铝合金去应力
铝合金应力

铝合金应力
摘要:
一、铝合金应力的概念
二、铝合金应力的产生原因
三、铝合金应力的影响
四、应对铝合金应力的方法
正文:
铝合金应力是指铝合金在受到外力作用时,内部原子之间产生的相互作用力。
这种应力可以影响铝合金的性能和结构,进而影响其使用效果。
因此,了解铝合金应力的概念以及产生原因,对于合理使用和加工铝合金具有重要意义。
铝合金应力的产生原因主要有两个方面:一是外部因素,如温度变化、机械应力等;二是内部因素,如原子间的相互作用力、晶粒大小等。
这些原因可能导致铝合金内部的晶粒结构发生变化,从而产生应力。
铝合金应力的影响主要表现在以下几个方面:首先,应力可能导致铝合金的硬度增加,使其更难加工;其次,应力可能使铝合金的塑性降低,影响其承受变形的能力;最后,应力可能导致铝合金的疲劳性能降低,从而影响其使用寿命。
针对铝合金应力的影响,可以采取以下几种方法进行应对:一是合理设计铝合金的加工工艺,降低加工过程中的应力;二是控制铝合金的使用环境,避免过高的温度或过大的机械应力;三是进行适当的铝合金热处理,以降低内部
的应力。
总的来说,铝合金应力是一个复杂的现象,需要从多方面进行研究和控制。
常用铝合金去应力退火热处理工艺规范

常用变形铝合金退火热处理工艺规范1主题内容与适用范围本规范规定了公司变形铝合金零件退火热处理的设备、种类、准备工作、工艺控制、技术要求、质量检验、技术安全。
2引用文件GJB1694变形铝合金热处理规范YST591-2006变形铝及铝合金热处理规范《热处理手册》91版3概念、种类3.1概念:将变形铝合金材料放在一定的介质内加热、保温、冷却,通过改变材料表面或内部晶相组织结构,来改变其性能的一种金属热加工工艺。
3.2种类车间铝合金零件热处理种类:去应力退火、不完全退火、完全退火、时效处理。
4准备工作4.1检查设备、仪表是否正常,接地是否良好,并应事先将炉膛清理干净;4.2抽检零件的加工余量,其数值应大于允许的变形量;4.3工艺文件及工装夹具齐全,选择好合适的工夹具,并考虑好装炉、出炉的方法;4.4核对材料与图样是否相符,了解零件的技术要求和工艺规定;4.5在零件的尖角、锐边、孔眼等易开裂的部位,应采用防护措施,如包扎铁皮、石棉绳、堵塞螺钉等;5一般要求5.1人员:热处理操作工及相关检验人员必须经过专业知识考核和操作培训,成绩合格后持证上岗5.2设备5.2.1设备应按标准规范要求进行检查和鉴定,并挂有合格标记,各类加热炉的指示记录的仪表刻度应能正确的反映出温度波动范围;5.2.2热电温度测定仪表的读数总偏差不应超过如下指标:当给定温度t≤400℃时,温度总偏差为±5℃;当给定温度t>400℃时,温度总偏差为±(t/10)℃。
5.2.3加热炉的热电偶和仪表选配、温度测量、检测周期及炉温均匀性均应符合QJ1428的Ⅲ类及Ⅲ类以上炉的规定。
5.3装炉5.3.1装炉量一般以装炉零件体积计算,每炉零件装炉的有效体积不超过炉内体积一半为准。
5.3.2零件装炉时,必须轻拿轻放,防止零件划伤及变形。
5.3.3堆放要求:a.厚板零件允许结合零件结构特点,允许装箱入炉进行热处理,叠放时允许点及较少的线接触,避免面接触,叠放间隙不小于10mm.b.厚度t≤3mm的板料以夹板装夹,叠放厚度≤25mm,零件及夹板面无污垢、凸点,零件间、零件与夹板间应垫一层雪花纸,以防止零件夹伤。
铝合金固溶时效 处理目的

铝合金固溶时效处理目的
1.消除内应力:固溶处理可以通过加热并快速冷却来减少或消除铝合金铸件或变形产品在制造过程中产生的内应力,防止因应力集中导致的变形或裂纹。
2.提高强度和硬度:铝合金经过固溶处理(通常是加热至接近共晶点温度,使得溶质元素充分溶解到铝的晶格中形成过饱和固溶体),然后迅速冷却(淬火),得到的是亚稳定的固溶体状态。
接下来的时效处理阶段,溶质原子会在晶界或晶内析出纳米级的第二相粒子,这会导致材料硬度和强度显著提升,这一强化机制称为沉淀硬化。
3.改善韧性:固溶处理能够改善铝合金的韧性,因为均匀分布在基体中的溶质可以阻止裂纹扩展,同时,适当的时效处理能够细化晶粒,进一步增强韧性。
4.增强抗腐蚀性:固溶处理可以使铝合金的成分更加均匀,提高其整体的耐蚀性,特别是对于一些含有特殊合金元素的铝合金,固溶处理有利于这些元素更好地发挥防腐作用。
5.稳定组织和尺寸:时效处理还可以稳定铝合金的微观结构,从而使材料的尺寸稳定性得到改善,这对于精密零件尤其重要。
铝合金压铸件去除应力的方法
铝合金压铸件去除应力的方法
一、铝合金压铸件去除应力的方法:
1、加热放松:采用铝合金压铸件,可以采用加热放松法,保证其调节性和熔融性,以减少应力问题,保护表面,提高产品质量。
2、表面抛光:使用机械手段对表面进行研磨抛光,可以减少表面处理残留的应力,可以使产品外观表面美观,提高产品质量。
3、重复冷压放松:重复冷压放松可以使压铸件表面应力放松,同时降低了表面歪斜度,变形量。
4、热处理:针对复杂的压铸件可以采用热处理技术,减少应力,提高产品的机械性能,更好地满足用户的要求。
5、保护剂:采用保护剂处理,可以改善表面状态,抗腐蚀,防止应力变形,提高产品的使用寿命。
6、定位和锁紧:定位和锁紧可以降低压力,减少应力,防止变形,提高使用效果。
总之,采用合理的铝合金压铸件去除应力的方法,可以有效改善产品性能,提高产品质量,为用户提供更好的服务。
6061铝合金零件去应力工艺研究

6061铝合金零件去应力工艺研究罗锡;王祥;乔平;王智峰【摘要】针对6061铝合金材料液冷零件残余应力水平85 MPa左右情况,采用不同热处理温度进行6061板材试件去应力对硬度的影响实验,实验结果表明190~200益对6061材料硬度无影响,采用200益保温6 h的进行液冷结构件的去应力实验,实验后液冷结构件应力降至33 MPa左右,满足6061材料结构件许用应力小于41 MPa的需求,提高了液冷模块的耐压强度,保证了零件后续使用的可靠性。
%According to the situation that the residual stress level of 6061 aluminum alloy liquid cooling parts is about 85MPa, tests about the effect of distressing 6061 sheet on the hardness with different heat treatment temperature are conducted. The ex-perimental results show that tempera tures about 190~200℃ had no effect to the hardness of 6061 material, and when 200℃for 6 hours of cooling structure to stress test after the experiment, the liquid cooling structure stress was reduced to about 33 MPa, and that could meet the demand of the allowable stress is less than 41 MPa of the 6061 structures. The test improves the compressive strength of liquid cooling module, and ensures the reliability of the subsequent use of the parts.【期刊名称】《机械研究与应用》【年(卷),期】2015(000)003【总页数】3页(P33-34,37)【关键词】铝合金;硬度;去应力;残余应力【作者】罗锡;王祥;乔平;王智峰【作者单位】中国航空工业计算技术研究所,陕西西安 710068;中国航空工业计算技术研究所,陕西西安 710068;中国航空工业计算技术研究所,陕西西安710068;中国航空工业计算技术研究所,陕西西安 710068【正文语种】中文【中图分类】TG4040 引言机载液冷零件由于需要满足强度高、重量轻的特点,6061铝合金材料成为了首选材料。
铝合金应力

铝合金的应力可以分为两类:残留应力和热处理应力。
残留应力是由于铝合金制品在生产过程中,由于铸造、挤压、切削等工艺方法不当而产生的。
例如,铸铝件成型时受到铸型、型芯的阻碍而产生拉应力,这种应力是暂时的。
此外,铝合金易吸收气体,含氢量越高,气孔就会越多,气孔不仅降低了铸件的气密性和耐蚀性,还降低了合金的力学性能。
对于加工后的铝合金表面光滑度和长度,也要注意确保加工出来的铝合金压铸件符合规格和性能需求。
热处理应力是由于铝合金在退火处理时,铸铝件中的残留应力可通过退火处理消除。
合金因导热性好、冷却过程中无相变,只要铸件结构设计合理,铸铝件的残留应力一般较小。
在进行退火处理时,应确保定温和冷却温度均匀,以避免铝合金压铸件出现变形或裂缝。
如需了解更多信息,建议查阅相关书籍或咨询专业人士。
可热处理铝合金残留应力的消除方法介绍及定量分析
用。
( 2 )在 较 低 温 度 ,扩 散 蠕 变 使 对 应 的 拉 伸 和 压 缩 区 域 压 缩 和 拉 伸 ,从 而 重 新 分 布 应 力 。析 出和 时 效 效 应 也 会 产 生 可 以消 除弹性应力 的体积变化 。这 些过程 是随时间变化的, 需要慎重考虑所 需要 的适 当温度 和持续时间。 ( 3 )低温 时 ,由于位错 的热滑行而 发生 的微塑性应 变 使拉伸应力消 除。这个过程和温度 以及时间的关系不是很密 切 ,并且不会完全消除残 留应力 。它很容易被可能在应力消 除之 前 发 生 的 时 效 效应 所 抑 制 。 然 而 ,在 大 部 分 温 度 范 围 内,塑性和蠕变过程 同时发生 ,因此 ,时 间一 温度 范围通常
同膨胀系数是残 留微观应力产生 的原因。因有强度或硬度的 要求 ,退火温度不能太高 。为 了以较低的退火温度更好的消 除残 留应力 ,应相应增加退火 时间。 残 留应力消 除有三个主要机制 。 ( 1 )当温度 升高 ,使得 材料屈服强度 大幅度 降低 时 , 塑性机制通过位错 的快速热运动缓解 弹性应变 。这要求达到 定 温 度 ,此 时 ,屈 服 强度 接 近 于残 留应 力 的 水平 。 然 而 , 这个温度通常会达 到或超过 固溶退 火温度 。这会导致机械性 能 的 降低 ,因 此 这 个 与 时 间 相 对 无 关 的 高 温 机 制 常 常 不 被 使
大 多数 制造工 艺和 热处 理会导 致机械 零件产 生残 留应 力 。残 留应力会导致应力腐蚀开裂 ,并在随后 的制造 过程 中 产生变 形,造成尺寸 的不 稳定,因此 ,残 留应力对 高强度 可 热 处理铝合 金来 说非常重要 。残 留应力是存在于 均匀 温度 条 件 下的材料 或零 件中的 自平衡应力 。从理论上来说,所有 材 料 、元 件 或 结构 都 存 在 残 留应 力 。几 乎 没 有 金属 加工 方法 不 产 生新 的应 力 。 残 留应 力对金属 性能的影 响包 括: 屈服强度 、 拉伸 强度、硬度 、耐 疲劳性、尺 寸稳定性、导 电性、耐腐 蚀 性 等。因此 ,设计机械零件 时考虑残 留应力 的影 响是非常重 要 的。 残 留应 力 的产 生 是 由于 不均匀 的体 积变化 或几 何形 状 变 化所 致。 体 积变化的一个普遍现象是淬火 。当淬火温度足够高并 且 淬火过程足够快时 ,就会产生残 留应力 。例如 ,在金属 圆 柱 体淬火过程中 ,外部冷却 比内部要快得多 ,这将导致热应 力 。对于轴 向和切线方 向,靠 近表 面产生拉力 ,圆柱体的 中 心 为 压 力 。在 整 个 横 截 面 的 半 径 方 向表 现 为 压 力 ,除 了最 外 围表面 。如果局部热应力达到淬火材料 的局部屈服强度 ,则 会 发 生 不 均 匀 的 塑 性 变 形 。较 热 的 中 心 部分 被压 缩 。 最 后 , 当 圆柱 体 冷 却 至 淬 火 剂 的温 度 时 , 内部 被 压 缩 的 成 都 超 过 表 面 ,而且 由于表面和 内部是一体 的,表面被产生压力 ,而 内 部产生张力 。其他非均匀体积变化包括沉淀硬化 、渗碳 、氮 化硬化 以及冷却过程 中的相变 。 对于几何形状变化 ,一般在铸造完成后 ,金属需要进一 步 的固态加工达 到最 终使 用 目的。这通 常意味着 塑性变形。 例 如 :带 材 轧 制 。 应 力 消 除常 见于 许 多 生产 作业 ,例 如 ,钢 的 焊 后 热 处 理 不仅消 除不均匀 热收缩引起的高拉 伸应 力,同时也改善冶金 性 能如 断裂 强度 。当不希望热处理影 响微观 结构时,应力消 除可通 过机械手 段来 实现。通 常是 由塑性拉伸来完成 。 残析 出热处 理
7075铝合金残余应力释放的热处理工艺研究
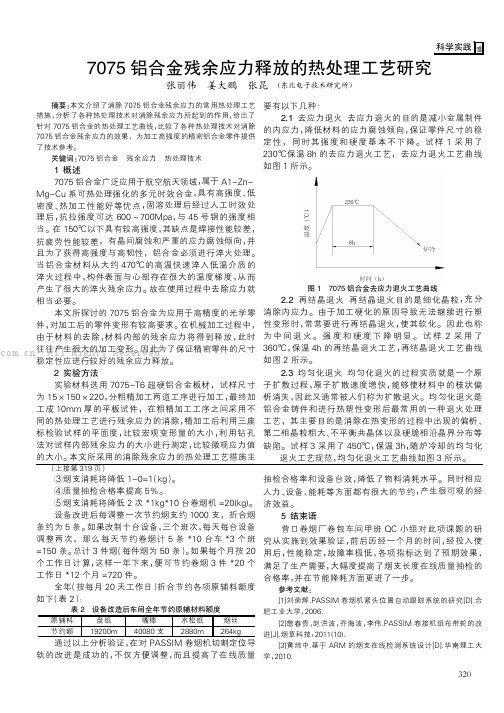
摘要:本文介绍了消除7075铝合金残余应力的常用热处理工艺措施,分析了各种热处理技术对消除残余应力所起到的作用,给出了针对7075铝合金的热处理工艺曲线,比较了各种热处理技术对消除7075铝合金残余应力的效果,为加工高强度的精密铝合金零件提供了技术参考。
关键词:7075铝合金残余应力热处理技术1概述7075铝合金广泛应用于航空航天领域,属于A1-Zn-Mg-Cu系可热处理强化的多元时效合金,具有高强度、低密度、热加工性能好等优点,固溶处理后经过人工时效处理后,抗拉强度可达600~700Mpa,与45号钢的强度相当。
在150℃以下具有较高强度,其缺点是焊接性能较差,抗疲劳性能较差,有晶间腐蚀和严重的应力腐蚀倾向,并且为了获得高强度与高韧性,铝合金必须进行淬火处理。
当铝合金材料从大约470℃的高温快速淬入低温介质的淬火过程中,构件表面与心部存在很大的温度梯度,从而产生了很大的淬火残余应力。
故在使用过程中去除应力就相当必要。
本文所探讨的7075铝合金为应用于高精度的光学零件,对加工后的零件变形有较高要求。
在机械加工过程中,由于材料的去除,材料内部的残余应力将得到释放,此时往往产生很大的加工变形。
因此为了保证精密零件的尺寸稳定性应进行较好的残余应力释放。
2实验方法实验材料选用7075-T6超硬铝合金板材,试样尺寸为15×150×220,分粗精加工两道工序进行加工,最终加工成10mm厚的平板试件,在粗精加工工序之间采用不同的热处理工艺进行残余应力的消除,精加工后利用三座标检验试样的平面度,比较宏观变形量的大小,利用钻孔法对试样内部残余应力的大小进行测定,比较微观应力值的大小。
本文所采用的消除残余应力的热处理工艺措施主要有以下几种:2.1去应力退火去应力退火的目的是减小金属制件的内应力,降低材料的应力腐蚀倾向,保证零件尺寸的稳定性,同时其强度和硬度基本不下降。
试样1采用了230℃保温8h的去应力退火工艺,去应力退火工艺曲线如图1所示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铝合金去应力
铝合金是一种常见的金属材料,由于其具有良好的强度、塑性和导热性能,被广泛应用于航空航天、汽车、建筑、电子等领域。
然而,在铝合金的加工过程中,由于内部应力的存在,可能导致材料形变、开裂和变形,从而影响其性能和质量。
因此,铝合金去应力是一个重要的工艺过程,本文将介绍铝合金的去应力原理和方法。
一、铝合金的应力来源
在铝合金的加工过程中,应力存在于材料内部,其来源主要有以下两种:
1. 内应力:在铝合金的制造和加工过程中,由于温度、形变速率、成形力等因素的影响,材料内部会产生不同程度的内应力,其中包括残余应力和加工应力。
2. 外应力:受到外力作用时,铝合金表面会产生应力,如采用拉伸机进行试验时,则会产生拉伸应力;而如果采用压缩机,则会产生压缩应力。
二、铝合金的去应力原理
铝合金去应力的原理是将应力状态转变成平衡状态,以减小或消除应力,并保持其结构和性能不受损伤。
减小应力的方法有以下三种:
1. 加温去应力:加温是去除铝合金内应力的一种有效方法。
通过加热,使内部结构发生变化,降低原始的内应
力水平,达到去应力的目的。
此种方法适用于加工过程中产生的应力,因为这种应力相对较小,温度也不需太高。
2. 扭转去应力:扭转是一种将应力转移到另一方向的技术,常常用在弯曲和冲压之后。
对于板材,这种方法可以用夹具将其放置在另一个方向上,受到相反的应力,以减轻它的应力。
3. 机械去应力:机械去应力是使用较小的力量来挤压物体,以减小其应力。
这种方法适用于更高的应力水平,比如用于制造飞机零部件、汽车引擎零部件等的结构件。
三、铝合金的去应力方法
铝合金去应力的方法有以下几种:
1. 热处理:热处理主要包括热过程和加工热处理。
其中,热处理是将材料加热到特定温度并保持一段时间,使材料内部的结构和组织发生改变,以减小或消除应力;加工热处理则是对已经加工完毕的铝合金材料进行热处理,以去除加工过程中产生的应力。
2. 拉伸法:拉伸法是通过将材料拉伸,以减小其内部应力。
在该方法中,铝合金板材或管材被拉伸,产生拉伸应力,然后放置在特定温度下,应力会自然消失。
3. 振动法:振动法是通过在铝合金材料上施加高频力以消除应力的方法。
在该方法中,振动器会以高频率震动铝合金材料,导致材料内部的应力释放。
4. 喷丸法:喷丸法是在铝合金表面上“喷”一些细小的颗粒,以减少材料表面的应力。
这些颗粒磨损表面并导致应力释放。
四、总结
铝合金是一种常见的金属材料,但它也存在内部和外部应力,影响其结构和性能。
为了保证铝合金的性能和可靠性,必须采用适当的去应力方法。
各种去应力方法在不同情况下都有其独特的优点和应用场景,因此选择合适的去应力方法十分重要。