250 t钢包全程加盖的设计分析
转炉炼钢厂钢包全程加盖技术开发与应用
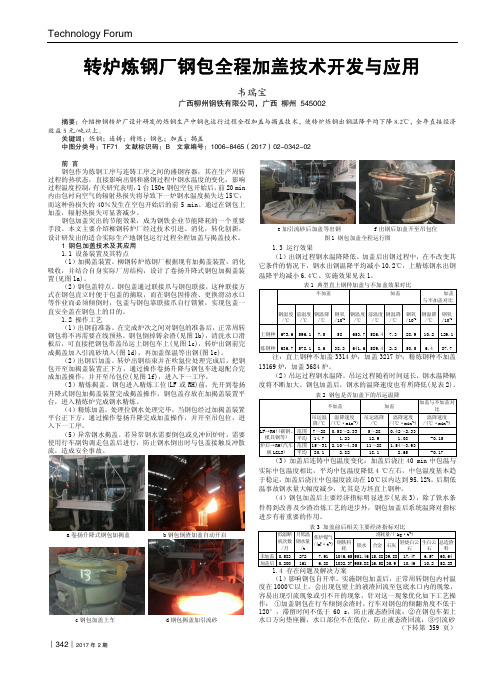
表 1 典型直上钢种加盖与不加盖效果对比
不加盖
加盖
加盖 与不加盖对比
钢温度 前温度 钢温降 钢氧 钢温度 前温度 钢温降 钢氧 钢温降 钢氧 /℃ /℃ /℃ /10-6 /℃ /℃ /℃ /10-6 /℃ /10-6
上钢种 673.6 596.1 7.5 58 653.7 586.4 7.3 28.9 10.2 129.1
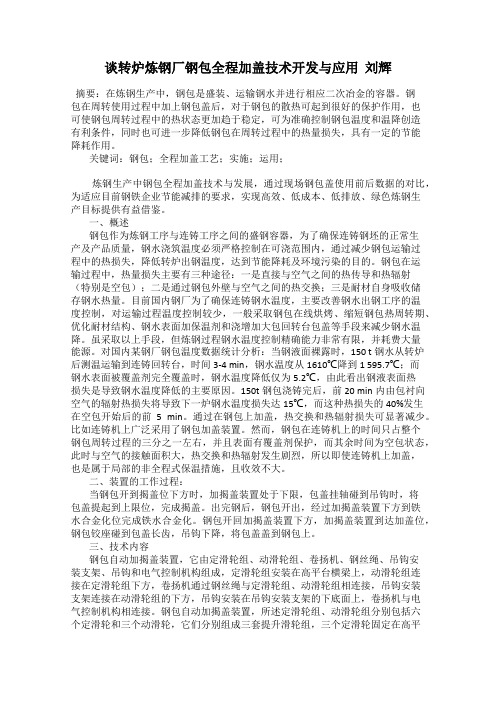
a 卷扬升降式钢包加揭盖
b 钢包倒渣加盖自动开启
c 钢包加盖上车
d 钢包揭盖加引流砂
e 加引流砂后加盖等出钢
f 出钢后加盖开至吊包位
图 1 钢包加盖全程运行图
1.3 运行效果
(1)出钢过程钢水温降降低。加盖后出钢过程中,在不改变其
它条件的情况下,钢水出钢温降平均减小 10.2℃,上精炼钢水出钢
温降平均减小 6.4℃。实施效果见表 1。
温事故钢水量大幅度减少,尤其是方坯直上钢种。
(4)钢包加盖后主要经济指标明显进步(见表 3),除了铁水条
件得到改善及少渣冶炼工艺的进步外,钢包加盖后系统温降对指标
进步有着重要的作用。
表 3 加盖前后相关主要经济指标对比
低温断 月低温 焦炉煤气
机次数 钢水量 /(m3·t-1) 钢铁料
/月 /t
耗
铁水
炼钢种 636.7 578.1 8.6 38.3 641.6 589.4 2.2 50.5 6.4 87.7
注:直上钢种不加盖 3314 炉,加盖 3217 炉;精炼钢种不加盖
13169 炉,加盖 3684 炉。
(2)吊运过程钢水温降。吊运过程随着时间延长,钢水温降幅
度将不断加大。钢包加盖后,钢水的温降速度也有所降低(见表 2)。
水口方向垫座圈,水口部位不在低位,防止液态渣回流;③引流砂
邯钢250t转炉施工组织设计B-3

垫铁水平度要求为0.05/1000 ;垫铁上表面标高误差要求为士0.5 mm 垫铁与座浆水泥接触面应大于80%分别用方水平、水准仪与小锤敲击听声法检查。
垫铁与设备、垫铁与垫铁间要求用0.03 mm塞尺检查,塞入深度不得超过垫铁宽度的1/4,且连续长度不超过50 mm斜垫板是大包回转台安装时采用的垫板形式1.1.1安装重点1.1.1.1连铸机的安装连铸机是连铸厂房内最主要的设备,能否正常工作是连铸区生产的关键。
连铸机最常见也是最危险的事故是“漏钢”,就是钢水从设备内漏出来,凝固到设备上,造成停产、设备损坏等严重事故。
如何提高连铸机的安装精度,是连铸机安装的关键,也是确保将来安全生产的关键。
连铸机安装基准是以理论浇注线为基准确定的水平段上第一个定位销轴的位置来作为安装基准。
理论浇注线申销轴如H'I | rr TID ET □[]-设计数值连铸机直接与钢坯接触的是结晶器、扇形0段、扇形1~6段、矫直段7〜8段,水平段9-19段。
有5段底座------水平底座和弧形底座。
简图2如下:图2连铸机的安装顺序如下:水平底座安装T 扇行段支座安装T 扇行段底座安装T 振动台底 座安装 T 导轨安装T 扇形段、水平段安装T 振动台安装T 结晶器安 装安装重点工序: (1) 水平底座安装水平底座是所有安装工作的基准,必须首先找正水平底座,才能 向前找弧形段底座,向后找除磷机底座。
水平段底座上的中心标高基准是定位销轴 1#。
在销轴顶面上测 量设备标高,中心测量销轴侧面。
整体底座的水平度在水平底座上的 扇形段定位块来测量(A B 、C D 四点),见图3。
O IO --- B D~~左侧1#图3T]□- FjttractiOrt urafs supporting frame1#销轴对标高及中心线的偏差要求是0.1mm A B C、D四点的相对标高差为0.025mm读数的要求:标高必须用水准仪读数;中心用经纬仪读数。
钢包加盖施工方案(3篇)
第1篇随着我国经济的快速发展,基础设施建设日益增多,钢包加盖施工作为一项重要的基础设施工程,在公路、铁路、桥梁等领域的应用越来越广泛。
钢包加盖施工具有施工速度快、质量可靠、适应性强等优点,能够有效提高道路、桥梁等基础设施的安全性和使用寿命。
本文针对钢包加盖施工,制定一套详细的施工方案,以确保工程顺利进行。
二、工程概况1. 工程名称:XX公路钢包加盖工程2. 工程地点:XX省XX市XX公路3. 工程规模:全长XX公里,钢包加盖段长XX公里4. 工程内容:钢包加盖、路面修补、排水设施改造等5. 工程工期:XX个月三、施工方案1. 施工准备(1)组织机构成立钢包加盖工程指挥部,下设施工、技术、质量、安全、物资、后勤等职能部门,明确各部门职责,确保工程顺利进行。
(2)施工队伍选用具有丰富施工经验的施工队伍,确保施工质量。
(3)施工材料选用符合国家标准的钢包、水泥、砂石、钢筋等施工材料,确保工程质量和使用寿命。
(4)施工设备配置足够的施工设备,如挖掘机、装载机、压路机、摊铺机、焊接设备等,确保施工进度。
2. 施工工艺(1)施工流程①钢包加固:对原有钢包进行加固处理,确保钢包稳定。
②钢包加盖:根据设计要求,采用钢包加盖结构,确保加盖结构牢固、美观。
③路面修补:对损坏路面进行修补,确保路面平整、坚实。
④排水设施改造:对原有排水设施进行改造,提高排水能力。
(2)施工要点①钢包加固:采用焊接或螺栓连接方式,对钢包进行加固处理,确保钢包在施工过程中稳定。
②钢包加盖:根据设计要求,采用钢包加盖结构,确保加盖结构牢固、美观。
加盖材料选用防腐、耐磨、耐候性强的钢材。
③路面修补:采用沥青混凝土或水泥混凝土进行路面修补,确保路面平整、坚实。
④排水设施改造:对原有排水设施进行改造,提高排水能力。
改造内容包括:更换排水管道、增设排水井、改造排水沟等。
3. 施工方法(1)钢包加固①清理钢包表面,去除锈蚀、油污等杂质。
②根据加固要求,焊接或螺栓连接加固件。
转炉炼钢厂钢包全程加盖技术开发与应用
韦瑞 宝 要 :介 绍 了柳钢 转 炉厂设计 研发 的炼 钢 生产 中钢 包运行 过程 全程加 盖 与揭 盖技 术 ,使 转 炉炼 钢 出钢 温降 平均 下降 8.2℃ ,全年 直接 经济 效益 5元 /吨 以上 。
Abstract: The all——procedure capping and opening technology which were used during the ladle operation and designed for steelm aking were introduced,the temperature drop of tapping was reduced 8.2 oC averagely, an d the direct economic benefit can get 5 yuardt for whole year.
中 都使 钢 包 盖 盖在 钢 包 上 。本 文 主 要 介 绍 柳 钢 转 炉 厂经 过 技 术 引进 、消 化 ,转 化 创 新 ,设 计 研 发 出 的适合 实 际生 产 地 钢包 运 行 过 程 全 程 加 盖与 揭盖技 术 。
2 钢包 加盖技术及其应用
2.1 设 备及 其建设
(1)加 揭盖 装置 。在钢 包加 揭盖装 置设 计 上 ,国 内使 用 的 加揭 盖 装 置 种类 较 多 ,包 括 移 动插 齿式加 揭 盖装置 、液压 升 降 /伸缩 式加 揭盖 装 置 、回转 式 加 揭 盖装 置 、悬 挂移 动 式 加 揭 盖 装 置等 。柳 钢转 炉炼 钢厂 根据 现 有加 揭盖 装 置 , 消化吸收 ,并结合 自身实际厂房结构 ,设计 了 卷 扬 升 降 式 钢包 加 揭 盖 装 置 (见 图 1a)。 柳 钢 一 区转炉 系统钢包加盖有关 的设备 由 3×150 t 转 炉 ,2×150 t双 工 位 LF炉 ,1×150 t双 工位 RH炉 组成 。根 据炼 钢系 统 的工艺 布置 条件 ,在 3个转 炉及 3个 炉外精 炼共 9个工 位 布置 了 9套 卷扬 升 降式钢 包加揭 盖装 置 。
钢包全程加盖技术的应用
中图分 类号 :T F 7 6 9 .4 文献标识码 :A 文章编号 :1 0 0 1— 1 9 6 X( 2 0 1 7 ) 0 2— 0 0 1 7— 0 4
2 0 1 7 N o . 2
重 型 机 械
・1 7・
钢包 全 程 加 盖技 术 的应 用
孙 亚飞 ,王兆辉 ,崔立程
( 宝钢工程技术集团有限公司 ,上海市 ,2 0 1 9 0 0 )
摘
要 :钢水温度是炼钢 一 连铸工 序中需要 重点控制的工艺参数之一 ,对保 证连铸生产过程 的顺
行 、提 高铸坯质量 、降低 能耗 和辅 材的消耗 具有重要 影响。钢包作 为盛放 、运输 和二次精炼 钢水 的容 器 ,其周转运行 的热状 态直接影 响到出钢和盛钢过程中钢水温度的变化。为降低钢水在钢包周转 过程 中的温 降 、保证 连铸 的开浇温 度 ,通常采用出钢前强化钢包烘烤 、提高钢包热周转 、适 当提 高转 炉出
( B a o s t e e l E n  ̄n e e i r n g& T e c h n o l o g y G r o u p C o . ,L t d . , S h a n g h a i , 2 0 1 9 0 0 ,C h i n a . )
Ab s t r a c t :T h e t e mp e r a t u r e o f mo l t e n s t e e l i s o n e o f t h e k e y t e c h n i c a l p a r a me t e r s i n s t e e l ma k i n g a n d c o n t i n u o u s c a s t i n g p r o c e d u r e ,i t h a s i mp o r t a n t i n f l u e n c e t o e n s u r e c o n t i n u o u s c a s t i n g p r o d u c t i o n,i mp r o v e t h e q u a l i t y o f c a s t i n g b l a n k,r e d u c e e n e r y g a n d a u x i l i a r y ma t e ia r l c o n s u mp t i o n .T h e l a d l e a s a c o n t a i n e r f o r c o n t a i n i n g ,t r ns a — p o t r a n d s e c o n d a r y r e f i n i n g o f mo l t e n s t e e l ,i t s h o t s t a t e i n t u r n o v e r d i r e c t l y a f f e c t t h e c h ng a e o f s t e e l t e mp e r a - t u r e d u in r g t a p p i n g a n d c o n v e y i n g .I n o r d e r t o r e d u c e t e mp e r a t u r e d r o p o f mo l t e n s t e e l i n l a d l e i n t u no r v e r ,t h e me a n s ,s u c h a s i n t e n s i f y i n g t h e l a d l e b a k i n g b e f o r e t a p p i n g, i mp r o v i n g t h e t h e r ma l c i r c u l a t i o n o f l a d l e ,i n e r e a s - i n g B OF t a p p i n g t e mp e r a t u r e ,a d d t h e r ma l r e t a r d a t i o n a g e n t i n mo l t e n s t e e l nd a c o v e nn g or f h e a t p r e s e r v a t i o n i n c o n t i n u o u s c a s t i n g p r o c e s s ,a r e u s u ll a y a d o p t e d.L a d l e c o v e i r n g t e c h n o l o y g i n wh o l e s t e e l c h a n g e s t h e o i r g i n a l t e c h n o l o g i c l a p r o c e s s b y i mp r o v i n g t h e i n s u l a t i o n o f l a d l e,a n d t h e t e c h n o l o y g i s a n e f e c t i v e me a n s t o r e d u c e t h e
钢包全程加盖技术

钢包全程加盖技术近年来,由于金融危机钢铁企业产能过剩,大型钢铁企业利润逐渐减少,甚至出现逐年亏损的局面,随着连铸工艺发展,生产工艺的结构优化及节能降耗成为发展趋势,如何提高操作水平、减少钢包浇注过程温降(降低出钢温度),成为各个钢企近来研究的重要课题。
控制钢水在运输,精炼及浇注过程温降,已越来越成为近阶段炼钢行业革新的关键因素。
钢包热状态变化也是转炉制定钢水温度补偿制度的重要因素之一。
钢包在运输、精炼、浇注过程中,主要热损耗有两个途径:一是通过钢包内衬材料的热传导,二是上部钢水与空接触的热传导和热辐射。
钢包在周转使用过程中加上钢包盖后,对于钢包的散热起到很好的保护作用,也是钢包周转过程中的热状态更加趋于稳定,为准确控制钢包温度和温降创造条件,同时也进一步降低了钢包在周转过程的热损失。
从上世纪九十年代开始,轻质浇注料就开始兴起,早期的轻质浇注料主要是用粉煤灰、漂珠、陶粒纤维、高铝轻质骨料等作为骨料粉料生产轻质浇注料,但在使用过程中,其使用温度较低、热震稳定性较差、强度较低制约了他们的发展。
我们研发的轻质高强浇注料以矾土基刚玉空心球为轻质骨料,高温水泥为结合剂,均化矾土细粉为基质,引入功能添加剂,增强了浇注料的抗热震稳定性,增强了浇注料的高中低温的抗折抗压强度,其相关的技术指标如下:由于其良好的抗热震稳定性及隔热性能,该浇注料适用于钢包永久层保温,钢包包盖保温等。
耐火纤维板的性能指标耐火纤维棉的性能指标对三钢钢包包盖的使用温度、使用环境详细了解以后,结合轻质高强浇注料的特点和性能,将钢包盖衬里结构确定为易损部位(钢水辐射较强的包盖中心部位,直径大约为1.5米)使用120mm的轻质高强浇注料,20mm的耐火纤维板;其他部分采用纤维毯50mm或者20mm的纤维板加上90mm轻质高强浇注料,其中,热面为轻质高强浇注料、冷面采用纤维毯或纤维板。
锚固件多采用角Y型结构形式,材质选用1Cr18Ni9Ti,分布间距为200mm,锚固件总高度不同部分分别为70mm、50mm。
谈转炉炼钢厂钢包全程加盖技术开发与应用 刘辉
谈转炉炼钢厂钢包全程加盖技术开发与应用刘辉摘要:在炼钢生产中,钢包是盛装、运输钢水并进行相应二次冶金的容器。
钢包在周转使用过程中加上钢包盖后,对于钢包的散热可起到很好的保护作用,也可使钢包周转过程中的热状态更加趋于稳定,可为准确控制钢包温度和温降创造有利条件,同时也可进一步降低钢包在周转过程中的热量损失,具有一定的节能降耗作用。
关键词:钢包;全程加盖工艺;实施;运用;炼钢生产中钢包全程加盖技术与发展,通过现场钢包盖使用前后数据的对比,为适应目前钢铁企业节能减排的要求,实现高效、低成本、低排放、绿色炼钢生产目标提供有益借鉴。
一、概述钢包作为炼钢工序与连铸工序之间的盛钢容器,为了确保连铸钢坯的正常生产及产品质量,钢水浇筑温度必须严格控制在可浇范围内,通过减少钢包运输过程中的热损失,降低转炉出钢温度,达到节能降耗及环境污染的目的。
钢包在运输过程中,热量损失主要有三种途径:一是直接与空气之间的热传导和热辐射(特别是空包);二是通过钢包外壁与空气之间的热交换;三是耐材自身吸收储存钢水热量。
目前国内钢厂为了确保连铸钢水温度,主要改善钢水出钢工序的温度控制,对运输过程温度控制较少,一般采取钢包在线烘烤、缩短钢包热周转期、优化耐材结构、钢水表面加保温剂和浇增加大包回转台包盖等手段来减少钢水温降。
虽采取以上手段,但炼钢过程钢水温度控制精确能力非常有限,并耗费大量能源。
对国内某钢厂钢包温度数据统计分析:当钢液面裸露时,150 t钢水从转炉后测温运输到连铸回转台,时间3-4 min,钢水温度从1610℃降到1 595.7℃;而钢水表面被覆盖剂完全覆盖时,钢水温度降低仅为5.2℃,由此看出钢液表面热损失是导致钢水温度降低的主要原因。
150t钢包浇铸完后,前20 min内由包衬向空气的辐射热损失将导致下一炉钢水温度损失达15℃,而这种热损失的40%发生在空包开始后的前 5 min。
通过在钢包上加盖,热交换和热辐射损失可显著减少。
钢包加盖工艺对炼钢系统温度的影响
包 作 为炼 钢 工 序 与连 铸 工 序 之 间 的盛 钢 容器 , 其 在 生产 周 转 过程 的热 状 态 , 直 接影 响着 出钢
和盛 钢过 程 中钢水 温 度 的变化 。
实施 钢包 加 盖 工 艺 , 能 有 效 降 低 钢 包 在 周 转 过程 的热 量 损失 , 稳定 钢 包 周 转 过程 中 的热 状态 , 为 准确 控制 钢包 温度 和 温降创 造 了条 件 , 起 到节 能降 耗作 用 。
一
一
3 号 连 铸 三 蛩… 一 堕 l 三 - 垄 l - /
3
4 号 连 铸
连铸
连铸
图 l 梅钢 二 炼钢 生产 工 艺流程 图
2 ) 开发 了钢 包加盖后包沿处理 的操作工
艺, 通过明确包沿参数 、 在 包 盖 上 增 加 摘 盖 装 置、 解 决 包 盖 粘渣 问题 等操 作 解 决包 沿 处 理 的
Z H A N Q i me i Z H A N G C a t ‘ g u i Z HU k u n ( S t e e l m a k i n g P l a n t o f Me i s h a n I r o n& S t e e l C o . , N a n j i n g 2 1 0 0 3 9 , C h i n a )
相反。
衬材料 的热传导和上部钢水与空接触 的热传导 和热辐 射 , 钢水 温度 损 失 7 0 %来 自于 顶 部 炉渣 传热以及炉渣与空气对 流传热 ; 空钢包状态
下, 钢包 耐 火 材料 的热 面 辐射 热 量 是 钢 包 温 降 的主要 因素 , 空包 停 留 时 间越 长 , 热损越多 , 同
难题 ;
2 ) 在 钢包不 加盖 情况 下 , 前 1 0 mi n钢 水 温 降1 5℃ , 速 度为 1 . 5℃ / mi n ; 1 0~ 4 0 a r i n钢包
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第45卷第4期2017年8月现代冶金M odern M etallurgyV o l. 45 N o. 4A u g.2017 250 t钢包全程加盖的设计分析王桂平,顾经伟(上海梅山工业民用工程设计研究院有限公司,江苏南京210039)摘要:介绍了钢包全程加盖工程的整体设计理念及主要技术特点,通过成功地采用目前较为先进的铰接式全自动加盖技术,对钢包流转的各个环节进行适应性改造,达到钢包加盖后的最优效果,为企业的节能降耗提供有力支持#关键词!钢包;全程加盖;铰链;钢水温度;节能中图分类号:T F341引言钢水温度作为重要的炼钢物流过程指标和工艺 参数,对炼钢生产水平和产品质量影响较大。
在与 温度有关的炼钢反应容器中,钢包是移动范围最大、承钢时间最长的一种,无疑也是对钢水温度影响最 大的环节。
钢包在运输、精炼、浇注过程中,主要热损耗有 2个途径&一是通过钢包内衬材料的热传导;二是上 部钢水与空气接触的热传导和热辐射。
钢铁研究总 院的吴晓东等人对宝钢集团300 t钢包热循环实测 结果表明,钢包散热的主要方式是辐射传热[1]。
通 过在钢包上加盖,辐射热损失可显著减少[24]。
钢包加盖技术的原型在上世纪70年代末就有 过相关报导,但当时钢包加盖技术需要利用主起重 机作业,对起重机作业率影响较大,因此在国内没有 得到广泛的推广使用。
近年来,加拿大赫氏(HATCH)公司研发的铰接式全自动加盖技术已日 渐成熟、可靠,以此为样板,国内有相当部分钢厂根 据各自需要,采用了该项技术,新增的钢包加盖机构 不需要利用起重机,解决了钢包加盖的瓶颈问题。
1工艺设计特点1.1工艺条件上海梅山钢铁股份有限公司(以下简称“梅钢+二炼钢厂主要生产装置有:4和5号转炉、3号LF双工位精炼炉、3号R H精炼炉,3和4号连铸机生产线。
转炉和精炼炉一列式布置在精炼跨,连铸设施布置在精炼跨南侧钢水接受跨。
2013年二炼钢厂新上2台钢包热修倾翻装置,该装置受场地的限 制,布置在接受跨的南侧,热修钢包倾翻的方向与浇铸后倒余渣的方向相反。
二炼钢厂主要工艺参数&转炉规格:250 t;转炉数量&座;L F炉数量&座(双工位)R H炉数量&座(单工位)(其中一座为预留)额定年产量&20万吨;同时吹炼转炉座数:2;出钢周期:46 min。
1.2钢包加盖的可行性分析从现场条件看,二炼钢厂车间布置钢包加盖设施存在下述具体情况:1) 转炉、精炼区域的钢水走行线均为南北走向;2) 转炉出钢到钢水起吊,钢水车行走距离较加、揭盖机构可紧邻转炉吹氩站出口布置,插齿方向朝向连铸;3) R H、L F炉现有钢水走行线距离较短,在有的平台位置较难布置加、揭盖机构,可在厂房F列布置,插齿方向朝向连铸;4) 钢水车返回线加、揭盖机构布置在厂列,插齿方向朝向连铸。
收稿日期:2017-05-19作者简介:王桂平(1980—)女,工程师。
电话&7368720626第!期王桂平,等:250 t 钢包全程加盖的设计分析35根据上述布置,二炼钢厂可具备增加钢包全程 加盖设施的条件,并且一次性实施可确保新上设备 结构一致、备件互换。
1.3 总工艺布置工位加盖,这样可保证钢包温降减少。
根据梅钢二炼钢厂现状,在!,5号转炉工位、3号R H 炉工位、3 号L F 炉双工位、返包线共6个工位安装加、揭盖装 置。
工艺布置如图1所示。
钢包全程加盖需在涉及到钢包周转区域范围内图1钢包加、揭盖工艺布置总图转炉加、揭盖装置紧邻吹氩站布置,钢包进出转 炉工位时直接揭盖、加盖,不影响钢包进出工艺时 间。
考虑到L F 炉和R H 炉工位钢包吊包时的安全 距离,布置在厂房柱列线F 列,钢包在吊运进出时 需要反向运行揭盖、加盖,钢包车的运行速度为2〜 25m /min ,钢包加、揭盖机构布置在F 列,每次揭 盖,需要钢包车反向运行距离约为15 m ,来回行程 多增加约3$m ,工艺时间增加约3min ,L F 炉平均 处理周期为35 min ,R H 炉平均处理周期为38 min ,炼钢出钢周期为!6 min ,不影响连铸处理周 期。
返包线工位布置在厂房柱列线F 列,保证两侧 钢包起吊安全距离。
二炼钢厂有利的现场条件可保证钢包加、揭盖 设备一致,备件一致,减少设备维护。
15工艺流程根据炼钢厂生产品种钢的需要,钢包车加盖后 走行路线主要有以下!条:1)带盖空钢包"钢水接收跨"转炉位揭盖"转炉接钢水"转炉位加盖"钢水接收跨"吊运"带盖 连铸"吊运"钢包倾翻台带盖热修;2)带盖空钢包"钢水接收跨"转炉位揭盖"转炉接钢水"转炉位加盖"精炼跨"吊运"精炼跨"L F 炉位揭盖"L F 炉处理"L F 炉加盖"钢水接收 跨"吊运"带盖连铸"吊运"钢包倾翻台带盖热修;3)带盖空钢包"钢水接收跨"转炉位揭盖"炉接钢水"转炉位加盖"精炼跨"吊运"精炼跨" R H 炉位揭盖"R H 炉处理"R H 炉位加盖"钢水 接收跨"吊运"带盖连铸"吊运"钢包倾翻台带盖 热修;4)带盖空钢包"钢水接收跨"转炉位揭盖"炉"转炉位加盖"精炼跨"吊运"精炼跨"L F 炉 位揭盖"L F 炉处理"L F 炉加盖"精炼跨"吊运 "精炼跨"R H 炉位揭盖"R H 炉处理"R H 炉位 加盖"钢水接收跨"吊运"带盖连铸"吊运"钢包 倾翻台带盖热修。
15设计要点梅 钢 二 炼 钢 厂 钢 包 加 盖 为 全 程 加 盖 , 在 钢 包 周 转时,包盖始终跟着钢包一起运行,涉及到钢包周转 区域起重机、转炉工位、L F 炉工位、R H 炉工位、连 铸大包回转台、返包线工位、钢包倾翻台、钢包热修 工位和钢包冷修工位,这些工位均需要考虑加盖后 的影响。
根据上述情况,钢包加盖后,需要着重考虑以下设计内容&1)钢包增加铰链和包盖后,钢包重量增加约t 首先要校核起重机的起吊重量是否满足需求。
梅 钢二炼钢厂钢包起吊起重机为420 t ,钢包空包重量 为130 t ,钢包容量为250 t ,加盖后重量为390 t ,起 重机起吊重量满足需求;2) 钢包增加包盖后,整体高度约增加1.2m ,需36现代冶金第45卷要校核起吊板钩是否满足退钩需求,经过校核,梅钢二炼钢厂起吊板钩满足需求;3) 转炉工位加盖后,在线烘烤器需要拆除,钢包车起吊位置需要改变,保证钢包起吊安全距离;4) L F 炉工位加盖位置,原有钢包车电缆和气缆 卷筒需要移位,L F 炉平台局部改造,满足钢包起吊安全距离;5) R H 炉工位加盖位置,原有钢包车电缆和气 缆卷筒需要移位,R H 炉平台局部改造,满足钢包起 吊安全距离'6)返包线工位加盖后,钢包车起吊位置需要改变,保证钢包起吊安全距离'&)连铸大包回转台工位,钢包加盖后,原有大包 包盖需要拆除;')钢包倾翻台工位,钢包带盖旋转,设备重心上 移,需要校核现有的倾翻台电机功率是否满足钢包 带盖倾翻需求,二炼钢厂倾翻台电机功率为90k E , 经过设计校核,满足需求,倾翻台地坑尺寸需要外扩,以满足钢包带盖倾翻需求'9) 钢包热修工位,钢包带盖后,尺寸高出% 2m ,二炼钢厂钢包热修为半地下式,需要将地坑外 扩,以满足钢包摆放需求'10) 钢包冷修工位,钢包增加4个铰链后,钢包冷修平台盖板与铰链干涉,需要进行改造,以满足钢 包摆放需求。
1.6主要改造内容1.7设计改造难点梅钢二炼钢厂钢包倾翻台由于场地限制,钢包在倾翻台旋转方向和钢包倒余渣方向相反,钢包需 要考虑正向和反向均可带盖旋转,经过设计充分论 证,在钢包上增加双向铰链,满足了工艺需求,如图2所示。
图2钢包铰链布置图本项目L F 炉平台和R H 炉平台改造难度相对较大,需要考虑钢结构的安全稳定、平台上电缆、管 道的移位,改造时先将需要移位的电缆放好,停产时 再接线;平台改造可充分利用修炉期间进行,减少停 产时间,减小对生产的影响。
2主要设备组成及性能1) 在4,5号转炉、3号双工位L F 炉、3号RH炉、返包线6个工位增加6套钢包加、揭盖装置及配 套机电、液压设施,L F 、R H 炉钢水车电缆卷筒、气缆卷筒移位,安装在加、揭盖装置平台上;2) 二炼钢厂现有钢包25套,在线周转9套,增 加钢包盖和周转件共16套;增加钢包盖吊具2套及 钢包盖存放架3套;钢包盖离线存放在钢水接收跨 F 柱列线3号柱旁;3)在现有钢水接收跨钢包离线烘烤装置区域,增加1套钢包盖烘烤装置'4) 对现有25套钢包进行相应改造,增加包盖锁 销;5) 由于钢包倾翻台与倒渣方向相反,在实施钢 包全程加盖过程中,需要同步配套钢包倾翻台包盖锁紧装置;6)各工位钢包起吊位置移位,限位开关移位,按 新增考虑;&)转炉现有钢包在线烘烤装置保护性拆除。
钢包加盖系统由钢立柱及平台、斜插齿式钢包加揭盖设备、钢包盖、钢包铰链座、液压泵站、电气控 制系统、包盖烘烤器等组成。
2.1钢包盖钢包盖是根据梅钢二炼钢厂的钢包外形而设计 的焊接结构件,与现有钢包相配合,用于钢包过程保 温。
包盖上开设引流砂加装孔和烧透气砖作业口。
钢包盖主要由以下几部分组成:主体钢包盖、渣口钢 包盖、插齿吊耳、吊钩吊耳、浇筑耐火材料。
钢包盖机械部分采用高强度结构件,主要有方 钢管、耐高温不锈钢板、钢板、轴承、销轴。
钢包盖本体上焊接3个插齿吊耳,与可升降插 齿机构配合使用,完成加盖或取盖操作,同时焊接有 2个吊车提升吊耳,辅助钢包盖检修用。
钢包盖上耐火材料主要由三部分组成,底部10 〜20 m m 厚度的耐火材料、预制耐火材料、高铝低 水泥耐火材料。
底部耐火材料的作用主要是隔热保第!期王桂平,等:250 t 钢包全程加盖的设计分析37温,防止热量损失和钢结构部分变形,同时保护钢包 盖上的轴承不受热辐射。
预制耐火材料主要是安装 在钢包盖的四周,由于钢包盖在使用过程中(特别是 倒渣#周边耐火材料会与包口发生碰撞,所以对强 度有很高的要求,同时包口处耐火材料需要有防粘 性。