蓄热式燃烧嘴的设计
高速型热处理用蓄热式烧嘴简介
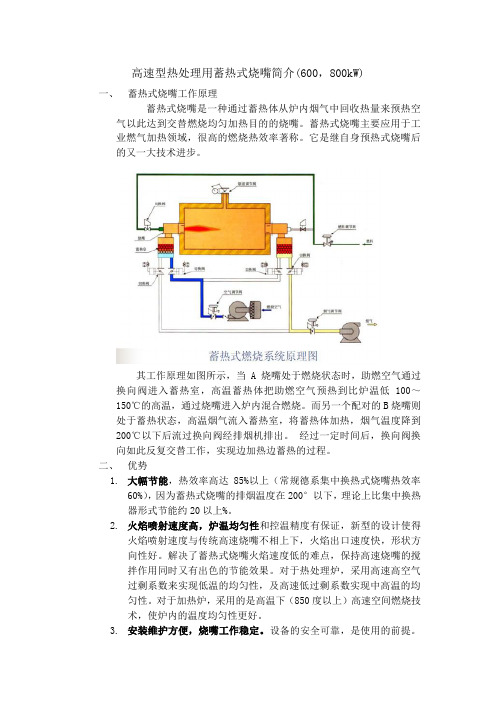
高速型热处理用蓄热式烧嘴简介(600,800kW)一、蓄热式烧嘴工作原理蓄热式烧嘴是一种通过蓄热体从炉内烟气中回收热量来预热空气以此达到交替燃烧均匀加热目的的烧嘴。
蓄热式烧嘴主要应用于工业燃气加热领域,很高的燃烧热效率著称。
它是继自身预热式烧嘴后的又一大技术进步。
其工作原理如图所示,当A烧嘴处于燃烧状态时,助燃空气通过换向阀进入蓄热室,高温蓄热体把助燃空气预热到比炉温低100~150℃的高温,通过烧嘴进入炉内混合燃烧。
而另一个配对的B烧嘴则处于蓄热状态,高温烟气流入蓄热室,将蓄热体加热,烟气温度降到200℃以下后流过换向阀经排烟机排出。
经过一定时间后,换向阀换向如此反复交替工作,实现边加热边蓄热的过程。
二、优势1.大幅节能,热效率高达85%以上(常规德系集中换热式烧嘴热效率60%),因为蓄热式烧嘴的排烟温度在200°以下,理论上比集中换热器形式节能约20以上%。
2.火焰喷射速度高,炉温均匀性和控温精度有保证,新型的设计使得火焰喷射速度与传统高速烧嘴不相上下,火焰出口速度快,形状方向性好。
解决了蓄热式烧嘴火焰速度低的难点,保持高速烧嘴的搅拌作用同时又有出色的节能效果。
对于热处理炉,采用高速高空气过剩系数来实现低温的均匀性,及高速低过剩系数实现中高温的均匀性。
对于加热炉,采用的是高温下(850度以上)高速空间燃烧技术,使炉内的温度均匀性更好。
3.安装维护方便,烧嘴工作稳定。
设备的安全可靠,是使用的前提。
常规烧嘴的使用已有100多年的历史,现代蓄热式的烧嘴的使用,也有30多年的历史。
随着近十年蓄热体及阀门技术的发展,蓄热式烧嘴,安全可靠性大幅提高。
维护方便性上,已接近常规烧嘴。
已经在多个用户成功使用。
4.低氮氧化物排放,应用了国际前沿的低NOx技术。
NOx排放低,并且受炉温的影响小。
炉温1000度,NOx排放低于国家标准(NOx≦300mg/㎥)。
远远低于传统烧嘴的NOx排放。
5.极高的成本回报,根据节能数据与投资可计算多久可收回成本。
钢铁行业蓄热式燃烧技术规范
《钢铁行业蓄热式燃烧技术规范》行业标准编制说明一工作简况1任务来源根据工信部工信厅科[2009]104号“关于印发2009年第一批行业标准制修订计划的通知”中规定,由冶金工业信息标准研究院负责组织制定《钢铁行业蓄热式燃烧技术规范》行业标准。
本项是根据国家节能减排精神和钢铁行业结构调研的要求,2009年初由中国钢铁工业协会提出有关蓄热式燃烧技术推广和市场准入的标准项目并提交上级主管部门立项。
2 工作过程2.1开展的阶段工作立项批准后,由冶金工业信息标准研究院牵头组织专家走访有关生产、设计、使用、施工等单位,了解国内蓄热式燃烧技术应用情况,同时收集国外有关技术资料及应用情况,并成立了标准起草小组,这些工作都为制定标准打下基础。
2009年元月至2009年6月底开展国内外调研和收集工作;2009年7月8日召开标准工作组第一次工作会,讨论标准初稿,并确定工作分工;2009年7月13日发出160多份关于对钢铁行业蓄热式燃烧技术应用情况调查表,现回32份意见.2009年8月13日在收集整理国内生产应用调查的基础上,召开第二次标准工作组会议,修正并讨论标准稿。
2.2国内外情况调研从国内外蓄热式燃烧技术发展看,早在1858年出现了蓄热式回收余热装置,1950’S 考贝尔和西门子发明了炼铁炉和炼钢炉的蓄热室,而后广泛应用于热风炉和焦炉等回收烟气余热来预热空气,但由于体积庞大,蓄热体厚,换向时间长,预热温度波动大,热回收率低,无法推广应用。
直到80年代,英国燃气公司(British Gas)开发了蓄热式烧嘴,同时期,在欧洲出现的一种以陶瓷球为载体介体的蓄热式回收废热系统,1984年英国Hotwork和British Gas 公司推出的紧凑型蓄热室,均使得燃烧空气预热温度可以在工业生产条件下,稳定地达到1000℃,称为RCB型烧嘴(Regenerative Ceramic Burner),主要特点是将燃烧器与蓄热室余热回收装置结合一体,介质预热温度比金属换热器高许多。
自身蓄热烧嘴的开发
蓄热式烧嘴自身蓄热烧嘴的开发1 自身蓄热烧嘴的开发近年来要是提到节能,几乎都要说到蓄热式烧嘴,它的高热效率已为同行业人士所深知。
但是,目前只有很少的一部分炉子采用此项技术。
因为不景气要考虑减少设备投资固然是重要因素,最主要的想来还是造价高。
现有的蓄热式烧嘴系统是两个烧嘴作为一组,每个烧嘴隔几十秒切换燃烧一次,即所谓双子式烧嘴系统。
两个烧嘴需要6个换向阀,还要两套安全装置,这样造价就上去了;此外,两个烧嘴还需要用配管联结,复杂的配管也增加了成本。
其次要考虑的因素是蓄热部分的尺寸较大,增大了烧嘴本体的尺寸,难以设置在小型炉子上。
我公司考虑到这些问题妨碍了蓄热式烧嘴的推广,于是着手开发能满足低造价、单一、紧凑、低NOx等要求的燃烧系统,结果可以在一个烧嘴内完成蓄热燃烧,终于实现了自身蓄热烧嘴系统。
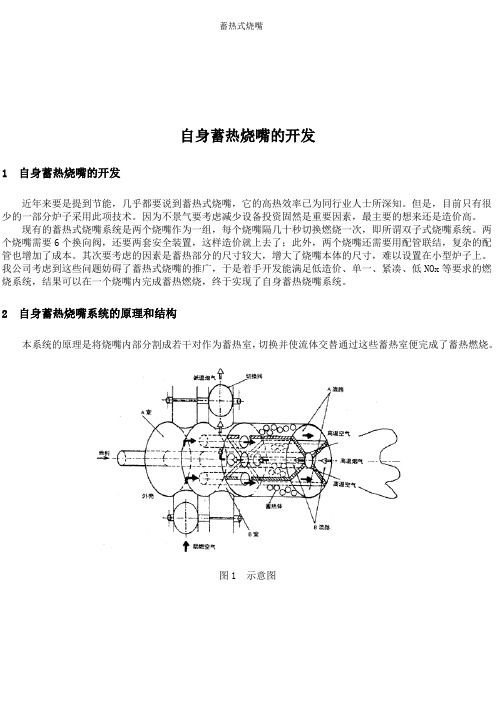
2 自身蓄热烧嘴系统的原理和结构本系统的原理是将烧嘴内部分割成若干对作为蓄热室,切换并使流体交替通过这些蓄热室便完成了蓄热燃烧。
图1 示意图图2 示意图图1和图2是基本的示意图。
其结构是:中心部位供应燃料,烧嘴本体内部划分成A、B两部分。
每一部分都有空气入口和烟气出口,各接口配切换阀。
蓄热体分割成4部分并互相隔离。
A室和A流路的两个蓄热室联结,B 室和B流路的蓄热室联结。
图1上A室的助燃空气入口和B室的烟气出口处切换阀开着,其他的切换阀关闭,流体的流动过程是助燃空气从A室进入,通过A流路的两个蓄热室变成高温空气,和燃料混合后燃烧。
烟气在炉内循环后回到烧嘴,进入B流路的蓄热室成为低温烟气,从B室排出。
经十余秒后切换阀的位置如图2所示,现在助燃空气通过B室从B流路的蓄热室出来进入炉内,再经A流路的蓄热室从A室排出。
这样反复进行就能在一个烧嘴内完成蓄热燃烧。
应用此项原理制造的商品就是SRB型自身蓄热烧嘴系统。
图3和图4是构造图并表示了流体的流动方向。
烧嘴由下列部件组成:烧嘴喷管、供气侧和排气侧的切换阀、本体、蓄热体、端面板和烧嘴砖。
RTO蓄热式燃烧介绍及设计一般规定

RTO蓄热式燃烧介绍及设计一般规定RTO蓄热式燃烧介绍及设计规定在废气治理设备的设计中,应考虑留出一定的设计余量,根据各个厂家的实际设计经验和专家意见,治理设备设计风量的余量宜≥5%。
RTO的净化效率非常高,多室和旋转式RTO可以达到98%以上。
但是,两室RTO在换向阀切换时会产生一定的废气逃逸,虽然时间很短(一般只有几秒钟),但会造成排口浓度的瞬时升高,从而降低平均净化效率。
因此,两室RTO的处理效率在95%左右。
规定两室RTO的净化效率一般不宜低于95%,多室和旋转式RTO的净化效率一般不宜低于98%。
根据调研,国内现有的RTO设计热回收效率一般为95%。
但是,实地调研、测试和相关技术人员沟通交流表明,一般很难达到这一标准,一般在90%左右。
因此,规定热回收效率一般不低于90%。
工艺路线选择废气组成、温度、压力、污染物的性质、污染物的含量和废气流量等参数是进行蓄热燃烧法治理工艺路线选择的基本因素。
因此,蓄热燃烧法治理工艺路线应通过对废气的组成、温度、压力、污染等情况的分析而选择。
RTO可分为固定式和旋转式。
前者又可根据蓄热体床层的数量分为两室或多室。
旋转式RTO的蓄热体是固定的,利用旋转式气体分配器来改变进入蓄热体气流的方向,其外形大多呈圆筒状。
下面分别对其工艺原理进行介绍。
两室RTO系统工作原理为含VOCs的有机废气进入RTO 系统后,首先进入蓄热室一(该蓄热室已被前一个循环的净化气加热),废气从蓄热室一吸收热量使温度升高,然后进入燃烧室,VOCs在燃烧室内被氧化为二氧化碳和水,废气从而得到净化。
燃烧后的高温净化气离开燃烧室,进入另一个冷的蓄热室二,该蓄热室从净化的烟气中吸收热量,并储存起来(用来预热下一个阶段进入系统的有机废气),并使净化烟气的温度降低。
经过一段设定的时间,进入该周期的第二阶段,气体流动方向逆转,有机废气从蓄热室二进入系统,净化气体从蓄热室一排出。
气流流向在周期内改变两次,蓄热室也不断地吸收和放出热量,实现了高效热能回收,热回收率可达90%以上。
蓄热式烧嘴 2
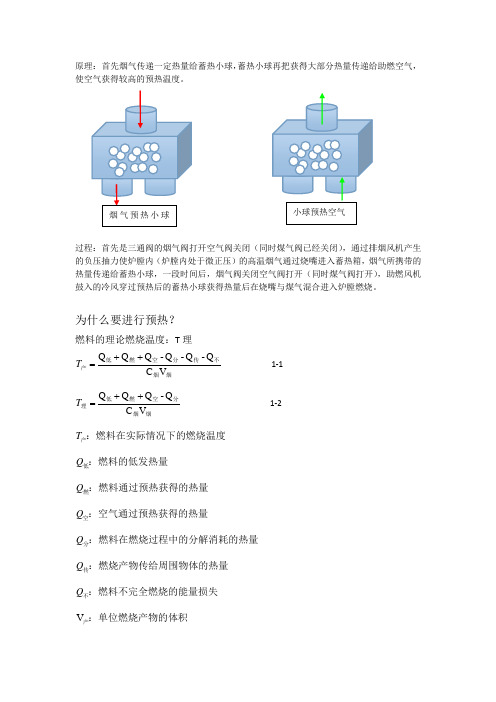
原理: 首先烟气传递一定热量给蓄热小球,蓄热小球再把获得大部分热量传递给助燃空气,使空气获得较高的预热温度。
过程:首先是三通阀的烟气阀打开空气阀关闭(同时煤气阀已经关闭),通过排烟风机产生的负压抽力使炉膛内(炉膛内处于微正压)的高温烟气通过烧嘴进入蓄热箱,烟气所携带的热量传递给蓄热小球,一段时间后,烟气阀关闭空气阀打开(同时煤气阀打开),助燃风机鼓入的冷风穿过预热后的蓄热小球获得热量后在烧嘴与煤气混合进入炉膛燃烧。
为什么要进行预热?燃料的理论燃烧温度:T 理烟烟不传分空燃低产V C Q -Q -Q -Q Q Q ++=T 1-1 烟烟分空燃低理V C Q -Q Q Q ++=T 1-2 燃烧温度:燃料在实际情况下的产T:燃料的低发热量低Q热量:燃料通过预热获得的燃Q热量:空气通过预热获得的空Q分解消耗的热量:燃料在燃烧过程中的分Q体的热量:燃烧产物传给周围物传Q量损失:燃料不完全燃烧的能不Q:单位燃烧产物的体积产V:燃烧产物的比热容产C公式:1-1为燃料在实际情况下燃烧温度计算,通过公式我们可以看到Q 传和Q 不这两个参数对于不同的加热炉是很难确定的。
所以我们假设燃料在绝热系统中燃烧(Q 传=0),并且完全燃烧(Q 不=0),所以得出公式:1-2,也就是理论燃烧温度的计算公式。
根据碳氢化合物燃料燃烧产物的热分解程度:(见下表)2250的加热炉炉温一般不会超过C o1300,所以1-2的Q 分也可忽略不计,得到 烟烟空燃低理V C Q Q Q ++=T 1-3空空空空T C V =Q所以空气的预热温度越高对理论燃烧温度的提高是成正比的。
以上讨论的均是烧嘴以蓄热模式的加热方式,蓄热烧嘴也可以像普通烧嘴一样进行常规燃烧和其他烧嘴不具有的空转模式。
这里常规模式不做讨论,只是对空转模式阐述个人观点:空转模式即煤气阀关闭,空气阀和烟气阀等间隔开闭,下面我们取加热炉的某一段进行简单的分析:物料平衡:11-++=+xs x a V V V V 假设:x V 不变管路沿程损失计算:g u K d l h w 22⎪⎭⎫ ⎝⎛+=∑λ。
不同形式的蓄热烧嘴在加热炉上的应用分析

不同形式的蓄热烧嘴在加热炉上的应用分析[摘要]:随着蓄热式技术的发展,烧嘴型燃烧方式越来越多的得到使用单位的认可。
但在加热炉使用后期,蓄热烧嘴型式对加热炉的影响是十分显著的,不同的蓄热烧嘴形式对加热炉运行造成了不同程度的影响,针对这一问题,通过对比的形式分析了三种不同蓄热烧嘴的应用,最终得到了适应加热炉发展的最有利的蓄热烧嘴形式。
[关键词]:蓄热烧嘴加热炉应用中图分类号:tg155.1+2 文献标识码:tg 文章编号:1009-914x(2012)26- 0625 -011、前言近年来加热炉的发展逐渐走向大型化、自动化,其各项技术日趋成熟,然而随着产能的不断扩大,对加热炉的使用也是趋于大产能化,这样一来,在加热炉使用后期,加热炉各个部件的问题越来越大,直接制约着加热炉的生产和整条轧线的产能。
蓄热式烧嘴是燃烧系统的关键部位,合理的燃烧组织有赖于此。
在燃烧组织上,蓄热式烧嘴的设计既要考虑低热值燃气的燃烧混合问题,即要保证煤气的完全燃尽,又要实现炉膛温度的均匀性。
合理促成低氧燃烧的实现,避免出现局部的高温过热;既强化炉温的均匀性,减少nox 等有害气体的生成,又减小高温下脱碳情况的发生,所以烧嘴的选型及热负荷合理分配是加热炉设计的重中之重。
我公司轧钢厂、热轧薄板厂共有双蓄热式加热炉9座,目前使用的蓄热烧嘴形式有三种:左右组合式、上下组合式、左右分割式。
加热炉燃料为我公司自产高炉煤气或高炉煤气和转炉煤气混合气体,从使用上来看这几种形式的蓄热烧嘴都有优缺点,问题严重的直接影响出现炉体透火的现象。
2、以下分别介绍几种形式的结构情况及其优缺点(1)左右组合式早期的蓄热式燃烧器(包括内置通道式、外置式蓄热室和嵌入式烧嘴式),有很多是左右组合式,其结构是煤气烧嘴和空气烧嘴并列布置,成对出现,煤气和空气烧嘴喷口属同一个蓄热室,使用浇注料将两个腔体隔开,外部连接管道。
(2)上下组合式上下组合式其形式类似左右组合式,只是煤气烧嘴和空气烧嘴上下布置,设计目的是可以将煤气烧嘴贴近钢坯表面,使钢坯加热在还原性气氛进行,降低氧化烧损。
蓄热式烧嘴传热过程数学模型
文章编号 :100221639 (2002) 0520035204蓄热式烧嘴传热过程数学模型代朝红 ,温 治 ,冯俊小(北京科技大学 ,北京 100083)摘要 : 在详细分析了蓄热体和气体之间的热交换原理的基础上 ,根据能量守衡定律建立了陶瓷蜂窝体蓄热式烧嘴的不稳态传 热过程数学模型 ,利用某钢厂蓄热式烧嘴的实测数据对所做模型进行了验证 ,结果表明 : 所建模型是正确可信的 。
在此基础 上对蓄热式烧嘴的结构参数和操作参数等进行了优化仿真计算 ,所做工作对同类烧嘴的优化设计有重要的指导意义 。
关键词 : 蓄热式烧嘴 ; 热过程 ; 数学模型 中图分类号 : TF06611 ; T F062文献标识码 : AM athem atical Model f or H eat T ransfer Process of R egenerativ e BurnerDAI Zhao 2hong ,WE N Zhi ,FE N G J u n 2x iao(University of Science & T echnol ogy ,Beijing 100083 ,C hina )Abstract : Base on the principle of careful analysis of heat ex change between regenerator and gas , and also the equati on of energy constant , this paper establish non 2stable heat transfer process m athem atical m odel for H oneycom b C eramic re 2 generative burner , We testi fy the m athem atical m odel with the real data m easured in an Iron & Steel factory , the resul t shows the m odel is accurate and trustful ; and on the base o f which , study the result of structural param eters and opera 2 ti onal param eters of regenerative burner to optim al simulati on it . , which is of great signi ficance to optim al design of the sam e burners.K ey w or d s : regenerative burner ; Therm al process ; m athem atical m odel图 。
新型蓄热式烧嘴结构优化设计
)。
图1蓄热式燃烧器烧嘴图
烧嘴可能会影响燃烧性能的关键的结构主要是由空气喷口和煤气喷口间距以及喷口角度大小等。
烧嘴的结构优化工作内容
本文研究重点针对一种工业炉生产中常用的高炉煤气双预热蓄热式燃烧器进行了实验研究,具体研究内容如下:
借助商业CFD的软件完成了该蓄热式燃烧器的产品燃烧过程
4,。
图2实验工业炉烧嘴布局图及炉内位置说明
图3烧嘴结构示意图
图4烧嘴角度设计
通过验算和实验结果得到一下结果:
1)烧嘴喷口的距离和喷射的角度的关系
烧嘴喷口的距离和角度的关系,对炉内的整体温度的水平和温差的大小结果的影响,燃烧的高温区主要集中在炉膛的位置.温度梯度问题,温度分布情况,炉膛中心区域内温度差范围,综合分析烧嘴结构在烧嘴喷口间距和喷口角度范围内,燃烧效果最优,性能最稳定。
2)烧嘴喷口的间距和喷射的角度的大小产生的燃烧结果关系
确定烧嘴喷口距离和喷射角度在什么样的组合状态或者选择范燃烧效果最优性能最稳定,通过冷态和热态的模拟计算以及现验证烧嘴喷口的距离范围调整和角度的范围改变对炉内整体温度水平和温差大小结果的影响。
文化素养和人的全面发展起到了积极作用。
因此建议在对蓄热式燃烧器燃烧过程的数值模拟中应将蓄热室内的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
浅谈蓄热式燃烧嘴的设计
摘要:本文介绍蓄热室几个主要参数的确定方法,以及在实际计算的应用。
1前言
高效蓄热式烧嘴是一种新型高效节能、环保燃烧装置,该烧嘴工作时可使空气预热温度接近烟气入口温度(1000℃以上),排烟温度可降至250℃以下,热回收率80%以上,在工业炉窑上使用可节约燃料55%左右,比一般间壁式余热回收装置多节约燃料25~30%,从而使炉子的热效率大幅提高。
由于空气预热温度提高,所以火焰温度也在相应提高,火焰辐射能力加大,加热速度变快,工业炉窑的生产效率可提高10~15%。
由于以上原因,炉子的废气量减少,环保效果十分明显。
蓄热式烧嘴使用过程中点火方便,燃烧完全、火焰稳定、铺展性好,在以油为燃料时,蓄热过程油路断开,雾化介质常通,所以不结焦。
蓄热式烧嘴适合于冶金、石化、建材、机械等行业中的加热炉、熔化炉及热处理炉。
蓄热式烧嘴适用于各种高、低热值的煤气,各种液体燃料(柴油、重油、焦油)。
2蓄热式烧嘴简介
蓄热式烧嘴主要由蓄热室、蓄热体、天燃气烧嘴、点火枪、uv火焰监测器等组成。
通过空燃比优化设计,使燃烧更充分,最大限度的节约燃料。
蓄热体采用陶瓷小球,阻力小,便于拆下清洗,反复使用,蓄热效率高。
两台蓄热式烧嘴(2支烧嘴)组成一对使用。
2.1烧嘴
烧嘴采用空气、天然气组合式,由空气蓄热室、天然气烧嘴组合而成,蓄热式烧嘴的设计既要考虑低热值燃气的燃烧混合问题,又要保证天然气的完全燃尽,同时实现炉膛温度的均匀性,因此采用双流动蓄热式烧嘴形式。
燃烧喷口是燃烧系统的关键部位,合理的燃烧组织有赖于此,在燃烧组织上既要确保燃气在炉内充分燃烧,不会在对面的蓄热体内继续燃烧而对其造成损坏,同时又要合理促成低氧燃烧的实现,避免出现局部的高温过热;既强化炉温的均匀性,减少no x 等有害气体的生成,又减小高温下脱碳的发生。
因此,在喷口设计上要选择最优的气体出口速度和混合喷射角度。
燃料在喷口处边混合边燃烧,空气、天然气在喷出过程中卷入周围的炉气,稀释空煤气浓度,低氧燃烧,使烟气中no x 的产生大大降低,减少了有害气体的排放量。
2.2 蓄热体
3蓄热式烧嘴工作原理
蓄热式烧嘴又称单预热陶瓷球蓄热式烧嘴。
这种烧嘴采用陶瓷蜂小球作为蓄热体,空气与燃料气流斜交混合。
其工作原理,从鼓风机出来的常温空气由换向阀切换进入蓄热式燃烧器b后,在经过蓄热式烧嘴b陶瓷球时被加热,在极短的时间内常温空气被加热到接近炉膛温度(一般比炉温低50-100℃),被加热的高温热空气进入炉膛后,卷吸周围炉内的烟气形成一股含氧量大大低于21%的稀薄贫氧高温气流,同时往稀薄高温空气附近注入燃料(燃油或燃气),
燃料在贫氧(2-20%)状态下实现燃烧;与此同时,炉膛内燃烧后的热烟气经过另一个蓄热式烧嘴a排入大气,炉膛内高温热烟气通过蓄热式烧嘴a时,将显热储存在蓄热式烧嘴内,然后以低于250℃的低温烟气经过换向阀排出。
工作温度不高的换向阀以一定的频率进行切换,使两个蓄热式燃烧器处于蓄热与放热交替工作状态,从而达到节能和降低nox排放量等目的,常用的切换周期为30-200秒。
如此周而复始变换,通过蓄热体这一媒介,排出的烟气余热绝大部分转换成燃烧介质的物理热,被充分回收利用。
蓄热小球的使用寿命为1~2年。
视使用情况可清理。
将小球由出球口去出。
用压缩空气吹干净后再重新装入蓄热箱内使用即可。
5结语
蓄热室的设计是跟你换热计算方式,以烟气和空气在一个周期内的平均温度为特性温度。
设定被预热空气的出口温度,计算一个周期内空气所需的热量;按热量平衡计算出高温烟气的出口温度,验证预热空气出口温度是否满足要求;计算对数平均温差;为了减少计算繁琐根据资料和经验选取综合换热系数;根据热交换量和综合换热系数计算出蓄热室换热面积,计算蓄热室装球重量;最终计算蓄热室几何尺寸。
国内蓄热式燃烧嘴发展很快,现在还不能讲哪一种形式是最先进、最成熟的,都多少存在一些问题,蓄热体的寿命、烧嘴的寿命都有待提高等,但蓄热式烧嘴是一种发展方向。
参考文献
[1]机械工业部设计研究院.工业炉设计手册. 北京.机械工业出版社,2000.6
[2]铝加工技术实用手册。
北京.冶金工业出版社,2004.12
[3]冶金工程设计第3册机电设备与工业炉窑。
北京.冶金工业出版社,2005.12。