激光全息无损检测技术
激光全息检测技术用 于复合材料检测的原理
复合材料在成型固化过程中,难免产生孔洞、脱胶、 分层、撞击、纤维断裂、树脂裂纹等缺陷,为了对产品质 量作出正确评估,必须进行无损检测。
纤维断裂、树脂富集和孔洞
面心脱胶
芯间脱胶
激光全息检测的原理与基本方法
无损检测新技术 :激光全息 、声振、微波、声发射
激光全息无损检测 —— 在全息照相技术的基础上发展
起来的一种检测技术。
1、 激光全息无损检测是利用全息干涉 计量技术,把相干性好的激光照射到 试件表面,通过热、机械等加载方式 使试件表面产生微小变形,比较加载 前后的两组光波波前的形状,根据干 涉条纹的变化来判断是否有缺陷。
激光全息检测的原理与基本方法
原理——光的干涉现象
光波中电场 E 的波动方程:
E A0 cos t
式中,A0:振幅,ωt :相位 光的干涉 —— 光波在空间叠 加而形成明暗相间的稳定分 布
图1 激光全息照相检测光路图
干涉条件:
(1) 有相同的振动方向和固定的相位差 (2) 两束光波在相遇处所产生的振幅差不大 (3) 两束光波在相遇处的光程差不大
缺陷
THANK YOU!
基本方法
1)物体表面微差位移的观察方法
1.实时法。 先拍摄不受力时的全息图;冲洗处理后,把全息图精确地放回到原来拍摄位置上, 用同样参考光照射,则全息图就再现出物体三维立体像 (虚像),再现虚像完全 重合在物体上。 2.两次曝光法。 将物体在两种不同受载情况下的物体表面光波摄制在同一张全息图上;再现两个光波 叠加时产生干涉现象。
3.时间平均法。
2)激光全息检测的加载方法
激光全息照相缺陷检测实质 --- 比较物体在不同
激光全息技术的原理与应用

激光全息技术的原理与应用1. 激光全息技术的基本原理激光全息技术是一种利用激光光源记录和再现物体的全息图像的技术。
它利用激光的相干性和波的干涉原理,在全息介质上记录下物体的全息图像,然后利用同样的激光束进行再现。
激光全息技术主要包括以下几个步骤:1.光的记录:首先,将激光光束分为物光和参考光,物光通过物体并受到散射和反射,与参考光叠加在一起,形成干涉图样。
2.全息记录介质:干涉图样可以通过全息记录介质,例如全息干涉胶片进行记录。
全息记录介质具有记录物光和参考光相位差的能力。
3.全息图像的再现:在再现过程中,使用与记录过程中相同的参考光对全息记录介质进行照射,再现原物体的全息图像。
激光全息技术主要基于光的干涉原理,通过记录光的相位信息,可以实现全息图像的再现。
2. 激光全息技术的应用激光全息技术在很多领域都有广泛的应用,以下是几个典型的应用案例:2.1 艺术与文化领域激光全息技术在艺术与文化领域有着重要的应用价值。
通过使用激光全息技术,可以记录并再现三维物体的全息图像,从而在艺术品和文物的保护、展览和研究中起到重要的作用。
例如,可以将激光全息技术应用于文物复制和数字化保护中,以保护珍贵的文化遗产。
2.2 三维成像领域激光全息技术在三维成像领域也有广泛的应用。
通过利用激光全息技术,可以实现真实感的三维成像,为医学、工程、虚拟现实等领域提供了强大的工具和方法。
例如,在医学领域,可以利用激光全息技术生成人体器官的真实三维模型,用于医学教育和手术模拟。
2.3 光学存储领域激光全息技术在光学存储领域也有突出的应用。
与传统的光盘技术相比,激光全息技术可以实现更高的存储密度和更大的存储容量。
利用激光全息技术,可以将数据以三维的形式记录在全息存储介质上,从而提高存储容量和读取速度。
2.4 安全技术领域激光全息技术在安全技术领域的应用也越来越广泛。
通过利用激光全息技术的特点,可以制作出具有高度安全性的全息图像和全息标识。
无损检测有哪些
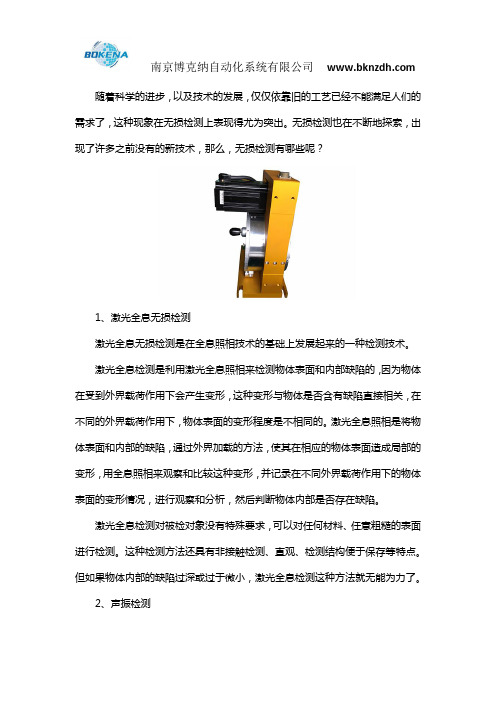
随着科学的进步,以及技术的发展,仅仅依靠旧的工艺已经不能满足人们的需求了,这种现象在无损检测上表现得尤为突出。
无损检测也在不断地探索,出现了许多之前没有的新技术,那么,无损检测有哪些呢?1、激光全息无损检测激光全息无损检测是在全息照相技术的基础上发展起来的一种检测技术。
激光全息检测是利用激光全息照相来检测物体表面和内部缺陷的,因为物体在受到外界载荷作用下会产生变形,这种变形与物体是否含有缺陷直接相关,在不同的外界载荷作用下,物体表面的变形程度是不相同的。
激光全息照相是将物体表面和内部的缺陷,通过外界加载的方法,使其在相应的物体表面造成局部的变形,用全息照相来观察和比较这种变形,并记录在不同外界载荷作用下的物体表面的变形情况,进行观察和分析,然后判断物体内部是否存在缺陷。
激光全息检测对被检对象没有特殊要求,可以对任何材料、任意粗糙的表面进行检测。
这种检测方法还具有非接触检测、直观、检测结构便于保存等特点。
但如果物体内部的缺陷过深或过于微小,激光全息检测这种方法就无能为力了。
2、声振检测声振检测是激励被测件产生机械振动,通过测量被测件振动的特征来判定其质量的一种无损检测技术。
3、微波无损检测微波能够贯穿介电材料,能够穿透声衰很大的非金属材料,所以微波检测技术在大多数非金属和复合材料内部的缺陷检测及各种非金属测量等方面获得了广泛的应用。
4、声发射检测技术声发射是一种物理现象,大多数金属材料塑性变形和断裂是有声发射产生,但其信号的强度很弱,需要采用特殊的具有高灵敏度的仪器才能检测到。
各种材料的声发射频率范围很宽,从次声频、声频到超声频。
利用仪器检测、分析声发射信号并利用声发射信息推断声发射源的技术称为声发射技术。
声发射检测需有外部条件的作用,使材料或构件发声,使材料内部结构发生变化。
因此声发射检测是一种动态无损检测方法,即结构、焊接接头或材料的内部结构、缺陷处于运动变化的过程中,才能实施检测。
5、红外无损检测红外无损检测是利用红外物理理论,把红外辐射特性的分析技术和方法,应用于被检对象的无损检测的一个综合性应用工程技术。
无损检测技术的发展及其运用
浅谈无损检测技术的发展及其运用摘要:在现代生产中针对不同对象选择何种无损检测方法已成为人们关注的问题,为解决好这个问题,就必须对无损检测方法及其特征有较全面的了解。
所谓无损检测,是在不损伤材料和成品的条件下研究其内部和表面有无缺陷的手段。
下面简要介绍三种常用方法的应用和发展。
关键词:激光无损检测;超声无损检测;射线无损检测abstract: in modern production according to different objects in the choice of nondestructive detection method has become a concern of the people, in order to solve this problem, we must to nondestructive testing methods and features a more comprehensive understanding. the nondestructive testing, is in no damage to the material and finished products under the conditions of its internal and surface defects have the means. below is a brief introduce three kinds of commonly used method of application and development.keywords: laser nondestructive testing; ultrasonic nondestructive testing; x-ray nondestructive testing中图分类号:tb553 文献标识码:a 文章编号:2095-2104(2013)一、无损检测的目的及其方法的选用不管在什么情况下,都必须首先搞清楚究竟想检测什么东西,随后才能确定应该采用什么样的检测方法和检测规范来达到预定目的。
激光技术在无损检测领域中的应用
App i a i n fLa e c no o y i n d s r c i e Te tng Fi l lc to s o s r Te h l g n No - e t u tv s i e d
W ANG i JANG i g GAO F n , HE Xi - in Ru , I La , n e g a xo g o
无损检测是以不改变被检测对象的状态和使
用性 能 为前提 , 用 物 理 或 化 学 现 象对 各 种 工 程 应
1 激光技术在无损检测领域中的应用
1 1 激 光全 息无 损检 测技 术 .
材料 、 零部件和产品进行有效的检测和测试 , 以 借 评价它们 的完整性 、 连续性 、 安全可靠性及其它机 械、 物理 性能 的一 门综 合 性 科 学 技 术 _ 。随 着 现 1 ]
激光全息 、 激光散斑 、 激光超声 、 激光轮廓测量 、 激光瞬时热 成像等无损 检测新技术 。随着成本低 、 能高 、 性 安
全性好 的激光器 的出现 , 将进一步降低检测成本 , 推动无损 检测技术 的发展 。本文综 述了几种激 光无损检 测 技术 的原理及应用 、 发展情况 。 关键词 : 光全 息 ; 激 激光散斑 ; 激光超声 ; 激光 轮廓 测量 中图分类号 : 4 TN2 文献标识码 : A 文章编 号 :0 64 4 (0 80 —7 —3 1 0 —50 2 0 )50 50
激光无损检测新技术在压力容器检测中的运用

鉴定; 研究解决我国量大面广在役容器 的定期检修及安全进行 21激 光激 光 超 声检 测 方 法 运 用 .
的评 价 方 法 及 标 准 , 尤其 是激 光 无 损 检 测 新 技术 在 压 力 容 器
便携式工业x射线探伤机 制造厂约有 5 0家, 超声波探伤
检测 中的运用 。
测 构 件 或 产 品 的 某些 物理 、 学 参量 , 力 以便确 定其 含 有 缺 陷 的
仪制造 厂约有 4 0家, 超声测厚仪制造厂约有 3 O家, 射线检测
…
无损检测无损检 测是 以不损坏构件或产品为前提 ,来检 辅助器材制造厂约有 8 0多家, 磁粉探伤设备制造厂约有 5 0家
等等 , 国 外无 损 检 测 产 品也 在 大 举 进 入 中 国 市场 , 取 得 而 并 性 质 , 以及 对 结 构性 能带 来 的 影 响 。 它 可 以预 测 构 件 或 产 品 了 可喜 的进 展 。 并 且 有一 些 项 目已用 于 生 产 实 际 , 如 玻璃 纤 是 否 满 足 工 程 使 用要 求 , 在 生产 过 程 中进 行 监 控 , 或 以保 证 产 维 中锥 雷 达 罩 、 蜂 窝 夹 层 板 、 铝 固体 火 箭 药 拄 包 覆 胶接 质 量 检 品 满足 设 计要 求 。激 光 无 损 检 测 是 无损 检 测 技 术 中的 一个 新 测等 已被厂家纳入产 品质量检测工 艺规程 , 满足 了军 工产 品 分 支 , 全 息 干 涉 计 量 技 术 的 重 要应 用 之 一 , 是 6 是 其 O年代 末 生产 的需 要 , 收到 了 良好 的 经 济 效 益 。在 飞机 轮 胎 检 测 方 面 ,
激光无损检测技术
激光无损检测技术激光全息无损检测是利用激光全息干涉来检测和计量物体表面和内部缺陷的,这种技术的原理是在不使物体受损的条件下,向物体施加一定的载荷,物体在外界载荷作用下会产生变形,这种变形与物体是否含有缺陷直接相关,物体内部的缺陷所对应的物体表面在外力作用下产生了与其周围不相同的微差位移,并且在不同的外界载荷作用下,物体表面变形的程度是不相同的。
用激光全息照相的方法来观察和比较这种变形,并记录在不同外界载荷作用下的物体表面的变形情况,进行比较和分析,从而判断物体内部是否存在缺陷,达到评价被检物体质量的目的。
具体做法是对被检测物体加载,使其表面发生微小的位移(微差位移),物体表面的轮廓就发生变化,此时获得的全息图上的条纹与没有加载时相比发生了移动。
成像时除了显示原来物体的全息像外,还产生较为粗大的干涉条纹,由条纹的间距可以算出物体表面的位移的大小。
由于物体有一定的形状,所以在同样的力的作用下,物体表面各处所发生的位移并不相同,因而各处所对应的干涉条纹的形状和间距也不相同。
当物体内部不含有缺陷时,这种条纹的形状和间距的变化是宏观的、连续的、与物体外形轮廓的变化同步调的。
当被检物体内部含有缺陷时,在物体受力的情况下,物体内部的缺陷在外部条件(力)的作用下,就在物体表面上表现出异常,而与内部缺陷相对应的物体表面所发生的位移则与以前不相同,因而所得到的全息图与不含缺陷的物体的不同。
在激光照射下进行成像时,所看到的波纹图样在对应与有缺陷的局部区域就会出现不连续的、突然的形状变化和间距变化。
根据这些条纹情况,可以分析判断物体的内部是否含有缺陷,以及缺陷的大小和位置。
激光全息无损检测的特点(1)激光全息无损检测是一种干涉计量技术,其干涉计量的精度与激光波长同数量级,因此,其检测灵敏度甚高,极微小的变形都能检验出来。
(2)用激光作为光源,而激光的相干长度很大,因此,可以检验大尺寸物体,只要激光能够充分照射到的物体表面,都能一次检验完毕。
激光全息无损检测技术的应用现状及发展趋势

激光全息无损检测技术的应用现状及发展趋势一、前言无损检测是以不损坏构件或产品为前提,来检测构件或产品的某些物理、力学参量,以便确定其含有缺陷的性质,以及对结构性能带来的影响。
它可以预测构件或产品是否满足工程使用要求,或在生产过程中进行监控,以保证产品满足设计要求。
激光全息无损检测是无损检测技术中的一个新分支,是60年代末期发展起来的,是全息干涉计量技术的重要应用之一。
多年来,激光全息无损检测的理论、技术、照相系统和图像处理系统都有了很大发展,在航空航天工业中,对复合材料、蜂窝夹层结构、叠层结构、航空轮胎和高压管道容器的检测具有某些独到之处,解决了用其他方法无法解决的问题。
脉冲激光器出现之后,消除了全息干涉过程中的隔振要求。
这就使激光全息无损检测技术应用到工业生产现场成为可能。
目前,由于视频拷贝和计算机图像处理技术的迅速发展,全息干涉条纹图像可以通过CGD摄像机,快速、准确地输入计算机进行数字图像处理,满足无损检测技术的各种需要。
甚至可以通过信息高速公路进行远距离传输,把畸变全息干涉条纹图像传到专家办公室,由他们来对缺陷作出共同的诊断。
由此可以预测,在不久的将来,全息无损检测与CCD摄像、计算机数字图像实时处理技术相结合,通过信息高速公路传输,将把这一技术推向新的发展高潮。
二、国内发展现状激光全息无损检测技术在我国的应用始于1974年。
当时天津大学与南昌洪都机械厂合作,用He—Ne激光器为光源,研制了一台JD—II型全息干涉仪,用于强-5飞机上铝面板蜂窝夹层结构的检测。
紧接着航空航天部门的一些主要厂所院校掀起了一股研究激光全息无损检测的热潮。
先后有峨呢机械厂、松陵机械厂、303所、西工大、哈工大、606所、621所、703所、529厂、南昌航院等单位对一些常规方法难以检测的零部件,用激光全息干涉法进行了检测研究。
如碳纤维面板金属蜂窝夹层结构、直升机旋翼后段、玻璃纤维胶结中锥雷达罩、硼纤维复合材料、碳纤维喇叭内壁纯金镀层、密封橡胶油垫、固体火箭发动机推进火药柱包覆层、运载火箭姿态发动机燃烧室、高压管路、压力容器、印刷电路板焊点缺陷检测等,并取得了可喜的进展。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要脱层和气泡是轮胎主要的内部缺陷之一,采用常规检测手段很难检测出来,所以一般采用激光全息无损检测技术。
早期的全息无损检测一般采用全息干板来记录全息图,检测周期长,检测效率低,不能适应现代工业流水线上的检测。
数字全息技术用CCD代替传统全息记录材料记录全息图,用计算机模拟光学衍射过程来实现数字再现,实现了全息记录、存储和再现全过程的数字化,给全息技术的发展和应用增加了新的内容和方法。
本文从理论和实验两方面探讨了数字全息术的原理及其在轮胎内部缺陷无损检测方面的应用,并取得了较为满意的结果。
所作的主要工作如下:1.模拟实现了全息记录和重现的全过程,包括:模拟生成理想全息图;采用傅立叶变换法进行数字全息重现;提取相位,进行物体表面三维形貌恢复等。
2.深入分析和研究了二次曝光和消除零级衍射斑的理论,同时进行模拟仿真和实验测试,得到了较好的结果,且实验结果与模拟的结果吻合。
3.搭建数字全息系统测量橡胶表面形变,获得了满意的形变测量结果,并进行了光路计算和实验中各参数的分析和讨论。
4.针对现场检测要求,提出新的光路,实现了更大视场的检测。
实验证明,本系统的检测范围己达到138.Ira×112.4mm,处理一幅1300x 1024的图像只需62ms,已经达到实际工业流水线检测上的要求,可应用于现场检测。
关键词:数字全息全息重现电子散斑轮胎检测无损检测激光全息无损检测技术的发展数字全息技术是由Goodman和Lawrence在1967年提出的n1,其基本原理是用光敏电子成像器件代替传统全息记录材料记录全息图,用计算机模拟再现过程取代光学衍射来实现波前的数字再现,从而实现了全息记录、存储和再现全过程的数字化,给全息技术的发展和应用增加了新的内容和方法。
90年代中期以来数字全息技术已成功应用于显微成像、干涉计量,粒子场的测试、信息存储、学信息加密、活体生物成像和三维形貌成像等领域瞳。
轮胎制造和检测行业中,也同样需要用到数字全息技术。
脱层和气泡是轮胎的内部主要缺陷之一。
在轮胎制造过程的压延和成型等工序中,如果胶与胶、帘布与胶之间夹杂油污或污垢,或者帘布与胶之间的气体没有完全排出,就会导致轮胎内部产生脱层和气泡。
新轮胎使用一段时间后,胎体内部粘合不牢处也会在剪切应力的作用下脱开,形成新的脱层。
脱层和气泡采用常规检测手段很难检测出来,通常需要采用激光全息无损检测技术n"。
激光全息轮胎无损检测技术是一种非接触和非破坏性的检测技术。
通过真空加载使轮胎形变前后进行两次曝光,轮胎加载前后的相位和光强记录在全息干板上形成全息干涉图。
全息干板经过显影、定影、水洗、风干后进行光学再现,就可观察到轮胎形变前后的干涉条纹。
缺陷的干涉条纹必然是独立存在的,其圆形外缘与正常干涉条纹有界线,圆环中条纹的疏密程度表示形变大小口副,条纹密表示轮胎形变大,条纹疏表示轮胎形变小n引。
同时,缺陷离表面的深浅程度与圆环中条纹的粗细有关,条纹粗的缺陷离表面远,条纹细的缺陷离表面近。
因此通过全息干涉图的再现图像可以很容易地判读出轮胎内部缺陷的位置和大小。
现代的数字全息术采用CCD代替全息干板记录全息图,不仅继承了传统全息的特点,而且还具有其自身的特点。
与传统光学全息技术相比,数字全息技术的最大优点是:1) 曝光时间短,能够用来记录运动物体的各个瞬间状态,而且由于没有烦琐的化学湿处理过程,记录和再现过程都比传统光学全息更加方便快捷。
2) 数字全息再现可以直接得到再现像的复振幅分布,而不单纯是光强分布,因此被记录物体的表面亮度和轮廓分布都可通过复振幅得到,可方便地实现多种定量测量。
3) 由于数字全息采用计算机数字记录和再现,因此可以方便地对所记录的数字全息图进行图像处理,减少或消除全息图在记录过程中的像差、噪声、畸变及记录过程中CCD器件非线性等因素的影响,便于对测量对象进行定量测量和分析,并可对最后检测结果进行自动归类和整理。
但是,与传统光学全息记录材料的高分辨率性能相比,数字全息也存在不足。
一方面,由于CCD光敏面尺寸小,使得数字再现像的分辨率低,像质较差;另一方面,由于CCD的像素尺寸较大,使数字全息记录的参考光和物光的夹角较小,只能记录物体空间频谱中的低频部分,且再现像与孪生像的分离困难。
因此,目前数字全息仅适应于小物体、远距离记录,从而使得再现像面散斑尺寸大,横向分辨率低。
因此,在目前CCD等光敏电子成像器件性能限制的情况下,提高数字全息术的分辨率和再现像的清晰度、实现再现像与其它成分的良好分离、获得较大视场的全息记录是目前数字全息技术发展和应用中首先需要解决的三个关键问题。
2轮胎无损检测的国内外发展动态近年来,国内的上海光学精密机械研究所、天津大学、山东师范大学、西安光学精密机械研究所和西北工业大学等一些单位都在这一领域积极开始研究工作,并取得一些初步成果降矧。
我国自行研制生产的首台激光全息轮胎无损检测仪出自曙光橡胶工业研究设计院口引。
它主要用于检测航空轮胎内部的气泡和脱层陷,也可以用于检测各种汽车轮胎。
S2JOL21500型激光全息轮胎无损检测仪采用息干板记录条纹,适用于外直径小于1500m、内直径大于300mm的轮胎,可检测轮胎上胎肩到下胎肩的部分,灵敏度为elm,检测速度可达每小时10条。
国外的激光数字错位散斑轮胎无损检测技术已非常成熟,轮胎行业应用该检测技术已进入普及阶段。
德国Steinbichler公司专为轮胎行业设计生产了全场快速非接触、非破坏实时显示的激光数字错位散斑轮胎无损检测仪啪1。
该检测系统由高分率的CCD、剪切元器件、大功率半导体激光器及图像处理与分析软件构成。
Intact 1200型激光错位散斑轮胎无损检测仪适用于外直径小于1250m的轮胎检测,由于该检测仪采用双检测头,因此可以将检测速度提高l倍。
这种新型的检测仪检测周期短,检测速度可达每小时50条;检测范围更全面,能够检测轮胎肩部、胎圈、胎冠和胎侧;采用激光波长为532nm,目前检测出的最小缺陷为2咖2。
比较后可以看出,国内利用全息干板进行检测,检测速度慢,但是检测精度较高,而国外利用CCD采集全息图像,检测速度快,但是检测精度较使用全息干板检测时低。
国外轮胎生产厂家已普遍将激光无损检测仪用于新轮胎和翻新轮胎的检测。
米其林和固特异等大型轮胎企业是应用该种检测仪的大户。
一般国外轮胎翻新企业均配备两台激光无损检测仪,一台用于翻新前检测,淘汰内部缺陷较严重的轮胎,另一台用于翻新后检测,保证到达客户手中的轮胎是合格品。
在国内,银川橡胶厂(现银川佳通轮胎有限公司)1992年率先引进美国生产的激光全息轮胎无损检测仪。
至1J2004年,已有沈阳三橡轮胎有限公司、上海轮胎橡胶(集团)股份有限公司和曙光橡胶工业研究设计院分别引进了德国生产的激光错位散斑轮胎无损检测仪。
数字全息的基本原理全息记录和再现的基本原理1全息基本原理全息记录的过程就是用记录介质记录物光和参考光的干涉图样,而全息重现是重现光波照射全息圈后发生衍射的结果。
用激光束照射物体表面的同时,引入一束标准激光波成为参考光波与物光波进行干涉,其干涉光场的分布(包括干涉条纹的形状、疏密及明暗分布)与两束光波的波面特性(振幅及相位)密切相关。
全息技术利用光的干涉原理,将物体反射的特定光波波前以干涉条纹的形式记录下来,达到冻结物光波相位信息的目的。
涉条纹与物体表面的高低信息的关系非常复杂,因此直接观察干涉条纹全息圈是无法知道物体表面的高低信息的。
在传统全息图中,干涉条纹是记录在感光胶片上的。
如果用与参考光波相同的再现光波去照射全息圈,可以完全再现原来的三维物光波,如图2—2所示。
数字全息用CCD取代全息胶片记录干涉条纹,并在计算机上进行全息的数字再现过程.即以数字再现算法模拟光学衍射的过程。
.1数字全息中的取样与离散化数字全息图用CCD记录下干涉图样。
由于CCD是由单元像素排列成的点阵,所以它记录的全息图也是对连续全息面的一个取样。
当CCD由MXN个像素组成,则CCD对全息面的取样可以通过下式来描述:其中分别表示CCD像素横向和纵向的尺寸;表示CCD靶面的尺寸,rect表示矩形函数,comb表示梳状函数。
若全息图的曝光强度为,则用CCD 记录的全息图q(x,Y)则可以用下式表示:如果设息图经过取样和量化后用q(m,n)来表示。
CCD记录的正是这样一系列的点阵数据,这些数据是对空间物光波与参考光干涉场光强的一个取样,用灰度值的大小来表示光强的强度。
全息面用CCD记录后由点阵数据所组成,所以在进行数字再现时计算公式都需要进行量化,使其保持一致性.2数字全息的分辨率与记录距离的关系数字全息主要应用于测量领域,.其系统分辨率是非常重要的评价指标。
数字全息的横向分辨率与传统成像光学仪器的分辨本领具有相同的物理意义,其大小主要取决于再现像位置以及CCD尺寸。
根据菲涅耳全息理论,数字全息再现像分辨率可定义为:式中λ为再现光波波长,Z,为再现像平面与CCD记录面之间的距离,Lxccd为CCD光敏面的尺寸。
为了避免再现畸变,一般情况下使λ等于记录波长,并让再现距离与记录距离相等即Z0=Z1一般来说,CCD的光敏面尺寸是固定不变的,λ也是定值,那么再现像的分辨率δ就只与记录距离Z0有关,当Z0越小,数字再现像的分辨率就越高。
数字全息术·数字全息术(Digital Holography)也称电子散斑干涉技术(ESPI,’Electronic Speckle Pattern Interferometer)或是TV全息摄影术(TVHolography)计算机图像处理技术、激光技术以及全息干涉技术相结合的一种新技术。
一束激光经透镜扩束后照射到被测物表面上,其反射光与直接照射至UCCD的参考光束发生干涉,就会形成一系列的散斑图像。
通过图像比较可以显示出散斑结构中的变化并产生相关条纹,它们是由于记录图像之间的表面位移与变形而产生的,通过智能软件可以自动分析这些条纹并计算出位移大小。
先进的ESPI系统利用若干个激光照射,可以测量位移和变形的三维信息以及轮廓信息(3D-ESPI系统),并根据这些数据获得应变、应力、振动模式以及更多的信息。
1二次曝光的原理所有干涉仪的工作原理都是比较两个或多个波面的形状。
二次曝光法是将初始物光波面与变形以后的物光波面相比较∞1。
在记录过程中对一张全息干板作二次曝光,一次是记录初始物光波(标准波面)的全息图:一次是记录变化以后的物光波(变形波面)的全息图。
这两张全息图记录在同一张干板上,当用照明光波再现时,可再现出两个物光波面,这两个波面是相干的,因而观察到的是它们之间的干涉条纹。
通过干涉条纹的分布情况,可以了解波面的变化。
二次曝光法记录光路如图3-13(a)所示,在底片平面上,参考光波为初始物光波为变形后的物光波为假定两次曝光时间相同,则总的曝光光强为在线性记录条件下,全息图的复振幅透过率正比于曝光光强。