薄壁注塑成型工艺技术
塑料加工技术手册

塑料加工技术手册在现代工业中,塑料材料已经成为最为常用的材料之一。
在各类机械设备、家电产品和日常用品中,塑料制品随处可见。
因此,提高塑料加工技术已经成为了现代工业发展的一个重要方向。
本文将详细介绍塑料加工的各种方法和技术。
一、注塑成型技术注塑成型技术是目前最为常用的塑料加工方式之一。
这种方式是通过将熔化的塑料材料注入成型模具中,经过冷却硬化后取出成品。
注塑成型技术能够制造出各种形状和大小不同的产品,而且生产效率高,生产周期短。
注塑成型技术在生产中的应用非常广泛。
在汽车零部件、家电产品、玩具制品等领域,注塑成型技术都有着广泛的应用。
二、吹塑成型技术吹塑成型技术是一种利用空气压力将加热的塑料材料吹成型的加工方式。
这种方法主要用于生产中空体和薄壁体的产品,如瓶子、容器、桶等。
吹塑成型技术生产产品的周期较短,而且能够大量生产符合要求的产品。
同时,吹塑成型技术能够制造出形状规则、壁薄、重量轻、透明度高的产品。
三、挤出成型技术挤出成型技术是将塑料材料推入挤出机中,经过熔化和加工后,通过模头挤出制成成品的加工方式。
挤出成型技术广泛应用于生产各种管材、棒材、板材以及各类异型材料等。
挤出成型技术的特点是可以生产出连续性的成型产品,而且产品尺寸可以根据需要进行调整。
挤出成型技术的应用范围非常广泛,在建筑、自行车、包装等行业都有着广泛的应用。
四、热熔焊接技术热熔焊接技术是指将两个或多个物体通过加热使它们的接触表面部分熔化,然后冷却成型后制成焊接部分的过程。
对于塑料材料的加工和制造过程中,热熔焊接技术应用非常广泛,尤其是在各种管道和容器的制造和修复中更受重视。
通过热熔焊接技术可以对塑料材料进行加工和制造,从而制成符合工业要求和使用要求的塑料制品。
五、压延成型技术压延成型技术是指将加热的材料通过辊子的挤压和冷却制成各种板材状的制品的加工方式。
压延成型技术应用非常广泛,在建筑、家电以及日常用品制造的过程中都有着重要的作用。
薄壁注塑件快速成型模具技术分析
智者论道智库时代 ·297·一、背景及必要性近年来,电子元器件的发展逐渐朝向小型化、精密化方向,这就是说,元器件内部相关产品的体积将进一步缩小,同时其整体数量将进一步增大,这个过程中,为了满足零部件的分布和使用效果,需要对塑料类的零件的体积、厚度进行控制,尤其是针对其壁厚进行降低,从而缩小其所占空间,满足元器件的使用要求。
为了满足元器件中各种塑料产品的新的要求,尤其是各种薄壁塑料产品,生产厂家纷纷采用新的生产工艺,其中应用非常广泛的一种技术就是快速成型模具技术。
快速成型模具技术有助于从整体上提高薄壁塑料产品的生产效率,还可以有效降低其整体生产成本,一方面满足小型化、精密化元器件的使用要求,另一方面则有效降低薄壁注塑件的生产成本,从整体上提高生产厂家的经济效益,提高企业的市场竞争力。
注塑成型生产工艺,要想实现高效优质的生产效果,就需要在对应的注射模具中完成合模填充、冷却、开模等生产工序,这个过程要实现循环往复,才能源源不断生产新的塑料产品,将塑料材料转变为符合实际需要的产品。
在这个过程中,材料自身的性能、注塑生产工艺、模具自身性能及其使用效果对注塑件的整体生产效果都具有关键影响。
针对薄壁注塑件的快速成型生产,需要关注的问题主要有三个,分别是如何实现对模具的快速填充,材料成型后如何迅速实现冷却,冷却完成后如何将注塑件成功脱模。
要想顺利解决这些问题,就需要对模具进行科学设计,并按照相关原则实现注塑件的迅速生产,达到良好的使用效果。
本文将以现以D3外壳为例,分析快速成型模具的开发和运用。
二、研究内容模具开发技术要求:该注塑件的具体外形尺寸为:长 15×宽 7.5×高 8.4,壁厚为 0.35~0.4,使用的塑料材料 为LCP4008;针对注塑件的具体要求如下:尺寸符合要求:口部变形量<0.15,尺寸精度±0.03,偏心量<0.05;飞边<0.05;针对注塑件的生产工艺要求包括模具为1模16腔,成型周期<4 秒;为了满足注塑件迅速成型的生产要求,要顺利完成塑料材料的快速填充、生产完成后的快速冷却以及后续的快速脱模。
聚丙烯薄壁件的注塑成型工艺研究
注 塑 出优 质 的制 品非 常 困难 。采用 普通 注塑 机注
塑 ,经 常会 出现 溢边 ( 称 飞边或 披 峰 ) 又 、欠注 、 熔接 痕 、 困气 等 缺 陷 。此 外 ,对模 具 的加工 要求 严格 ,模 具加 工 时尺 寸稍 有偏 差 ,就会 引起 进料 不平 衡 ,可 能某 些地 方 已经 飞边 ,而某 些地 方还 欠注 。前 人对 薄 壁件注 塑 成型 ห้องสมุดไป่ตู้术 研 究较 多L 】 2, 但对 其 具体 的注 塑工 艺参 数优 化 ,尤其 对 常 出现
维普资讯
深 圳职 业技 术学 院 学报
第 7卷
2 注 塑工艺研 究
2 1 薄壁 件 注塑材 料牌 号选 择 . 为 了保证 薄 壁件 注 塑 时 充填顺 利 ,通常 薄 壁
件 所用 材 料 的流动 性要 求很 好 。 通 过 测 量 和 计 算 ,此 模 具 的最 大 流 长 比 为 3 61 8 :,而普 通 P P的最 大流 长 比为 2 01 5 :。为 了保
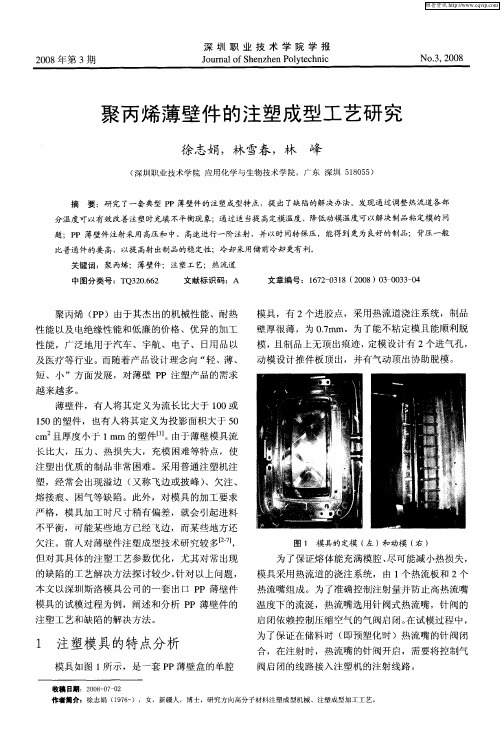
阀启 闭的线 路接 入注 塑机 的注射 线 路 。
1 注塑模具的特点分析
模 具如 图 1所示 ,是 一套 P P薄壁 盒 的单腔
收藕 日期 :20— 7 0 0 80 —2
作 者 简介 :徐 志娟 (9 6 ), 女,新 疆人 ,博 士 ,研 究方 向高 分子材 料注 塑成 型 机械 、注 塑成 型加 工工 艺 。 17一
6 g1 mi,流动 性和 透 明性很 好 。 0 /0 n
2 2 注 塑工 艺 .
本模 具 的试 模过 程 是在 海天 注 塑机 H F 0 T 60
上进 行 。
22 1 料 筒温 度 、喷嘴 温度 设 定 ..
注塑成型工艺流程及工艺参数
注塑成型工艺流程及工艺参数塑件的注塑成型工艺过程主要包括填充——保压——冷却——脱模等4个阶段,这4个阶段直接决定着制品的成型质量,而且这4个阶段是一个完整的连续过程。
1、填充阶段填充是整个注塑循环过程中的第一步,时间从模具闭合开始注塑算起,到模具型腔填充到大约95%为止。
理论上,填充时间越短,成型效率越高,但是实际中,成型时间或者注塑速度要受到很多条件的制约。
高速填充。
如图1-2所示,高速填充时剪切率较高,塑料由于剪切变稀的作用而存在粘度下降的情形,使整体流动阻力降低;局部的粘滞加热影响也会使固化层厚度变薄。
因此在流动控制阶段,填充行为往往取决于待填充的体积大小。
即在流动控制阶段,由于高速填充,熔体的剪切变稀效果往往很大,而薄壁的冷却作用并不明显,于是速率的效用占了上风。
λ低速填充。
如图1-3所示,热传导控制低速填充时,剪切率较低,局部粘度较高,流动阻力较大。
由于热塑料补充速率较慢,流动较为缓慢,使热传导效应较为明显,热量迅速为冷模壁带走。
加上较少量的粘滞加热现象,固化层厚度较厚,又进一步增加壁部较薄处的流动阻力。
λ由于喷泉流动的原因,在流动波前面的塑料高分子链排向几乎平行流动波前。
因此两股塑料熔胶在交汇时,接触面的高分子链互相平行;加上两股熔胶性质各异(在模腔中滞留时间不同,温度、压力也不同),造成熔胶交汇区域在微观上结构强度较差。
在光线下将零件摆放适当的角度用肉眼观察,可以发现有明显的接合线产生,这就是熔接痕的形成机理。
熔接痕不仅影响塑件外观,同时由于微观结构的松散,易造成应力集中,从而使得该部分的强度降低而发生断裂。
一般而言,在高温区产生熔接的熔接痕强度较佳,因为高温情形下,高分子链活动性较佳,可以互相穿透缠绕,此外高温度区域两股熔体的温度较为接近,熔体的热性质几乎相同,增加了熔接区域的强度;反之在低温区域,熔接强度较差。
2、保压阶段保压阶段的作用是持续施加压力,压实熔体,增加塑料密度(增密),以补偿塑料的收缩行为。
注塑成型工艺流程及工艺参数详解
注塑成型工艺流程及工艺参数详解注塑成型塑件的注塑成型工艺过程主要包括填充——保压——冷却——脱模等4个阶段,这4个阶段直接决定着制品的成型质量,而且这4个阶段是一个完整的连续过程。
◆◆1.填充阶段◆◆填充是整个注塑循环过程中的第一步,时间从模具闭合开始注塑算起,到模具型腔填充到大约95%为止。
理论上,填充时间越短,成型效率越高,但是实际中,成型时间或者注塑速度要受到很多条件的制约。
高速填充。
高速填充时剪切率较高,塑料由于剪切变稀的作用而存在粘度下降的情形,使整体流动阻力降低;局部的粘滞加热影响也会使固化层厚度变薄。
因此在流动控制阶段,填充行为往往取决于待填充的体积大小。
即在流动控制阶段,由于高速填充,熔体的剪切变稀效果往往很大,而薄壁的冷却作用并不明显,于是速率的效用占了上风。
低速填充。
热传导控制低速填充时,剪切率较低,局部粘度较高,流动阻力较大。
由于热塑料补充速率较慢,流动较为缓慢,使热传导效应较为明显,热量迅速为冷模壁带走。
加上较少量的粘滞加热现象,固化层厚度较厚,又进一步增加壁部较薄处的流动阻力。
由于喷泉流动的原因,在流动波前面的塑料高分子链排向几乎平行流动波前。
因此两股塑料熔胶在交汇时,接触面的高分子链互相平行;加上两股熔胶性质各异(在模腔中滞留时间不同,温度、压力也不同),造成熔胶交汇区域在微观上结构强度较差。
在光线下将零件摆放适当的角度用肉眼观察,可以发现有明显的接合线产生,这就是熔接痕的形成机理。
熔接痕不仅影响塑件外观,同时由于微观结构的松散,易造成应力集中,从而使得该部分的强度降低而发生断裂。
一般而言,在高温区产生熔接的熔接痕强度较佳,因为高温情形下,高分子链活动性较佳,可以互相穿透缠绕,此外高温度区域两股熔体的温度较为接近,熔体的热性质几乎相同,增加了熔接区域的强度;反之在低温区域,熔接强度较差。
◆◆2.保压阶段◆◆保压阶段的作用是持续施加压力,压实熔体,增加塑料密度(增密),以补偿塑料的收缩行为。
注塑成型工艺基本知识

注塑成型工艺根底知识一、注塑成型所谓注塑成型〔Injection Molding〕是指将已加热融化的材料喷射注入到模具内,经由冷却与固化后,得到成形品的方法。
也叫射出成型,适用于量产与形状复杂产品等成形加工领域。
二、注塑成形过程是以以下七大顺序执行成型过程几个步骤:1、关门2、锁模3、注射保压4、冷却5、开模6、翻开平安门7、取出产品。
重复执行这种作业流程,就可连续消费产品。
1、关门半自动需开关平安门,全自动平安门设置在关的状态。
2、锁模将挪动侧的挪动板前进,使得模具关闭,模具关闭以后确实地把模具锁紧。
3、射出〔包括保压〕螺杆快速地往前推进,把熔融之成型材料注入模腔内填充成型,填充之后压力要必须继续保持,这个动作特别取名为“保压〞。
在刚充填时模具承受的压力,一般叫做射出压或者叫做“一次压〞。
4、冷却〔以及下个动作的“可塑化过程〞〕模腔内之成型材料等待冷却凝固之过程叫“冷却〞。
在这时候射出装置也准备下次工作,这个过程叫做“可塑化过程〞。
放在料斗里的成型材料,流入加热的料管内加热,是根据螺杆旋转剪切把原料变成熔融状态,螺杆像拨取螺丝的原理一样,一面转一面后退,螺杆前端会储存熔融之成型材料,螺杆旋转时,抵抗螺杆向后退的压力称之为螺杆的“背压〞。
5、翻开模具将挪动侧的挪动板向后退,模具跟着翻开。
6、翻开平安门平安门翻开,这时成型机处于待机状能。
7、取件将成品取出,然后检视确认模具内未残留任何物件再关门.以上整个成型作业叫做一个成型周期。
成品是由模具的形状成型出来。
模具是由母模及公模组合成,公母模模仁之间留有空隙,材料在此流入压缩形成产品。
成型材料要流入公母模之前的通路有主流道〔SPRUE〕流道〔RUNNER〕闸门〔GATE〕等。
三、射出成型机射出成型机以较大工程来区分,可分为两项,锁模装置和射出装置。
1、锁模装置将模具关闭不被翻开,成型材料在模腔内冷却凝固后,模具才翻开然后取出成品等等动作的设备装置之锁模装置。
聚丙烯薄壁注塑市场分析报告
聚丙烯薄壁注塑市场分析报告1.引言1.1 概述概述:聚丙烯薄壁注塑是一种注塑成型工艺,通过对聚丙烯材料进行注塑成型,制造出具有薄壁特点的产品。
这种制造工艺具有高效、经济、易加工等优点,因此在各种领域得到了广泛的应用。
本报告将对聚丙烯薄壁注塑市场进行全面的分析,包括市场现状、发展趋势以及未来展望,旨在为相关行业提供参考和决策依据。
通过对市场的深入分析,可以更好地把握行业发展的方向,为企业发展提供有力支持。
1.2 文章结构文章结构部分:本报告分为引言、正文和结论三个部分。
引言部分将概述本报告的目的和意义,并对聚丙烯薄壁注塑市场进行简要介绍。
正文部分将对聚丙烯薄壁注塑的定义与特点进行分析,并对市场现状进行详细的调查和分析。
同时,还将展望聚丙烯薄壁注塑市场的发展趋势。
最后,结论部分对聚丙烯薄壁注塑市场的特点进行总结,并展望其未来发展方向,最终得出结论。
1.3 目的:本报告的目的是对聚丙烯薄壁注塑市场进行深入分析,全面了解其定义、特点、现状和发展趋势。
通过本文的研究,我们旨在为相关行业提供市场指导,帮助企业制定战略规划和决策,促进聚丙烯薄壁注塑市场的健康发展和持续增长。
同时,也为投资者提供有效的市场信息和参考,提高投资决策的准确性和有效性。
通过对市场的分析和展望,我们希望为相关行业的从业人员和投资者提供有益的参考,促进聚丙烯薄壁注塑市场的良性发展。
1.4 总结:本文旨在对聚丙烯薄壁注塑市场进行全面的分析,从市场现状、市场特点到未来发展趋势进行了深入的探讨。
通过对市场的概述和结构,我们对聚丙烯薄壁注塑的定义与特点有了更深入的了解。
同时,对市场现状的分析让我们对市场的规模、趋势和竞争格局有了更清晰的认识。
最后,对市场未来发展的展望让我们对聚丙烯薄壁注塑市场的前景有了更明确的认识。
通过本文的研究发现,聚丙烯薄壁注塑市场具有很好的发展前景,受益于行业技术的不断提升和消费需求的增长。
我们对市场的发展趋势进行了展望,认为聚丙烯薄壁注塑市场将在未来取得更大的发展。
基于Plackett-Burman的薄壁塑件注塑压缩成型多目标工艺参数优化
加工设备与应用CHINA SYNTHETIC RESIN AND PLASTICS合 成 树 脂 及 塑 料 , 2023, 40(4): 46注塑压缩成型技术是传统注塑成型和压缩成型的融合技术。
薄壁塑件由于质量轻、流长比大,在成型过程中收缩不均匀,容易产生翘曲变形,而注塑压缩成型可以使树脂在压力作用下直接充满型腔,以减小塑件的内应力,削弱分子间的取向[1]。
采用注塑压缩成型加工会极大降低翘曲变形量,进而得到质量更好的制品。
近年来,随着高分子材料和计算机辅助分析技术的发展,人们对注塑成型工艺进行了大量的数值模拟和实验对比分析。
殷筱依[2]采用正交试验法分析工艺参数和模具结构对薄壁塑件翘曲变形量的影响,得出影响塑件翘曲的主要因素并优化了模具结构,最终DOI:10.19825/j.issn.1002-1396.2023.04.11得到一组最优的成型工艺参数,使塑件翘曲变形量最小。
Ho等[3]采用有限元法对厚度1.5 mm、半径70.0 mm的圆盘注塑压缩进行了仿真和实验,研究表明,与注塑成型相比,注塑压缩的广义剪切速率和剪切应力分布更低、更均匀。
基于Plackett-Burman的薄壁塑件注塑压缩成型多目标工艺参数优化黄永程,张彦霞*(广东理工学院,广东 肇庆 526100)摘要: 基于Moldflow软件对某笔记本电脑显示器外壳进行系统创建及模拟分析,采用Plackett-Burman方法筛选实验设计,对熔体温度、模具温度、压缩力、压缩速度、压缩距离和压缩时间6因子进行筛选,以最大翘曲变形量、平均熔接线和平均体积收缩率为目标,找出显著影响因子,并对显著影响因子进行响应曲面优化分析。
通过模拟验证得出最佳工艺参数组合:模具温度78.409 0 ℃,压缩力为56.783 7 t,压缩时间为13.363 6 s。
关键词:薄壁塑件 Plackett-Burman方法 显著影响因子 响应曲面中图分类号:TQ 320.66 文献标志码:B 文章编号:1002-1396(2023)04-0046-05Multi-objective process parameter optimization for injection compression molding of thin-walled plastic parts based on Plackett-BurmanHuang Yongcheng,Zhang Yanxia(Guangdong Technology College,Zhaoqing 526100,China)Abstract:A system was created and simulated for the laptop monitor casing based on Moldflow. The Plackett-Burman method was used to screen the experimental design for six factors:melt temperature,mold temperature,compression force,compression speed,compression distance,and compression time. The maximum warping deformation,average fusion line,and average volume shrinkage were selected as the targets to identify significant influencing factors. Response curve optimization analysis was conducted on the factors,and the optimal process parameter combination was finally obtained through simulation verification as follows:mold temperature is 78.409 0 ℃,compression force is 56.783 7 t,and compression time is 13.363 6 s.Keywords:thin-walled plastic part; Plackett-Burman method; significant impact factor; response curve收稿日期:2023-01-27;修回日期:2023-04-26。
几种常用塑料的成型工艺介绍
几种常用塑料的成型工艺介绍常用塑料的成型工艺介绍:塑料是一种重要的工程材料,在工业和日常生活中得到广泛应用。
为了使塑料材料能够具备所需的形状和性能,需要进行成型。
下面将介绍几种常用的塑料成型工艺。
1.注塑成型:注塑成型是最常见的塑料成型工艺之一、它将塑料原料加热融化后注入模具中,经过冷却凝固后,取出模具即可得到所需的零件或产品。
注塑成型具有成型速度快、产品成型精度高等优点,能够制造出各种形状复杂的塑料产品。
2.吹塑成型:吹塑成型主要适用于制造中空物体,如塑料瓶、塑料容器等。
该工艺先将塑料制品加热融化,然后将其放入吹塑机中,通过气压将塑料膨胀成模具内的形状,最后冷却定型。
吹塑成型具有制造中空物体、生产效率高等特点。
3.挤出成型:挤出成型是将塑料原料加热融化后压入挤出机中,通过螺杆旋转将塑料挤出成型口,然后经过冷却定型得到所需的形状。
挤出成型广泛应用于制造塑料管道、塑料板材等产品,具有成型速度快、生产效率高等优点。
4.压缩成型:压缩成型主要适用于热固性塑料的成型。
该工艺将塑料制品放入模具中,然后进行加热和压力作用,使塑料发生化学反应固化成型。
压缩成型具有生产效率高、具有很好的产品密度和力学性能等特点。
5.真空成型:真空成型适用于制造薄壁塑料制品,如塑料盒、塑料托盘等。
该工艺将加热软化的塑料片放在模具上,然后通过真空负压使塑料片紧贴在模具上固化成型。
真空成型具有产品质量好、成型精度高等特点。
6.3D打印成型:3D打印成型是近年来快速发展的塑料成型工艺之一、它通过从计算机模型中将物体分解为薄层,然后逐层累积加工,最终形成所需的塑料产品。
3D打印成型具有高度灵活性和个性化定制能力,适用于制造小批量、复杂结构的塑料产品。
以上是几种常用的塑料成型工艺的介绍。
不同的工艺适用于不同的塑料材料和产品形状需求,可以根据具体需求选择合适的成型工艺。
注塑生产工艺(3篇)
第1篇一、引言注塑成型是一种将热塑性塑料或热固性塑料等材料,通过注塑机在高温、高压条件下注入模具腔内,冷却固化后获得所需形状和尺寸的塑料制品的生产工艺。
注塑成型广泛应用于汽车、家电、电子、医疗、包装等领域,具有生产效率高、产品精度高、成本低等优点。
本文将详细介绍注塑生产工艺的流程、设备、材料及质量控制等方面。
二、注塑生产工艺流程1. 塑料原料准备(1)原料选择:根据产品性能要求,选择合适的塑料原料。
常见的塑料原料有聚乙烯(PE)、聚丙烯(PP)、聚氯乙烯(PVC)、聚苯乙烯(PS)、ABS等。
(2)原料检验:对原料进行外观、粒度、水分、熔融指数等指标的检验,确保原料质量。
(3)原料干燥:将原料进行干燥处理,去除水分,防止注塑过程中产生气泡、变色等问题。
2. 注塑成型(1)预热模具:将模具预热至规定温度,确保模具温度均匀。
(2)加料:将干燥后的原料加入注塑机料斗,通过料斗输送至料筒。
(3)熔融:在注塑机料筒内,通过加热和搅拌使原料熔融。
(4)注塑:将熔融的塑料通过注塑机喷嘴注入模具腔内,填充模具。
(5)保压:在注塑过程中,保持一定的压力,使塑料在模具内充分填充。
(6)冷却:在模具内,通过冷却水或冷却介质使塑料冷却固化。
(7)脱模:待塑料完全固化后,打开模具,取出产品。
3. 后处理(1)产品检验:对注塑产品进行外观、尺寸、性能等方面的检验,确保产品合格。
(2)产品清洗:对产品进行清洗,去除表面油污、杂质等。
(3)产品包装:将合格的产品进行包装,便于储存和运输。
三、注塑设备1. 注塑机:注塑机是注塑成型工艺的核心设备,主要分为立式和卧式两种。
根据产品尺寸、注塑量、塑料类型等因素选择合适的注塑机。
2. 模具:模具是注塑成型工艺的关键,其设计、制造质量直接影响产品质量。
模具应具有足够的强度、刚度和耐磨性。
3. 辅助设备:包括干燥机、冷却水系统、输送带、检验设备等。
四、注塑材料1. 塑料原料:选择合适的塑料原料,确保产品性能满足要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
薄壁注塑已成为注塑机最需要增加的性能。
一般薄壁产品的厚度在1mm~2mm之下(与壁厚/流动长度的比值有关),而且往往精度要求很高,一般液压机未必能够达到这个精准度,所以需要一种更特殊及具有高速、高压性能的注塑机。
全电动注塑机在这方面可以满足要求。
现时的全电动注塑机具有高达600mm/s的注射成型速度,而且采用新的模内压力控制方法,这对于厚壁和薄壁同时存在的产品非常有效。
对注射机和模具的特殊要求
单从注塑速度来看,每秒速度达1000mm或2000mm便是十分出色的注塑机。
但是在大规模生产时应尽可能根据加料速度来设置工作条件。
更重要的是需要考虑与注射机的启动与制动(加速、减速)性能相适应。
例如,Nissei最近推出的UH系列注射机就设有一个控制面板,用户可以根据自己的需要来设置回应速度。
为了确保实现薄壁注塑时充模压力的需要(大于300Mpa),以充满薄壁制件的模腔,单独一根螺杆有时难以满足成型的需要。
Nissei的UH机型中配备有一个专门的注塞系统以确保快速充满。
对锁模系统的校验也是必不可少的。
配备一个直径较小的定位环,可以提高模板的刚度。
此外,锁模力大小也必须考虑。
至于模具,在高速注射时必须具有良好的刚度,才不致发生变形。
而且高速注塑过程中良好的排气结构是必不可少的。
在薄壁注塑技术使用时,应采用抽真空系统实现良好排气;还应采用热流道系统,以尽可能减少注塑过程的压力损失。
中国市场展望
目前全电动注塑机的主流市场为手机相关制品的生产,如电池壳、手机壳,并以使用日本机器为主。
下一步比较有前景的市场将为薄壁导光板,中国已有CF卡的本地化生产,目前主要依赖进口,将来有望获得较快发展。
塑料,橡塑 编辑:mszcm。