PAG水溶性淬火介质的使用
(开题报告)PAG水溶性淬火介质冷却特性的研究

一、国内研究现状
PAG水溶性淬火介质自1965年获得专利以来, 在国外工业界 已有40多年的使用经验。上世纪90年代初,此类产品才开始 在我国逐步推广应用。
1999年,王琪针对生 产中出现的问题,测 试了一定范围内不同 含油量的JYS-20PAG水 溶性淬火介质冷却特 性以及生产现场使用 的PAG淬火介质冷速 变化情况,并进行了 分析 2006年,陈希原根据 多年现场技术服务的 亲身体会和实践经验 , 概括地介绍了PAG淬 火剂的选择、使用条 件、使用要点及维护 管理 2011年7月,姜聚满 ,王莎莎,杨秀成, 夏丹凤分析并对比 了PAG水溶性淬火介 质与淬火油对环境 的友好程度、使用成 本和安全
PAG
水 溶 性 淬 火 介 质 冷 却 特 性 的 研 究
试验材料、设备、药品
一、试验设 备
JBW-300微机控制 摆锤式冲击试验机
XQ-2B
PAG
水 溶 性 淬 火 介 质 冷 却 特 性 的 研 究
型 金 相 镶 嵌 机
FDH-2801 (热处理)淬火介 质冷却特性测定仪
MP-2B金相试样磨抛机
VMD-P300B 型
金 相 显 微 镜
游标卡尺
Q-3A试样切割机
试验材料、设备、药品
二、试验材料与药品
45号钢、蒸馏水、5%PAG水溶性淬火剂、乙醇、腐 蚀液:4%的硝酸酒精(96ml酒精+4ml硝酸)。 PAG 水 溶 性 淬 火 介 质 冷 却 特 性 的 研 究
PAG工作液的配置
使用蒸馏水配制PAG工作液。自来水、地下水 或其他水源的硬度可能偏高, 会降低工作液的有效浓 度。由于45号钢为中碳调质结构钢,工作液的工作 温度较低,在第一次选用PAG水溶性淬火介质时可 配置浓度为5%的PAG工作液。将PAG工作液放人淬 火槽中,再加入所需要的水,搅拌至均匀,测定浓度达 标后即可使用。如果尚未达标,可微调后使用。
PAG介质在防止薄壁深腔类精密零件畸变开裂中的应用
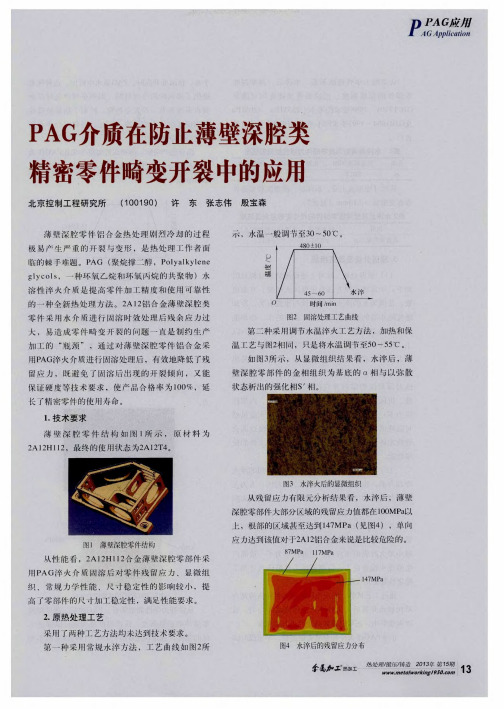
于 水 ,但 温 度升 高时 ,P AG 从 水 中析 出 。这 种现 象
力大 ,冷 却太 快 ,最 大 冷却速 度可 达7 5 0 ℃/ s 以 上 ,使其 在淬火时 ,薄壁 深腔零部件 内部产生 了
巨大 残 余 拉 应 力 。 ②调 节 水 温 淬 火 工艺 方 法 易 出
薄壁深腔零部件大部分区域残 留应力值在7 0 MP a 以
下 ,只有 少 数 区域 的残 留应 力值 在7 0 ~9 6 MP a( 见 图7 )之 间。 因 此 ,可 以 更 有 效 地 控 制 淬 火残 留应
. -
I
4 ‘ ●
期 m e 第5
理馏
t a l wo r k i n g1 9 5 0 . c or n
, 铸 造 ‘ 管 , ’ 磊 V 工 , . ~ ? 热 … 加 工 一
大型铸锻件齿轮裂纹原因分析及改进
河北 天择重型 机械有 限公 司 ( f i b r i l 0 5 6 2 0 0 ) 赵燕燕
导致零件 淬火后硬 度达 不到要求 ,影 响工件的使
用性能。 ( 2 )改 进 措 施 水 作 为 铝 合金 最 常 用 的淬 火
冷 却 介 质 , 由于 冷 却 能 力 大 ,冷 却 太 快 ,人 为 无 法 控 制 介 质 的 冷 却 速 度 ,解 决 不 了 铝 合 金 淬 火 应 力大 、 出 现 畸 变 和 裂 纹 的 问题 。 因 此 ,对 铝 合 金
热处理生产中PAG淬火剂的应用研究
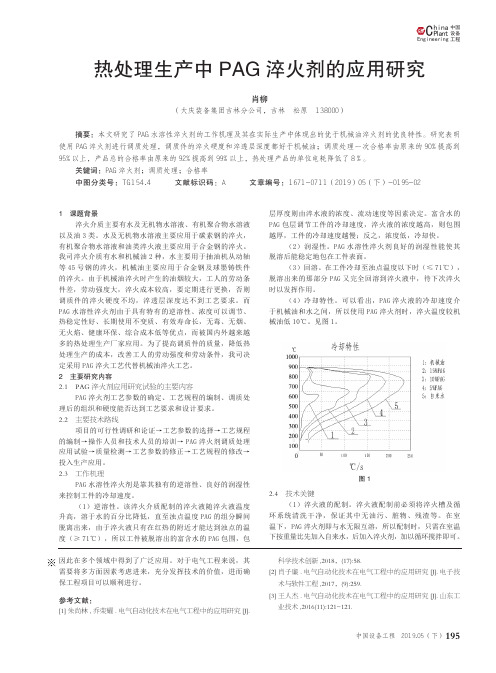
195中国设备工程Engineer ing hina C P l ant中国设备工程 2019.05 (下)1 课题背景淬火介质主要有水及无机物水溶液、有机聚合物水溶液以及油3类。
水及无机物水溶液主要应用于碳素钢的淬火,有机聚合物水溶液和油类淬火液主要应用于合金钢的淬火。
我司淬火介质有水和机械油2种,水主要用于抽油机从动轴等45号钢的淬火,机械油主要应用于合金钢及球墨铸铁件的淬火。
由于机械油淬火时产生的油烟较大,工人的劳动条件差,劳动强度大,淬火成本较高,要定期进行更换,否则调质件的淬火硬度不均,淬透层深度达不到工艺要求。
而PAG 水溶性淬火剂由于具有特有的逆溶性、浓度可以调节、热稳定性好、长期使用不变质、有效寿命长,无毒、无烟、无火焰、健康环保、综合成本低等优点,而被国内外越来越多的热处理生产厂家应用。
为了提高调质件的质量,降低热处理生产的成本,改善工人的劳动强度和劳动条件,我司决定采用PAG 淬火工艺代替机械油淬火工艺。
2 主要研究内容2.1 PAG 淬火剂应用研究试验的主要内容PAG 淬火剂工艺参数的确定、工艺规程的编制、调质处理后的组织和硬度能否达到工艺要求和设计要求。
2.2 主要技术路线项目的可行性调研和论证→工艺参数的选择→工艺规程的编制→操作人员和技术人员的培训→PAG 淬火剂调质处理应用试验→质量检测→工艺参数的修正→工艺规程的修改→投入生产应用。
2.3 工作机理PAG 水溶性淬火剂是靠其独有的逆溶性、良好的润湿性来控制工件的冷却速度。
(1)逆溶性。
该淬火介质配制的淬火液随淬火液温度升高,溶于水的百分比降低,直至浊点温度PAG 的组分瞬间脱离出来,由于淬火液只有在红热的附近才能达到浊点的温度(≥71℃),所以工件被脱溶出的富含水的PAG 包围,包热处理生产中PAG 淬火剂的应用研究肖柳(大庆装备集团吉林分公司,吉林 松原 138000)摘要:本文研究了PAG 水溶性淬火剂的工作机理及其在实际生产中体现出的优于机械油淬火剂的优良特性。
PAG淬火液

PAG是英文名称的缩写,PAG是聚氧化乙烯和聚氧化丙烯的共聚物,调整两者的比例,可以得到70~88℃的逆溶点。
逆溶现象指的是:随温度的上升,溶解度下降,所以称为逆溶。
到达某一温度时溶质开始从溶液中析出,该温度称为逆溶点。
由于逆溶性的存在,工作在淬火时,经过蒸汽膜阶段、沸腾阶段后,工件周围的液体温度高于逆溶点,PAG析出并在工件表面形成一个PAG的溶质膜。
PAG的浓度越高,该膜就越厚,溶液从工件吸热的能力就越差。
这就是PAG降低低温区冷却能力的机制,即控制PAG的浓度就可以控制PAG 溶质膜的厚度,从而得到比较理想的低温区冷却能力。
引起紧固件淬火开裂的主要原因是在钢开始发生马氏体转变(MS)点及在此以下的温度范围冷却过快。
由于这样的原因,水溶性淬火介质通常就以零件冷却到300℃时的冷却速度来表示该淬火液的冷却特征。
考虑到高强度紧固件多数选用中碳结构钢的MS点在300℃附近,故选用好富顿AQ251等PAG类淬火液。
简单说,它在300℃冷却速度低,其防止螺栓淬裂的能力就强,而在300℃冷却速度高,其淬硬能力也高,当然螺栓淬裂倾向大。
PAG淬火液的使用特点是冷却特性可调,浓度测控容易。
由于液温对冷却特性影响较大,使用PAG淬火液时,应当配备完整的循环冷却系统,以便在使用中调节液温50℃以下正常使用。
浓度一定时,液温升高冷却速度会降低。
为了获得尽可能前后一致的淬火冷却效果,应当将淬火介质的温度控制在更窄的范围25℃--35℃,如果由于天气原因,严格控制液温有困难,也可以通过改变浓度来调节淬火冷却速度。
比如,夏天气温高,冷却系统一时不能将淬火液温度降到规定范围,可以向其中多加些自来水,以便提高淬火冷却速度;冬天液温过低,可以靠通入高温水蒸汽加热淬火液或通过提高浓度来降低淬火冷却速度。
一些含碳量低≤0.20%-0.35%的碳素结构钢,淬透性差且形状简单的螺栓、螺母的调质淬火,往往可以用自来水,可以节省生产成本。
PAG水溶性淬火介质研究报告(1)
研究报告项目名称: PAG水溶性淬火介质热稳定性、环保与冷却特性研究合同编号:承研方: 中国科学技术大学项目负责人: 彭良明编制日期: 二零一零年十月三十一日目录一、研究内容与目标 (3)二、研究成果 (3)(一) 淬透性(圆柱形工件淬透临界直径) 测定 (3)(二)、高纯PAG化学热稳定性测定及环保特性评价 (4)1. 三种高纯PAG及其15%水溶液外观比较 (4)2. 三种高纯PAG差热-热重(DSC-TG) 分析 (5)3. 三种高纯PAG化学热稳定性的气相色谱-质谱联用(GS-MS)分析 (8)(三)、三种PAG水溶液对合金钢淬火冷却特性评价 (12)1. 不同淬火介质对三种相同直径合金钢工件的冷却特性 (12)2. 15%SA-PAG水溶液对相同直径不同材质工件淬火时冷却特性比较 (15)3. 工件直径对15%SA-PAG水溶液冷却特性的影响 (16)4. 搅拌对15%SA-PAG水溶液冷却特性的影响 (18)5. 同浓度不同生产厂家PAG冷却特性比较 (19)(四)、淬火介质冷却特性参数物理含义 (20)(五)、不同淬火介质对三种合金钢淬火及回火后组织比较 (21)(六)、水、PAG淬火介质对不同材质铝合金的淬火冷却试验 (23)1. 水、15%SA-PAG水溶液对两种铝合金淬火的冷却特性 (23)2. 不同淬火介质对2A12、ZL114A两种铝合金淬火后组织比较 (25)三、结论 (30)1. 关于三种合金钢的淬透性 (30)2. 关于三种PAG物理、化学及热稳定性与环保特性 (30)3. 关于PAG水溶液冷却特性 (31)一、研究内容与目标1. 高纯PAG化学热稳定性测定及环保特性评价;2.不同浓度PAG水溶性淬火介质关于合金钢(30CrMnSiA、40CrNiMoA、2Cr13) 等材料的淬火冷却特性比较研究(与水、油比较),建立相应的应用工艺规范。
二、研究成果(一) 淬透性(圆柱形工件淬透临界直径) 测定钢的淬透性是指刚在淬火时能够获得马氏体组织的倾向,它是钢的一种固有属性。
PAG水溶性淬火介质的使用

PAG水溶性淬火介质的使用
刘卫民
【期刊名称】《热处理》
【年(卷),期】2007(022)003
【摘要】介绍了PAG水溶性淬火介质的优、缺点,对不同浓度的PAG水溶液、水、32号机械油及快速和超速淬火油的冷却特性进行了比较,论述了PAG淬火剂的配制,浓度和温度的控制,搅拌,应用范围和使用中的注意事项等.
【总页数】5页(P63-67)
【作者】刘卫民
【作者单位】天津市美石石化产品有限公司,天津,300112
【正文语种】中文
【中图分类】TGL54.4
【相关文献】
1.PAG水溶性淬火介质的应用 [J], 李家伟
2.PAG类聚合物水溶性淬火介质的选择,应用及维护 [J], 陈希原
3.油污染对PAG水溶性淬火介质冷却特性的影响 [J], 王琪
4.PAG水溶性淬火介质282A在钢板弹簧热处理生产中的应用效果 [J], 庞树钦;王亚科;徐钧虞;段云萍
5.影响水溶性淬火介质PAG冷却性能的因素 [J], 胡绍文;刘麦秋;李卫明
因版权原因,仅展示原文概要,查看原文内容请购买。
pag类淬火液的使用要点
PAG淬火液的使用要点PAG淬火剂自1965年获得专利以来,在国外已有40多年的使用经验。
在我国此产品的推广应用也有近20年的历史。
目前,紧固件行业选用的中碳结构钢、低碳合金钢量大,故须采用水溶性PAG淬火介质才能满足技术要求。
针对M16以下的8.8级高强度紧固件,常用材料为中碳结构钢(SWRCH35K、35#、ML35、ML35Mn、45#)。
在淬火时造成变形和开裂缺陷时有发生,原因非常多。
这里仅从PAG淬火剂的使用要点,谈一点实践体会。
1.原材料的质量控制首先,购买正规钢厂生产的原材料(应按冶炼炉号建档),并附有可靠的质量保证书。
其次,对进厂的原材料按炉号进行化学成分、低倍组织、机械性能等项目的复查,合格的材料才能投入使用。
再次,对合格的原材料在各个生产工序(冷镦、搓丝,尤其是热处理)中实行分批分炉管理(剩余的成品料可按化学成分的相近组成混合批)。
在一定条件下实行分炉管理,是确保同一炉号材料,同一尺寸的不同批次紧固件获得性能一致性的先决条件。
2.淬火液浓度的影响在一定液温和搅拌烈度下,根据紧固件的材料、尺寸大小和形状复杂程度,通常使用的浓度范围为3%-10%(冷却特性介于水油之间),具体的浓度值,由实际生产经不同批次的试验后确定。
如:AQ251浓度推荐值,针对中碳结构钢冬季为4.5%—5.5%、夏季为3.5%--4.0%。
浓度低是使用PAG淬火剂产生变形和开裂缺陷最常见的原因之一。
要经常手持糖量折光仪(现场检测PAG淬火剂的浓度,最小PAG 淬火剂分辨刻度以0.02%为佳),为了保证检测的准确性,通常在现场测量淬火液浓度前,用自来水校对该仪器(记下误差值),用测量值减去误差值后乘以该淬火剂的相乘系数,就得到该液的浓度。
正常生产中应将淬火液浓度控制在规定值的±0.5%之内。
淬火剂在使用过程中,由于污染和介质老化等原因,折光系数会降低。
这时应采用冷却介质性能检测仪(如ivf仪、KHR仪等)测定PAG淬火液的冷却速度,对介质进行有效监控,从而保证淬火质量的稳定性。
科技成果——环保型PAG水溶性淬火介质淬火技术
科技成果——环保型PAG水溶性淬火介质淬火技术技术类别减碳技术适用范围机械加工行业,应用在金属热处理工艺过程中淬火、调质、渗碳、感应淬火等工序中行业现状传统的热处理淬火冷却大都使用淬火油,淬火过程中浪费了大量的石油资源,产生大量油烟等有害气体和废弃油渣。
无论是热处理过程,还是焚烧处理废弃油渣都会造成污染环境,损害操作者健康,同时导致热处理工艺过程存在火灾隐患。
目前,我国热处理行业每年消耗淬火油约40万吨,随着我国热处理行业规模日趋扩大,其淬火油数量将逐年增加,预计到2020年淬火油用量将达到77.3万吨。
采用新型淬火技术替代传统的淬火油淬火,可以避免石油能源的消耗,减少石油能源的使用,目前已在全国推广应用客户近百余家,具有良好的经济和社会效益。
成果简介1、技术原理该技术采用优质复合环保型PAG高分子聚合物与多功能助剂进行复配。
热处理时淬火介质在热处理工件表面产生聚合物包覆膜,这种膜可以减少水与工件传热,进而实现控制冷却速率作用。
在热处理过程中通过设定温度、浓度、搅拌速度、工艺条件等参数实现蒸汽膜阶段、沸腾膜阶段、对流阶段的有效控制,进而实现工件的热处理过程。
该工艺技术采用的PAG水溶性淬火介质与水结合可代替淬火油,其淬火特性可满足中低碳钢、中低合金钢、某些中高金钢的热处理要求,其应用面较为广泛。
该技术的应用可以减少石化能源使用,进而减少废弃油渣处理后产生的二氧化碳排放,并减少由于淬火和废弃油炸处置引起的环境污染。
2、关键技术(1)水溶性介质复配技术实现PAG类聚醚的分子量、聚合度、共聚物合理比例,筛选与之匹配的功能助剂,实现如杀菌剂、催冷剂、防锈剂等功能;(2)特定工艺应用优化技术针对具体钢种、材料、工件复杂程度量身定制及优化热处理工艺;(3)水溶性介质改性技术温度区间可实现0-60℃调节,增加产品适用性。
3、工艺流程每一种特定材料的淬火,都需根据淬火槽大小计算出PAG介质需要量,合理设计循环搅拌系统及冷却系统,最终确定热处理工艺,并进行应用实验,最终完成热处理工序,其设计工艺流程为:了解淬火工件的基本信息→工件的材质→工件的大小、形状→热处理工件的工艺→设计方案→应用试验。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PAG水溶性淬火介质的使用
PAG是英文名称的缩写,在英文中PAG有三种写法。
由于中文译名的混乱,尤其译为聚乙二醇更为不规范,由于在中文中已有聚乙二醇(PEG)。
所以不如干脆译为PAG。
PAG是聚氧化乙烯和聚氧化丙烯的共聚物。
调整两者的比例,可以得到70-88℃的逆溶点。
逆溶现象指的是:随温度的上升,溶解度下降,所以称为逆溶。
到达某一温度时溶质开始从溶液中析出,该温度称为逆溶点。
由于逆溶性的存在,工件在淬火时,经过蒸汽膜阶段,沸腾阶段后,工件四周的液体温度高于逆溶点,PAG析出并在工件表面形成一个PAG的溶质膜。
PAG的浓度越高,则该膜就越厚,溶液从工件脱热的能力就越差。
这就是PAG降低低温区冷却能力的机理。
即控制PAG的浓度就可以控制PAG溶质膜的厚度,从而可以得到比较理想的低温区冷却能力。
逆溶点与浊点不同。
作为淬火介质看重的是:当溶液的温度降到逆溶点时,析出的溶质应立即溶回溶液,这对于减少PAG的带出量,对稳定淬火介质的冷却能力有着重要的意义。
有很多高分子化合物的水溶液,都有浊点。
当它们的水溶液的温度下降到浊点时,溶质不会立即溶回溶液,只有温度下降很多之后,才能溶回溶液。
PAG淬火介质的优点
PAG淬火介质与传统的水和油相比较,有很多优点,它们是:
1)PAG工作液与水相同,它们不燃烧,无火灾隐患。
2)PAG工作液与油不同,淬火时无烟雾,无毒,有利于操纵者身体健康。
地面无油污,使得工作环境更清洁,舒适。
3)淬火油的运动粘度(40℃)为15-40mm2/s,而PAG工作液的运动粘度
(40℃)仅为1-5mm2/s,因此,用PAG淬火时带出量小得多,降低了运行本钱。
4)工件在PAG中淬火后,极易清洗,即使不清洗回火,也没有烟雾。
5)在高分子化合物中,PAG溶液的折光率高,因此采用折光仪轻易检测它的浓度,保持稳定的冷却能力。
6)通过对浓度,温度和搅拌程度的控制,可以使PAG得到从水到油的不同的冷却能力。
7)采用PAG,设备上没有积碳,油泥等,易于设备的维修。
PAG淬火介质的缺点
1)PAG对温度比油敏感,使用温度范围窄,通常为20-50℃。
要求有足够的冷却能力,尤其是在夏天,在南方。
2)PAG对浓度比较敏感,使用浓度范围窄,通常为±1%。
要求经常地检测工作液的浓度,并且定期校对浓度系数。
3)PAG对搅拌程度要求比较严格,也就是说,在工件淬火区域内的搅拌程度应该保持一致,既足够强烈的搅拌和足够均匀的搅拌。
以保证温度的均匀性,浓度的均匀性和冷却的均匀性。
大多数的淬火事故,都来自搅拌的不均匀。
4)PAG与油比较它更易于污染,需要更精心的维护。
选用PAG的理由
1)从工艺上考虑。
用水淬火畸变过大甚至开裂,用超速淬火油又淬不上火,这时必须考虑采用PAG。
2)从环保上考虑。
为了不污染环境,有益于操纵者身体健康,应该考虑采用PAG。
3)从能源上考虑。
石油资源再有几十年就会枯竭,PAG是目前较好的代用品。
4)从本钱上考虑。
采用5-15%的PAG代油仅是油的1/6-1/2用度。
PAG和淬火油冷却性能的对比(典型冷却性能数据)
5.1.国家石化行标SH/T0220测试
按照日本通行的惯例,水溶性淬火介质400-150℃均匀冷却速度在100℃/s左右,即可用来代油。
国家石化行标SH/T0220和ISO-9950.(国际标准)JB/T7951-2004(机械行标)都是热处理油的测试标准,用来测试水基淬火介质不十分适用,但目前仍在借用。
比较而言,采用ISO-9950.(国际标准)JB/T7951-2004(机械行标)稍好一些。
5.2ISO-9950.(国际标准)即JB/T7951-2004(机械行标)测试
5-20%PAG、水、32号机械油、快速淬火油和超速淬火油按照ISO-9950.(国际标准)即JB/T7951-2004(机械行标)测试的冷却性能如表4。
冷却曲线和冷却速度曲线见图3,图4。