绣花机常见故障解决方法
电脑刺绣机简明维修手册
电脑刺绣机简明维修手册引言电脑刺绣机在现代生产中扮演着重要的角色,它能够以高效、精确的方式完成刺绣任务。
然而,由于各种原因,刺绣机可能会遇到一些故障和问题。
为了帮助用户快速解决这些问题,本手册提供了一些简明的维修指南。
请在遇到问题时仔细阅读本手册,并按照指导进行维修。
1. 电源问题1.1 电机不工作当电机不工作时,首先检查电源插头是否插紧。
确认插头连接正常后,检查电源开关是否打开,并且确认断路器是否跳闸。
如果以上步骤都正常,但电机仍然不工作,则建议联系专业技术人员进行更详细的检查与维修。
2. 刺绣质量问题2.1 刺绣杂乱当刺绣出现杂乱的情况时,首先检查刺绣线是否正确安装。
确保刺绣线没有缠绕或卡在刺绣机的任何部件中。
如果线正常,但问题依然存在,则需要检查刺绣机的针头是否松动或损坏。
如果是针头的问题,建议更换新的针头。
2.2 刺绣线断了当刺绣线频繁断裂时,首先检查刺绣线是否正确安装。
确保线路没有缠绕或卡在刺绣机上。
如果一切正常,请检查刺绣机的线路张力是否正确。
适当调整张力可以解决线断裂的问题。
此外,还要检查刺绣机的针眼是否损坏,如有损坏则需要更换。
3. 面板问题3.1 面板显示错误当面板显示错误时,首先检查面板连接线是否连接松动。
确认连接正常后,重启刺绣机,看是否问题解决。
如果问题仍然存在,建议联系专业技术人员进行更进一步的检查与维修。
4. 其他常见问题4.1 刺绣速度过慢当刺绣速度过慢时,首先请检查刺绣机的速度设置,确保设置正确。
如果设置正确,但速度依然太慢,则建议联系专业技术人员进行检查与维修。
4.2 刺绣跳针当刺绣机出现跳针的情况时,首先检查刺绣机是否有杂物或线头卡在针头周围。
清理刺绣区域,确保没有任何阻碍。
如果问题依然存在,请联系专业技术人员进行检查与维修。
结论电脑刺绣机的维修并不复杂,大多数常见问题都可以通过简单的方法解决。
然而,对于一些复杂的故障,建议联系专业技术人员进行更详细的检查与维修。
电脑绣花机维修教程

电脑绣花机维修教程机修必须配备工具上成的6角扳手一套。
8-1010-12扳手个需要一个。
35公分长中型一字螺丝刀《刀口1CM宽0.2-0.3厚度》最好带有吸铁功能。
20公分长十字螺丝刀一把十字头尽量小点。
老虎钳跟尖头钳各一把。
扳针杆扳手一把。
1毛线跟断线其实有很大的区别。
基本上旋数表面有毛刺《用最细沙皮打磨关滑》或者针位偏下了。
如果修了还是不行那就是旋数最大问题了。
注意对旋数的时候看下针是不是在针板中心如果已经倾斜到针板上那基本针板孔已经起毛了《对旋数之前些看下压脚有无变形或者起毛针有无顶到针杆最上端。
》这毛线断线怎么说么说简单也很简单说不简单也真的不简单。
靠自己平时去经历的。
2停车不到位置些去点动如果点动就OK了。
那我也不清楚什么问题我02电脑就是这问题如果点动还是不到位那用手摇下机器是否重。
如果机器发重看下刻度是否老是在这个度数发重或者摇不动那些把压脚全部压下来看看有无哪个机头压不动。
压不动的话就是滑块缺油卡死了。
如果发重但还是能转那就是机头里面缺油解决办法用手摸机架背后看看哪个发热。
摸不出来那只能让机器在运转仔细听声音去判断了。
3换色超时些用8号扳手转动换色机箱如果是卡死摇不动。
看下压脚跳线杆有无异常。
如果正常那用手压压每个机头压脚看看是滑块卡死不。
在不行用扳手前后多转动几次多用点力看看哪个机头有严重抖动现象。
如果能轻易转动换色箱那在用电脑在换次针位看下是否换色过头。
解决办法拆下换色箱旁边面板调整换色角度。
4跑花样车辆如果经常出现在相同位置跑花样看下框架周围有无露头螺丝或者看下框架碰到抬起的东西。
如果正常鄙视下框架看看有无变形如变形那就是变形底下导轨皮带牙齿已经变形。
嘘嘘可惜写的不好希望大家多包含。
在说几个小窍门1电磁铁收放强度不行去买瓶汽车化油器清洗剂喷下。
2如果某个机头只出现一个针位毛线其他针位好做的话不需要去对旋数。
检查旋数跟针间隙是否过大如果是那就用扳手板下针杆或者换新的真杆。
3移框换色速度慢在设定机器参数→主主转速及起针速度。
电脑绣花机维修教程
千里之行,始于足下。
电脑绣花机维修教程电脑绣花机是一种专业的绣花设备,虽然在操作上比较简单,但是在长时间使用的过程中,仍然会出现一些小故障。
这里我们为大家简单介绍几种常见的电脑绣花机故障及维修方法。
1. 电脑绣花机无法启动如果电脑绣花机无法启动,首先要检查电源线是否插紧、插头是否有松动或损坏。
如果电源线没有问题,可以尝试按下电脑绣花机上的复位按钮重新启动设备。
如果仍然无法启动,可能是电脑绣花机内部的电源供应模块损坏,需要找专业技术人员进行修理或更换。
2. 电脑绣花机不能正常绣花如果电脑绣花机不能正常绣花,可能是线路连接不良,或者线路老化导致接触不良。
首先检查线路连接是否牢固,并注意线路是否有老化、脱落等情况。
如果发现线路有问题,可以尝试更换线路或者重新焊接连接线。
另外,也有可能是绣花机的控制软件出现问题,可以尝试重新安装绣花机的控制软件。
3. 绣花线卡住或打结绣花线卡住或打结是电脑绣花机常见的故障之一。
首先要检查绣花线是否正确穿过绣花机的引线管道,尽量保持线材的平直,避免线材交叉或者打结。
另外,也可以尝试调整绣花机的张力调节装置,使绣花线的张力适中,避免绣花线卡住或打结。
4. 绣花图案出现模糊或错位如果电脑绣花机绣出的花样图案模糊或错位,可能是电脑绣花机的步进电机出现问题。
首先要检查电脑绣花机的步进电机是否正常工作,可以尝试更换第1页/共2页锲而不舍,金石可镂。
步进电机或者调整步进电机的步距。
另外,也有可能是绣花机的控制软件出现问题,可以尝试重新安装绣花机的控制软件。
5. 绣花机发出异常声音如果电脑绣花机在工作过程中发出异常的噪音,可能是绣花机的内部零件松动或磨损导致的。
首先要检查绣花机的零件连接是否紧固,如有松动,可以紧固连接螺丝。
如果问题依旧,可能是绣花机的零部件磨损严重,需要更换零部件。
这种情况建议找专业技术人员进行检修或维修。
以上仅为常见的电脑绣花机故障及维修方法介绍,由于电脑绣花机的复杂性和品牌的不同,具体的维修方法还需根据实际情况进行操作。
绣花机维修要点

绣花机维修要点关于绣花机压脚下的垫片垫多少的问题:压脚下的垫片到底多少为最佳,相信不少人都研究过,现在给出一点个人意见以供参考,如下图防止两个麻垫叠在一起,早成压脚联动。
解决方法(比如6针机器):用剪刀把压脚的垫片按2根针位一组用剪刀剪开,最好两边不项链,有点间隙就好,剪好后,你再开机看看,会有意想不到的效果:顺序不能颠倒,(由上到下),这样就算时间再长也不会两个麻垫叠在一起!关于剪线短和剪不断线的问题;剪线的问题一般分为,面线剪线短,底线剪线短,剪不断线。
剪线面线短:面线的长度和挑线簧的张力,线道的调节有很大关系,线道紧,挑线簧张力大,剪线面线就会短,所以剪线面线短可以通过以下方式调节:1.检查线道,挑线簧和旋钮不要过紧。
2.调节扣线叉的高度,往高调会使面线变长。
3,调节参数,开刀角度,合刀角度越大面线越长。
剪线底线短:.1检查合刀深度,合刀深度越浅底线越短。
2.检查扣线叉是否扣的太紧,底线的合适张力为:扣线叉扣上后用手可以拉的动底线。
如何处理电脑车切线后线头短针孔脱出首先从最简单的地方人手,看小夹线器是否压力过大。
小夹线器是控制线头长短的,如果压力过大,那么线头太短,第二次缝纫时,线头就会从针孔中脱出。
其次,切线电磁铁工作时,注意看一下大夹线器是否弹开。
如果没弹开,把大夹线器向里少推一点。
第三,注意查看切线凸轮的位置是否正确,这个地方出问题的可能性很大。
第四,看手轮是否安装正确,手轮处的传感器是否安装正确。
第五,如果是兄弟的电脑平车,或者是仿兄弟的电脑平车,注意看一下是否是动刀安装位置过于前端,也就是切线过早。
第六,如果是重机的机器,或者是仿重机的机器,注意定刀的安装位置是否是在最左面。
第七,注意挡线器是否压力过大。
第八,如是仿兄弟类电脑车,注意动刀的左侧是否有磨损。
这类机器中,有些易出现切线进动刀不复位。
如果动刀卡住,第二次起针时,机针会与动刀相碰,这样就会损坏机针和动刀的左侧。
当动刀左侧有伤痕时,切线时上线就不会顺利进入动刀的缺口处,造成上线过短。
绣花机维修资料
1、主轴电机异常2、无锁头脉冲3、走位4、换色超时5、剪刀不回位6、驱动电源故障7、处理器异常8、针位错误9、停车不到位 10、个别机头落杆 11、全部头落杆 12、部分钩刀不出刀 13、钩刀全不出刀 13、钩刀全不出刀 14、断线全部不检测 15、个别头报底线误检 16、个别头断线不检测 17、操作箱显示白屏 18、剪线后掉线或剪不断线 19、亮片电机全不升降 20、个别头不升降 21、个别头不出片或出两片 22、个别头绣做时掉片 23、断线原因及相应处理方法 24、断针原因及相应处理方法 25、跳针原因及相应处理方法 26、线迹松动原因及相应处理方法*1、主轴电机异常检查主板拨码开关是否与电机符合(即分为:滑差、伺服、变频)检查操作箱参数是否与主轴电机参数一致;伺服驱动器参数控制模式分子分母是否正确;检查针杆箱是否有机械卡死点。
检查外部输入电压是否正常,有无缺相,接线端是否松动;W、U、V是否接反;检查编码器:测量A相、B相、Z相对地测量信号是否正常;C4板故障主板故障*2、无锁头脉冲测量C8板上有无24V电源,没有检查F1(20V/10A或15A保险),如损坏更换;更换后继续损坏则检查C8板是否有短路现象;如果没有损坏则检查整流桥及其AC20V;检查从C4到C1板的扁平线插头是否松动;C4板故障;主板故障。
*3、走位检查驱动器110V—220V电压是否正常;检查步进电机线是否松动;推动绣框看X、Y向是否有机械卡死点;检查绣框是否有磨损,附属绣框轮是否有松动;检查步进电机锁紧母顶丝是否松动。
*4、换色超时检查电源线220V与正反转信号线是否反接;C4B板故障导致换色过冲、不到位或向一个方向运转直到卡死;电机开路或对地短路;针杆箱有机械卡死点;换色凸轮槽未安装在规定槽沟里,装配不当引起。
*5、剪刀不回位进系统测试剪刀能否开刀合刀;检查剪刀有无卡滞,电机扭距是否正常;检查有无信号输入输出。
*6、驱动电源故障查看驱动器里3A保险管是否击穿,电源输入稳压管是否短路;测量输入电压220V是否正常,正常值的10%左右,检查输入电压是否缺相、松动。
绣花机日常故障处理

绣花机日常故障处理(一)
有跳针的处理:
1、底面线张力太大==============合理调节压线板与梭皮的张力均匀即可 2、机针孔有快口割断===============调换机针
3、机针的粗细与绣花线不配======根据绣花线的粗细选择机针的粗细型号 4、旋梭勾尖发毛=================抛光旋梭勾尖或换旋梭
断线后不检测:
1. 首先要检查电脑参数中是否设置了断线检测.
2. 电脑参数中设置了断线检测,但所有机头断线后仍然不检测.
检查主板指示灯,91机型查D29, D30。 95机型查D16, D18。07机型查L35, L36。 08机型查XJIA, DXQD。 18/28机型查XIJA, DXQD。 在机器正常运转时D29, D16, L35, XIJA这些指示灯应闪动,D30, D18, L36应常亮,DXQD灯应闪动。
10、夹线板、夹线螺钉发毛===========用砂皮拉光
11、定位勾发毛================用砂皮拉光
12、定位勾与梭架缺口间隙不合理=======调节其间隙
13、面线松紧器夹线失灵============清除松紧器中的垃圾
14、机针槽方向不正==============调节机针槽方向使机长槽对准操作者
保养部件和润滑部位 油 类 间隔时间 备 注
(1) 挑线杆齿轮 2号白油 1周
(2) 大连杆及前后金属部 2号白油 1周
(3) 针杆座滑板导轨沟槽 黄油 1周 卸去针杆座面板
5、面线不润滑===================应用硅油润滑处理
6、梭子发毛使线受阻===============砂皮拉光或抛光发毛处
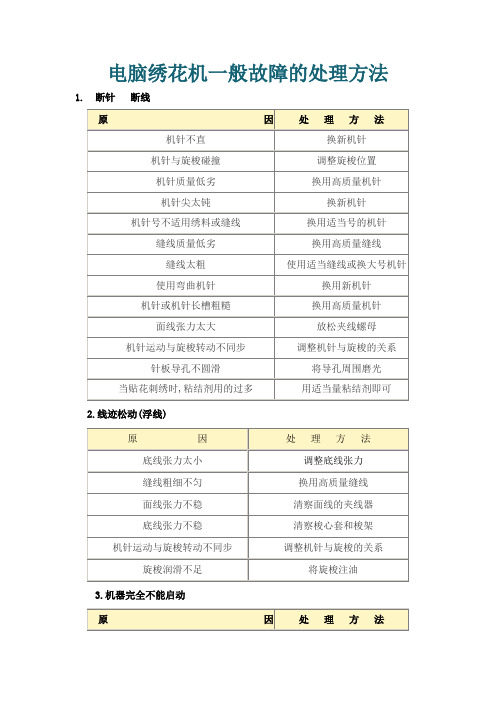
电脑绣花机一般故障的处理方法
主轴电机控制箱的接插器件接触不良
重新插好接插器件
4.线迹分离(跳针)
原因
处理方法
使用弯针
换用新针
机针号与缝线不符
使用适合缝线的机针
机针安装不当
正确安装机针
机针最低点太高或太低
调整机针与旋梭的关系
机针与梭钩尖间隔太大
整机针与旋梭的关系
机针移动与旋梭移动不同步
调整机针与旋梭的关系
梭钩尖太钝
旋梭润滑不足
将旋梭注油
3.机器完全不能启动
原因
处理方法
皮带松弛或断裂
重新张紧皮带或更换皮带
电源或电路用的保险丝熔断
确认好保险的电流额定安培数后调换
没有针位置检出信号或半转信号
用扳手把针位置调整到译码板上的下面两盏信号灯亮
框架超出绣区范围
把框移动到正常位置
驱动电源箱内的异常表示灯亮
清扫空气过滤网
控制箱内的接插器件接触不良
放松夹线螺母
机针运动与旋梭转动不同步
调整机针与旋梭的关系
针板导孔不圆滑
将导孔周围磨光
当贴花刺绣时,粘结剂用的过多
用适当量粘结剂即可
2.线迹松动(浮线)
原因
处理方法
底线张力太小
调整底线张力
缝线粗细不匀
换用高质量缝线
面线张力不稳
清察面线的夹线器
底线张力不稳
清察梭心套和梭架
机针运动与旋梭转动不同步
调整机针与旋梭的关系
电脑绣花机一般故障的处理方法
1.断针断线
原因
处理方法
机针不直
换新机针
机针与旋梭碰撞
调整旋梭位置
机针质量低劣
换用高质量机针
电脑绣花问题的简单解决方法(一)
电脑绣花问题的简单解决方法(一)当电脑绣花出现任何问题时的基本原则确保你的电脑绣花机的绣框能在各个方向灵活移动,且无任何杂物卡阻。
将底线和面线重新穿线。
面线断线试下重新穿线。
当重新穿线时,用手拉动电脑绣花线,确保绣花线在各处拉紧,且不会在任何地方有轻微的松弛、结圈。
然后,在你开始绣花前:如果你的绣花线撑是横向放置的,要确保绣花线不会从线筒上滑落- 为保险起见,使用随机器带来的线筒卡子(一种小塑料帽子)。
确保绣花线绝对不能绕上或碰到绣花线支架。
如果你的绣花线在某处能碰到- 那肯定要断线。
确保绣花线不会碰到线管的边上,当使用小“蘑菇”型线管(通常是275码包装)时,这种情况时常会发生。
这是在绣花线从线管上松开的那一刹那,“蘑菇”边挂住绣花线而使其无法顺利地松开,自然地,就发生了断线。
这是为什么很多的绣花厂讨厌使用小线管的原因,这就是很好的理由。
(“蘑菇”型线管就是我们通常所说的“喇叭”型线管)有两个方法可供选择,来解决这一问题:避免使用小“蘑菇”型线管。
如果可能,买那种好用的包装尺寸,即经济型包装- 1100码/只,它们从来不会出现这种恼人的“蘑菇”边。
如果你已经有一些小线管的线,并决定使用它们- 尝试使用立式线撑,并将面线调松一点。
你也可以使用分离的线撑,如果你有的话。
这能帮助你很好地供线,并避免与塑料线管边的摩擦。
如果你的设备没有立式线撑,且你也没有线架- 就考虑买普通线管的绣花线。
因为线架会花费你$50 - $100,而用这个钱,够你买很多的真正好的线管包装的绣花线。
确保你的绣花针适合于你的电脑绣花。
对通常的40wt 人造丝电脑绣花线和涤纶电脑绣花线80/12 的绣花针一般都能工作得很好。
而如果你使用金银线或粗面线- 尝试用合金绣花针。
它们有较大的针眼,并通常覆盖有特氟龙,以使粗的电脑绣花线能平滑地移动将电脑绣花线线头拿在手上,扯下几米,并用手指感觉,绣花线应该是平滑而没有阻涩打结。
如果不是这样- 再试着多扯一些绣花线,也许只在线管上某个地方有瑕疵。