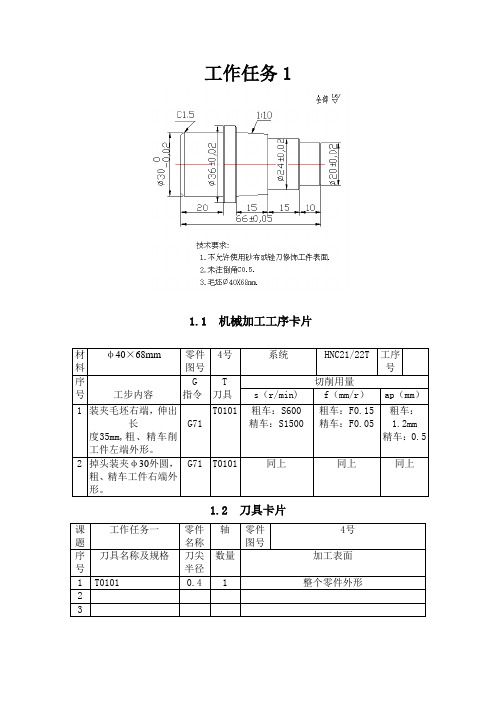
工作任务11.1 机械加工工序卡片1.2 刀具卡片1.3 加工参考程序1.3.1 工件左端程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M03S600F0.15G00X42Z2G71U1.2R0.5P10Q20X0.5G00X100Z100M05M00T0101G95M03S1500F0.05 精加工;G00X42Z2N10G00X27G01Z0Z-20X35X36W-0.5Z-68N20X42G00X100Z100M05M301.3.2 工件右端程序;O0002 文件夹名;%0002 程序名;T0101 90°外圆车刀;G95M03S600F0.15G00X42Z2G71U1.2R0.5P10Q20X0.5G00X100Z100M05M00T0101G95M03S1500F0.05G00X42Z2N10G00X19G01Z0X20Z-0.5Z-10X23X24W-0.5Z-25X34.5X36W-15X35X36W-0.5N20X40G00X100Z100M05M30工作任务22.1 机械加工工序卡片2.2 刀具卡片2.3 加工程序2.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G0X37.99G1Z0N20Z-22G0X100Z100M5M302.3.2 工件右端加工程序:O0002 文件夹名;%0022 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G0X6G1Z0X10W-2Z-10G02X20Z-15R5G1Z-25G03X28W-4R4G1Z-42N20X37.99Z-52G00X100Z100M5M30工作任务33.1 机械加工工序卡片3.2 刀具卡片3.3 加工程序3.3.1 工件右端加工程序:O0002 文件夹名;%0022 程序名;T0101 90°外圆车刀;G95M03S600F0.15G00X32Z2G71U1.5R0.5P10Q20X0.6Z0.1G00X100Z100M05M00T0101G95M03S1500F0.06G00X32Z2N10G00X0G01Z0X18.98G03X24.98Z-3R3G1Z-25G00X100Z100M05M303.3.2 工件右端加工程序:O0002 文件夹名;%0002 程序名;T0101 90°外圆车刀;G95M03S600F0.15G00X32Z2G71U1.5R0.5P10Q20X0.6Z0.1G00X100Z100M05M00T0101G95M03S1500F0.06G00X32Z2N10G00X0G01Z0G03X12Z-6R6G01Z-13X15.8W-2Z-33X18X20Z-43W-5G02X24Z-50R2G1X24.98G00X100Z100M05M00T0202 4mm宽的切槽车刀;G95M03S450F0.03G00X18Z-33G01X12G04P2G0X18X100Z100M05M00T0303 60°螺纹刀;G95M03S450G00X18Z-10G82X15Z-29F1.5X14.6Z-29X14.2Z-29X14Z-29X13.85Z-29X13.85Z-29G00X100Z100M05M30工作任务44.1 机械加工工序卡片4.2 刀具卡片4.3 加工程序4.3.1 工件左端加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G00X32Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M05M00T0101G95M03S1500F0.05 精加工;G0X32Z2N10G00X16G01Z0G03X24Z-4R4Z-20X26X28W-1Z-32N10X32G00X100Z100M05M304.3.2 工件左端加工程序:O0002 文件夹名;%0002 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X32Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X32Z2N10G00X4.68G01Z0G03X10.58Z-2.48R3G01X14.98Z-8Z-12X16X20W-2Z-27X26X28W-1N20X32G00X100Z100M05M00T0202 4mm切槽刀G95M3S500F0.03G00X32Z2Z-27G01X16.1X21W1X16G04P2W-1G00X22W3G01X16W-2G00X32G00X100Z100M05M00T0303 60°螺纹车刀G95M03S400G00X22Z-10G82X19.2Z-23F1.5X18.6Z-23X18.2Z-23 X18.04Z-23 X18.04Z-23 G00X100Z100M05 M30工作任务55.1 机械加工工序卡片5.2 刀具卡片5.3加工程序5.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X32Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X32Z2N10G00ZX0G01Z0X14X28Z-12N20W-30G00X100Z100M5M00T0202 3mm的切槽刀;G95M03S500F0.03G0X32Z2Z-34G01X24.1X30W3X24W-3X30W8X24.1X30W3X24W-3X30G00X100Z100M5M3025.3.2 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X32Z2G71U1.2R1P10Q20X0.5Z0.1 G0X100Z100M5M0T0101G95M3S1500F0.05G00X32Z2N10G00X0G01ZX12X16Z-2Z-20X16.45G03X20.45X-21.94R2N20G02X28Z-41R60G0X100Z100M5M00T0202 3mm的切槽刀;G95M3S500F0.03G00X20Z2Z20G01X12X18W1X12W-1X20G00X100Z100M5M00T0303 60度螺纹刀;G95M3S500G00X20Z2G82X25.6Z-18F1X25.4Z-18X25.3Z-18X25.2Z-18X25.1Z-18X24.99Z-18X24.99Z-18G00X100Z100M5M30工作任务66.2 刀具卡片6.3加工程序6.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X32Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X32Z2N10G00ZX0G01Z0X20X24Z-2Z-20X27.4X28Z-20.3N20Z-45G00X100Z100M05M00T0202 3mm的切槽刀;G95M3S500F0.03G00X32Z2Z-20G01X18.1X25W2X18W-2X25G00X100Z100M5M0T0303 60度螺纹刀;G95M3S500G00X26Z2G82X23.2Z-17F2X22.8Z-17X22.6Z-17X22.4Z-17X22.2Z-17X21.84Z-17X21.84Z-17G00X100Z100M5M306.3.2 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 35°外圆车刀;G95M3S500F0.15G0X32Z2G71U1.2R1P10Q20X0.5Z0.1 G0X100Z100M5M0T0101G95M3S1500F0.05G0X32Z2N10G00ZX0G01Z0G03X9Z-2.03R6X17.44Z-35.51R30N20G02X28Z-55R14G00X100Z100M5M30工作任务77.1 机械加工工序卡片7.2 刀具卡片7.3 加工程序7.3.1 工件左端加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00X37.38G01Z0X37.98Z-0.3Z-25N20X42G00X100Z100M05M00T0202 5mm切槽刀;G95M3S500F0.03G00X42Z2Z-14G01X34G04P2G00X42G00X100Z100M05M307.3.2工件右端加工程序:%0002T0101 90°外圆车刀;G95M3S600F0.15G00X42Z2G71U1.2R0.5P10Q20X0.8 G00X100Z100M05M00T0101G95M3S1500F0.05G00X42Z2N10G00X0G01Z0G03X16Z-8R8G01X18X20W-1Z-28X20.08X24.98Z-48Z-52X37.38X37.98W-0.3N20X42G00X100Z100M05M00T0404 4mm切槽刀;.G95M03S500F0.03G00X22Z2Z-28G01X18G04P2G00X22W1G01X18W-1G00X100Z100M05M00T0303 60°螺纹车刀;G95M03S400G00X22Z-6G82X19.2Z-25F1.5X18.6Z-25X18.2Z-25X18.04Z-25X18.04Z-25G00X100Z100M05M30工作任务88.1 机械加工工序卡片8.2 刀具卡片8.3 加工程序8.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 35°外圆车刀;G95M3S500F0.15G0X42Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00ZX0G01Z0X31.4X32Z-0.3Z-20G02X32Z-35R12N20G01W-5G00X100Z100M5M308.3.2 工件右端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G71U1.2R1P10Q20X0.5Z0.1 G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00ZX0G01Z0X22X26Z-2Z-5G03X26Z-20R15G01Z-30X28N20X32Z-50G00X100Z100M5M00T0202 60度螺纹刀;G95M3S500G00X34Z-29G82X31.2Z-51I2.1F2X30.6Z-51X30.2Z-51X29.8Z-51X29.4Z-51X29.4Z-51G00X100Z100M5M30工作任务99.1 机械加工工序卡片9.2 刀具卡片9.3 加工程序9.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00ZX0G01Z0X26X30-2Z-19X41.4X42Z-19.3Z-31 加了4毫米;X47.4X48Z-37.3N20Z-55G00X100Z100M05M00T0202 3mm的切槽刀;G95M3S500F0.03G00X52Z2Z-19G01X26.1X32W1X26W-1G00X52Z-38G01X32.1X50W2X32W-2X50W5X48X32W-3X50W-5X48X32W3X50G00X100Z100M5M00T0303 60度的螺纹刀;G95M3S500G82X28.9Z-17F2X28.3Z-17X27.7Z-17X27.3Z-17X27.2Z-17X27.2Z-17G00X100Z100M5M308.3.2 工件左端加工程序;O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G71U1.2R1P10Q20X0.5Z0.1 G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00ZX0G01Z0G03X30Z-7.5R18.75X45Z-30R37.5X32Z-51.11R37.5G01W-5.89X48W-3N20X50G00X100Z100M5M30工作任务1010.2 刀具卡片10.3 加工程序10.3.1 工件左端外圆加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X62Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X62Z2N10G00X49.4G01Z0X50Z-0.3Z-22N20X62G00X100Z100M05M3010.3.2 工件左端内孔加工程序:O0002 文件夹名;%0002 程序名;T0202 内孔车刀;G95M3S400F0.15G0X22Z2G71U1R1P10Q20X-0.5Z0.1 G0X100Z100M5M0T0202G95M3S800F0.05G0X22Z2N10G00X34.4G01Z0X30.4Z-2Z-20X25.42X26.02W-0.3Z-31N20X22Z2G00X100Z100M05M00T0303 5mm内孔切槽刀;G95M03S500F0.03G00X22Z2Z-20G01X28.4X22W2X28.4W-2G00X22Z2G00X100Z100M05M00T0404 60°内螺纹车刀;G95M03S400G00X22Z2G82X30Z-16F1.5X30.6Z-16X31Z-16X31.8Z-16X32Z-16X32Z-16G00X100Z100M05M3010.3.3 工件右端外圆加工程序:O0003 文件夹名;%0003 程序名;T0101 35°尖刀;G95M3S500F0.15G0X62Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X62Z2N10G00X56G01Z0G03X45.73Z-16.16R28G02X50Z-50R27G00X62G00X100Z100M05M3010.3.4 工件右端内孔加工程序:O0004 文件夹名;%0004 程序名;T0202 内孔车刀;G95M3S400F0.15G0X22Z2G71U1R1P10Q20X-0.5Z0.1G0X100Z100M5M0T0202G95M3S800F0.05G0X22Z2N10G0050G01Z0G03X28.02Z-20.71R25G01Z-40.71X23.42X24.02W-0.3N20X22Z2G00X100Z100M05M30工作任务1111.1 机械加工工序卡片11.2 刀具卡片11.2 加工程序11.3.1工件左端加工程序O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;;G95M3S500F0.15G0X52Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00ZX0G01Z0X42.4X43Z-0.4N20Z-35G00X100Z100M5M3011.3.2工件左端加工程序;O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G71U1.2R1P10Q20X0.5Z0.1 G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00ZX0G01Z0X42.4X43Z-0.3N20Z-12G00X100Z100M5M3011.3.3工件左端加工程序;O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G71U1.2R1P10Q20X0.5Z0.1 G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00ZX0G01Z0G03X23.03Z-3.49R20.76X27.57Z-5.81R7.83N20G02X43Z10R9G00X100Z100M5M3011.3.4 工件左端加工程序;O0001 文件夹名;%0021 程序名;T0101G95M3S500F0.15G0X10Z2G71U1.2R1P10Q20X-0.5Z0.1 G0X100Z100M5M0T0101G95M3S1500F0.05G0X10Z2N10G00X43G01Z0G02X27.57Z-4.91R9G03X23.03Z-6.51R7.83N20X12Z-9.12R20.76G0X10Z2X100Z100M5M30工作任务1212.1 机械加工工序卡片12.2 刀具卡片12.3 加工程序12.3.1 件2左端外圆加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00X25.98X29.98Z-2Z-25N20X42G00X100Z100M05M00T0202 4mm切槽刀;G95M03S500F0.03G00X35Z2Z-25G1X26X35G00X100Z100M05M30件2 右端程序:0002 文件名;%0002 程序名;T0101 90°外圆车刀;G95M3S600F0.15G0X42Z2G71U1.2R1P10Q20X0.5Z0.1 G00X100Z100M05M00T0101G95M3S1500F0.05G0X42Z2N10G0X0G1Z0N20G03X30Z-30.66R19G0X100Z100M512.3.2 件1左端外圆程序:0003 文件名;%0003 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G0X47.99N20Z-15G00X100Z100M5M30T0303 内孔车刀;G95M3S400F0.15G0X242G71U1.2R1P10Q20X-0.5Z0.1G0X100Z100M5M0T0303G95M3S550F0.08G0X24Z2N10G03X38Z-[SQRT19*19-15*15]R19 G1X24N20Z2G00X100Z100M5M30件1 右端程序:0003 文件名;%0003 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G71U1.2R1P10Q20X0.5Z0.1 G00X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N20G00X36G1Z0X40W-2X40Z-25N20X48W-15G00X100Z100M5M00T0303 内孔车刀;G95M3S450F0.15G0X24Z2G71U1.2R1P10Q20X-0.5Z0.1 G0X100Z100M5M0T0303G95M3S550F0.08G0X24Z2N10G0X34G1Z0X30W-2Z-40N20X28G0Z2G00X100Z100M5M30工作任务1313.2 刀具卡片13.3 加工程序13.3.1 件2外圆加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00X0G01Z0X47.4X48Z-0.3N20Z-32:G00X100Z100M5M3013.3.2 件1左端外圆加工程序;O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00X0G01Z0X46X48Z-1N20Z-25G00X100Z100M5M3013.3.3 件1 右端加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X5Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X5Z2N10G00X0G01Z0X30X36Z-30N20X50G00X100Z100M5M3013.3.1 件2内孔加工程序;O0001 文件夹名;%0001 程序名;T0101 内孔车刀;G95M3S500F0.15G0X26G71U1.2R1P10Q20X-0.5Z0.1 G0X100Z100M5M0T0101G95M3S800F0.05G0X26Z2N10G00X36G01Z0N20Z-30G0X28Z2X100Z100M5M30工作任务1414.1 机械加工工序卡片14.2 刀具卡片14.3 加工程序14.3.1 件2外圆加工程序:O0001 文件夹名;%000 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00X0G01Z0X37.4X38Z-0.3N20Z-35G00X100Z100M5M3014.3.2 件1左端圆加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00X0G01Z0X34X38Z-2Z-25N20X40G00X100Z100M5M3014.3.3 件1右端外圆加工程序;O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2:G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00X0G01Z0X26X30Z-2Z-30N20X40G00X100Z100M5M00T0202 3mm刀宽切槽刀;G95M3S500F0.03G00X42Z2Z-30G01X26.1X32W2X26.1X32W2X30X26W-2W-2X32G00X100Z100M5M00T0303 60°螺纹刀;G95M3S500G00X38Z2G82X29.2Z-25F1.5X28.8Z-25X28.4Z-25X28.2Z-25X27.83Z-25X27.83Z-25G000X100Z100M5M3014.3.3 件2内孔加工程序;O0001 文件夹名;%0001 程序名;T0101 内孔车刀;G95M3S400F0.15G0X26Z2G71U1.2R1P10Q20X-0.5Z0.1 G0X100Z100M5M0T0101G95M3S800F0.05G0X26Z2N10G00X31.83G01Z0X27.83Z-2N20Z-32G0X24Z2X100Z100M5M00T0202 60度内孔螺纹刀;G95M3S400G00X28Z2G82X28.6X-32F1.5X29Z-32X29.4Z-32X29.8Z-32X29.9Z-32X30Z-32X30Z-32G00X100Z100M5M30。
数控车床加工件零件图及编程程序

加工件1:根据下图零件,按GSK-980T数控系统要求编制加工程序;刀具装夹位置:粗、精车用1号外圆车刀,切断用4号切断刀;编程参考 1O 1001 ;说明:N10G50 X50 Z100 ;以换刀点定位工件坐标系N20M3 S560 ;启动主轴N30T0101 ;换1号刀N40G0 X25 Z2 ;快速移动到加工出发点N50G71 U0.8 R0.5 ;执行外圆粗加工循环N60G71 P70 Q140 U0.5 W0.2 F100 ;留余量X0.5 Z0.2,进给量100 mm/min N70G0 X0 ;轮廓加工起始行N80G1 Z0 F30 ;精加工进给量30N90G3 X10 Z-5 R5 ;N100G1 Z-15 ;N110X18 W-10 ;N120W-7 ;N130X21 ;N140X23 Z-33 ;N150Z-45 ;轮廓加工结束行N160G70 P70 Q140 ;执行精加工循环N170G0 X50 Z100 ;回换刀点N180T0404 ;换4号切断刀N190G0 X27 Z-40.1 ;定位切断起点,留0.1mm余量N200G1 X12 F15 ;N210G0 X25 ;N220Z-40 ;N230G1 X0 F10 ;切断,进给量10mm/minN240G0 X50 ;N250Z100 M5 ;回换刀点,停主轴N260T0100 ;换回基准刀N270M30 ;结束程序%加工件2:下图为待加工零件,材料:φ25铝合金棒料;粗、精车用1号外圆车刀,切断用4号切断刀;换刀点定在X50,Z100,请根据GSK-980T系统要求编制加工程序;编程参考2O 1002 ;说明:N10G50 X50 Z100 ;以换刀点定位工件坐标系N20M3 S560 ;启动主轴N30T0101 ;换1号刀N40G0 X25 Z2 ;快速移动到加工出发点N50G71 U0.8 R0.5 ;执行外圆粗加工循环N60G71 P70 Q140 U0.5 W0.2 F100 ;留余量X0.5 Z0.2,进给量100 mm/min N70G0 X4.307 ;轮廓加工起始行N80G1 Z0 F30 ;精加工进给量30N90G3 X8.268 Z-1.722 R2 ;N100G1 X12 Z-15 ;N110W-5 ;N120X14 ;N130G2 X23.5 Z-30 R15 ;N140Z-45 ;轮廓加工结束行N150G70 P70 Q140 ;执行精加工循环N160G0 X50 Z100 ;回换刀点N170T0404 ;换4号切断刀N180G0 X26 Z-36 ;定位切槽起点N190G1 X18 F10 ;切槽N200G4 X4 ;槽底暂停4秒N210G0 X26 ;N220Z-40.1 ;定位切断起点,留0.1mm余量N230G1 X12 F15 ;N240G0 X20 ;N250Z-39 ;退刀至倒角起点N260G1 X16 Z-40 F10 ;车尾端倒角N270X0 F10 ;切断,进给量10mm/minN280G0 X50 Z100 ;N290M5 ;回换刀点,停主轴N300T0100 ;换回基准刀N310M30 ;结束程序%加工件3:工件如下图所示,材料:φ25铝合金棒料;粗、精车用1号外圆车刀,60°螺纹刀装在3号刀位,切断用4号切断刀;换刀点定在X50,Z100,请根据GSK-980T系统要求编制加工程序;编程参考3O 1003 ;说明:N10G50 X50 Z100 ;以换刀点定位工件坐标系N20M3 S560 ;启动主轴N30T0101 ;换1号刀N40G0 X25 Z1 ;快速移动到加工出发点N50G71 U0.8 R0.5 ;执行外圆粗加工循环N60G71 P70 Q150 U0.5 W0.2 F100 ;留余量X0.5 Z0.2,进给量100 mm/min N70G0 X7.8 ;轮廓加工起始行N80G1 X11.8 Z-1 F30 ;车前端1×45°倒角N90Z-15 ;N100X12 ;N110X16 Z-27 ;车圆锥面N120W-8 ;N130X18 ;N140G2 X24 Z-40 R5.6 ;车凹圆弧N150Z-55 ;轮廓加工结束行N160G70 P70 Q140 ;执行精加工循环N170G0 X50 Z100 ;回换刀点N180T0303 ;换3号螺纹刀N190G0 X16 Z3 ;定位车螺纹起点N200G92 X11.1 Z-13.5 F1 ;分三刀车F1螺纹,第一刀0.7mmN210X10.7 ;第二刀0.4mmN220X10.5 ;第三刀0.2mmN230G0 X50 Z100 ;N240T0404 ;换4号切断刀N250G0 X27 Z-40.1 ;定位切断起点,留0.1mm余量N260G98 G1 X16 F15 ;预切一槽N270G0 X26 ;退刀N280Z-48 ;N290G1 X22 Z-50 F10 ;车尾端倒角,进给量10mm/minN300X0 ;切断N310G0 X50 ;N320Z100 M5 ;回换刀点,停主轴N330T0100 ;换回基准刀N340M30 ;结束程序。
数控车床编程和操作【全】

(3)车螺纹时的主轴转速 a. 螺纹加工程序段中指令的螺距值 b. 刀具在其位移过程的始/终,都将受到伺服驱动系统升/降频率和数控装置插补运算速度的约束. c.车削螺纹必须通过主轴的同步运行功能而实现,即车削螺纹需要有主轴脉冲发生器(编码器)。当其主轴转速选择过高、编码器的质量不稳定时,会导致工件螺纹产生乱纹(俗称“烂牙”)。
四、常见的数控车床控制系统
常用的数控车床系统有: 日本的FANUC公司的0T、3T、5T、6T、10T、11T、0TC、0TD、0TE、7CT、160/18TC、160/180TC、0i等, 德国的SIEMENS公司的802S、802C、802D、810D、840D、840Di、840C等, 美国ACRAMATIC数控系统、 西班牙FAGOR数控系统等。
车床数控系统推荐车螺纹时主轴转速如下:
式中 P——被加工螺纹螺距,mm; k——保险系数,一般为80。
三、数控车削加工的装夹与定位
1.数控车床的定位及装夹要求 在数控车床上加工零件,应按工序集中的原则划分工序,在一次装夹下尽可能完成大部分甚至全部表面的加工。根据零件的结构形状不同,通常选择外圆、端面或端面、内孔装夹,并力求设计基准、工艺基准和编程基准统一,以减少定位误差,提高加工精度。 要充分发挥数控车床的加工效能,工件的装夹必须快速,定位必须准确。
图 机夹可转位式车刀结构型式
(1)刀片材质的选择
常见刀片材料有高速钢、硬质合金、涂层硬质合金、陶瓷、立方氮化硼和金刚石等,其中应用最多的是硬质合金和涂层硬质合金刀片。选择刀片材质主要依据被加工工件的材料、被加工表面的精度、表面质量要求、切削载荷的大小以及切削过程有无冲击和振动等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
加工件1:
根据下图零件,按GSK-980T数控系统要求编制加工程序。
刀具装夹位置:粗、精车用1号外圆车刀,切断用4号切断刀。
编程参考 1
O 1001 ;说明:
N10 G50 X50 Z100 ;以换刀点定位工件坐标系
N20 M3 S560 ;启动主轴
N30 T0101 ;换1号刀
N40 G0 X25 Z2 ;快速移动到加工出发点
N50 G71 U0.8 R0.5 ;执行外圆粗加工循环
N60 G71 P70 Q140 U0.5 W0.2 F100 ;留余量X0.5 Z0.2,进给量100 mm/min N70 G0 X0 ;轮廓加工起始行
N80 G1 Z0 F30 ;精加工进给量30
N90 G3 X10 Z-5 R5 ;
N100 G1 Z-15 ;
N110 X18 W-10 ;
N120 W-7 ;
N130 X21 ;
N140 X23 Z-33 ;
N150 Z-45 ;轮廓加工结束行
N160 G70 P70 Q140 ;执行精加工循环
N170 G0 X50 Z100 ;回换刀点
N180 T0404 ;换4号切断刀
N190 G0 X27 Z-40.1 ;定位切断起点,留0.1mm余量
N200 G1 X12 F15 ;
N210 G0 X25 ;
N220 Z-40 ;
N230 G1 X0 F10 ;切断,进给量10mm/min N240 G0 X50 ;
N250 Z100 M5 ;回换刀点,停主轴
N260 T0100 ;换回基准刀
N270 M30 ;结束程序
%
加工件2:
下图为待加工零件,材料:φ25铝合金棒料;粗、精车用1号外圆车刀,切断用4号切断刀;换刀点定在X50,Z100,请根据GSK-980T系统要求编制加工程序。
编程参考2
O 1002 ;说明:
N10 G50 X50 Z100 ;以换刀点定位工件坐标系
N20 M3 S560 ;启动主轴
N30 T0101 ;换1号刀
N40 G0 X25 Z2 ;快速移动到加工出发点
N50 G71 U0.8 R0.5 ;执行外圆粗加工循环
N60 G71 P70 Q140 U0.5 W0.2 F100 ;留余量X0.5 Z0.2,进给量100 mm/min N70 G0 X4.307 ;轮廓加工起始行
N80 G1 Z0 F30 ;精加工进给量30
N90 G3 X8.268 Z-1.722 R2 ;
N100 G1 X12 Z-15 ;
N110 W-5 ;
N120 X14 ;
N130 G2 X23.5 Z-30 R15 ;
N140 Z-45 ;轮廓加工结束行
N150 G70 P70 Q140 ;执行精加工循环
N160 G0 X50 Z100 ;回换刀点
N170 T0404 ;换4号切断刀
N180 G0 X26 Z-36 ;定位切槽起点
N190 G1 X18 F10 ;切槽
N200 G4 X4 ;槽底暂停4秒
N210 G0 X26 ;
N220 Z-40.1 ;定位切断起点,留0.1mm余量N230 G1 X12 F15 ;
N240 G0 X20 ;
N250 Z-39 ;退刀至倒角起点
N260 G1 X16 Z-40 F10 ;车尾端倒角
N270 X0 F10 ;切断,进给量10mm/min
N280 G0 X50 Z100 ;
N290 M5 ;回换刀点,停主轴
N300 T0100 ;换回基准刀
N310 M30 ;结束程序
%
加工件3:
工件如下图所示,材料:φ25铝合金棒料;粗、精车用1号外圆车刀,60°螺纹刀装在3号刀位,切断用4号切断刀;换刀点定在X50,Z100,请根据GSK-980T系统要求编制加工程序。
编程参考3
O 1003 ;说明:
N10 G50 X50 Z100 ;以换刀点定位工件坐标系
N20 M3 S560 ;启动主轴
N30 T0101 ;换1号刀
N40 G0 X25 Z1 ;快速移动到加工出发点
N50 G71 U0.8 R0.5 ;执行外圆粗加工循环
N60 G71 P70 Q150 U0.5 W0.2 F100 ;留余量X0.5 Z0.2,进给量100 mm/min N70 G0 X7.8 ;轮廓加工起始行
N80 G1 X11.8 Z-1 F30 ;车前端1×45°倒角
N90 Z-15 ;
N100 X12 ;
N110 X16 Z-27 ;车圆锥面
N120 W-8 ;
N130 X18 ;
N140 G2 X24 Z-40 R5.6 ;车凹圆弧
N150 Z-55 ;轮廓加工结束行
N160 G70 P70 Q140 ;执行精加工循环
N170 G0 X50 Z100 ;回换刀点
N180 T0303 ;换3号螺纹刀
N190 G0 X16 Z3 ;定位车螺纹起点
N200 G92 X11.1 Z-13.5 F1 ;分三刀车F1螺纹,第一刀0.7mm N210 X10.7 ;第二刀0.4mm
N220 X10.5 ;第三刀0.2mm
N230 G0 X50 Z100 ;
N240 T0404 ;换4号切断刀
N250 G0 X27 Z-40.1 ;定位切断起点,留0.1mm余量
N260 G98 G1 X16 F15 ;预切一槽
N270 G0 X26 ;退刀
N280 Z-48 ;
N290 G1 X22 Z-50 F10 ;车尾端倒角,进给量10mm/min
N300 X0 ;切断
N310 G0 X50 ;
N320 Z100 M5 ;回换刀点,停主轴
N330 T0100 ;换回基准刀
N340 M30 ;结束程序
%。