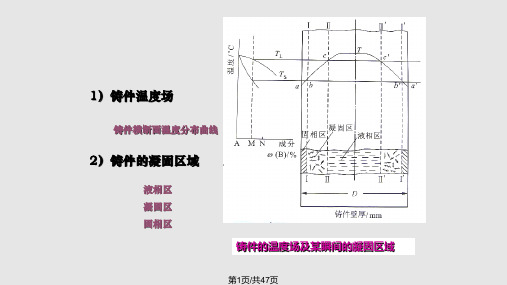
精确成型技术 第三讲液态成形原理
液态成型

液态成形原理第一章液态金属的结构和性质1.液态成形:是液态金属充满型腔并凝固后获得符合要求的毛坯或零件的工艺技术。
2.晶界粘滞流动:把金属加热到熔点附近时,离位原子数大为增加。
在外力的作用下,这些原子作定向运动,造成晶粒间的相对流动。
(金属的熔化是从晶界开始的)3.熔化潜热:在熔点温度的金属转变为同温度的液态金属时,金属要吸收大量的热量(金属由固态变为液态,体积膨胀约为3~5%)。
4.在熔点和过热度不大时,液态金属的结构是接近固态金属而远离气态金属的。
5.液态金属:是由各种成分的原子集团、游离原子、空穴、裂纹、杂质及气泡所组成的“混浊”液体。
6.粘度(粘滞性):在作相对运动的两流体层的接触面上,存在一对等值而反向的作用力来阻碍两相邻流体层作相对运动的性质。
7.粘滞性的本质:原子间结合力的大小。
8.粘度在材料成形过程中的影响。
A.对液态金属净化的影响-粘度↑杂质和气泡上升的速度↓B.对液态合金流动阻力的影响-粘度↑流动阻力↑C.对液态过程中液态合金对流的影响-粘度↑对流强度↓9.表面张力:液态金属表面有一个平行于表面且各向大小相等的张力。
10.影响表面张力的因素:A.熔点。
熔点↑原子间结合力↑表面张力↑B.温度。
温度↑表面张力↓(但对铁碳合金、铜合金,温度↑表面张力↑)C.溶质原子表面活性元素,使表面张力↓非表面活性元素,使表面张力↑11.充型能力mold-filling capacity:液态金属充满铸型型腔,获得形状完整、轮廓清晰的铸件的能力(充型能力是外因(铸型)和内因(流动性)的共同结果) 12.液态金属的流动性:液态金属本身的流动能力。
第二章 液态金属的结晶形核1. 液态金属的凝固是一个体系自由能降低的自发过程。
它的驱动力是由过冷度提供。
2. 过冷度:ΔT=T m -T (T m :熔点)3. 均质生核homogeneous nucleation :依靠液态金属内部自身结构自发地形核过程。
第一章 液态成形概述

13
青铜文化
司母戊鼎,1939年安阳武 官村出土,高133厘米,重 833千克,是中国目前发现 最重的青铜器。据估计, 铸造这样大型青铜器,需 300多人同时工作。
司 母 戊 鼎14
青铜文化
豕尊
司母辛觥
15
春秋晚期越国青铜兵器 出土于湖北江陵楚墓 长55.7厘米 剑锷锋芒犀利 锋能割断头发
湖北江陵楚墓出土越王勾践宝剑
度不等,最厚处185毫米, 最薄处94毫米,重约46吨。 钟体内外遍铸经文,共 22.7万字。铜钟合金成分 为:铜80.54%、锡16.40 %、铝1.12%,为泥范铸 造。
18
铁器时代(Iron Age)
湖南长沙砂子塘战国凹形铁锄
中国古代铁器中带有球状石墨的金相组织
19
现代铸造
我国已成功地生产出了世界上最大的轧 钢机机架铸钢件(重410t)和长江三峡 电站巨型水轮机的特大型铸件
20
感受铸造
21
22
23
24
25
砂型sand mould铸造工艺流程图
型砂molding sand配制造型砂型干燥 工装准备炉料准备合金冶炼 芯砂core sand配制造芯core making型芯干燥
合型浇注凝固冷却 落砂shakeout 清理cleaning 铸件检验入库
件。
4
实质:液态金属(或合金)充填铸型型腔并在其中
凝固和冷却。
砂型铸造概略图
5
铸造历史——中国古代三大铸造技术
在我国古代金属加工工艺中,铸造占着突出的地位,具有
广泛的社会影响,像“模范”、“陶冶”、“熔铸”、“就范”
等习语,就是沿用了铸造业的术语。劳动人民通过世代相传的
第三章 液态成形过程的传热

33
第三节 铸件凝固时间的确定
实验法
两种方法:测温法和残余液体倾出法
有限元法 : 有限元法是根据变分原理来求解热传导问题微分方程的一 种数值计算方法。有限元法的解题步骤是先将连续求解域分割为有限 个单元 组成的离散化模型,再用变分原理将各单元内的热传导方程转 化为等价的线性方程组,最后求解全域内的总体合成矩阵。
16
17
第二节 铸件凝固温度场
研究温度场的方法三
测温法
τ(2 ──凝固时间( min); - 17) V──铸件体积(cm3); S──铸件散热表面积(cm2),
令
K
R V1 1 2 K2 S K
(2 - 21)
R──铸件折算厚度(cm) K──凝固系数(cm/min1/2)
当铸件合金、铸型和浇注条件确定之后,铸件凝固时 间取决于铸件体积与散热表面积之比 ,即折算厚度 (模数)。由于考虑了铸件结构形状的影响,计算值 更接近实际,是对“平方根定律”的发展。
2.铸型性质的影响
铸型的吸热速度越大,则铸件的凝固速度越大,断面的温度场的梯度也 就越大。
(1)铸型的蓄热系数b2
b2越大,冷却能力强,铸件中的gradt越大
(2)铸型的预热温度:
铸型温度上升,冷却作用小 ,gradt下降 熔模铸造的型壳预热至600~800℃, 金属型加热至200~400℃,提高铸 件精度减少热裂。
6
2.铸件在金属型中冷却 (1)铸件的冷却和铸型的加热 都不十分激烈。 在这种系统中,大部分温 度降在中间层上,当金属型 的铸型工作表面涂有较厚的 涂料时,就属此种情况。 特点:铸件断面上的温 差和铸型断面上的温差与中 间层的温差相比,可忽略不 计。可以认为,铸件和铸型 断面上的温度分布实际上是 均匀的,传热过程主要取决 于涂料层的热物理参数。
金属的液态成形原理资料PPT课件
合金成分和温度
铸件的收缩
铸型、型芯条件
铸件结构
第23页/共47页
常用铸造合金的收缩率
合• 金铸造合含金从碳浇量注,凝固浇直注到至冷却液到态室温的过凝程固中,其体固积或态尺寸缩总减收的现缩 种类象,称(为收%缩)。收缩是温铸度件产生缩收孔缩、缩松、收裂缩纹、变形收的根缩源。 (%)
• 液态收缩
铸造• 碳钢•
(1)这是由于薄壁铸件的铸型冷却作用强,薄壁断面温 度梯度大,倾向于逐层凝固。因此收缩小的灰铸铁可消除 缩孔,获得致密铸件;而收缩较大的薄壁铸钢、有色合金 铸件会出现轴线缩松,但其表层组织致密。
第34页/共47页
(2)锡青铜,铝硅合金等凝固温度范围较宽的合金,倾 向于糊状凝固,用顺序凝固也难以消除缩松,采用 冷铁(或金属型铸造)及同时凝固原则,可保证其 表层组织致密。
1、合金的收缩 液态合金从浇注温度至凝固冷却到室温的过程中,体
积和尺寸减少的现象---.是铸件许多缺陷(缩孔,缩松, 裂纹,变形,残余应力)产生的基本原因.
收缩的几个阶段 1) 液态收缩(T浇 — T液) : 从金属液浇入铸型到开始 凝固之前. 液态收缩减少的体积与浇注温度至开始凝 固的温度的温差成正比. 2) 凝固收缩(T液 — T固): 从凝固开始到凝固完毕. 同一类合金,凝固温度范围大者,凝固体积收缩率大.如 : 35钢,体积收缩率3.0%, 45钢 4.3%。 3) 固态收缩(T固 — T室) : 凝固以后到常温. 固态 体积收缩直观表现为铸件各方向线尺寸的缩小,影响 铸件尺寸精度及形状的准确性,故用线收缩率表示.
铸件内部就发生内应力,即铸造应力。内应力是铸 件
产生变形和裂纹的基本原因。
按阻碍收缩的原因分为:
1)热应力
金属液态成形教学课件.

三种凝固方式示意图
铸件质量与其凝固方式密切相关。一般,逐层凝 固时,合金的充型能力强,便于防止缩孔和缩松;糊 状凝固,则难以获得结晶紧密的铸件。
影响凝固方式的因素
• 合金的结晶温度范围 合金的结晶温度范围愈小, 凝固区愈窄,愈倾向于逐层凝 固;反之,则倾向于逐层凝固。 铸件的温度梯度 当合金成分已确定,凝固 区的宽窄,取决于其内外层的 温度梯度。铸件的温度梯度愈 大,凝固区愈窄,愈倾向于逐 层凝固。铸件的温度梯度愈小 , 凝固区愈宽,愈倾向于糊 状凝固。
合金的总收缩为上述三种收缩的总和。其中 液态收缩和凝固收缩形成铸件的缩孔和缩松,固 态收缩使铸件产生内应力、变形和裂纹。
合金的收缩量可用体收缩率和线收缩率来表示。 体收缩率:单位体积的变化量。 线收缩率:单位长度的变化量。
• 液态收缩时,合金从浇注温 度冷却到液相线温度。(体 收缩) • 凝固收缩时,合金从液相线 温度冷却到固相线温度。 (体收缩) • 固态收缩时,合金从固相线 温度冷却到室温。 (线收缩)
• 同时凝固原则适用于收缩小或壁厚均匀的薄壁铸件,采用同时凝 固原则,铸件热应力小,但在铸件中心往往产生缩松。
• 对结构复杂的铸件,既要避免产生缩孔和缩松,又要减小热应力, 防止变形和裂纹,这两种凝固原则可同时采用。
• 合理应用冒口、冷铁等工艺措施 冒口一般设置在铸件厚 壁和热节部位,尺寸应保证 比补缩部位晚凝固,并有足 够的金属液供给,形状多为 园柱形。 冷铁通常是用铸铁、钢 和铜等金属材料制成的激冷 物,与冒口配合,可扩大冒 口的有效补缩距离。
防止措施:使芯撑、冷铁表面保持干燥,无油无 锈。
1.合金的流动性
(1)慨念: 指液态金属的流 动能力,在铸造过程中即表现 为液态金属充填铸型的能力。 合金流动性的大小,通常以螺 旋形试样的长度来衡量。
液态成形概述
注意2个过程: (1)充填型腔; (2)凝固冷却
金属液态成型
定义:所谓金属液态成型,即铸造,casting, 是将金属加热到液态,使其具有流动性,然后 浇入到具有一定形状的型腔的铸型中,液态金 属在重力场或外力场的作用下充满型腔,冷却 并凝固成具有型腔形状的铸件。
实质:液态金属(或合金)充填铸型型腔并在其中
复合材料制备)
现代铸造
我国已成功地生产出了世界上最大的轧
钢机机架铸钢件(重410t)和长江三峡 电站巨型水轮机的特大型铸件
感受铸造
砂型sand mould铸造工艺流程图
型砂molding sand配制造型砂型干燥 工装准备炉料准备合金冶炼 芯砂core sand配制造芯core making型芯干燥
青铜文化
司母辛觥
豕尊
春秋晚期越国青铜兵器 出土于湖北江陵楚墓
长55.7厘米
剑锷锋芒犀利
锋能割断头发
湖北江陵楚墓出土越王勾践宝剑
三星堆
立人像铸于商代晚期,人像
高172厘米,底座高90厘米, 通高262厘米,是世界上最 大的青铜立人像,被尊称为 “世界铜像之王”。
突目面具铸于商代晚期,原
件高64.5厘米,宽138厘米, 眼球柱状外突长达13.5厘米, 其造型在世界上亦属首见。
第一篇 液态成形原理
第一章 概述
第二章 液态金属的结构与性质 第三章 液态成形过程的传热
第章 液态金属的结晶
第五章 铸件凝固组织的形成及控制
第六章 铸件中缺陷及其控制
第一章
液态材料 浇注 铸型模腔
概述
凝固 固态毛坯
金属的铸造工艺
陶瓷的注浆成形
塑料的注射成形
金属液态成形工艺原理

H0
P杯
v杯2 2g
0
P腔
v内2 2g
hi (2 - 1)
1. 充填下半型 设充填下半型时需要金属液m1,充填时间为t1。 以浇口杯液面和内浇道出口建立伯努利方程(能量方程):
H0
P杯
v杯2 2g
0
P腔
v内2 2g
hi
式中:
P杯 —— 浇口杯液面压力 P腔 —— 型腔内的液面压力 v杯 —— 浇口杯液面金属流动速度 v内 —— 内浇口出口金属流动速度 hi —— 浇注系统中某段的流体压头损失
§2.2 液态金属充型过程的水力学计算
三、计算结果
计算条件: a. 浇注系统为充满流动
封闭式浇注系统; 对于开放式的型腔液面要淹过内浇道。
b. 浇口杯液面保持不变
c. 型腔内压力与外界相同,即砂型透气性要好,有排气孔
1. 充填下半型 设充填下半型时需要金属液m1,充填时间为t1。 以浇口杯液面和内浇道出口建立伯努利方程(能量方程):
γ —— 重度(=ρg)
2. 充填上半型 设充填上半型时需要金属液m2,充填时间为t2。 以浇口杯液面和内浇道出口建立伯努利方程:
H0
P杯
v杯2 2g
0
P内
v内2 2g
hi
3. 充填整个铸型
设充填时需要金属液m,充填时间为t,则
m
F内 t 2gH均
式中 m为充填铸型所需金属液; t为充填时间; 为流量系数; H均为充型平均静压头。
学的规律在一定程度上也适用于液态金属的流动过程。
§2.2 液态金属充型过程的水力学计算 一、浇注系统的结构
§2.2 液态金属充型过程的水力学计算
一、浇注系统的结构
浇注系统:引导金属液进入和充满型腔的一系列通道。
液态成型原理

平面生长
树枝状晶体生长示意图
第一章:凝固理论基础
1.4 晶体的长大
1.4.3.1 液-固界面前沿液相中的温度梯度 •正温度梯度:液相中,距液-固界面越远,温度越高。 •负温度梯度:液相中,距液-固界面越远,温度越低。 固
液
第一章:凝固理论基础
1.4 晶体的长大
1.4.3.2 平面状长大形态
1.3 晶体的长大
1.4 单向合金的凝固
1.5 多项合金的凝固
第一章:凝固理论基础
1.1 液态金属的结晶
物质从液态到固态的转变过程。若凝固后的物质 为晶体,则称之为结晶。金属及其合金都是晶体, 所以它们的凝固过程就是结晶。 凝固过程影响后续工艺性能、使用性能和寿命。 凝固是相变过程,可为其它相变的研究提供基础。 金属冶炼、铸造、焊接工艺过程就是结晶过程。
属间化合物成分的合金,潜热的影响较大;而对于宽结晶温度范围的
合金,潜热对流动性影响不大。
合金液的粘度
第三章:液态金属凝固热力学和动力学
3.1 液态金属凝固热力学
一、液体金属凝固热力学条件 △Gv=Gl-Gs=(HL-TSL)-(Hs-TSs) =(HL-Hs)-T(SL-Ss)=L-T △S 在Tm点: △Gv=L-Tm △S=0 △S= L/Tm △Gv=L △T/Tm 过冷现象 (1)过冷:金属的实际结晶温度总是低于 其理论结晶温度的现象。
表面上成核的过程。 (凝固形核的主要方式)
形核方式:均匀形核,非均匀形核
第一章:凝固理论基础
1.1 液态金属的结晶 1.1.2 结晶热力学
液态金属结晶的动力:过冷度
液态金属结晶的阻力:形成新的界面 热力学能障:由被迫处于高自由能过度状态下的
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
浇注条件方面的影响因素:
➢ 浇注温度 ➢ 充型压头 ➢ 浇注系统结构
怎样影响? 为什么?
液态金属的充型能力
充型能力对铸件质量的影响:
充型能力不足
浇不足
冷隔
夹砂 气孔
夹渣
液态金属的凝固方式
液态金属的凝固方式
➢ 金属凝固方式:逐层凝固
怎样影响? 为什么?
体积凝固(糊状凝固) 中间凝固
➢ 金属凝固方式与铸件质量的关系
思考题
➢ 冷却速度怎样影响合金流动性? ➢ 什么是导热系数,导热系数怎样影响合金流动
性?
➢ 解释铸型蓄热系数b2 c222 的物理意义,
b2怎样影响合金流动性? ➢ 铸型温度怎样影响合金流动性? ➢ 铸型发气量怎样影响合金流动性?
思考题
➢ 什么是铸件折算厚度?折算厚度怎样影响合 金流动性?
➢ 什么是逐层凝固 、中间凝固和体积凝固,什 么样的合金分别倾向于逐层凝固 、中间凝固 和体积凝固?
书上思考与练习
➢ 试述液态金属充型能力与流动性之间在概念上 的区别,并举例说明。
➢ 在影响充型能力的诸多因素中,哪些是可控的, 哪些是不可控的?
➢ 铸件形成过程中,合金收缩要经历哪几个阶段? 各有什么特点?阐述铸件收缩与合金收缩的区 别与联系。
➢ 缩孔与缩松的形成原因和形成条件有何异同?
书上思考与练习
《材料精确成形技术》 第三讲
液态成形原理
➢液态金属的充型能力 ➢液态金属的凝固方式 ➢液态金属充型后的收缩 ➢铸件凝固原则
液态金属的充型能力
液态金属充满铸型型腔,获得尺寸精确、轮 廓清晰的成形件的能力。
影响因素 ➢ 金属流动性:合金成分、杂质含量、热
物理性质 ➢ 外界条件: 铸型条件、浇注条件、铸件
作业题
➢ 为提高液态金属充型能力,在合金方面可采取 哪些措施?
➢ 为提高液态金属充型能力,在浇注方面可采取 哪些措施?
➢ 在化学成分基本相同的情况下,为什么球墨铸 铁的凝固温度范围比灰铸铁宽而倾向于体积凝 固方式?
思考题
➢ 比较灰铸铁与铸造碳钢的流动性 ➢ 读懂螺旋形流动性试样图。指认浇口杯、直浇
道、试样。 A-A剖视图表示的是什么? 浇口杯中的堤坝起什么作用?应该怎样浇注? (方向、时间、高度)
思考题
➢ 合金成分怎样影响合金流动性? ➢ 浇注温度怎样影响合金流动性? ➢ 杂质含量怎样影响合金流动性? ➢ 什么是结晶潜热,结晶潜热怎样影响合金流动性? ➢ 什么是比热容,比热容怎样影响合金流动性? ➢ 密度怎样影响合金流动性?
➢ 对同一种合金的铸件,缩孔与缩松有时会发生 转化,试分析哪些因素将起作用。
➢ 在内浇口附近采用冷铁激冷,是否有利于游离 晶的产生?为什么?
➢ 欲获得细等轴晶,工艺上应采用哪些措施?
液态金属的凝固方式
灰铸铁和球墨铸铁的凝固
液态金属充型后的收缩
➢ 液态收缩 ➢ 凝固收缩 ➢ 固态收缩
➢ 自由收缩 ➢ 受阻收缩
➢ 体收缩率 ➢ 线收缩率
V
V0 V1 V0
100% V t0
t1 100%
l
l0 l1 l0
100%
l t0
t1 100%
液态金属充型后的收缩
收缩对铸件质量的影响:
结构
液态金属的充型能力
➢ 螺旋形试样
液态金属的充型能力
金属性质方面的影响因素: ➢ 合金成分 ➢ 杂质含量 ➢ 结晶潜热 ➢ 比热容、密度、导热系
数
怎样影响? 为什么?
液态金属的充型能力
铸型方面的影响因素: ➢ 蓄热系数 ➢ 温度 ➢ 气体 ➢ 铸件折算厚度 ➢ 复杂程度怎样影Leabharlann ? 为什么?液态金属的充型能力
收缩率大
缩孔
缩松
热裂
冷裂
变形
液态金属充型后的收缩
液态金属充型后的收缩
液态金属充型后的收缩
液态金属充型后的收缩
液态金属充型后的收缩
液态金属充型后的收缩
铸件的凝固原则
➢ 顺序凝固:铸件远离冒口的部位先凝固,然后 是靠近冒口的部位凝固,最后才是冒口本身凝 固。
➢ 同时凝固:铸件各部位凝固开始及结束的时间 相同或相近,无先后的差异及明显的方向性。
➢ 均衡凝固:利用膨胀和收缩动态叠加进行自补 缩。
顺序凝固
同时凝固
均衡凝固
铸件的凝固原则
➢ 顺序凝固:铜合金、铝合金、铸钢、白 口铸铁等
➢ 同时凝固:均匀薄壁件、结晶温度范围 大的铸件、热裂和变形大的铸件
➢ 均衡凝固:主要是有石墨析出的灰口铸 铁
铸件凝固组织
查阅资料
了解: ➢ 铸造铁合金的热处理工艺及其目的。