一种非同步式输送线的开发应用
积放式输送线原理
积放式输送线的基本原理积放式输送线(accumulation conveyor)是一种常用的物料输送装置,其主要功能是在物料的输送过程中实现物料的暂存和缓冲,以解决生产线上物料流动速度不匹配的问题,提高生产线的生产效率。
积放式输送线的基本原理是通过将物料进行暂存,使得进料和出料的速度可以不同步,从而实现物料的缓冲。
它由输送带、驱动装置、支撑结构和控制系统等组成。
1. 输送带积放式输送线通常采用传送带作为物料的运输工具。
传送带是由多层织物或金属网制成的,具有一定的强度和耐磨性。
物料通过传送带的运动,从而实现物料的输送。
2. 驱动装置驱动装置是积放式输送线的动力来源,用于驱动传送带的运动。
常见的驱动装置有电机、减速器和传动装置等。
电机通过传动装置将动力传递给传送带,使其能够连续运转。
3. 支撑结构支撑结构是用于支撑传送带和驱动装置的框架结构,通常由钢制构件组成。
支撑结构需要具有足够的强度和稳定性,以承受物料和设备的重量,并保持传送带的平稳运行。
4. 控制系统控制系统是积放式输送线的核心部分,用于控制传送带的运行、物料的进出和缓冲区的管理。
控制系统通常包括传感器、计数器、PLC(可编程逻辑控制器)和触摸屏等设备。
传感器可以用于检测物料的位置、速度和数量等信息,将这些信息传递给PLC进行处理。
PLC根据设定的逻辑和控制策略,通过控制驱动装置的运行状态,实现物料的进出和缓冲区的管理。
5. 工作原理积放式输送线的工作原理可以简单描述为以下几个步骤:•步骤1:物料进料物料从生产线的上游输送到积放式输送线的进料口,传感器检测到物料的到达,并发送信号给PLC。
•步骤2:物料暂存传送带开始运行,将物料从进料口向缓冲区输送。
当传感器检测到缓冲区已满时,PLC控制传送带停止运行,物料被暂存在缓冲区中。
•步骤3:物料出料当生产线下游需要物料时,PLC控制传送带开始运行,将缓冲区的物料输送到出料口。
传感器检测到物料的离开,并发送信号给PLC。
一种带积放功能的自动输送线体的研制
一种带积放功能的自动输送线体的研制
奚思;徐金龙;李争
【期刊名称】《重庆理工大学学报(自然科学版)》
【年(卷),期】2015(029)009
【摘要】目前锂电材料自动输送线多采用动力滚筒链条式或是同步带式,这两类自动输送线都存在难以实现积放功能的缺点,存在全自动生产线故障自恢复功能差的问题.为此开发了一种带积放功能的匣钵输送线体,可以实现无限积放匣钵,再顺序出钵,从而达到故障自恢复的目的.
【总页数】5页(P75-79)
【作者】奚思;徐金龙;李争
【作者单位】中国电子科技集团第43研究所恒力公司,合肥230088;中国电子科技集团第43研究所恒力公司,合肥230088;中国电子科技集团第43研究所恒力公司,合肥230088
【正文语种】中文
【中图分类】TH226
【相关文献】
1.一种铝框涂胶取放料自动化设备的研制 [J], 陆敏智;许平平
2.一种带积放功能的自动输送线体的研制 [J], 奚思;徐金龙;李争;
3.一种带积放功能的自动输送线体的研制 [J], 奚思;李争;
4.智能积放自动化输送装置的开发与研制 [J], 戴玉龙
5.SF6密度校验及自动充放一体化装置的研制 [J], 张俊武;李晓斌;王榕锋;李青松;杨林凡;王冲
因版权原因,仅展示原文概要,查看原文内容请购买。
汽车发动机多模式自动生产输送线控制系统的研发

汽车发动机多模式自动生产输送线控制系统的研发摘要:汽车发动机装配线,主要完成发动机的装配工作。
根据系统控制要求,本系统设计采用德国siemens公司的plc-300系列控制器作为整个装配线的主体控制器,采用专门为现场操作箱设计的et200s远程i/o系统作为现场操作箱控制信号的采集系统,使装配线上在一定工位安装的转台,举升台,翻转机等设备,自动完成将发动机进行旋转,举升,翻转、移动等操作。
采用wincc人机界面软件和工控机组建成系统的操作监控站进行产品数量、生产节拍的监视。
关键词:发动机装配线;现场传感器;总线控制;非同步输送线中图分类号:tm76文献标识码:a文章编号:1009-0118(2013)01-0265-02一、汽车发动机缸体装配线的工作流程发动机上线工位操作工操作电动起重机将机加线加工好的发动机缸体吊装到发动机生产线的托盘上,然后发动机装配线自动通过滚道将托盘按顺时针方向输送到下一安装工位上自动停止在该工位上,该安装工位的操作工依据该发动机的型号安装相应的零件到发动机缸体上然后发出指令给装配线,发动机托盘自动的被传输到下一工位,下一工位的操作工依次安装相应的零件到发动机上,依次类推当。
发动机走到下线工位时该工位的操作工通过电动起重设备将安装好的发动机吊离发动机装配线完成发动机的生产。
该输送线方案。
图1发动机缸体生产输送线如图1所示,研发的发动机缸体生产输送线具有如下基本功能:(一)所具有的输线功能有直线输送功能、转角(正反90度,180度,270度)。
输送功能、升降输送功能、翻转等功能。
在可实现上述功能的前提下,输送线还要留下一些预留工位,给自动加工设备使用。
(二)工位可分成:自动加工工位(如自动工位ap60)和其辅助工位m60(自动加工工位ap60的返修工位)。
(三)自动工位设备加工不合格时,加工件在托盘上随托进入辅助工位m60(即手动工位)进行重新手动加工。
如此手动加工合格,则允许放到下一个自动工位(如ap80)加工。
一种新型往复式链式输送设备的结构设计
1 !"#$%&’&()*+,-.
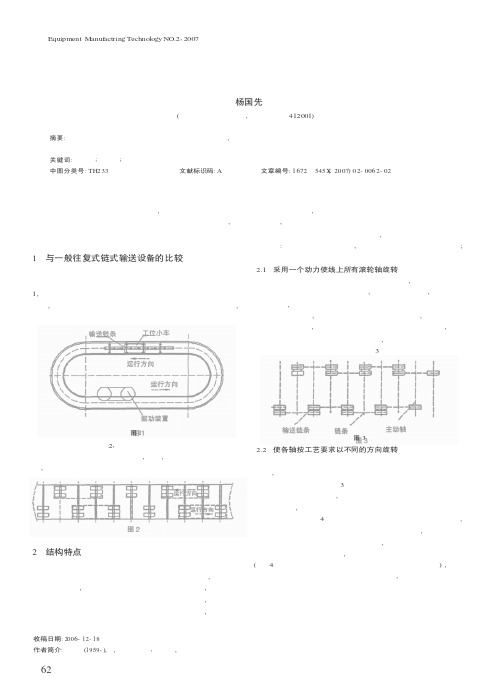
一般平面环形往复式链式自动化生产线的结构形式如图 1, 其缺陷是占地面积大、 设备造价高 、 在线 的周圈所需工装设 备多, 经济效益不好。 本文介绍一种新型往复式链式输送设备 , 正好克服了上述缺陷。
/1
其结构形式如图 2 , 是在一条输送线上 实现工件以同一 速度向两个不同方向的往复运行 , 因此 , 所需场地小、 工装设备 少 , 能带来良好的经济效益。
2 0123
整条输送线的传动是由一台电动机通过减速机 , 带动线 上各轴的转动 , 实现工件的输送。 线上各轴为阶梯轴 , 轴上均安 装两个与之为过盈配合的摩擦系数大的耐磨塑料轮 , 塑料轮随 同线上各轴的旋转而旋转。工位小车置于塑料轮上 , 小车对塑
Байду номын сангаас
减速机输 出轴的皮带轮间 , 通过皮带以两种不 同的方式连接 ( 图 4 以单点线和双点划线表达了两种不同的连接方式) , 就可 实现右端两 轴以不同方向、 相同转速旋 转 , 从而 使一条输送线 实现两种不同方向、 相同速度的物料输送。
Equipment Manufactring Technology NO.2 , 2007
一种新型往复式链式输送设备的结构设计
OPQ
( 株洲职业技术学院 , 湖南 株洲 412001)
R G : 介绍了一种新型往复式链式自动化生产线的结构特点 , 从结构设计上阐述了在一条输送线上实现相同速度两个不同方向、 的物 料输送。 TUV : 往复式 ; 生产线 ; 开发应用 W/XYZ : TH2 33 [\]^_: A [‘aZ: 1 672 —545 X ( 20 07) 0 2- 006 2- 02
自动液压拉紧装置的研究开发
经过对上述 3种方案的比较分析 ,根据 目前的现 状 ,可优先开发液压绞车式拉紧装置 ,但需解决 由于 液压 系统 长期 连续 运行 而导 致 的系统 发热 问题 ,对此 有两种解决方案 :①增加换热装 置 ,提高 自动程度 ; ②通过人工超前输人机尾移动信号并强制起动泵站建 立 系统压 力 。
际上 是胶 带机 的非 稳定 工作过 程 。在移 动 过程 中 ,机 尾 自移 的加速 度 和位移使 胶 带 的动拉 力和静 拉力 在 瞬
和在非稳 定运 行 状态 ( 动和 制动 )下 的动拉 力 启 S 。静拉 力 所 产 生 的位 移 称 之 为静 位 移 ,动 拉 力 导 致 的变 形称 之为动 位移 ,在 输送货 物重 力 的作用 下 由
时又要保 证输 送带 不承 受过 大 的拉 紧力 ,因此拉 紧装
置 的工作 拉力 为最 小拉 力 的 1 2倍 ~13倍 ,最 大起 . . 车拉 力 为运行 拉力 的 1 3 ~1 5倍 。 .倍 . 通 过 以上 分析 ,可 以得 知 自移机 尾 的移动过 程实
不 停 车的要求 。 1 胶 带输送 机在 连续 运行 时的受 力情况 首 先分 析胶带 输 送 机在 连 续 运 行 时 的拉 力 情 况 。 胶带机的胶带 主要 承受稳 定运行状态 下的静 拉力 s
力之和。
伸缩 带式 输送机 是 目前煤 矿井 下顺槽 运输 的主要
设 备 ,其 机尾 与转 载机 机头 搭接 ,当采 煤机 完成 一个
截 深时 ,需前 移机 尾 。随着 高产 高效工 作 面的不 断 出 现 ,要求 顺槽 可伸缩 带式 输送 机机 尾能 随着 工作 面 的 快 速推进 实现 快速 自移 。 国 内现有 带式 输送 机 自移机尾 装 置及 自动张 紧装
几种非同步式链式装配线的应用

关键词 : 同步 ; 非 截停装王; 链条
中图分类号 : H 3 T 23 文献标识码 : A 文章编号: 6 2 5 5 ( a 7 0 - 0 0 0 1 7 - 4 X 2 1 )1 0 9 - 2 0 -
在工业生产 中随着 自动化程度 的不断提高 , 各种形式 的链
式 自动化装配线得到 了广泛的应用 。 根据 自动化装配线 的运行
图4
收稿日期 :0 6 1— 8 2 0 - 0 2
作者简介: 国先( 5一 工程师, 研究方 向为链传动 、 杨 1 9) 9 男, 学士, 链式输送线 。
维普资讯
《 装备制造技术)0 7 20 年第 1 期
红外线控制开关发出指今, 后一工位小车被截停。前一截停工 位发出指令恢复正常运行 , 待工位间距离为正常时, 后一截停 工位小车也 自动恢复 正常运行 。所有截停和截停解 除动作 , 除 第一截停小车的截停和截停解除由人工发出指令外 , 其余均由 电器 自 动发 出指令。截停原理 由图 7 所示。
缸挡杆与在右侧的小车离合撞杆发生作用 , 工位小车链轮 使后 上抬打开离合。
状 况, 可分为同步式和非 同步式 。所谓 同步式 , 即输送线运行 时, 工件总是在 装配线上按一定的节拍 “ 齐步走”各 工序时间 , 均必须适应输送线的节拍。然而, 生产中很难保证各工序时间
—
致, 采用同步式必将降低装配线的效率。非同步式链式装配
线( 也称集放式柔性装 配线 ) 是近年来为 了解决上述 问题 而出
现的一种新 型结构形式 , 以根据 生产的要求 , 它可 对输送线上 的工件位置、 运行速度等进行调节。在实践生产 中已得 到了广
泛的应用 。
图1
DV11_DV15柴油机装配线设计与实施
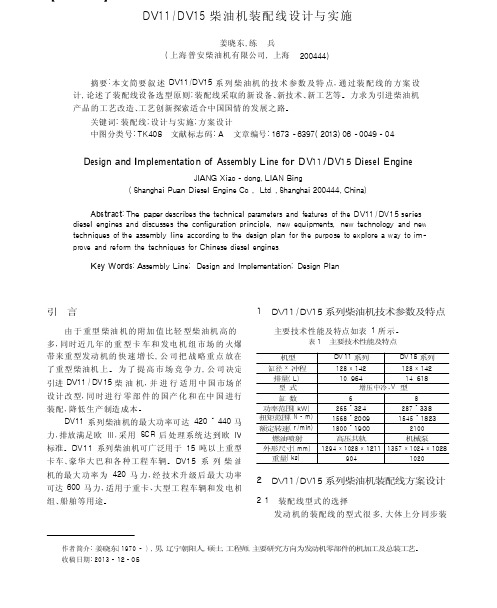
【 】D V 11 / D V 15 柴油机装配线设计与实施姜晓东,练 兵( 上海普安柴油机有限公司,上海 200444)摘要: 本文简要 叙 述 D V 11 / D V 15 系列柴油机的技术参数及特点,通过装配线的方案设计,论述了装配线设备选型原则; 装配线采取的新设备、新技术、新工艺等。
力求为引进柴油机 产品的工艺改造、工艺创新探索适合中国国情的发展之路。
关键词: 装配线; 设计与实施; 方案设计中图分类号: TK408 文献标志码: A 文章编号: 1673 - 6397( 2013) 06 - 0049 - 04D es i g n and I mp l e m e n t a ti o n of A sse mb l y Li n e f o r D V 11 / D V 15 D i ese l En g i n eJ I A NG X i ao - do n g ,L I A N B i n g( S h a n g h a i Puan D i ese l En g i n e C o . ,L t d . ,S h a n g h a i 200444,Ch i n a)Ab s t r ac t : The pap er desc r i bes the t ec hn i ca l parameters and features of the D V 11 / DV15 se r i esd i ese l e n g i n es and d i sc u sses the co nf ig u r a t i o n p r i n c i p l e ,n ew eq u i p m e nt s ,n ew t ec hn o l og y and n ew t ec hn i q u es of the asse m b l y li n e acco r d i n g to the des i g n p l a n for the purpose to e x p l o r e a way to im- prove and reform the t ec hn i q u es for Chi n ese d i ese l e n g i n es .K e y W o r d s : A sse m b l y L i n e; D es i g n and I m p l e m e nt a t i o n ; D es i g n P l a n引 言D V 11 / DV15 系列柴油机技术参数及特点1 由于重型柴油机的附加值比轻型柴油机高的 多,同时近几年的重型卡车和发电机组市场的火爆 带来重型发动机的快速增长,公司把战略重点放在 了重型柴油机上。
基于PLC的装配流水线控制系统设计
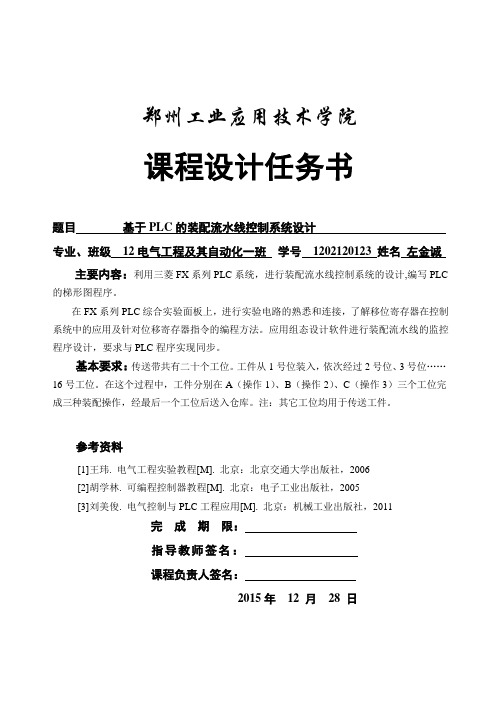
郑州工业应用技术学院课程设计任务书题目基于PLC的装配流水线控制系统设计专业、班级12电气工程及其自动化一班学号1202120123 姓名左金诚主要内容:利用三菱FX系列PLC系统,进行装配流水线控制系统的设计,编写PLC 的梯形图程序。
在FX系列PLC综合实验面板上,进行实验电路的熟悉和连接,了解移位寄存器在控制系统中的应用及针对位移寄存器指令的编程方法。
应用组态设计软件进行装配流水线的监控程序设计,要求与PLC程序实现同步。
基本要求:传送带共有二十个工位。
工件从1号位装入,依次经过2号位、3号位……16号工位。
在这个过程中,工件分别在A(操作1)、B(操作2)、C(操作3)三个工位完成三种装配操作,经最后一个工位后送入仓库。
注:其它工位均用于传送工件。
参考资料[1]王玮. 电气工程实验教程[M]. 北京:北京交通大学出版社,2006[2]胡学林. 可编程控制器教程[M]. 北京:电子工业出版社,2005[3]刘美俊. 电气控制与PLC工程应用[M]. 北京:机械工业出版社,2011完成期限:指导教师签名:课程负责人签名:2015年12 月28 日郑州工业应用技术学院课程设计说明书题目:基于PLC装配流水线控制系统设计*名:***院(系):机电工程学院专业班级:12电气工程及其自动化一班学号:**********指导教师:赵娟萍吉成芳成绩:时间:2015 年12 月28 日至2016 年1 月8 日摘要本设计以当今自动化水平越来越高的现状。
装配流水线在生产过程中代替人力发挥出越来越重要的作用。
以此为背景从它的概念和特点出发,提出了装配流水线生产上的问题和不足,各企业通过调整装配作业指导、运用工序同期化和加强现场管理等方法来改善这些问题。
对装配生产流水线进行改进,最终达到使整个装配线趋于平衡、装配效率有效提高和提高现场管理的目的。
PLC是现代通用的工业控制计算机。
其接口容易,同时PLC的编程语言简单易懂很容易被不管是否有电路基础的用户都能很快上手和掌握。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一种非同步式输送线的开发应用
陶柯;蒋佩岩;李丹;钱建徐
【期刊名称】《机械工程师》
【年(卷),期】2006(000)010
【摘要】介绍一种非同步式输送线的原理、结构、控制及应用.对应用中的一些问题如离合器问题、车间截车、定位截车问题、导轨轨迹问题、控制问题等提出了解决方法,并给出了实例.
【总页数】2页(P28-29)
【作者】陶柯;蒋佩岩;李丹;钱建徐
【作者单位】沈阳工业大学,机械工程学院,沈阳,110023;沈阳工业大学,机械工程学院,沈阳,110023;沈阳工业大学,机械工程学院,沈阳,110023;沈阳工业大学,机械工程学院,沈阳,110023
【正文语种】中文
【中图分类】TH22
【相关文献】
1.一种针对带参数非定常问题的非嵌入式降阶模型 [J], 王晨;白俊强;Jan S Hesthaven;邱亚松;杨体浩
2.一种非同步式输送线的开发应用 [J], 陶柯;蒋佩岩;李丹;钱建徐
3.一种用于非合作式星机双基地SAR中的波束同步技术 [J], 周鹏;皮亦鸣
4.跳频通信中一种缩短同步捕获时间的方法——位移等待式自同步方案 [J], 郭黎
利
5.一种简易式真空吸盘吊具的开发应用 [J], 李国钧; 陈春辉
因版权原因,仅展示原文概要,查看原文内容请购买。