汽车门槛外装饰板设计规范
基于冲压工艺的轿车侧围外板设计方法及应用
第38卷第1期2024年1月山东理工大学学报(自然科学版)Journal of Shandong University of Technology(Natural Science Edition)Vol.38No.1Jan.2024收稿日期:20230107基金项目:安徽省教育厅高等学校质量工程项目(2020kfkc078,2020jyxm0165);安徽省教育厅高职院校承接提质培优行动计划项目(RX04-2)第一作者:戴亚,女,270826134@;通信作者:王利,女,423547448@文章编号:1672-6197(2024)01-0048-06基于冲压工艺的轿车侧围外板设计方法及应用戴亚1,王利2,3,周颖1,丁春梅3(1.安徽工贸职业技术学院机械与汽车工程系,安徽淮南232007;2.宣城职业技术学院教务处,安徽宣城242000;3.马鞍山市汽车冲压模具先进设计工程技术研究中心,安徽马鞍山243031)摘要:现有车身外覆盖件的设计难以实施高效的冲压成形仿真分析㊂本文通过对比分析市场已推出的典型车型,以轿车侧围外板的A 柱㊁B 柱㊁门槛㊁后侧窗㊁加油口盖以及尾灯与后保险杠等关键区域为研究对象,面对产品需求考虑冲压工艺,提出了轿车侧围外板关键区域的设计方法㊂应用该方法设计了一种轿车侧围外板Catia 模型,并进行成形工艺方案分析㊂通过对轿车侧围外板Catia 模型的拉延成形仿真,验证了所提设计方法的可行性㊂结果表明:所设计的轿车侧围外板拉延成形仿真过程收敛,零件区域成形良好;基于冲压工艺的轿车侧围设计方法可行,具有一定的工程应用价值㊂关键词:外覆盖件;典型车型;冲压工艺;侧围外板;设计方法中图分类号:TG386文献标志码:ADesign method and application of car side panel based on stamping technologyDAI Ya 1,WANG Li 2,3,ZHOU Yin 1,DING Chunmei 3(1.Department of Mechanical and Automotive Engineering,Anhui Vocational and Technical College of Industry and Trade,Huainan 232007,China;2.Office of Educational Administration,Xuancheng Vocational and Technical College,Xuancheng 242000,China;3.Maᶄanshan Engineering Technology Research Center of Advanced Design for Automotive Stamping Dies,Maᶄanshan 243031,China)Abstract :Considering that it is difficult to carry out efficient stamping simulation analysis for the design of the existing body exterior panels,this paper takes the key areas of the sedan side outer panel,such as A pillar,B pillar,door sill,rear side window,fuel filler cap,tail lamp and rear bumper,as the research objects,and puts forward a design method for the key areas by comparatively analyzing the typical modelsin the market as well as considering the stamping process in the face of product requirements.A Catia model of the sedan side outer panel is designed using this method,and the forming process is analyzed.The feasibility of the proposed design method is verified by the drawing simulation of the Catia model.The results show that the simulation process of the drawing forming of the car side outer panel is conver-gent,and the forming of the part area is good.It is concluded that the side panel design method based onstamping technology is feasible and has certain engineering application value.Keywords :exterior panels;typical vehicle models;stamping process;side wall outer panel;designmethod㊀㊀㊀近年来,新能源汽车的快速发展给传统车企带来了巨大的冲击,迫使传统车企转向新能源汽车,并使其积累起来的技术优势在很大程度上丧失[1]㊂作为汽车推陈出新中重要的汽车外观形状,其变化改进显著加快,而汽车侧围作为汽车车身的主要构成单元,其设计理念和设计工艺也随着汽车外形的设计发展态势不断更新[2-3]㊂众多车企的技术人员对轿车侧围外板的设计技术进行了研究㊂东风本田汽车有限公司的蒋磊等[4-6]在参数化设计㊁成形仿真和工艺参数优化等方面,对侧围外板进行了全面的技术研究;江铃控股有限公司的熊佳俊[7]阐述了设计要求与要点,并以此为依据设计了一种乘用车侧围外板;中国第一汽车集团有限公司的贾文彬等[8]通过模具型面补偿法优化了侧围外板尾灯口暗坑;长城汽车股份有限公司的李众[9]结合产品设计㊁仿真与制造现场提升了轿车侧围外板角窗面品的可靠性;广州汽车集团股份有限公司的林楷等[10]通过现场研配分析了侧围外板C柱处外观面产生光影扭曲原因,并提出了成形性工艺参数优化的对策;广汽三菱汽车有限公司的付炯[11]通过分析不同工况下车身侧围外板的抗凹试验变形数据,验证了加强贴刚性对提升车身侧围外板抗凹性能的效果㊂作为车身外覆盖件的主要骨架,轿车侧围外板是形成其侧壁部分的重要外观件[12],其组成如图1所示[13]㊂轿车侧围与众多部件总成搭接而形成固定或相对运动关系,因此其曲面复杂㊁冲压工艺要求极其严苛,全面研究轿车侧围外板的设计方法非常必要㊂为此,本文基于冲压工艺结合工程实际,通过对比分析市场已推出的典型车型轿车侧围外板的关键区域,提出基于冲压工艺的轿车侧围外板设计方法,应用该方法设计一种轿车侧围外板,并通过拉延成形仿真验证本文提出的设计方法的可行性,为车身外覆盖件的设计提供参考㊂1.A柱区域下段;2.A柱区域上段;3.B柱区域;4.门槛区域;5.后侧窗区域;6.C柱区域;7.尾灯区域;8.后保区域;9.加油口盖区域;10.后轮罩区域㊂图1㊀轿车侧围外板的组成1㊀关键区域的设计方法1.1㊀A柱区域的设计轿车侧围外板A柱区域主要由上㊁下段组成,A 柱下段的设计是需要重点考虑的,包括车辆遭遇碰撞时的强度㊁刚度,前门铰链㊁线束胶套㊁翼子板等载体的安装及其冲压工艺的成形性要求[14]㊂由于A柱下段是车身框架组成的重要部分,同时又是车门铰链㊁仪表管梁等的载体,而且在车身遭遇碰撞时,翼子板变形,但A柱不能变形,才能保证前门正常打开,保证乘客不受伤害,因此A柱后退变形量越小越好㊂图2所示为4种典型车型的侧围外板A柱结构㊂㊀㊀(a)幻速S6㊀㊀(b)Smart㊀㊀(c)幻速H3㊀(d)福克斯图2㊀4种车型的侧围外板A柱结构如图3所示,侧围外板A柱下段需匹配的零件一般有前门上下铰链㊁翼子板安装点㊁前门线束胶套㊁机舱侧加强板㊁前三角块或者前三角窗㊁管梁安装过孔等,匹配要求由相关部门输入㊂一般除了需要侧冲的孔,其他安装点的冲孔方向一般在车身Y 向10ʎ以内㊂图3㊀A柱区域孔位作用指示轿车侧围外板A柱下段一般为U型结构,由于受到铰链布置及前壁板的影响,所以有一定的深度㊂图4所示为A柱下段冲压深度示意图,表1所示为几种车型的对标数据㊂另外,为满足冲压工艺的要求,侧围外板A柱下段通常会增加一些防回弹㊁吸皱等特征,如图5所示㊂94第1期㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀戴亚,等:基于冲压工艺的轿车侧围外板设计方法及应用图4㊀A柱下段冲压深度示意图㊀㊀由于侧围与翼子板分缝的不同,导致A柱下段与翼子板搭接处结构不同,因此A柱下段属于关键结构㊂图6为两种常见的分缝结构,其中水平分缝为福克斯车型翼子板与侧围分缝,这种水平分缝工艺较容易实现,但对侧围外板尖端强度㊁侧围总成NVH等有不利影响;垂直分缝为幻速S6车型翼子板与侧围分缝,这种垂直分缝侧围外板强度㊁NVH等性能较好,但成形性较差,工艺实现较困难,常会出现开裂㊁起皱等成型问题,设计时需要重点考虑㊂表1㊀A柱冲压深度及拔模角度对标部位参数卡罗拉大霸王RAV4大发森雅RUSH途观翼虎前门上铰链处深度A/mm6860654982角度α/(ʎ)58 1.76 3.8 5.5前门下铰链处深度A/mm60777557924880角度α/(ʎ) 6.547.58.4 6.559图5㊀A柱冲压工艺特征图6㊀水平与垂直分缝1.2㊀B柱区域的设计侧围B柱是车身框架重要的组成部分,不仅影响整车的模态,而且对车辆侧向碰撞性能起关键作用㊂侧围外板B柱区域设计需要重点考虑侧向碰撞时的强度㊁刚度,后门铰链㊁线束胶套等的安装及其冲压工艺的成形性要求㊂由于侧围外板B柱区域为半可见区域,故特征面的形状应尽量简单,过渡应均匀光顺㊂侧围设计时,要求B柱要有足够的腔体㊂在侧面碰撞中,考虑到驾驶员和乘员的安全,侧围系统应尽量减小B柱的侵入速度,减少其Y向侵入量,同时需满足后门铰链安装点的刚度和强度要求㊂图7所示为典型车型的侧围外板B柱结构,图中侧围外板B柱为常见的U型腔体㊂图7㊀B柱结构示意图与侧围外板B柱匹配的零件有后门上铰链㊁后门下铰链㊁后门线束胶套等,如图8左侧所示㊂侧围外板B柱的匹配要求由相关部门输入㊂一般除了需要侧冲的孔,其他安装点的冲孔方向一般在车身Y向10ʎ以内㊂由于侧围外板B柱布置受到窗框㊁铰链㊁锁及限位器等的影响,侧壁拔模角度一般较小,故前期分析布置相关附件时需尽量放大拔模角度,有利于冲压成型㊂同时为满足冲压工艺的要求,通常会增加一些吸皱等特征,如图8右侧所示㊂1.3㊀门槛区域的设计侧围门槛区域是车身框架重要的组成部分,要有足够的腔体和足够的刚度与强度,才能在车辆遭受正面碰撞时,将机舱受到的冲击力有效地传递到05山东理工大学学报(自然科学版)2024年㊀图8㊀B 柱区域孔位作用指示后车体,在车辆遭受侧面碰撞时将侧面受到的力传递到地板梁,起到分散冲击力和减小门槛变形量,从而保护乘员安全的作用㊂由于受到造型等的影响,一般门槛结构形式有3种,如图9所示㊂图9㊀3种门槛区域示意图第1种为门槛部分面充当外表面㊂图9(a)所示为卡罗拉车型的侧围外板门槛区域,其中大面积为外表面,同时底部布置有漏液孔㊁翼子板安装过孔等㊂侧围外板与门槛加强板㊁门槛内板组成封闭腔体㊂第2种为侧围门槛面都为结构面,这种结构常见于门槛外观为塑料装饰件的SUV 车型㊂图9(b)所示为幻速S6车型的侧围外板门槛区域,其面均为特征面,没有外表面,同时底部布置有漏液孔㊁漏液筋及翼子板安装过孔等㊂同样地,侧围外板与门槛加强板㊁门槛内板组成封闭腔体㊂第3种为侧围门槛面都为结构面,如图9(c)所示㊂此种结构与第2种不同的是侧围外板门槛下部面切除,由加强板代替,侧围外板门槛面上只有门槛装饰件安装点㊂目前所设计的车型较少采用此种方式,若采用此种结构,需CAE 部门验证结构的强度㊁刚度是否满足性能要求㊂侧围门槛区域的冲压难度相对较低,局部可能有整形工序㊂同样地,为保证安装孔的精度,一般除了需要侧冲的孔,其他安装点的冲孔方向一般在车身Y 向10ʎ以内㊂1.4㊀后侧窗区域的设计侧围外板是安装玻璃窗的载体,需满足玻璃窗安装位置㊁涂胶承载面等要求,同时需满足冲压成型的工艺要求㊂后侧玻璃窗一般有滑移窗㊁蝶窗及固定窗等形式㊂商用车㊁MPV 常用滑移窗及蝶窗,一般轿车及SUV 采用固定窗㊂滑移窗及蝶窗侧围外板结构基本相同,外板为凹台特征,没有涂胶固定,滑移窗通过密封条卡接在侧窗止口上固定;蝶窗的安装点及开启机构布置在侧围内板上,如图10左上角所示㊂固定窗一般由3个安装点定位,通过涂胶连接在侧围外板上,固定窗侧围外板结构如图10右上角所示㊂侧窗区域凹台深度由侧围与玻璃段差㊁玻璃厚度及涂胶高度共同决定,一般不超过15mm㊂同时需注意侧围外板侧壁的拔模角度不能太小,安装点冲孔方向在车身Y 向10ʎ以内㊂为改善开裂,在拐角处的位置增加二次台阶,在起皱的地方需增加吸皱特征等,后侧窗处冲压工艺特征如图10左下角所示㊂图10㊀后侧玻璃窗侧围外板结构1.5㊀加油口盖区域的设计由于加油口盖的形状㊁材质等不同,侧围外板加油口区域一般有异形翻边形式㊁方形翻边形式㊁凸台形式㊁圆形翻边带局部法兰形式和圆形翻边带周圈法兰形式等5种,如图11所示㊂其中翻边形式的工序为先修边后翻边,翻边角度可为0ʎ,而带法兰形式与凸台形式的工序为先冲压成型再修边,且要求翻边角度大于2ʎ,为保证外表面品质,要求法兰面与外表面距离均匀,且距离最好小于15mm㊂冲孔特征同样要求冲孔方向在车身Y 向10ʎ以内㊂侧围外板加油口盖区域特征如图11(d)所示㊂表2为715第1期㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀戴亚,等:基于冲压工艺的轿车侧围外板设计方法及应用种车型加油口盖区域特征的数据对标㊂图11㊀侧围外板加油口盖区域特征形式表2㊀加油口盖区域特征数据对标参数卡罗拉大霸王RAV4大发森雅RUSH 途观翼虎深度A /mm 23252018.2131211.5角度α/(ʎ)31.55558.411.5圆角R /mm2.52.532.5322.51.6㊀尾灯及后保区域的设计尾灯及后保区域的主要功能是提供尾灯及后保险杠的固定点,同时在后保区域还会布置定位孔㊁泄压阀㊁后保支架安装孔及线束胶套安装孔等,尾灯及后保区域特征如图12左侧所示㊂尾灯及后保区域设计时也需要考虑包括冲压角㊁拉延圆角等在内的冲压成形性要求㊂图12㊀尾灯及后保区域特征与尖点区域结构关键尺寸侧围外板与背门㊁尾灯配合处常会出现尖点区域,如图12右侧所示㊂图12中关键尺寸的推荐值分别为缺口翻边A ȡ5mm㊁重合区域B ȡ3mm㊁缺口直线C 在3~5mm 范围内㊁缺口夹角αȡ95ʎ以及圆角半径R ȡ3mm㊂2㊀侧围外板设计与仿真验证2.1㊀侧围外板设计与工艺分析图13为所设计的一种轿车侧围外板模型,该模型关键区域的设计满足形状㊁强度㊁刚度和冲压工艺特征要求,其主要结构为:A 柱下段与翼子板水平分缝,门槛区域采用部分面充当外表面,后车窗为固定窗,方形翻边加油口盖㊂产品所用材料拟定为超低碳超深冲钢板DC06,板料厚度为0.7mm㊂参考轿车侧围外板的搭接关系后[15-16],确定其成形工艺方案为:OP10拉延(DR )㊁OP20修边(TR )+冲孔(PI)㊁OP30修边(TR)+斜楔/整形(C /RST)㊁OP40翻边(FL)+斜楔/整形(C /RST)㊁OP50斜楔/冲孔(C /PI)+斜楔/整形(C /RST)㊂成形工艺方案中OP10拉延工序能够形成轿车侧围外板的骨架,对材料的消耗㊁后续工序的安排㊁是否需要整形等多个方面产生影响,对终端产品的表面质量和形位精度起到决定性作用㊂OP10拉延工序对上述设计方法的有效性具有反馈作用,因此本研究对侧围外板设计方法的验证主要考察拉延成形性㊂图13㊀轿车侧围外板模型及各部位的成形工序2.2㊀拉延成形仿真验证DC06材料特性参考文献[17-18],在AutoForm软件的材料生成器中定制DC06力学性能参数[19]㊂材料的参数:杨氏模量Y =2.1ˑ10-5N /mm 2,泊松比P =0.3㊂定义硬化曲线:选定Ludwik 拟合模型,流动应力σ0=150MPa,硬化指数n =0.24,真实应变为1时的屈服力K =528.2MPa㊂定义屈服准则:选定Hill 拟合模型,平面各向异性指数r 0=2㊁r 45=1.8㊁r 90=2.4,3个初始屈服应力σ0=150MPa㊁σ45=162.2MPa㊁σ90=154.3MPa,双轴点处的各向异性指数r b =0.833,初始屈服应力σb =191.9MPa,拟合系数M =2,双轴应力因子Biax =1㊂导入所设计的轿车侧围外板拉延工序数据,依次进行板料㊁工具体和工艺参数的设定,完成拉延成形三维有限元建模,如图14所示㊂拉延成形数值模拟所用的主要参数:摩擦系数为0.15㊁拉延力为1120t㊁压边力为280t 和压边圈行程为250mm 等㊂通过仿真计算获得的拉延成形仿真结果如图15所示㊂由图15可知,零件区域拉延成形变形充分,成形过程中未出现应变不足及明显起皱现象,因此整个拉延成形仿真过程是收敛的,结果是可信的,进一步说明基于冲压工艺的轿车侧围设计方法是可行的㊂25山东理工大学学报(自然科学版)2024年㊀图14㊀拉延成形三维有限元模型图15㊀拉延成形仿真结果3㊀结束语文章通过对比分析市场已推出的典型车型轿车侧围外板的关键区域,提出了基于冲压工艺的轿车侧围外板设计方法㊂应用该方法设计了一种轿车侧围外板,通过拉延成形仿真分析,获得了成形仿真过程收敛㊁零件区域成形良好的成形结果,证明了基于冲压工艺的轿车侧围外板设计方法的可行性㊂参考文献:[1]陈吉喆.奇瑞新能源汽车市场营销策略研究[D].广州:广州大学,2022.[2]郭宝玉.一款商用车白车身的改型设计[D].济南:山东大学,2020.[3]彭幸玲.电动汽车车身曲面造型设计方法研究[D].扬州:扬州大学,2020.[4]蒋磊,王龙,李十全,等.基于正交试验的侧围外板拉延成形工艺参数优化研究[J].汽车工艺与材料,2021(9):42-50.[5]蒋磊,袁璐,王龙,等.侧围外板全工序成形数值模拟与工艺优化[J].塑性工程学报,2021,28(10):50-60.[6]蒋磊,赵磊,廖敏,等.汽车侧围外板成形工艺参数优化[J].模具工业,2022,48(10):7-14.[7]熊佳俊.乘用车侧围外板设计[J].南方农机,2019,50(12):141,143.[8]贾文彬,卢智威,赵锋,等.侧围外板尾灯口暗坑优化方法研究[J].锻造与冲压,2022(24):44-47.[9]李众.侧围外板角窗面品生产可靠性提升[J].锻造与冲压,2022(12):54-58.[10]林楷,覃显峰,谢育涛,等.侧围外板C 柱处外观面光影扭曲原因分析及对策[J].锻造与冲压,2022(10):61-65.[11]付炯.加强贴在提高侧围外板抗凹性能中的应用和优化[J].现代制造技术与装备,2021,57(9):32-34.[12]戴建新,潘兴旺,陶运良.多品牌车身侧围结构工艺性对比分析[J].机械设计,2021,38(S1):7-12.[13]单春来.概念设计阶段的白车身结构模块化设计方法[D].大连:大连理工大学,2018.[14]舒满征,王利,黄昭明,等.基于AutoForm 的轿车侧围拉延工艺补充设计与优化[J].九江学院学报(自然科学版),2020,35(1):18-23.[15]蒋磊,李十全,王龙,等.基于模面工程的侧围外板全工序成形仿真研究[J].制造技术与机床,2022(7):121-128.[16]万志远.汽车侧围外板冲压工艺及模具设计[J].锻压技术,2022,47(10):118-123.[17]郑昊青,郑之旺,左军,等.不同涂油量对汽车钢DC06电化学腐蚀行为影响规律研究[J].钢铁钒钛,2022,43(2):157-162.[18]赵夫超,刘畅,黄昭明,等.基于模面工程的轿车侧围拉延成形数值模拟[J].南京工程学院学报(自然科学版),2020,18(2):13-17.[19]黄昭明,赵恒文,潘金元,等.多工位级进冲压成形联动数值模拟[J].山东理工大学学报(自然科学版),2018,32(4):35-39.(编辑:郝秀清)35第1期㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀戴亚,等:基于冲压工艺的轿车侧围外板设计方法及应用。
Q-JLY_J711168-2008汽车内外饰塑料件通用技术条件

湿箱中保温 24 h,温度为 40℃±2℃,相对温度为 95%。接着在本标准 4.1.2 规定的环境下冷却 24 h。
5.10.2.2 在本标准 4.3 规定的环境温度下,通过测力计测定其所能承受的最大拉伸力,其拉伸速度为
100mm/min,拉伸方向垂直于焊缝方向。
5.10.2.3 试验后,将评估结论及可能观察到的现象进行记录。
5.10.2.1 在待测试的产品上截取两块焊缝长度为 50 mm 的试样。把两块试样分别进行下述两种不同的老
化处理:在本标准 4.1.1 规定的环境箱中保温 100 h,温度为 90℃±2℃;在本标准 4.1.3 规定的恒温恒
共 10 页 第 5 页
GEELY
汽车内外饰塑料件通用技术条件
Q/JLY J711168-2008
要求
外饰件
1
低温抗冲击性能
经低温抗冲击性能试验后,不允许出现开裂、折断、剥离和永久变形等现象。
2
抗划伤性能
经抗划伤性能试验后,不允许出现肉眼可见的划伤。
3
燃烧性能
应符合 GB8410 中的规定。
4
耐候性能
经耐候性能试验后,应不出现龟裂、斑点或其它缺陷,灰色标度值不小于 4 级。
5
气味性能
气味性应高于 6 级。
Q/JLY J711168-2008
4.1.4 振动试验台:应能实现上下、左右、前后三个坐标轴的振动。 4.1.5 氙光曝晒试验箱: 应符合 GB/T 16422.2-1999 的规定。 4.1.6 测力计:应该能适应拉延速率(0~100)mm/min。 4.2 试验仪器 4.2.1 燃烧特性测定仪:符合 GB 8410 的规定。 4.2.2 耐磨试验仪 4.2.3 钢球:直径 60mm、质量 0.9kg 的钢球,用来做冲击试验。 4.2.4 抗划伤性试验仪:应具有下述特点的刀具组成:
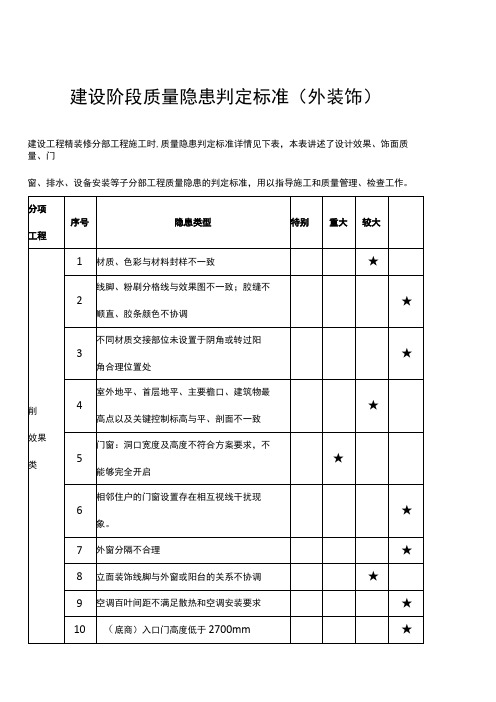
建设阶段质量隐患判定标准(外装饰)
12
雨水管位置明显,突兀
★
外墙
保温
13
保温材料不符合集团品牌库及消防管控要
求
★
14
保温材料物理性能不符合设计图纸要求
★
15
外墙螺杆孔未封堵
★
16
外墙螺杆孔未封堵到位
★
17
保温板固定是否符合规范
★
18
砌体基层抹灰
★
外墙
饰面
19
表面有裂缝、空鼓、起皮
★
20
外墙平整度、线角垂直度不足
★
21
外墙分格处理不到位
★
域
39
空调板未做防水
★
首层
大门
40
外门玻璃为单玻,未按规范要求使用安全玻
璃
★
41
外门开启是否存在筵隙过大,存在漏风现象
★
42
外门入口处与室外硬铺装是否存在门槛现
象
★
水电
气
42
水、电、气是否按照合同约定接口预留到位
★
43
泛光照明安装是否有剖坏外保温层、防水层
★
雨棚
44
雨棚未设置玻璃雨棚存在安全及漏水隐患
★
11
雨篷尺寸不合理,雨篷排水措施不到位
★
12
雨水管位置明显,突兀
★
外墙
13
保温材料不符合集团品牌库及消防管控要
★
保温
求
14
保温材料物理性能不符合设计图纸要求
★
15
外墙螺杆孔未封堵
★
16
外墙螺杆孔未封堵到位
★
17
保温板固定是否符合规范
★
18
汽车门槛裙板与侧围外板离空问题解析
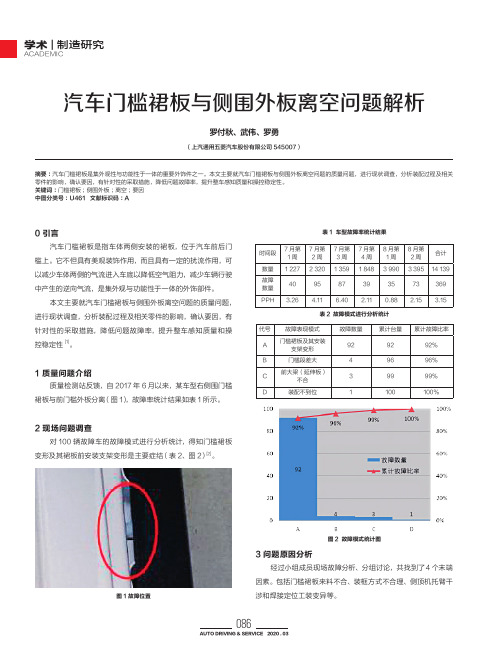
图 5 侧顶机托臂与门槛裙板干涉图
5 制定解决措施
5.1 终线侧顶机托臂干涉解决方法 针对终线侧顶机托臂干涉,采用调整侧顶机托臂的对策。此
8 结束语
影响汽车外饰件匹配的因素较多,且涉及工艺范围大,使得
图 10 故障率统计图
制造过程变差因素复杂。本文主要结合实际,对门槛裙板与侧围 外板离空问题产生的根本原因进行逐一分析,并制定有效的解决 措施,为解决汽车外饰件匹配问题提供了思路及经验分享。
【参考文献】 [1] 何镜奎 , 陈洪土 . 汽车侧裙板的热流道大型注塑模具设计 [J]. 中国塑
1 质量问题介绍
质量检测站反馈,自 2017 年 6 月以来,某车型右侧围门槛 裙板与前门槛外板分离(图 1),故障率统计结果如表 1 所示。
表 1 车型故障率统计结果
时间段
数量 故障 数量 PPH
7 月第 1周 1 227
40
3.26
7 月第 2周 2 320
95
4.11
7 月第 3周 1 359
图 3 原因分析鱼骨图
4 主要原因确认
4.1 门槛裙板来料不合格 在 供 应 商 现 场 随 机 抽 取 门 槛 裙 板 上检 具,在与后 侧 围 外 板
配合离空位置处取 4 个点测量间隙(图 4),结果合格 . 由此看来, 门槛裙板在底盘工位装配,从底盘工位到终线工位时,车需
通过侧顶机从吊具转移到滑板上。分别在底盘装配工位、终线工 位跟踪 5 台车,测量门槛裙板与侧围外板间隙值,对比发现在底 盘装配工位所测得的间隙值比终线工位大(表 3)。进一步跟踪 调 查,终 线 侧 顶 机 托 臂 缓 冲胶 块 发 生 磨 损,使 托 臂 直 接 搭 接 到 门槛裙板上,门槛裙板被挤压严重,裙板前安装支架变形(图 5), 导致裙板与侧围外板间隙增大,侧顶机托臂干涉为要因 [4]。 4.4 焊接定位工装变异
汽车内外饰工程设计要点
汽车内外饰工程设计要点1、整车四大工艺:冲压、焊接、涂装、总装。
2、汽车动力性指标通常的评价参数:最高车速、加速时间、最大爬坡度。
3、典型的汽车总体结构包括:车身、发动机、底盘、内外饰、电器。
4、国际中规定汽车正面碰撞最低车速为:48km/h。
5、CNCAP(中国新车安全评定)中最高为5+。
6驾驶舱布置需要与总布置(主要部门)协调。
7、汽车漏水的主要原因:车门变形不符合设计要求、密封条设计不合理、装配误差。
8、立柱类的小件装配到车身上时不需要设计专门的定位导向柱。
9、遮阳板的主要功能是遮挡强光影响,防止驾驶员眩晕。
10、与NVH性能关系密切的内饰件有:顶盖内衬、地毯、发动机仓隔热垫。
11、MOLDFLOW软件可以分析注塑件:变形情况、在模具中的流动情况、材料充模情况。
12、设计顺序:效果图、CAS面、油泥模型、A级面、工程化。
13、效果图分析内容:产品成型工艺性、安装可行性、成本可行性。
14、在车辆开发CAS面和模型阶段,仪表板设计人员需要配合其他部门对仪表板进行可行性分析:组合仪表视野分析、内部凸出物法规校核、前除霜风口、侧除霜风口位置可行性分析。
15、设计塑料件时某些地方可以不放拔模斜度,拔模斜度要考虑产品是否有皮纹<16、2D图的功能包括:指导模具制作、指导零部件入厂验收、指导生产。
17、快速样件的作用:验证外观效果、验证设计结构、验证装配可行性。
18、运用START MODEL格式进行设计的好处:便于修改、提高设计效率、规范数据设计过程。
19、增加加强筋或安装点可以有效改善产品强度。
20、顶盖内衬成型方式:热压。
21、处理皮纹亮度高的方式:模具喷沙、产品工艺参数调整。
22、工装样件提供时如检具未验收,可采取全尺寸检测方式确认工装产品与设计数据的符合性。
23、不同材料、皮纹、光泽度的零件选用同种颜色时,应采用特殊产品单独封样方式保证试装成功。
24、能确保内饰板与座椅条纹绒面料(方向不同,色差不同)的一致性是:技术条件明确装配方向、封样。
JLYY-JT 191-06汽车内外饰塑料件通用技术条件
JLYY-JT191-06汽车内外饰塑料件通用技术条件编制:校对:审核:标准:批准:浙江吉利汽车研究院二00六年三月前言本标准对于吉利汽车塑料件的技术要求、试验方法做出具体规定。
本标准结合本企业的具体情况编制。
本标准由浙江吉利汽车研究院有限公司提出。
本标准由浙江吉利汽车研究院有限公司车身设计部负责起草。
标准主要起草人:王琪本标准首次发布日期:2006年4月1日;实施日期:2006年5月1日。
1范围本标准规定了塑料件(不包括涂层、电镀、发泡件)的要求、试验设备、仪器及环境、试验方法、检验规则、标记、运输及贮存。
本标准适用于乘用车产品的内外饰塑料件(以下简称产品)。
2规范性引用标准下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修改版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 250-1995 评定变色用灰色样卡GB/T 3077-1999 合金结构钢GB 8410-1994 汽车内饰材料燃烧特性GB/T 16422.2-1999 塑料实验室光源暴露试验第2部分:氙弧灯JLYY-JT139-04 汽车塑料件及合成橡胶制品标记的规定JTYY-JT146-04 汽车内饰材料气味性试验方法3要求3.1 一般要求3.1.1在自然光线的阳光下产品的光泽应在样品的光泽等级范围之内。
3.1.2 零件的表面应没有污迹、划伤、裂纹、扭曲变形及表面皮纹磨损,也不应有任何影响装配和外观的缺陷。
3.1.3 产品的尺寸、公差、质量、纹理、颜色、标识、材料应按照图样要求。
3.2 性能要求性能要求按表1的规定。
4试验设备、仪器、环境4.1 试验设备4.1.1 环境箱:各个部位达到并维持与所规定的等级相一致的温度,而且符合规定的温度误差要求,最大相对湿度为20%。
在结构上,能够使样品在任何部位均不被热源直接辐射。
车门钣金设计规范
车门钣金设计规范车门钣金设计规范1.范围本标准规定了车门钣金的术语、一般汽车车门钣金的设计规则以及设计方法。
本标准适用于各种轿车,其它车型可参考执行。
2.车门基本简介2.1车门钣金概述1.作为外覆盖件,起装饰作用,保证装配后外观效果,需保证翼子板、侧围、前后门之间的间隙平度满足要求;2.有效保证车门密封性,避免出现漏水、风噪,导致顾客抱怨;3.为开启件,需满足开启及关闭的易操作性;4.车辆在行驶过程中保证车门始终处于关闭状态;5.保证车门很容易的装配到车身骨架上;6.为车身附件安装(外开把手、后视镜、外水切、昵嘈、内水切、门护板、门锁、扬声器、防水膜、升降器等安装)提供必要安装点及型面;7.保证升降系统的正常运行;8.保证行车门在行驶过程中不出现振动;不产生噪音;9.车门售后可更换及可维修性;10.具有承受一定作用力的刚度及强度2.2车门结构类型车门是车身的重要组成部分。
根据车型不同,车门结构形式一般有旋开式车门如图2.1所示、滑动门以及外摆式车门等,还有一些轿车上使用了上下车极方便的鸥翼式车门。
目前轿车车门使用最多的是旋开式车门,应用较多的轿车车门结构全尺寸内外板结构(整体式)、滚压窗框结构(分体式)以及半开放式车门结构(混合式),其结构具有各自不同的特点。
图2.1 旋开式车门2.2.1整体式----即车门面板与门框部分一体成形。
由全尺寸的冲压外板、全尺寸的冲压内板和嵌在内外板间的窗框导轨组成,导轨为U 字形滚压成型件,焊接在内板上,最后外板与内板总成通过包边方式闭合起来,这种车门板金结构在许多早期的车型被普遍采用。
优点:具有较好的完整性,整个车门的刚度较好,一体冲压出来的门板尺寸精度较高,并且加工工序较少、工艺简单。
缺点:窗框外边框通常较宽大,窗框的可装饰性不强,对造型有限制,不太符合现在造型的要求,而且全尺寸的门板需要较大的冲压模具,对冲压模的要求也比较高,整套模具的成本很高,由于窗框是一体冲压而成,废料面积较大,材料利用率较低。
立柱、门槛设计要求
目录
1. 部件的特征及功能 2. 设计时考虑事项 3. 设计及布局确认清单 4. 相关法规事项
1.部件的特征及功能 ----立柱
Pillar Trim = 立柱
※ Pillar Trim ※
- 内饰件中重要部位当属仪表板 - 立柱如字意作为柱子, 从连接A柱与最前端的仪表板,到最上部的顶棚,最后部位的行李箱, 起到连接所有内饰部件的作用。
RR DR OPENING FLANGE
FR DR OPENING FLANGE
1.部件的特征及功能
※ 立柱基本断面
NORMALTYPE
FORD FOCUS FORD FIESTA
1.部件的特征及功能
※ Pillar Trim 基本断面
1.部件的特征及功能
※ 立柱基本断面
问题: 存在密封条 往里卷入的现象 对策:减少与密封条匹配的立柱翻边角度,或者根 据立柱型面设计开发 密封条
B柱下装饰板 后门槛外装饰条
前门槛踏板
C柱下装饰板
后门槛踏板
1.部件的特征及功能
2.根据开发概念以及设计意图将B柱上装饰板类型设计为外露式或者隐藏式。目前趋势是隐藏比起 外露式采用方式更广泛。
外露式
隐藏式
3.以前要么没有组装C柱下装饰板或者做的很小,目前几乎大部分车型都组装C柱下装饰板。
1.部件的特征及功能
H/LIN'G SKIN에1~2
2.设计时考虑事项
19.选择安装卡扣时为了有效管理公差和基准点需要考虑两种卡扣混用。 20.为防止陶瓷COAT‘G LINE MATCH’G部位发生变形,需考虑增加加强筋或者增加厚度 21. COUPE, 三座,五座,MPV 车型中对适用FIXED QTR GLASS 的PLR TRIM需要在玻璃匹配部位增 加装配强度 ex) 部分增加厚度或者增加‘L’型的翻边 22. 对于适用PLR TRIM之间的装配,而不是适用PLR TRIM与H/LIN‘G的装配结构的车型,在考虑 装配方式时需要根据线体的作业工位及感官品质来制定装配作业顺序。 23.从PROTO SAMPLE 确认后对脆弱部位进行加强。 24.对于角落部位进行RUN-IN R 处理,确保线和面的流线圆润 25.加强筋,BOSS柱设计时根据PLASTIC材料