冷轧轧辊热凸度
3_轧辊的热膨胀和磨损对板形的影响
化学磨损是指在润滑油、工具和轧件材料及环境之间发生了摩擦化 学反应而导致的材料损耗。
热轧过程中的轧辊磨损
在热轧中,工作辊受周期性载荷的作用,伴随有坚 硬的氧化物的研磨和温度的波动。轧辊磨损的原因如 下:
a) 由于轧材与支承辊相接触产生轧辊表面的研磨; b) 轧辊受周期性载荷作用,表层会出现机械疲劳; c) 周期性地受轧材的加热和水雾的冷却导致轧辊表
对1区
δ T1 δt
=
a
δ 2T1 δ z2
+
2htφ ρcπ d
(Ts
− T1 )
−
2hcψ ρcπ d
(T1
− TW
)
对2区
δ T2 δt
=
a δ 2T2 δ z2
−
2hcψ ρcπ d
(T2
− TW
)
在1区和2区交接面的常用边界条件为:
δT1 (w / 2,t ) = δT2 (w / 2,t )
平均温度的函数。
在该模型中,将轧辊分为两个独立的区域,如下图所 示。在1区中,带材和冷却水都参与了热传递。在2区中, 只有冷却水的作用。根据能量守恒定律,当温度呈轴对称 分布且随时间变化时,可得到用柱坐标表示的微分方程。
带钢-轧辊-冷却水系统中的热传递 1-冷却水带走的热量;2-从板坯上吸收的热量;3-轧辊中心线
轧辊热凸度模型
控制方程
在带材宽度范围内(0≤x≤w/2)
d (T − Ta ) dt
=
a
d
2
(T − Ta
dx2
)
−
v
(T
− Ta
)
+
q
cρ
在带材宽度范围外(x>w/2)
《2024年中厚板轧机工作辊热凸度与磨损研究》范文
《中厚板轧机工作辊热凸度与磨损研究》篇一一、引言在轧制中厚板的生产过程中,轧机工作辊是关键的部件之一,其性能直接影响到产品的质量和生产效率。
工作辊的热凸度和磨损问题一直是轧制行业关注的重点。
本文旨在研究中厚板轧机工作辊的热凸度与磨损现象,分析其产生的原因及影响因素,并提出相应的优化措施,以期为提高轧制质量和生产效率提供理论支持。
二、中厚板轧机工作辊热凸度研究1. 热凸度的产生中厚板轧机工作辊在轧制过程中,由于受到轧制力、摩擦力及热量等因素的影响,会产生热膨胀现象,导致工作辊表面产生热凸度。
热凸度的产生会影响轧制产品的厚度、形状及表面质量。
2. 热凸度的影响因素(1)轧制力:轧制力越大,工作辊受到的压应力越大,热凸度越大。
(2)摩擦力:工作辊与钢板之间的摩擦力会产生热量,进而影响工作辊的温度分布,从而影响热凸度。
(3)工作辊材质及热导率:工作辊的材质和热导率直接影响其传热性能,进而影响热凸度的大小。
(4)轧制速度:轧制速度越快,单位时间内产生的热量越多,热凸度越大。
3. 热凸度的优化措施(1)优化工作辊材质:选用导热性能好的材质,降低工作辊的温度升高。
(2)控制轧制力:根据轧制需求合理控制轧制力,减小工作辊的压应力。
(3)控制轧制速度:在保证生产效率的前提下,适当降低轧制速度,减少单位时间内产生的热量。
(4)加强冷却系统:完善冷却系统,确保工作辊在轧制过程中得到充分的冷却。
三、中厚板轧机工作辊磨损研究1. 磨损的产生中厚板轧机工作辊在长期使用过程中,由于受到轧制力、摩擦力及外界环境等因素的影响,会出现磨损现象。
磨损会导致工作辊表面粗糙度增加,进而影响产品的质量和生产效率。
2. 磨损的影响因素(1)材质硬度:工作辊的硬度直接影响其耐磨性能。
硬度越高,耐磨性越好。
(2)润滑条件:良好的润滑条件可以减小工作辊与钢板之间的摩擦力,从而减轻磨损。
(3)外界环境:如温度、湿度等外界环境因素也会对工作辊的磨损产生影响。
轧辊正凸度
轧辊正凸度轧辊正凸度,又称轧辊凸度,是指轧辊在运行过程中,因受到热膨胀、弯曲应力等因素的影响,导致其中部变形向外突出的现象。
轧辊正凸度对轧制加工起着重要的影响,它直接关系到轧制产品的质量和工艺效果。
轧辊正凸度与轧制过程中产生的辊压分布有密切关系。
在轧制过程中,轧辊需要对金属材料施加一定的压力,使其发生塑性变形。
而轧辊正凸度可以增加轧辊与金属材料间的接触面积,使轧制过程中的辊压分布更加均匀,从而得到均匀的塑性变形和较好的轧制效果。
轧辊正凸度还能够改变轧制过程中的应力分布情况。
在轧制过程中,金属材料会受到辊压和辊缝限制,产生应力分布。
而轧辊正凸度的存在可以改变辊缝的形状和大小,从而调节金属材料的应力分布情况。
通过合理调节轧辊正凸度,可以减少金属材料的局部应力集中,避免轧制缺陷的产生,提高轧制产品的质量。
轧辊正凸度还能够改善轧制过程中的温度分布。
轧制过程中,金属材料会因辊压的作用而产生热量。
而轧辊正凸度的存在可以改变轧制过程中金属材料的传热条件,调节金属材料的温度分布。
通过合理调节轧辊正凸度,可以减少金属材料的温度梯度,避免轧制过程中的温度差异而引起的问题,提高轧制产品的质量。
另外,轧辊正凸度还会影响轧辊的使用寿命和轧制设备的稳定性。
轧辊正凸度过大会增加轧辊的应力,容易导致轧辊的断裂和变形,从而减少轧辊的使用寿命。
轧辊正凸度过小,则会使轧辊与金属材料之间的接触面积不足,轧制效果不佳。
因此,合理控制轧辊的正凸度,可以延长轧辊的使用寿命,提高轧制设备的稳定性。
总的来说,轧辊正凸度对轧制加工有着重要的影响。
合理调节轧辊正凸度可以改善辊压分布、调节应力分布、改善温度分布,从而提高轧制产品的质量和工艺效果。
同时,合理控制轧辊正凸度还能够延长轧辊的使用寿命,提高轧制设备的稳定性。
因此,在轧制加工中,对轧辊正凸度的控制必须引起足够的重视,并采取相应措施进行调节。
冷轧轧辊热凸度
冷轧轧辊热凸度一、背景介绍冷轧是将热轧板带进行再加工的过程,其目的是通过压制、拉伸、折弯等方式改变其形态和尺寸,以达到特定的机械性能和表面质量要求。
冷轧轧辊作为冷轧工艺中最重要的设备之一,对于产品表面质量和尺寸精度有着至关重要的影响。
二、什么是冷轧轧辊热凸度在冷轧过程中,由于受到高强度的压力和摩擦力作用,冷轧轧辊表面会产生一定程度的塑性变形。
而在连续使用后,冷轧轧辊表面会逐渐磨损、变形,进而导致产品表面质量下降。
其中一个重要因素就是冷轧轧辊热凸度。
所谓冷轧轧辊热凸度,指的是在运行过程中,由于受到高温和高压力作用而产生的不均匀热膨胀所导致的凸起现象。
这种凸起分布不均匀,并且随着使用时间增加而逐渐加剧,最终会导致产品表面出现波浪状的凹凸不平,影响产品的表面质量和尺寸精度。
三、冷轧轧辊热凸度的原因冷轧轧辊热凸度的产生是由多种因素共同作用导致的。
以下是一些常见的原因:1. 冷轧轧辊材料和加工工艺:冷轧轧辊通常采用高速钢或硬质合金材料制成,并经过多道工艺加工而成。
如果材料质量不好,或者加工工艺不合理,容易导致冷轧轧辊表面出现不均匀变形。
2. 冷却水温度和压力:在冷却过程中,如果水温度过高或者压力过低,会导致冷却效果不佳,进而影响到冷轧轧辊表面温度分布情况。
3. 轧制参数:包括压下量、带速、张力等参数。
如果这些参数设置不当,则会导致冷轧轧辊表面受到过大的压力和摩擦力作用,进而产生不均匀变形。
4. 轮廓设计:冷轧轧辊的轮廓设计应该合理,否则也会导致轧辊表面出现不均匀变形。
5. 使用寿命:冷轧轧辊使用寿命长了之后,表面磨损和变形会逐渐加剧,进而导致冷轧轧辊热凸度问题的出现。
四、如何检测和纠正冷轧轧辊热凸度为了保证产品表面质量和尺寸精度,需要对冷轧轧辊进行定期检测和修整。
以下是一些常见的方法:1. 热凸度检测:可以使用激光扫描仪等设备对冷轧轧辊表面进行扫描,并通过计算机软件分析得出其热凸度情况。
这样可以及时发现并纠正冷轧轧辊热凸度问题。
轧辊的凸度磨削原理

轧辊的凸度磨削原理
轧辊的凸度磨削是通过磨削工具对轧辊表面的不同位置进行磨削,以调整轧辊的凸度。
轧辊的凸度是指轧辊表面的不同位置的曲率半径不同,用于控制轧辊对钢坯的轧制过程中的变形量和变形速度,以获得所需的轧制效果。
具体的凸度磨削原理如下:
1. 凸度磨削校正系统探测的轧辊表面的非均匀性,通过传感器获取轧辊表面的高低坐标数据。
2. 根据磨削工具和轧辊的接触力,磨削工具会按照一定路径进行磨削,以去除轧辊表面的高点,使得轧辊表面逐渐变得平整。
3. 磨削工具通常采用钢刷、磨石或砂带等材料,通过旋转或挤压等方式与轧辊表面进行接触,实现磨削作用。
4. 磨削工具的力和压力传递到轧辊上,通过摩擦力和压力使轧辊上的凸度部位被磨削掉,而凹度部位则相对较少被磨削。
5. 磨削完成后,使用凸度磨削校正系统再次检测轧辊表面的非均匀性,以确认凸度调整是否达到要求。
通过凸度磨削,可以调整轧辊的凸度,以适应不同的轧制需求,确保轧制过程中的钢坯变形和质量控制。
浅析轧辊热凸度与轧辊冷却水的关系
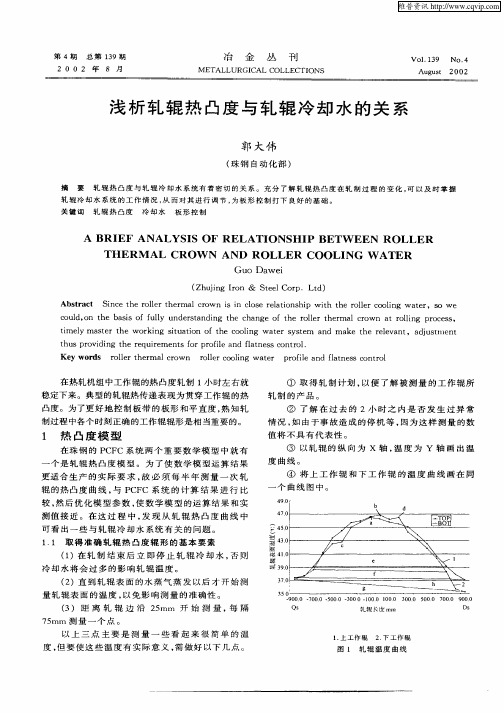
1 热 凸 度 模 型
在珠钢 的 P F C C系 统 两 个 重 要 数 学 模 型 中 就 有
一
个 是 轧 辊 热 凸 度 模 型 。 为 了使 数 学模 型 运 算 结 果
更 适 合 生 产 的实 际 要 求 , 必 须 每 半 年 测 量 一 次 轧 故
辊 的热 凸度 曲 线 , P F 系 统 的 计 算 结 果 进 行 比 与 C C
个 曲线 图 中 。
较 , 后 优 化 模 型 参 数 , 数 学 模 型 的运 算 结 果 和 实 然 使
测 值 接 近 。在 这 过 程 中 , 现 从 轧 辊 热 凸 度 曲 线 中 发 可 看 出 一些 与 轧 辊 冷 却水 系统 有 关 的 问 题 。
1 1 取 得 准 确 轧 辊 热 凸 度 辊 形 的 基 本 要 素 .
Qs
轧 辊 K度 11 11 11
以 上 三 点 主 要 是 测 量 一 些 看 起 来 很 简 单 的 温
7 mm 测 量 一 个 点 。 5
\ \
/
,
罐
3 9
一
e
、 、
,
— —
f
~ ~
— —
I\
三
Ds
.
900 0 . 700 0 . 00 0 . 5 300 0 . 0 1 300 0 5 70 0 900 0 1 0 0 00 0 00 0 0
Ab t a t Si e t ol r t r a r w n i n cos ea i s p w ih t e r le o i g w a e s r c nc he r l he m lc o e s i l e r l ton hi t h o l r c oln t r, S e Ow
辊缝基本凸度和边降

辊缝基本凸度和边降
轧钢设备辊缝基本凸度Cw2;这是指轧机基本轧制工艺条件下承载辊缝的二次凸度,即当轧机各板形调控手段都处于基本调节起点(如单位宽度轧制力取9.8kN/量量、弯辊力为零、CVC轧辊轴向抽动量为零等)时,承载辊缝在板宽范围内所具有的二次凸度分量值,代表轧机的基本板形控制能力。
边降:在各种轧钢设备轧机板形控制尤其是边降控制手段在不同机架不同轧制工艺条件下,承载辊缝在板宽距离边部100量量左右区域内的辊缝形状变化量,代表轧机的带钢边降控制能力。
近年来,随着用户对板形质量要求的提高,边降控制EDC日益受到重视。
原创图3-95所示为1700量量冷连轧机末架(S5)出口轧件取样得到的带钢横截面厚度分布,显示出轧钢设备带钢边部存在明显的边降,一般达到15~25fx量。
通过对冷连轧机五机架轧件的整体取样,可得到一块带钢从热轧来料、S1和S5出口等多个横截面厚度分布测量结果,显示出连轧过程带钢边降变化过程。
由原创图3-96所示两块具有不同来料横截面形状带钢整体取样可知,在当时缺乏EDC手段的1700量量冷连轧机上,带钢出口边降主要取决于热轧来料形状。
而一个轧制单位内热轧带钢受带钢温度、硬度变化、轧辊磨损、热胀等多因素的动态影响,使得冷连轧机入口的热轧来料横截面外形不可j鞋免地存在变化。
为了有效控制轧钢设备带钢尤其是要求较高的电工钢的边降,增加生产的收得率,必须增加EDC手段。
工作辊冷却及热凸度控制技术

工作辊冷却及热凸度控制技术1工作辊冷却及热凸度控制技术的作用良好的工作辊冷却及热凸度控制是降低工作辊消耗、控制板形、提高生产收得率的有效措施。
影响工作辊寿命的因素有: 磨损、热裂纹。
工作辊的磨损主要与工作辊的材料及表面温度有关, 而热裂纹主要与工作辊冷却不均、局部急冷、使用不当、设计不合理等因素有关。
通过控制冷却, 改善辊子冷却效果, 防止工作辊出现严重热裂纹, 减少工作辊磨损进而减少换辊次数。
在一个换辊周期里, 使用初期, 中部温度高、两端温度低, 相应在工作辊的辊身方向上产生不同的凸度, 板形易形成中浪; 在后期, 中部的磨损比边部大, 板形就易形成边浪。
辊型决定板形, 通过控制冷却, 可以控制工作辊热凸度, 避免不良板形的产生。
2工作辊冷却及热凸度控制的数学模型2. 1工作辊的温度模型在轧制过程中, 工作辊所产生的热流量主要取决于: 1)接触产生的传导热, 2)相对滑动产生的摩擦热, 3)轧件变形产生的变形热。
工作辊受850~1 050℃的来料轧件热传导接触作用, 其表层瞬时温度可达到400℃以上。
在径向, 热流从工作辊外层向中心传导; 在轴向, 热流从中部向两端传导。
较薄的辊面层在回火的作用下使组织发生变化形成第一种温度梯度; 离开变形区的辊面将热量传至轧辊内部并辐热至空间, 再在冷却水的作用下带走热量, 使该区域的辊面温度急剧降到40~50℃, 形成第二种温度梯度; 之后受轧辊内部的逆向热传导的影响, 使该辊面温度又回到80~90℃。
刚投入使用时(换新辊或停机较长时间), 工作辊是冷的; 开轧以后, 温度逐渐增高; 当轧完20~30 块板后, 工作辊温度达到一个稳态平均值。
通常把工作辊分解成圆柱状辊芯及管状外层, 管状外层的壁厚取决于工作辊的材质和转速。
计算每转的热平衡时, 只考虑外层的温度波动及辊芯由于热量不断更新引起的温度变化。
影响工作辊冷却效率的参数有: 1)喷嘴压力p, 2)喷嘴流量q, 3)喷射角度Β, 4)轧制速度v, 5)喷射高度d,6)工作辊表面温度T s, 7)散射角度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冷轧轧辊热凸度
1. 引言
冷轧是一种常见的金属加工方式,用于生产各种金属板材和带材。
在冷轧过程中,轧辊发挥着重要的作用,直接影响产品的质量和性能。
轧辊热凸度是轧辊与轧制板材之间的接触压力和温度导致的轧辊工作表面凸度变化。
研究冷轧轧辊热凸度对于优化轧辊设计、提高产品质量和降低生产成本具有重要意义。
本文将介绍冷轧轧辊热凸度的产生机理和影响因素,以及常用的热凸度测量方法和控制措施。
2. 热凸度的产生机理
冷轧过程中,轧辊与轧制板材之间会产生很高的接触压力和温度。
由于轧制板材的变形和塑性变形能在轧辊与板材接触处转化为热能,导致轧辊工作表面温度升高。
由于轧辊材料的热膨胀系数大于轧制板材,轧辊工作表面会由于热膨胀而产生凸度。
热凸度的产生机理可以简要概括为以下几个方面:
1.热膨胀:轧辊在高温下会发生热膨胀,使得轧辊工作表面产生凸度。
轧辊材
料的热膨胀系数是热凸度的重要影响因素之一。
2.热变形:在轧制过程中,轧辊与轧制板材之间的接触压力和温度导致轧辊表
面局部变形,进一步增加了轧辊工作表面的凸度。
3.温度梯度:轧辊表面的温度分布不均匀,不同位置的温度差异会引起热凸度
的产生。
温度梯度的大小取决于轧制板材的厚度、轧辊的工作半径以及轧制
速度等因素。
3. 热凸度的影响因素
冷轧轧辊热凸度受到多种因素的影响,包括轧辊材料、轧辊结构、轧制工艺参数和轧制板材的性质等。
1.轧辊材料:轧辊材料的热膨胀系数是冷轧轧辊热凸度的重要影响因素之一。
常见的轧辊材料包括工具钢、高速钢和硬质合金等。
不同材料的热膨胀系数
差异较大,对热凸度的影响也不同。
2.轧辊结构:轧辊的结构参数对热凸度有重要影响。
轧辊直径、工作半径、辊
身长度以及辊身表面的铺砌方式等,都会影响轧辊的热凸度。
3.轧制工艺参数:轧制工艺参数包括轧制力、轧制温度、轧制速度等。
这些参
数的变化会引起轧辊与轧制板材之间的接触压力和温度的变化,从而影响热
凸度的产生。
4.轧制板材的性质:轧制板材的性质对热凸度有重要影响。
板材的厚度、材料
的硬度和塑性等性质都会影响轧制过程中的变形和热能转化,进而影响热凸
度的产生。
4. 热凸度的测量方法
热凸度的测量是研究轧辊热变形和轧制过程中的重要手段。
常用的热凸度测量方法包括:
1.光学测量法:利用光学原理测量轧辊的凸度变化。
这种方法需要借助专用的
光学仪器和精密的数据处理方法,可以实现凸度的高精度测量。
2.接触测量法:通过在轧辊与轧制板材接触区域放置传感器,测量接触区域的
凸度变化。
这种方法操作简便,但精度相对较低。
3.热电偶测量法:通过在轧辊表面安装热电偶传感器,测量轧辊表面的温度变
化,进而间接推测轧辊的凸度变化。
这种方法适用于轧辊工作表面温度变化
较为均匀的情况。
5. 热凸度的控制措施
为了减小冷轧轧辊热凸度的影响,需要采取一系列的控制措施。
1.合理选择轧辊材料:根据具体的轧制条件和要求,选择合适的轧辊材料,以
使得热膨胀系数与轧制板材的性质相匹配,减小热凸度的产生。
2.优化轧辊结构:通过提高轧辊的强度和刚性等措施,减小轧辊的变形,从而
降低轧辊热凸度的影响。
3.精确控制轧制工艺参数:合理选择轧制力、轧制温度和轧制速度等工艺参数,
以减小轧辊与轧制板材之间的接触压力和温度差异,降低热凸度的产生。
4.优化轧制板材的性质:通过控制板材的硬度、塑性和厚度等性质,减小轧制
过程中的变形和能量转化,从而降低热凸度的产生。
6. 结论
冷轧轧辊热凸度是轧制过程中不可忽视的一个问题,对产品的质量和性能具有重要影响。
研究热凸度的产生机理、影响因素和控制措施可以帮助优化轧辊设计、提高产品质量和降低生产成本。
通过合理选择轧辊材料、优化轧辊结构和精确控制轧制工艺参数,可以有效降低冷轧轧辊热凸度的影响。