凿岩钎具波形螺纹检测探讨
H22锥体连接钎杆质量问题分析及对策
1前言H22锥形钎杆(俗称:成品钎)是中国市场上最广泛使用的凿岩钎杆(用量≥85%)。
由于H22成品钎是细长杆件,其主要制造工艺是在H22中空钢的基础上,绝大多数只进行少量局部的热加工(钎肩)和热处理(钎尾)即可:成品钎早期失效(断裂、炸顶、堆顶等)部位既有热加工和热处理部位,也有非热加工和非热处理部位;显然同步分析影响中空钢和成品钎质量的因素,对于解决成品钎的质量问题是合理的。
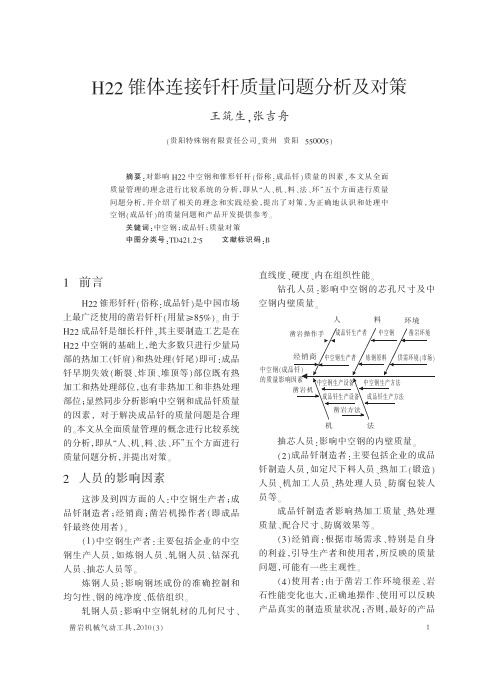
本文从全面质量管理的概念进行比较系统的分析,即从“人、机、料、法、环”五个方面进行质量问题分析,并提出对策。
2人员的影响因素这涉及到四方面的人:中空钢生产者;成品钎制造者;经销商;凿岩机操作者(即成品钎最终使用者)。
(1)中空钢生产者:主要包括企业的中空钢生产人员,如炼钢人员、轧钢人员、钻深孔人员、抽芯人员等。
炼钢人员:影响钢坯成份的准确控制和均匀性、钢的纯净度、低倍组织。
轧钢人员:影响中空钢轧材的几何尺寸、直线度、硬度、内在组织性能。
钻孔人员:影响中空钢的芯孔尺寸及中空钢内壁质量。
抽芯人员:影响中空钢的内壁质量。
(2)成品钎制造者:主要包括企业的成品钎制造人员,如定尺下料人员、热加工(锻造)人员、机加工人员、热处理人员、防腐包装人员等。
成品钎制造者影响热加工质量、热处理质量、配合尺寸、防腐效果等。
(3)经销商:根据市场需求、特别是自身的利益,引导生产者和使用者,所反映的质量问题,可能有一些主观性。
(4)使用者:由于凿岩工作环境很差、岩石性能变化也大,正确地操作、使用可以反映产品真实的制造质量状况;否则,最好的产品H22锥体连接钎杆质量问题分析及对策王筑生,张吉舟(贵阳特殊钢有限责任公司,贵州贵阳550005)摘要:对影响H22中空钢和锥形钎杆(俗称:成品钎)质量的因素,本文从全面质量管理的理念进行比较系统的分析,即从“人、机、料、法、环”五个方面进行质量问题分析,并介绍了相关的理念和实践经验,提出了对策,为正确地认识和处理中空钢(成品钎)的质量问题和产品开发提供参考。
不同类型钎头的结构特点、使用性能以及采掘应用分析

不同类型钎头的结构特点、使用性能以及采掘应用分析摘要:煤矿生产与隧道施工都需要开凿岩层,而在开凿过程中随着液压凿岩机的应用,钎具的截面积增加,长度加大,其工作的状况也随之复杂化,所以在应用中不同的钎头结构与应用范围都受到限制,因此在应用中应采用合理的钎具才能保证施工的顺利,尤其是复合型钎头的研发,推动了该装置的发展。
关键词:凿岩钎具;钎头结构;种类分析;发展趋势1 凿岩钎具的应用凿岩钎具在煤矿开采和隧道建设中都有着重要的作用,是钻探爆破的必须工具,也是一种消耗品,凿岩钎具的结构式钎头和连杆构成,其中钎头与岩石直接接触,必须承受高转速与压力的冲击,每次冲击的能量释放都十分巨大,钎头很容易在高强度的工作中失效,钎头磨损变形是常见的情况,其中也包括了合金脱落或者塑性变形、断裂等。
所以钎头必须从形式和材质上配合,适应不同工况的需求,这样才能最大限度的延长钎头应用寿命与凿岩效果。
同时因为钎头是一种消耗装置,所以控制其消耗数量也是控制成本的重要措施。
在凿岩工作中钎头必须结构合理、形状合适、工作效率高,且具备耐磨性和机械强度与排粉性能,这样才能适应实际工况的需求。
近年来,钎头生成技术已经有了较大的进步,形成了适应不同岩层的钎头形式,以此提高了生产的效率。
2 凿岩钎具中钎杆的结构特征凿岩钎具主要分为钎杆、钎头两个部分,钎杆是连接动力设备与钎头的重要传力结构,所以钎杆对于整个凿岩钎具的影响也是十分重要的。
钎杆通常是空心的钢材经过热处理等工艺制成,主要有椎体连接钎杆,螺纹连接钎杆和整体钎杆等结构。
椎体钎杆结构简单维护方便,进尺中钎杆的消耗较小,但是冲击应力在钎杆一次往返的能量消耗大,容易在连接处损坏,国内应用不多。
螺纹连杆通常用R螺纹、HL螺纹、T螺纹连杆等,而T性螺纹是最为可靠的一种,且传递能量效果好容易维护寿命长。
整体连杆其优势就是凿岩速度高,能量利用效率高,钎头的直径可以不受限制。
通常而言,整体钎具应力的波峰值要高出活性钎头近三成,其球形齿整体钎凿应力波形较为平缓,作用时间长,与凿岩过程配合较好,使得传力能量充分,在相同的情况下整体钎头要比活性钎头的速度有所提高,其寿命也相对较长。
滚压成型钎杆波形螺纹工艺

图!
石,用水冲走岩粉,达到钻孔的目的。分析 一组垂直向上的钎杆在凿岩过程中的受力情 况,可以看出 其 危 险 点 是 最 下 面(连 接 钻 机)一根钎杆的螺纹与杆体的过渡处。取一 微观体进行应力分析,如图 * 所示。 以钻石 *##.1( 型钻机及 234$# 凿岩机 为例进行定量分析,其已知参数如下: 额定拉动力 !5)# 6 冲击能(工作气压在 #+/" 789 时) : %%+- ; 活塞质量 冲击频率 转钎扭矩 ! <= : ") >?
& ! ! " ##$%# 通过以上计算,可以看出钎杆在工作中 承受着很高的载荷。按第三强度理论:
则
据资料介绍:形变热处理是对金属材料有效 地综合利用形变强化及相变强化,将压力加 工与热处理操作相结合,使成型工艺同获得 最终性能统一起来的一种工艺方法。这种方 法在冶金工艺、机械制造业及尖端技术领域 受到普遍重视。形变热处理又分为低温形变 热处理和高温形变热处理两种。将钢加热到 奥氏体状态,保持一定时间,快速 冷 却 到 "#’ 以下,在亚稳定奥氏体状态下进行形变, 然后淬火得到马氏体组织的综合工艺叫低温 形变淬火。将钢加热到稳定奥氏体区保持一 段时间,在该状态下形变,随后进行淬火以 获得马氏体组织的综合处理工艺,称为高温 形变淬火。 我们根据工件的工况条件及工艺条件采 用的是高温形变热处理工艺。高温形变淬火 辅以适当温度的回火处理,能在提高钢的
滚压成型钎杆波形螺纹工艺
周为民
(白银公司研究所钻具室,甘肃 白银 !"#$##)
摘要:矿山井下钻凿中深孔时所用的 !"% && 的钎杆,传统的加工方法是车削 加工,容易产生表面缺陷,螺纹根部与杆体的过渡处易产生应力集中。现介绍一种 新的加工工艺— — —滚压形变热处理钎杆波形螺纹的工艺及其优缺点。 关键词:凿岩钎杆;受力分析;滚压形变热处理 中图分类号:’()%*+% , 文献标识码:.
R32凿岩钎杆的失效形式分析及早期失效的防治措施_陈东梅
R32凿岩钎杆的失效形式分析及早期失效的防治措施陈东梅(鲁中矿业有限公司机械厂)摘要:延长R32凿岩钎杆使用寿命的关键,是保证R32凿岩钎杆在使用条件下具有足够高的疲劳强度,防止其早期失效。
为此,根据R32凿岩钎杆的失效形式分析,找出引起钎杆早期失效的主要原因,采取必要的措施,确定最佳的热处理、表面强化、及防腐处理等工艺,充分发挥钢材的潜能,进而延长了R32凿岩钎杆使用寿命。
关键词:钎杆疲劳强度早期失效热处理引言在凿岩过程中,由于岩石的不均匀性,孔底的不规则度,钎杆的弯曲,打击的偏心,系统的振动,钎头和孔底接触情况的变化,凿岩机活塞打击的不均匀性,冲洗水的影响,钎杆中弯曲波和上次打击残留波的叠加,波的衰减和色散一系列因素的影响和交互作用【1】,钎杆的服役条件相当复杂、恶劣,直接影响其使用寿命,并导致钎杆的最终失效。
其失效形式主要有:连接螺纹的磨损,钎杆的疲劳破断和脆性破断,其中破断是影响国产钎杆寿命的最主要的失效形式,主要发生在螺纹部位和螺纹与杆体的过渡区域。
R32凿岩钎杆的早期失效,不仅影响生产的顺利进行和危及操作人员的安全,并增加凿岩作业的辅助时间,降低了凿岩效率,同时还消耗了大量的优质钢材。
因此研究R32凿岩钎杆早期失效的防治措施,一直是矿山凿岩工具方面的一个重要课题。
1 钎杆连接螺纹的磨损在凿岩工作时,钎尾、钎杆、钎头组成凿岩钎具组,钎具组各部件之间的螺纹连接上紧后,由于螺纹加工误差,它们之间仍然存在间隙。
在高频冲击作用下,内外螺纹之间产生高频撞击。
在其接点(线或面)上,形成磨损坑。
即使螺纹的加工精度高,在高频冲击应力作用下,也会在两个螺纹表面之间发生小振幅的相对振动,产生振动磨损。
当钎杆螺纹精度不高时,振动磨损将加速,当磨损速率大于疲劳裂纹形成速率和裂纹扩展速率时,螺纹之间间隙扩大,磨损加快,产生冲击磨损。
导致钎杆连接螺纹的磨损失效。
2 钎杆的疲劳破断和脆性破断2.1 疲劳破断钎杆的疲劳破断主要发生在连接螺纹、杆体和螺纹与杆体的过渡区三个部位,且大多发生在螺纹根部。
【机械毕业设计】凿岩钎具钎尾的热处理工艺探索
目录前言 (2)凿岩钎具钎尾的热处理工艺探索 (3)1、钎尾的工作环境和失效形式分析 (4)1.1 钎尾断裂 (4)1.2 尾部端面破损 (4)1.3 螺纹磨损 (4)1.4 钎耳破断 (4)2、钎尾的服役条件 (4)3、钎尾的材料及合金元素的作用 (5)4、En40B常用钎尾的热处理工艺分析 (6)4.1 去应力退火 (6)4.2 渗碳+直接淬火 (7)4.2.1 渗碳 (7)4.2.2 直接淬火 (12)4.2.3 渗碳空淬后常见的缺陷及对策 (13)4.3 低温回火 (16)4.4时效处理 (16)5、En40B常用钎尾的新的热处理工艺 (17)5.1 渗碳 (17)5.2 等温淬火 (17)结论 (19)参考文献 (21)凿岩钎具钎尾的热处理工艺探索摘要:本文通过对钎具钎尾的工作环境、失效形式及钎尾用钢中所含的元素的种类和含量的分析;对凿岩钎具中材料为En40B的钎尾的热处理工艺进行分析探索;研究了钎尾在实际使用中的性能要求、实际生产中设备的先进性、金相组织、硬度实验;提出了针对En40B钎尾的热处理工艺中所涉及的问题;采用了对钎尾在工艺过程中各工序的温度高低、保温时间长短和可控气氛多用炉中碳浓度的高低的比较及所产生缺陷的分析,从而进一步提出了关于凿岩钎具钎尾的新的热处理工艺:渗碳—高温回火—等温淬火—低温回火;解决了En40B钎尾的热处理工艺参数选定原因和公司工艺中常存在的缺陷问题;达到了对En40B钎尾热处理工艺的理解,以及利用新工艺提高钎尾的使用性能的目的。
关键词:材料、钎尾、热处理前言:无论是各种矿产资源的开采、铁路、公路、水利、水电等能源交通的建设,还是地质、建筑等部门,都离不开钻爆作业,离不开使用凿岩钎具。
钎具见图1图1 钎具钎具(rockdrill tools)是凿岩爆破中必不可少的工具。
它是用钎钢和其他材料(如硬质合金)制造而成的钻凿岩石用的工具。
它主要包含四大类部件,即钎杆或称钎子杆(rad),钎头或钻头(bit),连接套筒或称套筒(coupling)与钎尾(shark adaptor)。
1地下采矿凿岩机

1.1 凿岩机概述
1.1.2 凿岩机分类
根据《凿岩机械与气动工具产品型号编制方法》(JB/T 1590-2010),凿岩机型号应依次由其 类别、组别、型别、产品主参数、产品改进设计状态和制造企业标识等产品特征信息代码组成。
例如: YT—气腿式凿岩机,其中Y表示凿岩机(岩)的类别,组别为气动,T为型别代号(气腿式); YSP—向上式高频凿岩机,其中S表示型别代号为上向式,P表示特性代号(高频); YGP—导轨式高频凿岩机,其中G表示其型别代号为导轨式。 FT—气腿,其中F表示该气腿的类别为辅助凿岩设备(辅),T为该气腿的组别。 当产品主参数系双主参数时,应采用斜杠“/”将其分隔;企业标识码为可选要素,其余为 必备要素。
图1-12 钎尾的钎耳结构形式
1.1 凿岩机概述
1.1.3 凿岩钎具
按断面形状分为六角形钎尾和圆形钎尾。前者用于轻型凿岩机,后者用于重型凿岩机和液压凿 岩机。
按螺纹结构分为波形、复合、梯形、S螺纹等钎尾。波形螺纹广泛应用于中、小截面钎具;梯 形螺纹结构螺纹应用于中、大截面钎具。近年来出现的S螺纹实际上是一种双头梯形螺纹,它比梯 形螺纹具有更小的扭紧与卸开力矩。
1.2 浅孔气动凿岩机
1.2.1气动凿岩机的分类
(2)按冲击配气机构分类。冲击配气机构是气动凿岩机的最主要机构,它是由气缸、活塞、配 气机构以及气路等组成。凿岩机活塞的往复运动并且对钎杆进行冲击是凿岩机的主要动作。活塞的 往复运动是通过凿岩机的配气机构实现的。因而配气机构制造质量和结构性能的优劣,直接影响活 塞的冲击能、冲击频率和耗气量等主要技术指标。配气机构有3种,即被动阀式、主动阀式和无阀式。
(1)按支撑方式分类。
1)手持式凿岩机。这类凿岩机的重量较轻,都在25kg以下,工人手持操作。可以打各种小直径 和较浅的炮孔。一般只打向下的孔和近于水平的孔。由于它靠人力操作,劳动强度大,冲击能和扭矩 较小,凿岩速度慢,现在地下矿山很少用它。Y3、Y26等型号凿岩机属于此类。
矿用产品安全标志认证
454.MT474-1996装煤机型式与参数 2004年确认
455.MT/T475-1996悬臂式掘进机回转支承型基本参数和技术要求 2004年确认
456.MT476-1996YBC系列采煤机用隔爆型三相异步电动机
441.MT/T461-1995煤矿装载机械密封润滑履带总成
442.MT/T462-1995多刃镶齿盘形滚刀
443.MT/T463-1995矿用圆环链用扁平接链环检验规范 2004年确认
444.MT/T464-1995矿用刮板输送机通用安全技术条件
457.MT477-1996YBU系列掘进机用隔爆型三相异步电动机
458.MT478-1996YBC系列刮板输送机用隔爆型三相异步电动机
459.MT/T479-1995煤矿酸性水中硝酸根离子的测定方法
460.MT/T480-1995煤矿酸性水中可溶性固体的测定方法
429.MT448-1995煤矿用电化学式氧气传感器技术条件
430.MT449-1995煤矿用钢丝绳牵引输送带阻燃抗静电性试验方法和判定规则
431.MT450-1995煤矿用钢丝绳芯输送带阻燃抗静电性试验方法和判定规则
432.MT451-1995煤矿用隔爆型低压三相异步电动机安全性能通用技术规范
437.MT/T456-1995菱形金属网编网机
438.MT/T457-1995水力采煤手动水枪通用技术条件
439.MT458-1995滑移顶梁液压支架通用技术条件
440.MT459-1995煤矿机械用液压元件通用技术条件 2004年确认
469.MT/T489-1995矿用液压轴向注塞泵试验方法 2004年确认
钎具波形螺纹检测探讨
假定外螺纹止端螺纹环规的小径基本 尺寸为D小,牙高为H,波谷圆弧半径为R。,
波峰圆弧半径为R:,根据公差与配合原 则得:
H=(hl+TH/2)±TH/2 TRl/2)±TRl/2
保证产品螺纹的互换性主要是保证螺 纹达标,即切实保证所加工螺纹达到通用 标准。怎么样既简单、又比较实际地解决这
一问题呢?我们根据多年的生产实践,总 结了一套相对比较实用的方法,在此与大 家一起探讨。 1 螺纹标准
要讨论螺纹的互换性,就必须从螺纹的 标准说起。
国际上现在通用的波形螺纹标准如图l 和表l所示。
带人上述公式,概括得内螺纹通端螺纹 塞规的尺寸及公差表3
\\、规\参格数\
R22 R28 R28 R32 R38
表3 内螺纹通端螺纹塞规尺寸及公差带表
h±0.005
rl士0.012
r’±0.015
1.ห้องสมุดไป่ตู้05
5.150
6.350
单位_,mill
d大±0.009 21.906 24.806 27.996 31.小)6 38.056
光滑极限量规是一种没有刻度的专用检验 工具,它只能检定—个产品尺寸是否合格,即该 产品尺寸是否在规定的极限尺寸内,而不能测 量出该产品实际具体尺寸。所以光滑极限量规 的基本尺寸就是被检产品的极限尺寸。我们用 来检测钎具产品螺纹的光滑极限量规,同样也 应根据被检螺纹直径的极限尺寸来设计。 1.2基本尺寸及公差 1.2.1 基本尺寸
弧半径、波谷圆弧半径、量规大径的尺寸公 差,Zh、Zrl、Zr2为尺寸公差带中心线到工作 最小实体尺寸之间的距离,TPL为由止端螺纹 塞规中径公差带的中心线到工作内螺纹中径 下偏差之间的距离。
中国钎钢钎具产业的发展与资源节约
中国钎钢钎具产业的发展与资源节约张国榉;叶凌云;邓治洲;张汉斌;周晔【摘要】Tungsten has been widely applied for producing rock drilling tools. Upon summarizing the development tendency and status of Chinese rock drilling tools industry, this paper analyzed the problems existed in rock drilling products by focusing on the characteristics of tapered bit, integral drill steel and threaded drill head with medium-large diameters. Some recycling suggestions, such as drill head regrinding, reusing and residual tooth blade drill head in the waste cemented carbide, were put forward. A new technology for producing cemented carbide,"one step method", was recommended. The paper pointed out that, the existing problems, such as outdated application methods and insufficient research funds of supporting equipments for rock drilling tools industry, must be addressed for the smooth development of the industry.%凿岩钎钢钎具是传统钨工业的重要应用领域。
MT煤炭行业标准
MT煤炭行业标准MT4-1984采煤机用电动机MT40-1987岩石视密度测定方法MT400-1995MT400-1995煤矿用带式输送机滚筒尺寸系列MT401-1995MT401-1995煤矿生产调度通信系统通用技术条件MT402-1995煤矿生产调度电话用安全耦合器通用技术条件MT403-1995煤矿生产调度人工交换电话总机通用技术条件MT404-1995煤矿生产调度通过式电话总机通用技术条件MT405-1995煤矿生产调度自动交换电话总机通用技术条件MT406-1995煤矿通信井下汇接装置通用技术条件MT407-1995煤矿地面立井提升机综合后备保护装置通用技术条件MT408-1995MT408-1995煤矿用直流稳压电源MT409-1995甲烷报警矿灯MT41-1987岩石孔隙率测定方法MT410-1995刨煤机型式和基本参数MT411-1995YBI系列装岩机用隔爆型三相异步电动机MT412-1995隔爆型电气设备低压接线端子MT413-1995矿用本质安全型数字式绝缘电阻表通用技术条件MT414-1995煤矿用带式输送机基本参数和尺寸MT415-1995矿用圆环链用开口式连接环检验规范MT416-1995装煤机通用技术条件MT417-1995液压支架产品质量分等MT418-1995液压升柱器MT419-1995MT419-1995液压支架用阀MT42-1987岩石吸水性测定方法MT420-1995高水充填材料MT421-1996煤矿用主要通风机现场性能参数测定方法MT422-1996煤矿粉尘粒度分布测定方法(质量法) (2005重新确认有效)MT422-1996煤矿粉尘粒度分布测定方法(质量法)MT423-1995空气中甲烷校准气体技术条件MT424-1995光干涉式甲烷测定器校准仪通用技术条件MT425-1995隔绝式化学氧自救器MT426-1995氯酸盐生氧起动器技术条件MT427-1995超氧化钾片状生氧剂技术条件MT428-1995煤矿用隔爆型电铃MT429-1995煤矿用隔爆型低压电缆接线盒MT43-1987岩石含水率测定方法MT44-1987煤和岩石单向抗压强度及软化系数测定方法MT440-1995矿井通风阻力测定方法MT441-1995巷道掘进混合式通风技术规范MT442-1995MT442-1995矿井通风网络解算程序编制通用规则MT443-1995煤矿井下环境监测用传感器通用技术条件MT444-1995煤矿用低浓度载体催化式甲烷传感器技术条件MT445-1995煤矿用高浓度热导式甲烷传感器技术条件MT446-1995煤矿用电化学式一氧化碳传感器技术条件MT447-1995煤矿用电化学式氧气传感器技术条件MT448-1995煤矿用超声波旋涡式风速传感器技术条件MT449-1995MT449-1995煤矿用钢丝绳牵引输送带阻燃抗静电性试验方法和判定规则(2005重新确认有效)MT449-1995煤矿用钢丝绳牵引输送带阻燃抗静电性试验方法和判定规则MT45-1987煤和岩石变形参数测定方法MT450-1995MT450-1995煤矿用钢丝绳芯输送带阻燃抗静电性试验方法和判定规则MT450-1995煤矿用钢丝绳芯输送带阻燃抗静电性试验方法和判定规则(2005重新确认有效)MT451-1995MT451-1995煤矿用隔爆型低压三相异步电动机安全性能通用技术规范MT452-1995许用火焰灯技术条件MT453-1995MT453-1995隔绝式压缩氧呼吸器MT454-1995压缩呼吸器和压缩氧自救器用二氧化碳吸收剂—氢氧化钙技术条件MT455-1995矿灯充电架产品型号编制方法和管理办法MT455-2006矿灯充电架型号编制方法MT456-1995菱形金属网编网机MT457-1995水力采煤手动水枪通用技术条件MT458-1995MT458-1995滑移顶梁液压支架通用技术条件MT459-1995MT459-1995煤矿机械用液压元件通用技术条件MT46-1987煤和岩石三轴强度及变形测定方法MT461-1995煤矿装载机械密封润滑履带总成MT462-1995多刃镶齿盘形滚刀MT463-1995矿用圆环链用扁平接链环检验规范MT464-MT464-1995矿用刮板输送机通用安全技术条件MT465-1995矿用刮板输送机驱动链轮检验规范MT466-1995刮板输送机用液力偶合器易爆塞MT467-1996MT467-1996煤矿用带式输送机设计计算MT47-1987煤和岩石单向抗拉强度测定方法MT47-1987煤和岩石单向抗拉强度测定方法煤炭工业部MT470-1996矿井地震勘探仪MT471-1996频率测深仪通用技术条件MT472-1996MT472-1996悬臂式掘进机液压缸内径、活塞杆及销轴直径系列MT473-1996装煤机型号编制方法MT474-1996装煤机型式与参数MT475-1996MT475-1996悬臂式掘进机回转支承型式基本参数和技术要求MT476-1996YBC系列采煤机用隔爆型三相异步电动机MT477-1996YBU系列掘进机用隔爆型三相异步电动机MT478-1996YBS系列刮板输送机用隔爆型三相异步电动机MT479-1995煤矿酸性水中硝酸根离子的测定方法MT48-1987煤和岩石抗剪测定方法MT480-1995煤矿酸性水中可溶性固体的测定方法MT481-1995煤矿酸性水中氯离子的测定方法MT482-1995煤矿酸性水中硫酸根离子的测定方MT482-1995煤矿酸性水中硫酸根离子的测定方法MT483-1995煤矿酸性水中铁离子的测定方法MT484-1995煤矿酸性水中铝离子的测定方法MT485-1995煤矿酸性水中钙离子的测定方法MT486-1995煤矿酸性水中镁离子的测定方法MT487-1995矿用摆线液压马达试验方法MT488-1995矿用摆线液压马达产品质量分等MT489-1995矿用液压轴向柱塞泵试验方法MT49-1987煤的坚固性系数测定方法MT490-1995矿用液压斜盘式轴向柱塞泵产品质量分等MT491-1995煤矿防爆蓄电池电机车通用技术条件MT492-1995煤矿用隔爆型三相异步电动机产品质量分等MT493-1995顺槽用破碎机通用技术条件MT493-2002顺槽用破碎机MT494-1995顺槽用破碎机型式与参数MT495-1995刮板输送机用紧链器MT496-1995综采用刮板输送机产品质量分等MT497-1995综采用刮板输送机井下工业性试验规范MT498-1995CKJ 系列交流真空接触器维修检验技术规范MT499-1995露天矿 35kV 和 66kV 移动变电站MT499-1995露天矿35kV和66kV移动变电站MT500-1996煤矿用气动局部通风机MT501-1996长钻孔煤层注水方法MT501-1996长钻孔煤层注水方法(2005重新确认有效)MT502-1996粉尘采样器检定装置通用技术条件MT503-1996光控自动喷雾降尘装置通用技术条件MT503-1996光控自动喷雾降尘装置通用技术条件(2005重新确认有效)MT504-1996触控自动喷雾降尘装置通用技术条件MT504-1996触控自动喷雾降尘装置通用技术条件(2005重新确认有效)MT505-1996声控自动喷雾降尘装置通用技术条件(2005重新确认有效)MT505-1996声控自动喷雾降尘装置通用技术条件MT506-1996矿用降尘剂性能测定方法(2005重新确认有效)MT506-1996矿用降尘剂性能测定方法MT507-1995煤岩分析方法一般规定MT51-1994硫化氢检测管MT515-1995MT515-1995煤矿岩巷掘进机械设备噪声测定方法MT516.1-1995煤矿液压凿岩机用钎具波形螺纹MT516.2-1995煤矿液压凿岩机用钎具钎头MT516.3-1995煤矿液压凿岩机用钎具钎杆MT516.4-1995煤矿液压凿岩机用钎具接杆套MT517-1995煤矿钻井机用齿滚刀通用技术条件MT518-1995钻井井筒永久支护通用技术条件MT519-1995煤矿许用导爆索技术条件MT519-2006 煤矿许用导爆索MT519-2006MT519-2006煤矿许用导爆索MT52-1996煤矿用岩石电钻MT520-1995煤矿雷管生产厂防静电安全规程MT521-1995煤矿坑道常规地质钻探用钻杆MT521-2006煤矿坑道钻探用常规钻杆MT522-1995矿用高强度圆环链检验规范MT522-2004矿用高强度圆环链检验规范MT523-1995防爆低能γ-γ组合测井仪MT524-1995防爆水压记录仪MT525-1995LCZ-80 型微电脑超声波流量计MT525-1995LCZ-80型微电脑超声波流量计MT526-1995LCD 系列多普勒超声波流量计MT526-1995LCD系列多普勒超声波流量计MT527-1995MT527-1995机械振动给料机MT528-1995滚筒式泥浆固液分离机MT529-1995MT529-1995煤矿用伸缩带式输送机参数MT53-1980静电显影记录仪MT530-1995煤矿井下紧急闭锁开关MT531-1995MT531-1995煤矿用速度传感器MT532-1996液压凿岩机用钎头产品质量分等MT533-1996液压凿岩机用钎杆产品质量分等MT534-1996液压凿岩机用接杆套产品质量分等MT535-1996液压凿岩机用接杆钎尾产品质量分等MT535-1996液压凿岩机用接杆钎尾产品质量分筹MT536-1996煤矿用岩石钻头MT537-1996煤钻头MT538-1996煤钻杆MT539-1996煤矿用电动锚杆钻机通用技术条件MT539-2006煤矿用电动锚杆钻机MT54-1981CJ-1000测井绞车MT540-1996底卸式吊桶MT541.1-1996悬臂式掘进机检修规范整机部分MT541.2-1996悬臂式掘进机检修规范机械部分MT541.3-1996悬臂式掘进机检修规范电控部分MT542-1996单体支柱柱鞋MT543-1996滑槽带式输送机MT544-1996矿用液压斜轴式轴向柱塞马达试验方法MT545-1996矿用液压斜轴式轴向柱塞马达产品质量分等MT546-1996矿用液压斜轴式轴向柱塞泵产品质量分等MT547-1996转子式混凝土喷射机MT547-2006 转子式混凝土喷射机MT547-2006转子式混凝土喷射机MT548-1996单体液压支柱使用规范MT548-1996单液压支柱使用规范MT549-1996单体液压支柱维修规程MT55-1981信号继电器MT550-1996大采高液压支架技术条件MT551-1996铺网液压支架技术条件MT552-1996MT552-1996端头液压支架技术条件MT553-1996缓倾斜煤层采煤工作面底板分类MT554-1996缓倾斜煤层采煤工作面顶板分类MT555-1996MT555-1996大倾角液压支架技术条件MT556-1996液压支架设计规范MT557-1996立井罐道用冷弯方形空心型钢MT558.1-2005煤矿井下用塑料管材第1部分:聚乙烯管材MT558.1-2005煤矿井下用塑料管材第1部分:聚乙烯管材MT558.2-1996煤矿用聚氯乙烯(硬)管材MT558.2-2005煤矿井下用塑料管材第2部分聚氯乙烯管材MT558.2-2005煤矿井下用塑料管材第2部分:聚氯乙烯管材MT558.3-2005煤矿井下用塑料管材第3部分:玻璃钢管材MT559-1996煤矿用带式输送机橡胶缓冲托辊安全性能检验规范MT560-1996煤的热稳定性分级MT561-1996煤的固定碳分级MT562-1996煤中磷分分级MT563-1996煤矿用携带型气体测定仪器通用技术条件MT564-1996煤矿用携带型催化燃烧式甲烷测定器技术条件MT569-1995矿用板翅式冷却器技术条件MT57-1993煤粉浮沉试验方法MT570-1996MT570-1996煤矿电气图专用图形符号MT572-1996矿用液压多路换向阀试验方法MT573-1996矿用液压齿轮泵试验方法MT574-1996煤矸石生物肥料技术条件MT575-1996YBRB系列泵站用隔爆型三相异步电动机MT576-1996液压支架立柱,千斤顶活塞和活塞杆用带支承环的密封沟槽型式,尺寸和公差MT576-1996液压支架立柱、千斤顶活塞和活塞杆用带支承环的密封沟槽型式、尺寸和公差MT577-1996MT577-1996悬臂式掘进机履带机构型式与参数MT578-1996MT578-1996悬臂式掘进机用套筒刮板链MT579-1996MT579-1996悬臂式掘进机履带板及其销轴MT58-1993煤粉筛分试验方法MT580-1996MT580-1996采煤机油封技术条件MT581-1996矿用内曲线液压马达试验方法MT586-1996装煤机传动齿轮箱检验规范MT587-1996液压支架结构件制造技术条件MT588-1996煤矿用防爆柴油机胶套轮/齿轨卡轨车技术条件MT589-1996煤矿用防爆柴油机钢轮-齿轨机车及齿轨装置MT589-1996煤矿用防爆柴油机钢轮/齿轨机车及齿轨装置MT59-1981AJH型氧气呼吸器校验仪MT590-1996煤矿井下钢丝绳牵引卡轨车技术条件MT591-1996煤矿井下用紧急制动装置MT592-1996矿用隔爆型低压交流双速真空电磁起动器MT593.1-1996人工冻土物理力学性能试验第1部分∶人工冻土试验取样及试样制备方法MT593.2-1996人工冻土物理力学性能试验第2部分∶土壤冻胀试验方法MT593.4-1996人工冻土物理力学性能试验第4部分∶人工冻土单轴抗压强度试验方法MT593.5-1996人工冻土物理力学性能试验第5部分∶人工冻土三轴剪切强度试验方法MT593.6-1996人工冻土物理力学性能试验第6部分∶人工冻土单轴压缩蠕变试验方法MT593.7-1996人工冻土物理力学性能试验第7部分∶人工冻土三轴剪切蠕变试验方法MT594-1996煤显微组分荧光光谱测定方法MT595-1996煤显微组分荧光强度测定方法MT596-1996烟煤粘结指数分级MT597-1996煤中氯含量分级MT6-1975瓷吊线器MT60-1995煤矿用炸药爆炸后有毒气体量测定方法和判定规则MT61-1997煤矿许用炸药井下可燃气安全度试验方法和判定规则MT619-1996煤炭试验室分级和评定MT62-1997煤矿许用电雷管井下可燃气安全度试验方法和判定规则MT620-1996煤炭分析用马弗炉控温仪技术条件MT621-1996矿井生产检查煤样采取方法MT621-2006矿井生产检查煤样采取方法MT622-1996五日生化需氧量简易测定方法MT623-1996煤炭脱硫工艺效果评定方法MT624-1996煤矿用隔爆型控制按钮MT625-1996煤矿用隔爆型信号开关MT626-1996矿井均压防灭火技术规范MT627-1996煤矿带式输送机易熔合金式自动喷水灭火系统通用技术条件MT628-1996气体检测管用圆筒形负压式采样器技术条件MT629-1996气体检测管用圆筒形正压式采样器技术条件MT63-1982短延期电雷管MT630-1996气体检测管用蛇腹形负压式采样器技术条件MT631-1996煤矿用风电甲烷闭锁装置通用技术条件MT632-1996井下探放水技术规范MT633-1996地下水动态长期观测技术规范MT634-1996煤矿矿井风量计算方法MT635-1996矿井巷道通风摩擦阻力系数测定方法MT636-1996矿井主要通风机优选程序编制通用规则MT637-1996煤与瓦斯突出矿井鉴定规范MT638-1996煤矿井下煤层瓦斯压力的直接测定方法MT638-1996煤矿井下煤层瓦斯压力的直接测定方法(2005复审确认有效)MT639-1996钻孔瓦斯涌出初速度的测定方法MT64-1982煤矿许用电雷管MT640-1996煤矿用安全钻机参数系列(2005复审确认有效)MT640-1996煤矿用安全钻机参数系列MT641-1996钻屑瓦斯解吸指标的测定方法MT642-1996管道瓦斯抽放综合参数测定仪技术条件(2005复审确认有效)MT642-1996管道瓦斯抽放综合参数测定仪技术条件MT643-1996MT643-1996滚筒采煤机用三层复合材料滑动轴承MT644-1997气垛支架MT645-1997煤矿用带式输送机滚筒与相邻槽形托辊组之间的距离计算公式MT646-1997摩擦式金属支架MT646-1997摩擦式金属支柱MT647-1997煤矿用设备开停传感器MT648-1997煤矿用胶带跑偏传感器MT649-1997煤用喷射式浮选机技术条件MT65-1995水胶炸药技术条件MT650-1997煤用斜叶轮浮选机技术条件MT651-1997煤用跳汰机清水性能试验方法和判定规则MT652-1997煤用浮选机清水性能试验方法和判定规则MT653-1997煤矿用带式输送机托辊组布置的主要尺寸MT654-1997MT654-1997煤矿用带式输送机安全规范MT655-1997煤矿用带式输送机托辊轴承技术条件MT656-1997煤矿用带式输送机机架型式与基本尺寸MT657-1997TLL型立式刮刀卸料离心机MT658-1997煤矿用特殊型铅酸蓄电池MT659-1997GXS细粒分级筛MT66-1995乳化炸药技术条件MT660-1997煤用振动筛规格尺寸系列MT661-1997MT661-1997煤矿井下用电器设备通用技术条件MT662-1997滚筒采煤机喷雾降尘用喷嘴基本尺寸MT663-1997煤矿用反井钻机产品质量分等MT664-1997煤矿用反井钻机钻杆MT668-1997煤矿用阻燃钢丝绳芯输带技术条件MT668-1997煤矿用阻燃钢丝绳芯输送带技术条件MT669-1997煤矿用阻燃钢丝绳牵引输送带技术条件MT669-1997煤矿用阻燃钢丝绳牵引输送带技术条件(2005重新确认有效)MT67-1994一氧化碳检测管MT67-2006一氧化碳检测管MT670-1997煤矿井下牵引网络杂散电流防治技术规范MT671-1997煤矿采掘工作面用隔爆型潜污水电泵技术条件MT671-2005煤矿用隔爆型潜水电泵MT672-1997煤矿水害防治水化学分析方法MT674-1997矿井生产时期排水技术规范MT675-1997露天煤矿边坡模拟试验方法MT676-1997MT676-1997悬臂式掘进机用支重轮结构与参数MT677-1997矿用全方位钻孔测斜仪通用技术条件MT678-1997矿用密度测井仪通用技术条件MT679-1997矿用瑞利波探测仪通用技术条件MT68-1992自动电压控制型酸性矿灯充电架通用技术条件MT68-2002矿灯充电架MT680-1997矿用本质安全型便携式微型计算机通用技术条件MT681-1997煤矿用带式输送机减速器技术条件MT682-1997MT682-1997悬臂式掘进机电控设备系列与参数MT684-1997矿用提升容器重要承载件无损探伤方法与验收规范MT685-1997高位翻车机MT686-1997圆环链爬车机MT687-1997煤矿井下移动式空气压缩机MT688-1997煤矿用锚杆钻机通用技术条件MT689.1-1997刨煤机出厂检验规范MT689.2-1997刨煤机型式检验规范MT69-1995顺槽用刮板转载机型式与参数MT690-1997雷管生产线导静电地面、台面电阻值测定方法MT691-1997雷管生产线静电电位测定方法MT692-1997煤矿瓦斯抽放技术规范MT693-1997矿用无线电波坑道透视仪通用技术条件(2005复审确认有效)MT693-1997矿用无线电波坑道透视仪通用技术条件MT694-1997煤矿用自动隔爆装置通用技术条件(2005重新确认有效)MT695-1997煤矿用高倍数泡沫灭火剂通用技术条件MT696-1997煤矿用高倍数泡沫灭火装置通用技术条件MT697-1997煤矿用燃油惰气发生装置通用技术条件MT698-1997矿井密闭防灭火技术规范MT699-1997煤矿采空区阻化汽雾防火技术规范MT7-1975吊线线夹MT70-1983HZJA型金属支柱MT700-1997煤矿防火用阻化剂通用技术条件MT701-1997煤矿用氮气防灭火技术规范MT702-1997煤矿注浆防灭火技术规范MT703-1997煤矿用携带型电化学式一氧化碳测定器技术条件MT704-1997煤矿用携带型电化学式氧气测定器技术条件MT705-1997煤矿用隔爆型低压插销MT706-1997一般兼矿用本质安全型安全栅MT707-1997煤自然倾向性色谱吸氧鉴定法MT707-1997煤自燃倾向性色谱吸氧鉴定法MT708-1997煤自燃性测定仪技术条件MT709-1997煤矿用一氧化碳过滤式自救器MT71-1997MT71-1997矿用圆环链用开口式连接环MT710-1997煤矿用隔爆型插销开关MT711-1997隔绝式压缩氧自救器MT712-1997煤矿防尘措施的分级除尘效率测定方法(2005重新确认有效)MT713-1997煤矿粉尘真密度测定方法(2005年重新确认有效)MT713-1997煤矿粉尘真密度测定方法MT714-1997煤粉生产防爆安全技术规范MT715-1997矿用防爆电磁阀通用技术条件MT716-1997煤矿重要用途钢丝绳验收技术条件MT716-2005MT716-2005煤矿重要用途钢丝绳验收技术条件MT717-1997煤矿重要用途在用钢丝绳性能测定方法及判定规则MT718-1997矿用隔爆兼本质安全型安全栅MT719-1997煤矿用隔爆型行程开关MT72-1998MT72-1998边双链刮板输送机用刮板。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图 1 波形 螺 纹 示 意 图
2 检测 方法 概述
2. 1 检 测 原 理
收 稿 日期 : 2 0 1 4 —2 —1 4
2 0 1 4年第 2期
凿 岩 钎 具 波 形 螺 纹 检 测探 讨
凿岩 机械 气动 工具 ( 总 第1 5 5 期)
凿 岩 钎 具 波形 螺 纹 检 测 讨 龙 潜 ( 首 钢贵 阳特 殊钢 有 限责任 公 司 , 贵州 贵 阳 5 5 0 0 0 )
摘 要: 螺 纹 连 接 凿 岩 钎 具 在 加 工 中 有 一 个 重 要 的 工 序 就 是 螺 纹 的加 工 , 不 仅 要 达 到 产 品螺 纹 的加 工 精 度 ,
表 1 波 形螺 纹 基 本 尺寸 表
单位 : m m
内 螺 纹 螺纹 规格 直 径 Dl
O R2 2 1 8. 8 6
外 螺 纹 直 径 螺 距
h1 +0. 2 0 r l ± 0. 4 r ’ ±0. 4 P
备 注
l
+ 0. 2 5
中 图分 类 号 : TD2 3 1 . 61 文 献 标 识 码 : B
Ro p e Th r e a d De t e c t i o n Pr o b l e m f o r Ro c k Dr i l l i n g T o o l s
L o n g Q i a n
+ 0. 20 0
e n c e , i s a s p e c i a l t o o l t h r e a d e d . T h e d e t e c t i o n p i r n c i p l e a n d me a n s o f t h e r o c k d i r l l i n g t o o l s f o r r o p e t h r e a d .
( S h o u g a n g G u i y a n g S p e c i a l S t e e l C o . L t d . G u i l i n 5 5 0 0 0 )
Ab s t r a c t : T h r e a d c o n n e c t i o n d i r l l wi t h p r o c e s s i n g a n i mp o r t a n t p r o c e s s i s t h e t h r e a d i n t h e p r o c e s s i n g , t h e p r o — c e s s i n g p r e c i s i o n i s n o t o n l y t o me e t t h e p r o d u c t t h r e a d , b u t a l s o t o e n s u r e t h e t h r e a d i n t e r c h a n g e a b i l i t y s t a n d a r d s . T h e r o c k d r i l l i n g t o o l t h r e a d r e q u i r e me n t i mp a c t e n e r g y ,S O t h e g e o me t i r c f o r ms a n d c o mmo n t h r e a d h a s t h e v e r y b i g d i f f e r -
尺寸 不可 能完 全相 同 。 要保 证各 厂 家产 品在 螺纹
上 的连接 配合 , 就 必须 保证 螺 纹 的互换 性 。也 就 是说 产 品无论 在 哪种 情况 下配 套 使用 , 都 有着 良
好 的通用 性 。
保 证 产 品 螺纹 的互 换 性 主 要 是保 证 螺 纹 达 标, 即切 实保 证所 加 工螺 纹达 到 通用 标准 。如何 既 简单 、 又 比较 实际 地解 决这 一 问题 呢 ?我 们根
还 要 保 证 螺 纹 互 换 性 达 标 。而 凿岩 钎 具 螺 纹 要 求 传 递 冲击 能 量 , 因此 在 几 何 形 式 上 与 普 通 螺 纹 有 很 大 差 异 .
是 一 种 专 用 的 工 具 螺 纹 。 本 文 就凿 岩 钎 具 波 形 螺 纹 的检 测 原 理 及 方 法 作 了 论 述 。 关键词 : 凿 岩钎 具 ; 波形螺纹 ; 检 测 方 法
Ke y wor d s : Ro c k d r i l l i n g t o o l s , R o p e t h r e a d , De t e c t i o n me a n s ,
刖 菁
1 螺 纹 标 准
随着 世界 钎具 凿 岩技 术 的不 断进 步 , 大 功率 凿岩 台车 、 大 规格 螺 纹连 接凿 岩钻 具 的使 用越 来
越广 泛 。 大规 格螺 纹连 接钻 具在 加 工 中有 一个 比
要 讨 论螺 纹 的互换 性 , 就 必须 从 螺纹 的标准
说起 。 国 际 上 现在 通 用 的波 形 螺 纹标 准如 图 1 和 表 1 所示 。
内螺 纹
较重要 的问题 是螺 纹 的加工 。 由于 国 内外 钎具 生 产厂 家众 多 , 各 厂 家 的加工 设 备 、 加工 方 法 、 加 工 水平存 在 一定 的差 距 ,其 加工 出来 的螺 纹形 状 、