高频焊管的电路原理
高频电阻焊管简介
高频电阻焊管简介
高频电阻焊管是通过高频焊接机组将一定的规格的长条形钢带卷成圆管状并将直缝焊接而成钢管。
钢管的形状可以是圆形的,也可以是方形或异形的,它取决于焊后的定径轧制。
焊接钢管的材料主要是:低碳钢及σs≤300N/mm2、σs≤500N/mm2的低合金钢或其他钢材。
高频钢管具有工艺相对简单,快速连续生产的特点,在民用建筑、石化、轻工等部门有广泛用途。
多用于输送低压流体或做成各种工程构件及轻工产品。
高频钢管是根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的。
高频钢管是一种感应焊,它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。
高频钢管焊接正是利用交流电的趋肤效应和邻近效应,钢材经滚压成型后,形成一个截面断开的圆形管坯,在管坯内靠近感应线圈中心附近旋转一个或一组阻抗器,阻抗器与管坯开口处形成一个电磁感应回路,在趋肤效应和邻近效应的作用下,管坯开口处边缘产生强大而集中的热效应,使焊缝边缘迅速加热到焊接所需温度经压辊挤压后,熔融状态的金属实现晶间接合,冷却后形成一条牢固的对接焊缝。
高频焊接简介

高频焊接高频焊接起源于上世纪五十年代,它是利用高频电流所产生的集肤效应和相邻效应,将钢板和其它金属材料对接起来的新型焊接工艺。
高频焊接技术的出现和成熟,直接推动了直缝焊管产业的巨大发展,它是直缝焊管(ERW)生产的关键工序。
高频焊接质量的好坏,直接影响到焊管产品的整体强度,质量等级和生产速度。
作为焊管生产制造者,必须深刻了解高频焊接的基本原理;了解高频焊接设备的结构和工作原理;了解高频焊接质量控制的要点。
1高频焊接的基本原理所谓高频,是相对于50Hz的交流电流频率而言的,一般是指50KHz~400KHz 的高频电流。
高频电流通过金属导体时,会产生两种奇特的效应:集肤效应和邻近效应,高频焊接就是利用这两种效应来进行钢管的焊接的。
那么,这两个效应是怎么回事呢?集肤效应是指以一定频率的交流电流通过同一个导体时,电流的密度不是均匀地分布于导体的所有截面的,它会主要向导体的表面集中,即电流在导体表面的密度大,在导体内部的密度小,所以我们形象地称之为:“集肤效应”。
集肤效应通常用电流的穿透深度来度量,穿透深度值越小,集肤效应越显著。
这穿透深度与导体的电阻率的平方根成正比,与频率和磁导率的平方根成反比。
通俗地说,频率越高,电流就越集中在钢板的表面;频率越低,表面电流就越分散。
必须注意:钢铁虽然是导体,但它的磁导率会随着温度升高而下降,就是说,当钢板温度升高的时候,磁导率会下降,集肤效应会减小。
邻近效应是指高频电流在两个相邻的导体中反向流动时,电流会向两个导体相近的边缘集中流动,即使两个导体另外有一条较短的边,电流也并不沿着较短的路线流动,我们把这种效应称为:“邻近效应”。
邻近效应本质上是由于感抗的作用,感抗在高频电流中起主导的作用。
邻近效应随着频率增高和相邻导体的间距变近而增高,如果在邻近导体周围再加上一个磁心,那么高频电流将更集中于工件的表层。
这两种效应是实现金属高频焊接的基础。
高频焊接就是利用了集肤效应使高频电流的能量集中在工件的表面;而利用了邻近效应来控制高频电流流动路线的位置和范围。
高频焊管原理
高频焊管原理高频焊管是一种常见的钢管生产工艺,其原理主要是利用高频电流在管材内部产生热量,使得管材边缘材料迅速熔化,然后通过压力将熔化的边缘材料压合在一起,从而形成一根完整的焊接管。
在实际生产中,高频焊管原理是非常重要的,下面我们来详细了解一下高频焊管的原理。
首先,高频焊管的原理是利用高频电流产生热能,这是整个焊接过程的关键。
高频电流经过感应线圈产生的磁场作用于管材内部,使得管材内部迅速产生热量,从而使管材边缘材料迅速熔化。
这种高频电流的作用原理是非常有效的,能够在短时间内完成管材的加热和熔化,为后续的压力焊接提供了必要的条件。
其次,高频焊管原理中的压力焊接也是至关重要的一环。
在管材边缘材料熔化后,需要通过一定的压力将熔化的边缘材料压合在一起,从而形成一根完整的焊接管。
这种压力焊接的原理是通过辊压机或辊压机组将管材边缘材料压合在一起,形成一根连续的焊接管。
这种压力焊接原理不仅能够确保焊接质量,还能够提高生产效率,是高频焊管生产过程中不可或缺的一环。
最后,高频焊管原理中的冷却和整形也是非常重要的。
在管材经过高频电流加热和压力焊接后,需要通过冷却和整形来确保焊接管的质量。
冷却的原理是利用水冷却或风冷却的方式对焊接管进行冷却,从而使得焊接管的结构得以稳定。
整形的原理是通过辊轧机或整形机对焊接管进行整形,使得焊接管的外形和尺寸得以满足要求。
综上所述,高频焊管原理是通过高频电流加热、压力焊接、冷却和整形等工艺环节完成管材的焊接生产。
这种原理不仅能够确保焊接管的质量,还能够提高生产效率,是现代工业中广泛应用的一种管材生产工艺。
通过深入了解和掌握高频焊管的原理,我们能够更好地应用这种工艺,提高生产效率,降低生产成本,推动工业的发展和进步。
高频直缝焊管焊接原理
高频直缝焊管焊接原理
高频直缝焊管的焊接原理主要基于高频电流产生的热效应和电磁感应原理。
在焊接过程中,高频电流通过感应线圈产生磁场,使管材两端的金属表面瞬时加热。
这种加热方式依赖于电流的频率和金属的电阻率,频率越高,集肤效应越显著,即电流集中在金属表面的特定区域。
同时,高频电流还引起金属的邻近效应,即电流在导体中反向流动或通过往复导体流动时,会集中于导体邻近侧。
通过控制加热时间和温度,以及施加适当的压力,使管材两端的熔池融合在一起,形成焊缝。
这种焊接方式具有焊接速度快、热影响区小、焊接质量高、无焊接飞溅等优点。
焊管高频焊接原理

焊管高频焊接原理高频焊接起源于上世纪五十年代,它是利用高频电流所产生的集肤效应和相邻效应,将钢板和其它金属材料对接起来的新型焊接工艺。
高频焊接技术的出现和成熟,直接推动了直缝焊管产业的巨大发展,它是直缝焊管(ERW)生产的关键工序。
高频焊接质量的好坏,直接影响到焊管产品的整体强度,质量等级和生产速度。
作为焊管生产制造者,必须深刻了解高频焊接的基本原理;了解高频焊接设备的结构和工作原理;了解高频焊接质量控制的要点。
1 高频焊接的基本原理所谓高频,是相对于50Hz的交流电流频率而言的,一般是指50KHz~400KHz的高频电流。
高频电流通过金属导体时,会产生两种奇特的效应:集肤效应和邻近效应,高频焊接就是利用这两种效应来进行钢管的焊接的。
那么,这两个效应是怎么回事呢?集肤效应是指以一定频率的交流电流通过同一个导体时,电流的密度不是均匀地分布于导体的所有截面的,它会主要向导体的表面集中,即电流在导体表面的密度大,在导体内部的密度小,所以我们形象地称之为:“集肤效应”。
集肤效应通常用电流的穿透深度来度量,穿透深度值越小,集肤效应越显著。
这穿透深度与导体的电阻率的平方根成正比,与频率和磁导率的平方根成反比。
通俗地说,频率越高,电流就越集中在钢板的表面;频率越低,表面电流就越分散。
必须注意:钢铁虽然是导体,但它的磁导率会随着温度升高而下降,就是说,当钢板温度升高的时候,磁导率会下降,集肤效应会减小。
邻近效应是指高频电流在两个相邻的导体中反向流动时,电流会向两个导体相近的边缘集中流动,即使两个导体另外有一条较短的边,电流也并不沿着较短的路线流动,我们把这种效应称为:“邻近效应”。
邻近效应本质上是由于感抗的作用,感抗在高频电流中起主导的作用。
邻近效应随着频率增高和相邻导体的间距变近而增高,如果在邻近导体周围再加上一个磁心,那么高频电流将更集中于工件的表层。
这两种效应是实现金属高频焊接的基础。
高频焊接就是利用了集肤效应使高频电流的能量集中在工件的表面;而利用了邻近效应来控制高频电流流动路线的位置和范围。
高频焊接原理
高频焊接原理
高频焊接是一种利用高频电磁感应加热技术进行焊接的方法。
它主要通过高频电流在工件表面产生感应电流,从而
产生热量。
具体原理如下:
1. 高频发生器产生高频电流:高频发生器将电源的低频电
流通过变压器和振荡电路的调节,产生高频电流。
2. 高频电流产生感应电流:高频电流通入焊接工件的金属
部分时,会产生感应电流。
这是根据法拉第电磁感应定律,即当导体中有变化的磁场时,就会产生感应电流。
3. 感应电流加热工件:感应电流在焊接工件中产生热量,
使金属局部加热到焊接温度。
由于高频电流通过工件时,
主要集中在工件表面,因此焊接过程主要发生在金属表面。
4. 熔化和焊接:当金属达到焊接温度后,通过压力使金属接触并熔化,形成焊缝。
焊接完成后,松开压力,焊接点冷却后即可完成焊接。
高频焊接具有快速、高效、无污染等优点,广泛应用于金属焊接、热处理以及其他工业领域。
高频焊接铜管的原理

高频焊接铜管的原理
高频焊接铜管的原理是利用高频电流通过铜管和焊材之间产生的热量来加热和融化焊接材料,从而实现焊接的目的。
具体原理如下:
1. 高频电流产生:通过变压器将低频交流电转换为高频电流。
高频电流通常在频率范围内几千赫兹至几十兆赫兹。
2. 电感加热:高频电流通过散热线圈,产生电磁场。
当铜管进入电磁场时,会被电磁感应产生涡流。
3. 涡流加热:涡流会在铜管内部产生大量热量,使铜管加热。
4. 焊接材料融化:在加热的过程中,焊接材料也会被加热并融化。
焊接材料通常是铜管两端的辅助焊条。
5. 焊接:当铜管和焊接材料都达到了融化状态,接着焊接材料就会完全与铜管熔合在一起,形成一个坚固的焊缝。
高频焊接铜管具有快速、高效的特点,适用于生产中对焊接速度要求高的场合,如管道制造、暖通设备等。
高频焊highfrequencywelding)知识
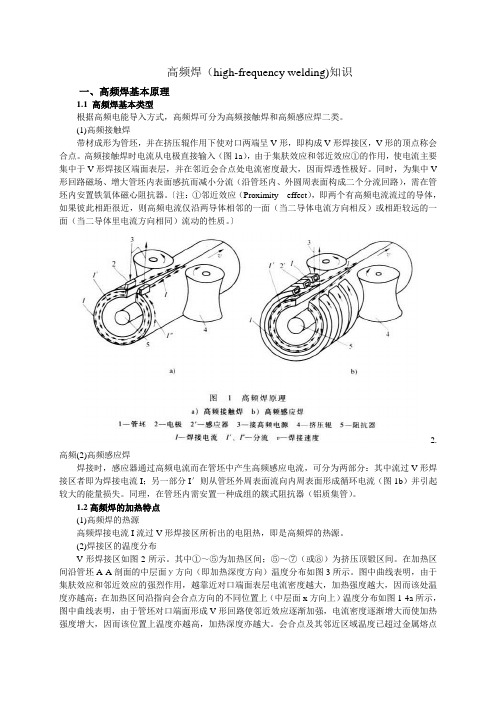
高频焊(high-frequency welding)知识一、高频焊基本原理1.1 高频焊基本类型根据高频电能导入方式,高频焊可分为高频接触焊和高频感应焊二类。
(1)高频接触焊带材成形为管坯,并在挤压辊作用下使对口两端呈V形,即构成V形焊接区,V形的顶点称会合点。
高频接触焊时电流从电极直接输入(图1a),由于集肤效应和邻近效应①的作用,使电流主要集中于V形焊接区端面表层,并在邻近会合点处电流密度最大,因而焊透性极好。
同时,为集中V 形回路磁场、增大管坯内表面感抗而减小分流(沿管坯内、外圆周表面构成二个分流回路),需在管坯内安置铁氧体磁心阻抗器。
〔注:①邻近效应(Proximity effect),即两个有高频电流流过的导体,如果彼此相距很近,则高频电流仅沿两导体相邻的一面(当二导体电流方向相反)或相距较远的一面(当二导体里电流方向相同)流动的性质。
〕2. 高频(2)高频感应焊焊接时,感应器通过高频电流而在管坯中产生高频感应电流,可分为两部分:其中流过V形焊接区者即为焊接电流I;另一部分I′则从管坯外周表面流向内周表面形成循环电流(图1b)并引起较大的能量损失。
同理,在管坯内需安置一种成组的簇式阻抗器(铝质集管)。
1.2高频焊的加热特点(1)高频焊的热源高频焊接电流I流过V形焊接区所析出的电阻热,即是高频焊的热源。
(2)焊接区的温度分布V形焊接区如图2所示。
其中①~⑤为加热区间;⑤~⑦(或⑧)为挤压顶锻区间。
在加热区间沿管坯A-A剖面的中层面у方向(即加热深度方向)温度分布如图3所示。
图中曲线表明,由于集肤效应和邻近效应的强烈作用,越靠近对口端面表层电流密度越大,加热强度越大,因而该处温度亦越高;在加热区间沿指向会合点方向的不同位置上(中层面x方向上)温度分布如图1-4a所示,图中曲线表明,由于管坯对口端面形成V形回路使邻近效应逐渐加强,电流密度逐渐增大而使加热强度增大,因而该位置上温度亦越高,加热深度亦越大。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高频焊管的电路原理
高频焊管是一种利用高频电流产生热量来焊接或加热管道的设备。
它的电路原理可以分为主电源电路、中频电源电路、控制电路以及输出电路等几个部分。
主电源电路主要由变压器、整流电路以及电源保护电路组成。
变压器起到降低或提高电压的作用,并将电源电压输出给整流电路。
整流电路主要包括整流桥、滤波电容器以及改流电感等元件,它们的组合形成一个直流电源,为后续中频电源电路提供稳定的供电。
电源保护电路则主要负责保护主电源,如过载保护、电源倒相保护等。
中频电源电路是高频焊管的核心部分,主要由中频变压器、电容器、功率管以及频率调节电路等组成。
中频变压器起到涉及高压电源和焊接电源之间的耦合作用,通过变压器的匹配使得功率管工作在最佳电流工作范围。
电容器则用于存储电能,提供给工作中的电弧和电感等元件。
功率管是中频电路的关键元件,其作用是将低频电流变换为高频电流,从而产生高热量。
频率调节电路则用于调节中频电源的输出频率,以适应不同的焊接工艺需求。
控制电路主要包括控制板、控制元件以及传感器等。
控制板是焊机的核心,它将焊接工艺参数转换为控制信号,并通过控制元件控制中频电源的输出功率。
控制元件主要包括继电器、电子开关等,用于实现对中频电源的开关控制。
传感器则用于采集焊接过程中的各种信号,如电流、电压、温度等,并反馈给控制板进行实时监测和调节。
输出电路主要由输出电缆、焊接头以及接地电缆等组成。
输出电缆用于将中频电源的高频电流输送到焊接头,而焊接头则通过电极或者电极夹臂将电流传递给焊接工件。
接地电缆则用于将焊接工件与地面连接,确保焊接过程的安全性。
总的来说,高频焊管的电路原理是通过主电源电路提供稳定的供电,中频电源电路将电能转换为高频电流,控制电路对焊接工艺参数进行监测和调节,输出电路将电流传递给焊接头,并将焊接工件接地,以实现高频焊接和加热的目的。
在实际应用中,各个部分的电路会存在一定的差异和扩展,以适应不同的工艺和需求。