交会法放样精度分析论文
浅述电站建设中极坐标放样法与前方交会法
浅述电站建设中极坐标放样法与前方交会法一、前言在核电建设过程中,为了使各建筑物中的设备、预埋件及管道等位置在施工过程中始终处于准确的受控状态,施工放样尤为重要。
施工放样的方法很多,如极坐标法、前方交会法、距离交会法等等。
测量技术人员必须兼顾效率、成本及精度要求而采用不同的放样方法,本文结合工程实践,就核电站建设常用的极坐标法放样及前方交会法放样法进行探讨。
二、极坐标法放样1、原理极坐标法放样是利用数学中的极坐标原理,以两个控制点的连线作为极轴,以其中一点作为极点建立极坐标系,根据放样点与控制点的坐标,计算出放样点到极点的距离(极距S)及放样点与极点连线方向和极轴间的夹角(极角)。
极距S、极角即为放样数据。
2、作业步骤(1)如上图,在C点架设全站仪,对中整平,后视B点(2)测设角度,(3)在CA方向上测设距离S(4)标定点位A。
3、精度分析:从上述步骤分析,其主要误差来源包括:架设仪器的对中误差、测角误差、测距误差和标定误差。
这里假定控制点的误差对下一级网影响较小,可忽略不计。
(1)对中误差,一般的光学对点器,其对点精度在0.5mm左右,若利用强制观测墩或者采用徕卡天底仪(NL)对点,我们常将其忽略不计。
(2)测角误差对放样点位的影响为。
(3)测距误差在工程建设中一般用全站仪来测设距离,距离测设的精度主要取决于(不考虑地球曲度,大气折光的影响)仪器的测距所能达到的精度和仪器的对中、反射镜对中杆铅直误差三个方面。
①测距仪的测距精度测距仪本身的测距精度,是指各种仪器所标称的精度指标,常用A+B*s表示。
例如:徕卡TCA2003全站仪,其测距精度为±(1mm+1ppm×s).其中1mm为该测距仪的固定误差,1 ppm.·s为比例误差。
当D=100 m 时,所引起的测距误差设为,则有:= ± 1mm+1×10¬¬¬¬¬¬¬¬¬¬¬¬¬ ×100000= ± 1.1mm②对中杆倾斜引起的距离误差对中杆的铅直是以圆气泡居中为标准的,实际工作中,人持对中杆进行放样,要使对中杆铅直是非常困难的,因为圆气泡总有偏差。
用误差椭圆分析交会法放样点位的精度

用误差椭圆分析交会法放样点位的精度测量在城市建设和规划中发挥着非常重要的作用,交会法放样点位是工程测量中常用的一种方法。
在充分考虑交会主要误差来源的基础上,用误差椭圆表示几种典型交会法下的点位误差分布,并对测角交会和测边交会进行了比较,通过分析得出不同交会方法对点位误差的影响规律和放样中应注意的问题。
标签测角交会;测边交会;误差椭圆概述随着社会主义改革开放的进一步深入,我国城市建设和规划的周期日益缩短。
在城市建设和规划过程中,测绘城市地形图和布设城市工程测量控制网是必不可少的工作。
以上测量工作中,经常用到以控制点为极点,以X轴为极轴,以极角和相应极径为变量的点位误差曲线。
点位误差曲线图的应用虽然很广泛,在它上面可以图解出控制点在各个方向上的位差,从而进行精度评定,但是它不是一种典型曲线,作图不太方便,因此降低了它的实用价值。
点位误差曲线总体形状与其相应的椭圆相似,通过一定的变通方法,可以用点位的误差椭圆代替误差曲线进行各类误差的量取[1],具体量取方法见参考文献1。
1 交会法放样点位在地形测量或工程测量中,当用图根网、图根锁或经纬仪导线测量的方法布设的图根控制点或工程控制点,尚不能满足大比例尺测图或工程放样的需要时,可以采用交会法作进一步的加密。
根据观测量的不同,交会法分为角度交会和距离交会,它在一定程度上提高了测量的效率。
在工程测量中,采用交会法放样点位是一种经常使用的方法。
通过对交会测量过程的分析,可以得到采用前方交会法放样点位时,放样点位的主要误差来源包括以下几个方面[3,4]:1.1 仪器本身及安置误差的影响在使用经纬仪或全站仪进行放样点位时,首先要在已知点上安置仪器,仪器在测站点上所造成的观测误差与仪器的安置精度有关,即仪器对中误差、整平误差势必影响放样点位的精度,例如整平时,圆水准气泡略偏一格,对中影响为5mm左右,所以在放样点位时,仪器应注意精确整平、仔细对中。
另外,还包含仪器本身的误差,如仪器的竖轴与水平度盘不垂直、水平轴与竖轴不垂直、视准轴与水准管轴不平行;仪器的标称中心与真实中心之间的差异;仪器照准部转动时,由于垂直轴和轴套表面的摩擦力,使仪器基座产生弹性扭转,和基座相连的水平度盘随之发生微小的方位变动,导致角度观测中方向观测读数产生误差;支承仪器基座的脚螺旋,其螺杆与螺母间有间隙,转动照准部时,螺杆在螺母内移动,带动了基座和水平度盘,使水平度盘产生微小的方位变动,也会导致角度观测中方向观测读数产生误差;仪器水平微动螺旋弹簧的弹力不足或油腻凝结,旋出水平微动螺旋照准目标时,弹簧不能迅速伸张,使微动螺旋杆和微动架之间出现空隙,在观测过程中,弹簧逐渐伸张把空隙消除,使视准轴离开照准目标,同样会对角度观测中方向观测读数带来误差。
前方交会放样点位的精度分析
\ (S
S 』 f -
() 5
未 知 数 xv的权 倒数 为 、
上 一[b b l】 N 1 1 I 姐J l N J 式 中
一 —
() 6
N bh ) JH】 一P : 1aI -. ( l [ -b 2 a = a — ・
这样就可以得到 P点的纵 、 坐标中误差为 横
1. 述 概
/
在 地 形测 量 中 , 当用 图 根 网 、 图根 锁 或 经 纬 仪 导 线 测 量 的 方法 布设 的 图 根控 制 点 , 尚不 能 满 足 大 比例 尺 测 图 需 要 时 , 以采 用 交 会 法 作 进 可
[b= b.[ 警 l b+l 丁 ‘ lh睾 =z 丁 P
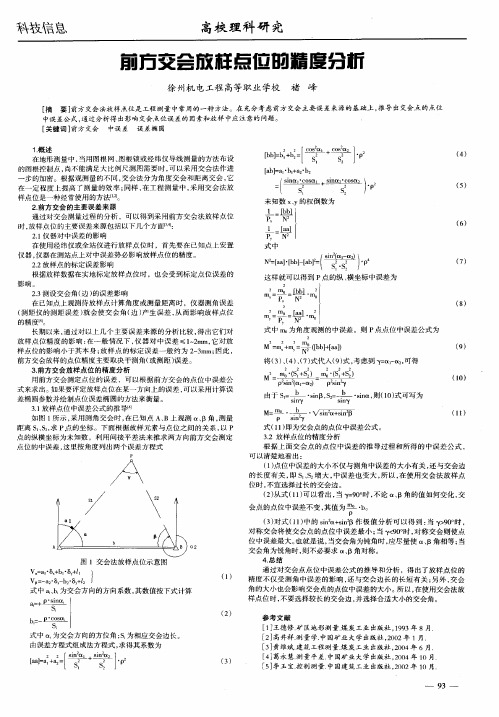
图 1 交会 法 放 样 点 位 示 意 图
由于 s= 。—
・i1, — ) ・ic, (0 式 可 写 为 s 3 s= n _ s  ̄则 1 ) n
sn y i.
sn i3 '
M= 堕 ・
P
・/ 、
( 1 1)
Sl i 1 l
式 ( 1 即为 交 会 点 的 点 位 中 误 差公 式 。 1) 32 放 样 点 位 的 精 度分 析 .
m
() 7
影响。
23测 设 交 会 角 ( ) 差 影 响 . 边 的误 在 已知点上观测待 放样点计算角度或测量距离时 ,仪器测角误差 ( 测距 仪 的 测 距 误 差 ) 会 使 交 会 角 ( ) 生 误 差 , 而 影 响 放 样 点 位 就 边 产 从 的精 度 [ 5 1 。 长期以来 , 通过对 以上几个 主要误差来 源的分析比较 , la。 + 2b b
=
A
步的加密。根据观测量的不同 , 交会法分为角度交会和距离交会 , 它 在一定程度上提 高了测量的效率 ; 同样 , 在工程测量 中 , 采用交会法放 样点位是一种经常使用的方法 。 一 2前 方 交 会 的 主 要误 差 来 源 . 通过对交会测量过程的分析 ,可 以得到采用前方交会法放样 点位 时 , 样 点位 的 主要 误 差 来 源 包 括 以 下几 个 方 面 I1 放 : 4 21仪器 对 中误 差 的 影 响 . 在使用经纬仪或全站仪进行放样点位时 ,首先要在 已知点上安 置 仪器 , 仪器在测站点上对中误差势必影 响放样点位 的精度。 2 . 样 点 的标 定 误差 影 响 2放 根据放样数据在实地标定放样点位时 ,也会受到标定点位误差 的
前方交会放样精度与图形关系的探讨
2 3 气流组织不合 理对 室 内空 气品质 的影 响 .
质 。 目前 国 内采 用 的 送风 方 式 主 要 有 侧 送 风 、 流 器 送 风 和孔 板 散
气 流组织形式不合理会直接影响通风效果 , 降低室 内空气 品 3 结 语 t 送风 3种形 式。它们 的共 同特点 是送 风先经 房 间顶 部吸 热、 吸 品质正 E益重视 。我 国对室 内空气 品质的评价 主要 参照 了美 国 湿、 稀释污染物后靠 自重下降到工 作区 , 工作 区的送 风品质降低 , A H A S R E标 准 6 —99 219 。创造健康建筑 , 维持好的室 内空气 品质 , 新 风不能得到很好利用 , 空气 品质不 能保 证。特 别是新风与室 内 避免病态建筑 的产生是我们 的目标 。 循环空气分别处理 , 在空调房 间进行混合 的情况 , 由于新 风温度 对室内空气 品质的影 响因素的深入 分析是避免病态建筑 、 实
仪器的地方进行测量和施工时 , 或图根锁或经纬仪导线测量 的方
质产生影响 。新 风量不足的原因是 多方面的 。
外, 写字楼等采用风机盘管加独立新风系统 , 盘管湿表面常成为室 内的细菌源、 气味源。这些都对室 内空气品质产生 了重要影响。 人们在追求热湿环境舒适性的 同时 , 对健康环境 和室内空气
理 , 得 空 气处 理 设 备 反 倒会 成 为 室 内 环 境 的 一 个 污 染 源 。空 调 使 国工 程科 学 ,0 7 3 :28 . 20 ( )8 —6
系统终 日不见阳光 , 运行时 , 由于采用 露点送 风, 湿、 湿处理 [ ] 茅 加 减 4
艳, 李安桂. 内空气品质影 响 因素 分析 与措施 探讨 室
关键词 : 角度 交会 , 离 交会 , 度 距 精
变形监测中后方交会的精度分析
变形监测中后方交会的精度分析发布时间:2021-01-08T12:19:01.043Z 来源:《基层建设》2020年第25期作者:孟猛马伶[导读] 摘要:在实际变形监测作业中,由于现场条件限制,为方便作业,经常使用后方交会的设站方式,本文主要讨论在变形监测作业中后方交会的精度分析。
辽宁地质海上工程勘察院有限责任公司辽宁大连 116000 摘要:在实际变形监测作业中,由于现场条件限制,为方便作业,经常使用后方交会的设站方式,本文主要讨论在变形监测作业中后方交会的精度分析。
关键词:变形监测;后方交会;精度分析。
1、引言随着全站仪的广泛应用,在实际变形监测作业中,由于现场条件限制,已知点并不通视,或已知点并不便于设站,或不利于观测目标,经常采用后方交会的设站方式解决该问题。
在待定点设站,通过观测各已知点,测得已知点夹角和待定点到已知点的距离,可实现确定待定点的位置的方法,这种布设方法即为后方交会发。
根据文献(1)、(2)的已有分析认为,后方交会法存在布点危险区域和多解值的问题,因而留给待定点选择布点区域的余地很小,这给具体应用该法布点带来了很大的困难,因为当两已知点选定后,待定点的选择除满足精度所要求的布点需要外,还应尽可能满足实际点位的需要,否则,将会给进一步应用待定点带来麻烦。
本文主要讨论在实际变形监测作业中后方交会的精度分析。
2、后方交会点位的精度计算公式在(15)式中就是P点误差椭圆的长半轴E远远大于短半轴F。
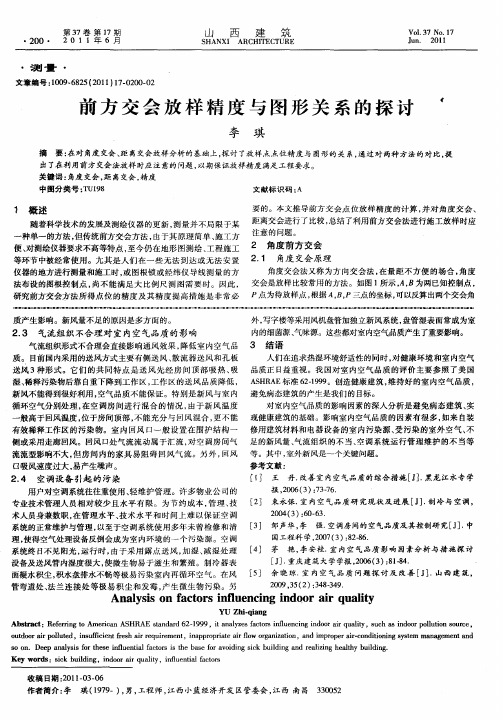
2、后方交会点位的精度计算在变形监测作业中的应用在实际作业中,后方交会点点位位置的选择,非常重要,影响着后方交会点的点位精度。
图二中,1、2、3号点为已知点,4、5、6号点为后方交会点点位位置,1、2、3号点的外接圆为该后方交会观测的危险圆。
其中4号点正好位于危险圆的圆心上,是较有利的交会点位;6号点位于危险圆上,为最不利的交会点位之一;5号点位于4、6号点之间。
根据上述公式,可计算出各点位的点位精度。
施工放样及精度分析

桥梁工程中施工放样方法及其精度分析汪良中铁二十二局第五工程有限公司摘要:本文叙述了桥梁施工中常用的施工放样方法,结合实践讨论各种方法的特点和适用环境,最后进行了精度分析。
主题词:桥梁放样精度分析极坐标法1前言在桥梁工作实践中,为了保证桥梁各部结构符合设计和规范要求,更好地掌握和控制工程施工数量,测量人员需要不断地放样、检查、监控各部结构施工,内、外业工作量极大。
施工放样的精度又关系着桥梁施工的质量和进度。
近些年来,工程施工大多已采用项目法管理,人员精简,工程规模又越来越大,如何在保证测量精度的前提下,提高施工测量放样效率就显得十分重要和有其现实意义。
选择合适的测量放样方法,养成严谨的复核习惯,建立严格的测量工作制度会取得事半功倍的效果。
2 施工放样2.1测量方法:桥梁工程中施工放样一般包括:已知距离的放样、已知水平角的放样、已知高程的放样和平面点位的放样。
前两者的放样基本上是平面点位放样中的一部分,或就是其的另一种形式:两个点确定一条线段。
已知高程的放样可以采用几何水准法,也可使用三角高程法,最好采用两种方法互相复核。
众所周知施工放样须遵循先整体、后局部的原则,先放样精度高的点,复核正确后,可以继续放样其他点,也可以利用先放样的点,再放样精度低一些的点。
2.2点位放样常用放样方法:桥梁点位放样常用的放样方法有坐标放样法和极坐标放样法。
极坐标法进行放样,就是置镜一控制点,后视另一控制点,输入放样点坐标或调整好方位角后输入距离,即可放样出预定点位,并采用置镜另一控制点点进行复核,同时可实测相邻两工作线偏角和相邻墩台的交点距进一步检核。
长度差值在 10mm 限差以内,拨角检测的横向偏差在 2~3mm 内时可以为定位正确,其误差可在邻近放样点内作适当调整。
坐标放样法实际上是将计算公式固化到全站仪中,通过电子读数,直接带入公司便可计算得到坐标。
在实践中,因放样前不知点位和坐标系在场地的走向,反而不如极坐标法来的方便和快捷。
全站仪前方交会点位精度的分析
全站仪前方交会点位精度的分析口日口臼施工技术与应用全站仪前方交会点位精度的分析摘要:前方交会点给测量工作带来了很大方便,但实际工作中测定前方交会点的工作却受许多因素的制约。
那么前方交会测量主要是受哪些条件制约?其精度能达到多少?如何能提高精度减弱误差是本文研究的主要内容。
,关键词:全站仪;前方交会;精度在日常测量下作中,前方交会是测定待定点坐标的一种常用方法,尤其是一人们无法到达和安置仪器的地方,常用的导线测量,后方交会测量等测量方法均法实现。
如在矿井高潜水位地区,随着开采的继续,地表塌陷盆地将B5B6137口8364320lB9∞ 2'2294151123O02盯F。
124.137l24.1a61o9.3821∞.382575O4.H51t6邯2051.126—544.l∞ .657.4107.857.5O3一l565.逐渐扩展,监测点(特别是位于工作面上方的监测点)的下沉值将越来越大,当F沉到一定量时部分点将被水淹没,前方交会几乎成了测定其目标的唯一方法。
本文将通过实际案例对全站仪前方交会点位的精度进行分析。
HI107.588107.586l龆462.2B9PlO12357536643491804116g35118I^AJJGGKll3.∞ 2l13.58295.421l01952.l睁H10Hi121263—18335.12295395.399101、9491.实验方案的总体设计“ 全站仪前方交会数据采集基地” 位于淮南市大通,该基地地处淮南市郊,范嗣』。
、视野开阔、通视条件好、交通便利。
有利于前方交会点位精度分析数据采集。
i亥基地是为“ 全站仪前方交会点位精度分析” 采集必要的数据而建,基地内尚无已知控制点,因而整个试验是在假定坐标系下进行。
该网的布设按统一的规格分级布设、逐级控制,并保证了足够的密度和精度,控制网的各项技术都能满足《工程测量规范》的要求。
选点亦从技术指131lP12一∞ 5.4l02.186.4馆.5酃.%86.593m2d933.B13B14l794252圄3911髓79.?g馏.7丫6Hl37l75.4.实验数据的处理假设A点坐标为(0,0,0),AB为固定边庐0。
测边交会法在设备中心线放样测量中的应用
测边交会法在设备中心线放样测量中的应用1概述随着科学技术的发展,测量在工业生产方面的应用越来越广泛。
设备在安装设计阶段都要设置设备中心线,作为今后设备定位的基准,用作评定设备运行情况及产品质量的量化考核指标。
由于大型设备的设计新奇、结构复杂,设备基准点往往被压在设备底下,或者是设备中心线基准点位于机组流水线两侧,相距甚远,无法直接利用。
我们必须采用特殊的测量手段将设备中心线平移出来,定位到设备的特殊部位上,或者是定位到机组外通视状况良好、障碍物少的地方,便于直接利用。
但由于现场情况的复杂多变,例如用钢丝绳定线放样、用经纬仪投点等传统的工程测量手段已经无法满足现场情况的复杂变化,必须有针对性地设计特殊方案解决此类问题。
针对精密工业测量的特殊要求,我们研究出采用测边交会法进行设备中心线放样,并对影响测量成果精度的各项误差进行分析探讨,以便于取得精确可靠的测量成果。
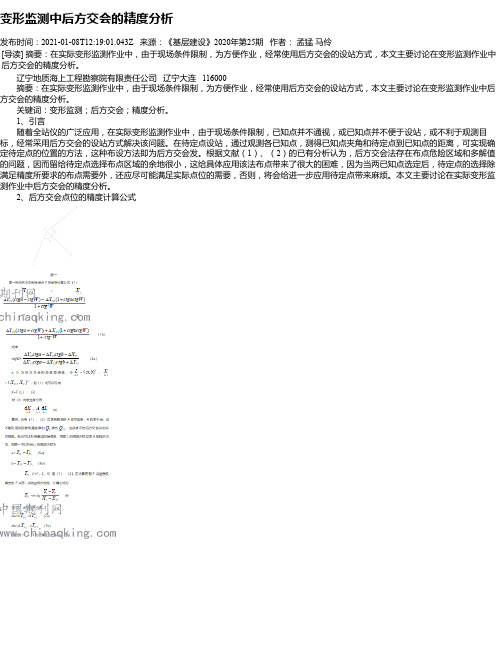
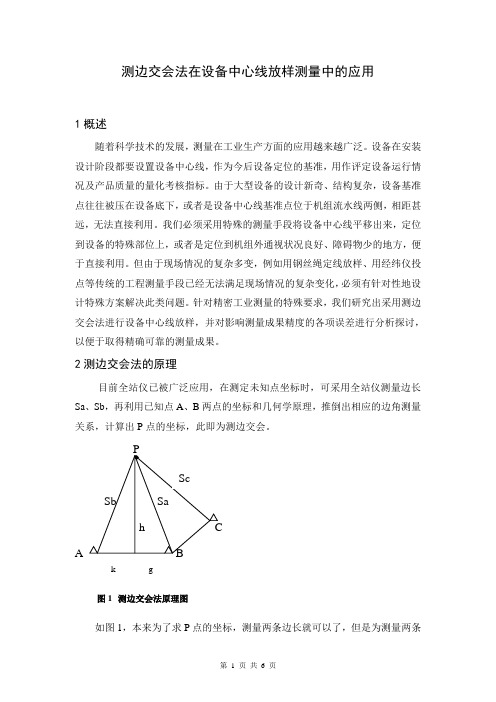
2测边交会法的原理目前全站仪已被广泛应用,在测定未知点坐标时,可采用全站仪测量边长Sa、Sb,再利用已知点A、B两点的坐标和几何学原理,推倒出相应的边角测量关系,计算出P点的坐标,此即为测边交会。
PScSb Sah CA Bk g图1测边交会法原理图如图1,本来为了求P点的坐标,测量两条边长就可以了,但是为测量两条边长就可以了,但是为了检核,同时又为了提高P点坐标的精度,通常是采用三边交会法。
其中两条边长是求P点坐标的,另外一条边长作为检核所用。
设已知点A、B的坐标分别为Xa、Ya和Xb、Yb,A与B间的已知边长为S AB。
利用全站仪测量了边长Sa、Sb,在三角形ABP中,AB边的高为h,而高h将AB边分为k和g两段,k+g=S AB 。
由已知边S AB 和观测边长Sa、Sb,推出k、g、h,从而算出∠A、∠B,并按余切公式求P点坐标。
Xp=Xa+L(Xb-Xa)+H(Yb-Ya)Yp=Ya+L(Yb-Ya)+H(Xa-Xb) (1) 其中L=k/ S AB =(Sb2 + S AB2- Sa2 )/2 S AB2H=h/ S AB =√Sb2/ S AB2–L2为了提高P点的测量精度,加强对P点测量坐标的检查,一般采用两条近似正交的边计算坐标,而采取第三条测量边长Sc作为检核,由C、P点坐标反算与直接用全站仪测量的边长Sc进行比较,可判定测量PC的边长,反算边长Sc反算成果的质量,从而提高测量的精度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
交会法放样精度分析
摘要:
工程测量中放样工作中测量工作中的重点内容,它是设计图纸在实地的标,是施工的依据。
本文浅谈了交会法放样精度的误差来源,误差的传播定律,以及如何规避减小误差的影响。
关键词:
交会法放样、精度、误差
abstract: this paper talking about the intersection method loft precision error sources, error propagation law, and how to avoid reducing the impact of the error.keywords: intersection method loft, precision, error
中图分类号:p258文献标识码: a 文章编号:
在工程测量中,放样工作是施工单位测量日常工作的重要一个环节;是设计与施工之间的桥梁。
放样的结果是设计图纸在实地的标注,它是施工的依据。
放样的方法有许多,诸如极坐标法、直角坐标法、轴线法等。
随着时代的进步和测绘科技术的不断发展,施工放样的手段也日逐先进。
诸如gps的rtk和全站仪施工放样等先进的手段已进入到该环节之中。
但是由于设备及人员等原因,许多施工单位仍在延用传统的放样方法。
其中方向交会法以其无须量(测)距、方法简单、实用、仪器要求较低等原因被广泛利用。
本文从测量误差影响的角
度结合交会法放样的作业全流程,分析各项误差的来源,探讨其对放样的点位影响的大小及其规律。
交会法放样的误差来源
“交会法是在两个已知的控制点上分别对待定点观测水平角,根据两已知控制点的坐标和观测角计算出放样待定点的坐标”。
其误差主要来自于角度测设的误差(已知控制点坐标按无误差考虑)。
故根据交会法放样的流程,它的误差来源及其影响为:
⑴仪器的对中误差me及其误差影响m1
⑵照准目标偏心误差me’及其误差影响m2
⑶角度测设误差mβ及其误差影响m3
⑷点位标定误差mτ及其误差影响m4
其中点位误差mτ为服从正态概率分布的随机量,由实验的方法求得该误差的中误差为0.3-2.0mm,一般当以划线的方法进行标定
时其中误差为0.5mm,故该误差不在本次评定范围内,下面就其他三种误差对精度的影响分别进行评定。
仪器对中误差的影响m1
如图3-1所示,由于仪器对中时的偏心,使得架设于测站点a
的仪器偏置于a',从而产生偏心距e及偏心角,使得放样的实际点偏移于p,如图可得出其点位偏移真误差
pp’=pp”+p”p’(3-1)
由=pp”=
=p”p’=
其中:==
既: pp”=.
由误差传播定律:
pp”2=()
转化为中误差:并求θ的平均值得:
其中:
得:(3-2)
同理可以得出设站于b点时由于测站仪器对中误差产生的误差影响值
meb2
(3-3)
所以(3-4)
由s0=将边长以角度来表示,则公式(3-4)可以表示为(3-5)
3.2.2照准目标偏心误差的影响
如图3.2所示,由于照准目标时的偏心而产生的偏心距e’和偏心角θ’,由其产生的角度测设真误差
pp’=sa
从而: mpp’=me’b
=
=
同理得出:
则目标偏心误差对方向法交会的影响
(3-6)
由公式(3-8)可以看出,在仪器对中误差、照准目标偏心误差、测角误差和点位标定误差为一定值时,q值的大小决定了方向交会法放样工作的精度。
而在公式(3-9)中,交会角α、β、γ为变量;它们的选择是决定精度影响的决定性因素。
下面在拟定客观观测精度 me=me‘=±5mm;mβ=±5″;mτ=±5mm 的情况下,对交会角α、β、γ的不同取值按公式(3-8)进行计算,得出表3-1的统计数据。
将表4-1的数据绘制成曲线图形,得图4-1。
从图形可以看出当γ的角值在90°附近时,交会的点位精度波动的幅度较小,趋于平缓。
既取在该范围内的γ角值时交会角角度为最佳。
4.2 误差极值的推导
前面讲到在γ=90°附近的平缓曲线段,那么方向交会法的极值位置在哪里呢?现将公式(3-8)分别对α、β、γ进行求导,得出:
(4-1)
(4-2)
令其一阶导数为零,得到:
sin2α=sin2β
因此,q的极值点只能在α=β或α=90°-β处达到,由于α
=90°-β则
γ=90°此时。
所以此时无极值。
而当α=β时,出现极值。
此
时
γ=180°-α-β,既α=
=(4-3)
而当q达到极大值时,mp达到极小值。
对求极值,得:γ=109°28′,此时
结论
从点位精度分布图上可以看出,对方向交会法放样来讲,γ值不宜过大亦不宜过小,一般角值应在60°— 120°时较为适宜。
通过点位精度公式的推导和图表可以得出以下结论:
当γ=90°时,方向交会法的点位误差为恒值,此时的点位误差与交会角无关。
当γ>90°时,宜采用对称交会的方法进行放样工作。
此时的图形条件较好。
当γ≤90°时,不宜采用对称交会的方法进行放样工作。
此时的图形条件较差。
对于方向交会法来讲其理论的最佳图形为:α=β=35°16′、γ=109°28′,此时的放样精度为最佳。
在条件容许的情况下,应尽量避免布设γ<30°的交会角。
从点位精度统计图表中可以看出:此时α、β的不同选择对点位精度的影响值较大,选择α(或β)为小角可以有效地减小放样的点位误差。
参考文献
[1] 测绘词典编辑委员会测绘词典上海辞书出版社1981
[2] 邵自修工程测量测绘出版社1991
[3] [苏]в.ф卢基亚诺夫工程测量精度分析测绘出版社1985
[4] 陈飞龙、金其坤工程测量同济大学出版社1990
注:文章内所有公式及图表请以pdf形式查看。