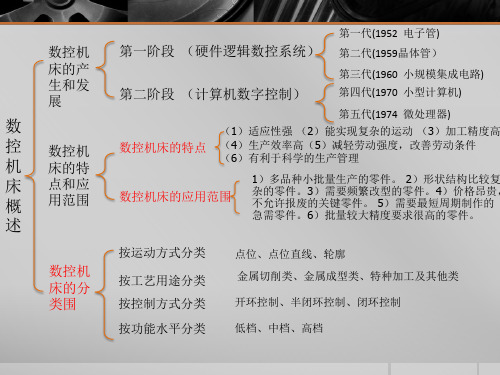
数控车零件图
数控车削加工阶梯轴类零件

任务一 车削加 任务二 车削 任务三 车削
工短轴
加工锥轴 加工综合轴
任务四 车削 加工球头轴
任务五 车削加工径 向直槽轴
任务六 车削 加工手柄零件
任务七 车削 加工偏心轴
本项目主要介绍数控车床车削加工阶梯 轴类零件,具体包括短轴、锥轴、综合轴、 球头轴、 径 向直槽轴、手柄零件、偏心轴。
(2)刀具补偿 (3)自动加工
量具的使用: (1)用万能角度尺测量 (2)用正弦规检测 (3)用卡钳和千分尺检测
(1)清除切屑、擦拭机床,使用机床与 环境保持清洁状态。
(2)注意检查或更换磨损坏的机床导轨 上的油察板。
(3)检查润滑油、冷却液的状态,及时 添加或更换。
(4)依次关掉机床操作面板上的电源和 总电源。
任务1 数控车削加工短轴
1.零件图样
零件图样如图2-1所示。
2. 工作条件
(1)生产纲领:单件。
(2)毛坯:Φ40 mm硬铝棒料。
(3)选用机床为FANUC 0i系统CK6140型数 控车床。
(4)时间定额:编程时间20 min;实操时间 40 min。
3. 工作要求
1)工艺结构及精度分析。 本例工件由Φ20圆柱段、Φ35圆柱段、 倒角及倒 圆组成。工件尺寸精度和表面粗糙 度要求不高。 2)零件装夹方案分析。 采用三爪卡盘装夹方法。 3)加工刀具分析。刀具选择如下: T01: 93外圆车刀(刀具材料:高速钢)1把; T02:切断刀(宽4mm)1把; 4)工序卡如表2-1所示。
2)零件装夹方案分析。
采用三爪卡盘装夹方法。
3)加工刀具分析。刀具选择如下:
T01: 93外圆粗车刀(刀具材料:高速 钢)1把;
零件图工艺分析

1.零件图工艺分析零件车削工艺分析C-3所示,零件材料处理为:45钢,调制处理HRC26~36,下面对该零件进行数控车削工艺分析。
零件如图:图1.1 零件图考核要求:以小批量生产条件编程。
不准用砂布及锉刀等修饰表面。
未注倒角0.5×45o。
未注公差尺寸按GB1804-M。
5、有关参数:考生抽签决定按1~4组数据进行加工。
A B C D E1组18 2816 20 222组18.5 28.516.5 20.5 22.53组19 2917 21 234组19.5 29.517.5 21.5 23.51.1数控加工工艺基本特点数控机床加工工艺与普通机床加工原则上基本相同,但数控机床是自动进行加工,因而有如下特点:①数控加工的工序内容比普通机床的加工内容复杂,加工的精度高,加工的表面质量高,加工的内容较丰富。
②数控机床加工程序的编制比普通机床工艺编制要复杂些。
这是因为数控机床加工存在对刀、换刀以及退刀等特点,这都无一例外的变成程序内容,正是由于这个特点,促使对加工程序正确性和合理性要求极高,不能有丝毫的差错。
否则加工不出合格的零件。
在编程前我们一定要对零件进行工艺分析,这是必不|<< << < 1 2 3 4 5 6 7 8 9 10 > >> >>| 可少的一步,如图C3我要对该零件进行精度分析,选择加工方法、拟定加工方案、选择合理的刀具、确定切削用量。
该零件由螺纹、圆柱、圆锥、圆弧、槽等表面组成,其中由较严格直径尺寸精度要求的如Φ28±0.02mm,фmm,轴线长度的精度如5±0.04mm,27.5±0.04mm,粗糙度3.2μm,球面Sфmm。
可控制球面形状精度、30°的锥度等要求。
经上面的分析,我可以采用一下几点工艺措施:(1)零件上由精度较高的尺寸数据如圆柱ф28±0.02mm、фmm,轴向长度5±0.04mm、27.5±0.04mm,球Sфmm,在加工时为了保证其尺寸精度应取其中间值分别取值为ф28mm、ф23.005mm长度5mm,27.5mm,球Sф29.015mm即可。
数控机床结构结构图
可编程控制器
数控车床 数控车床的工艺用途 的组成 数控车床的组成
影响车床布局形式的因素
操作面板
输入输出设备 CNC装置
伺服单元、驱动装置和测量装置
PLC、机床I/O电路和装置 机床主机
数控车床 主轴箱和尾座的布局形式 水平床身配置水平滑板
数 的布局 床身和导轨的布局形式
倾斜床身配置倾斜滑板 水平床身配置倾斜滑板
按照技术水平的高低分类 1.数显及打字型 2.带有小型电子计算机
进行数据处理型 3.计算机数字控制型
其他分类方法 大型、中型、小型;精密型、生产型
三
三坐标测量 机的构成
坐
三坐标测量机的主体 三坐标测量机的测量系统 三坐标测量机计算机控制系统和软件
标
三坐标测量机
直接测量方法 程序测量方法
测 的测量方式
床概述 数控冲床的工作原理
数控冲床的
数控冲床的组成
主机
数控装置
冲 组成与结构 数控冲床的结构
床
典型数
ZX数控冲床 性能特点
技术参数
控冲床
伺服复合小型精密钣金加工冲床
主要特点 技术参数
三坐标测 量机概述
三坐标测量机的功能 按照工作方式分类 1.点位测量法 2.连续扫描测量方式 三坐标测量机的类型 按照结构形式分类 1.悬臂式 2.桥式 3.龙门式 4.立柱式 5.坐标镗床式
冷却润滑技术(冷却
轨
数控机床导轨的类型与特点 滚动导轨
静压导轨
数控机床自动排 屑装置
平面链式排屑装置 刮板式排屑装置 螺旋式排屑装置 磁性排屑器
摩擦阻力小
位置检测装置
位置检测装置的要求(4点) 数字式与模拟式
的要求与类型
数控车床典型零件加工实例
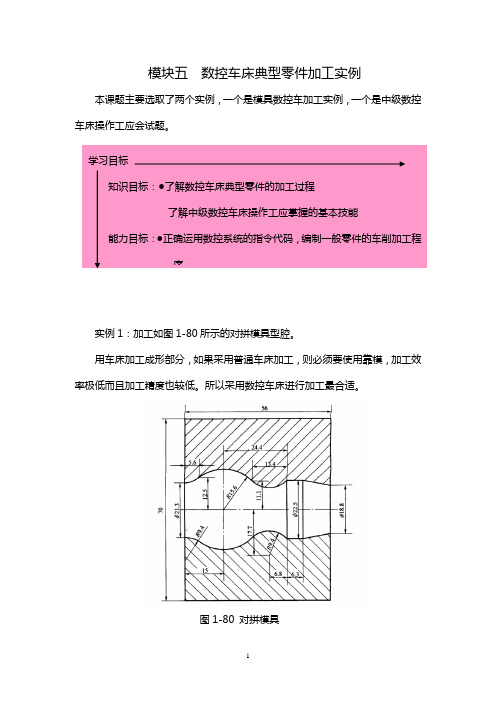
模块五数控车床典型零件加工实例本课题主要选取了两个实例,一个是模具数控车加工实例,一个是中级数控车床操作工应会试题。
学习目标知识目标:●了解数控车床典型零件的加工过程了解中级数控车床操作工应掌握的基本技能能力目标:●正确运用数控系统的指令代码,编制一般零件的车削加工程序。
实例1:加工如图1-80所示的对拼模具型腔。
用车床加工成形部分,如果采用普通车床加工,则必须要使用靠模,加工效率极低而且加工精度也较低。
所以采用数控车床进行加工最合适。
图1-80 对拼模具1.加工准备1)将两拼块分别加工成形。
2)在两拼块上装导钉,一端与下模板过渡配合,另一端与上模板间隙配合。
3)两拼块合装后外形尺寸磨正,对合平面磨平并保证两拼块厚度一致。
4)在花盘上搭角铁,将下模板固定在角铁上,拼合上模板并压紧,用千分表校正后固定角铁,安装示意图如图1-81所示。
图1-81 安装示意图2.所需刀具本工件需要通过钻孔、粗车、精车三个工步加工,钻孔时采用在尾架上装夹φ16mm的钻头手动进给,而粗车和精车则采用自动运行的办法。
粗车时用55°的内孔车刀,刀具号为T01,刀补号为01;精车时用35°的内孔车刀,刀具号为T02,刀补为02。
3.编写加工程序N10 M03 S500N20 T0101N30 G00 X0 Z3.0N40 G01 Z-30.0 F0.5N60 G01 Z-57.0N70 G00 X0N80 G00 Z-31.6N90 G01 X24.4 F0.2N100 G01 Z-50.4N110 G00 X0N120 Z3.0N130 G01 X18.3 Z3.0 F0.3N140 Z0N150 X22.0 Z-10.1N160 W-6.3N170 G02 X21.7 W-13.4 I6.45 J-6.8 N180 G03 X24.5 Z-50.4 I-11.1 J-11.0 N190 GO2 X20.8 Z-56.0 I7.55 J-5.6 N200 G01 X0N210 G00 Z200.0N220 G00 X200.0 T0100N230 T0202N240 G00 Z3.0N250 G01 X18.8 Z3.0 F0.3N260 Z0N280 W-6.3N290 G02 X22.2 W-13.4 I6.45 J-6.8N300 G03 X25.0 Z-50.4 I-11.1 J-11N310 G02 X21.3 Z-56.0 I7.55 J-5.6N320 G01 Z-58.0N330 G00 X0N340 G00 Z100.0N350 G00 X200.0 T0200N360 M05N370 M304.加工过程1)在尾架上装φ16mm的钻头,手动进给钻穿工件。
数控车床加工零件图

第10页/共20页
上一页 下一页 返回
G 功能
(2)端面粗车循环指令G72 该指令的执行过程除了其切削进程平行于X轴之
外,其他与G71相同,如图2 G72 所示。 格式:G72 U △d Re 华中: G72 Pns Qnf U△u W△w F __ S __ T__ FANUC: G72 Pns Qnf U△u W△w D△d F __ S __ T__
第11页/共20页
上一页 下一页 返回
G 功能
(4)精车循环指令G70
用G71, G72, G73粗车完毕后,可用G70指令使刀具进行精加工。 G70格式:G70 Pns Qnf
说明ns是指定精加工路线的第一个程序段的段号; nf是指定精加工路线的最后一个程序段的段号。
例:用G71指令编程。如图4 G70 所示,粗车背吃刀量△d =3mm,退刀量 e=1mm,X, Z轴方向精加工余量均为0. 3mm。
第12页/共20页
上一页 下一页 返回
图4 G70 复合循环加工实例
G 功能
第13页/共20页
返回
•二、编程题:
•
用数控车床加工如下图所示的零件。毛坯为¢65mm×120mm的棒料
,按要求完成零件的加工程序编制。
• (1)加工程序使用固定循环指令;
• (2)对所选用的刀具规格、切削用量等作简要工艺说明;
第17页/共20页
• N70 G02 X40 Z-46 R3 F60; • N80 G01 Z-66; • N90 X60; • N100 Z-97; • N110 G70 P10 Q100 F30; • N120 G00 X100 Z100; • N130 T0202 • N140 G00 X32 Z-30; • N150 G01 X26 F30 • N160 G00 X32; • N170 Z-34;
数控机床的典型结构与部件

第2章数控机床的典型结构与部件2.1 数控机床的结构特点及要求2.1.1数控机床的结构特点由于数控机床的控制方式和使用特点,使数控机床与普通机床在机械传动和结构上有显著的不同,其特点有:(1)采用高性能的无级变速主轴及伺服传动系统,机械传动结构大为简化,传动链缩短。
(2)采用刚度和抗振性较好的机床新结构,如动静压轴承的主轴部件、钢板焊接结构的支承件等。
(3)采用在效率、刚度、精度等各方面较优良的传动元件,如滚珠丝杠螺母副、静压蜗杆副以及塑料滑动导轨、滚动导轨、静压导轨等。
(4)采用多主轴、多刀架结构以及刀具与工件的自动夹紧装置、自动换刀装置和自动排屑、自动润滑冷却装置等,以改善劳动条件、提高生产率。
(5)采取减小机床热变形的措施,保证机床的精度稳定,获得可靠的加工质量。
2.1.2数控机床的结构要求及措施1.提高机床的静、动刚度在数控机床加工过程中,加工精度除了取决于数控系统,还取决于数控机床本身的精度。
而由机床床身、导轨工作台、刀架和主轴箱的几何精度和变形所产生的误差取决于它们的结构刚度,并且这些误差在加工过程不能进行人为的调整和补偿。
因此,必须把移动件的重量和切削力引起的弹性变形控制在最小限度之内,以保证加工精度和表面质量。
为了提高机床的静刚度,在机床结构上常采用以下措施。
1)为提高机床主轴的刚度,常采用三支承结构,并且选用刚性好的双列短圆柱滚子轴承和角接触向心推力轴承,以减小主轴的径向和轴向变形。
2)为提高机床整体的刚度,常采用筋板结构。
表2-1给出了方形截面立柱在加筋前后的静刚度比值。
从表中可以看出,加筋板后相对弯曲刚度和扭转刚度均提高。
表2-1 方形截面立柱加筋前后的静刚度比值加筋形式相对质量相对弯曲刚度相对扭曲刚度1 1 11.24 1.17 1.381.34 1.21 8.861.63 1.32 17.73)在大型数控机床中,移动载荷对机床边形有较大的影响。
常采用液压平衡和重快平衡来减少构件的变形,如图2-1所示,利用重块有效地减小主轴箱左右移动对横梁变形的影响。
数控车削工艺文件样图
O1004
三爪卡盘
百分表
1
试切外圆对刀及精车端面。保证全长125+0.05 -0.05。倒角C2,
半精车Φ380 -0.02外园到Ф38.5×41.5,螺纹外径至Ф30ⅹ34.5,球面Ф56至Ф56.98。
350
车刀
游标卡尺
2
粗切Φ26退刀槽至Φ26,保证螺纹长度22及左阶梯面长度34.5。
外园车刀(MCLCR)
平端面,车夹持位Ф62ⅹ45
T22
内孔挖刀(S16K-SDUCR07)
粗加工内孔至Ф28ⅹ25
O1002
T11
外园车刀(MCLCR)
平端面,粗车球面外园、Ф38外园、Ф30螺纹外园
T22
350外园车刀(MVJCR)
加工锥面
T44
切槽刀,刀宽4mm
球的左端面切槽Ф44ⅹ8
O1003
T11
半精加工350外园车刀(精加工时换刀刃)(MVJCR)
半精加工、精加工端面、Ф58外园、锥面、Ф42喉径
T22
内孔挖刀(S25M-SDQCR11)
精车Ф32ⅹ25内孔与内孔倒角
T33
内孔切槽刀,刀宽3mm
内孔切槽Ф40ⅹ5
T44
切槽刀,刀宽3mm
Ф58外园切槽3ⅹ4mm
O1004
T11
半精加工350外园车刀
T44
螺纹车刀
加工M30ⅹ2螺纹
CJK6136
三爪
卡盘
350车刀
7
精车
掉头,三爪夹Ф32×35外圆,试切外圆及端面对刀。程序01003。加工要求见工艺图3。
CJK6136
O1003
三爪卡盘
1
数控车床零件加工综合实例解析21张幻灯片课件
数控机床编程与操作
②数控加工程序的编制 5.2.4 零件的数控加工
1、机遇对于有准备的头脑有特别的亲和力。
2、不求与人相比,但求超越自己,要 哭就哭 出激动 的泪水 ,要笑 就笑出 成长的 性格! 3、在你内心深处,还有无穷的潜力, 有一天 当你回 首看时 ,你就 会知道 这绝对 是真的 。 4、无论你觉得自己多么的了不起,也 永远有 人比你 更强; 无论你 觉得自 己多么 的不幸 ,永远 有人比 你更加 不幸。
32、滴水穿石不是靠力,而是因为不 舍昼夜 。 33、忍别人所不能忍的痛,吃别人所 别人所 不能吃 的苦, 是为了 收获得 不到的 收获。
34、时间是个常数,但也是个变数。 勤奋的 人无穷 多,懒 惰的人 无穷少 。—— 字严 35、不同的信念,决定不同的命运!
36、只有你学会把自己已有的成绩都 归零, 才能腾 出空间 去接纳 更多的 新东西 ,如此 才能使 自己不 断的超 越自己 。 37、突破心理障碍,才能超越自己。
数控机床编程与操作 ④刀具的选择
数控机床编程与操作 ⑤切削用量的确定
数控机床编程与操作
5.1.3基点坐标的计算及加工程序的编制 ①基点坐标的计算
数控机床编程与操作 ①基点坐标的计算
数控机床编程与操作
②数控加工程序的编制 5.1.4 零件的数控加工
数控机床编程与操作
5.2套类零件的编程与加工 5.2.1零件图纸及加工要求
25、我学习了一生,现在我还在学习, 而将来 ,只要 我还有 精力, 我还要 学习下 去。— —别林 斯基
13、你不能左右天气,但可以改变心 情。你 不能改 变容貌 ,但可 以掌握 自己。 你不能 预见明 天,但 可以珍 惜今天 。 14、我们总是对陌生人太客气,而对 亲密的 人太苛 刻。
CK7815型数控车床主轴部件结构图
可能是主轴轴承磨损或主轴轴向间隙过大。应更换磨损的轴承,调整主轴的轴向间隙。
主轴重复定位误差大
可能是传动系统磨损或电气控制系统故障。应检查传动系统和电气控制系统,进行必要的维修和调整 。
其他常见故障与排除方法
主轴无法启动
可能是电源故障或主轴电机损坏。应检查电 源和电机,修复或更换损坏的部件。
如果主轴精度超差,需要进行修复或 更换相关部件,以确保加工精度。
根据检测结果,调整主轴轴承和传动 系统的间隙,以减小误差。
05 常见故障与排除方法
主轴轴承故障与排除方法
轴承过热
可能是轴承润滑不足或轴承座配合过 紧导致。应检查轴承润滑情况,确保 润滑良好,同时检查轴承座配合是否 合适。
轴承噪声过大
行。
更换后,检查主轴的旋转精度和 平衡性,确保满足加工要求。
主轴传动系统的定期检查
定期检查主轴传动带、齿轮和 链条的磨损情况,及时更换损 坏的部件。
检查主轴电机与主轴之间的连 接是否紧固,确保无松动现象。
检查主轴传动箱内的润滑油是 否充足,必要时进行补充或更 换。
主轴精度的定期检测与调整
使用专业的检测工具,定期检测主轴 的径向和轴向跳动误差。
和维护。
主轴轴承结构
主轴轴承是数控车床主轴部件 的核心部分,其作用是支撑主
轴并承受切削力。
主轴轴承通常采用滚动轴承或 滑动轴承,具有高精度和低摩 擦的特性,以确保主轴的高速
回转和精确控制。
滚动轴承由内圈、外圈和滚动 体组成,滑动轴承则由轴承座 和轴瓦组成。
主轴轴承的润滑和冷却对于保 持轴承性能和延长使用寿命至 关重要。
可能是轴承损坏或轴承座固定螺栓松 动。应更换损坏的轴承,并拧紧轴承 座固定螺栓。
数控车床刀架装配图
2
开槽圆柱头螺钉2
2
开槽沉头螺钉
2
弹簧
2
开槽圆柱头螺钉1
2
圆柱销
2
普通平键1轴承盖来自1套筒21
套筒长
1
端盖16 -
1
内六角螺钉
7
霍尔元件代替物
1
反靠盘7
2
圆螺母
1
蜗杆轴
1
四角头螺栓
8
深沟球轴承
3
上刀架体
1
套筒1
1
蜗轮
1
推力球轴承
1
中心轴
1
下刀架体4
1
名称
数量
C
D
材料
单件 总计 重量
备注
机电1102
标记 处数 分区 更改文件号 签名 年 月 日
1
2
3
160
B
14 8
96
A 110
6 20 24
40
230
110
A B
170
B
A 65
4
5
B-B
10 16
12
7
5
17 H9/d9
Φ17 H8/h7 20 H8/h7
3
2
6 A
B
C
5
12 D 零件代号 借(通)用件登记 描图 描校 旧底图总号 底图总号 签字 日期
1
180 17 H7/k6
17 H7/k6 34
设计 雷云云
标准化 雷云云 2014.7.17 阶 段 标 记 重量 比例
自动换刀装置
审核 雷云云
工艺 雷云云
批准
共 䄜张
1:1.5 第 䄜张
DJ-ZPT