基于PLC对龙门刨床的电气改造毕业设计论文
B2012A型龙门刨床PLC控制系统的设计
分类号:单位代码:10452毕业论文(设计)B2012A型龙门刨床PLC控制系统的设计姓名×××学号年级 2009专业电气工程及其自动化系(院)汽车学院指导教师2013年4月29日摘要龙门刨床是一种大型的机械加工设备,用来加工大型工件或在工作台上夹持几个工件同时进行刨削加工,是机械工业中的主要工作机床之一,在工业生产中占有重要的地位。
龙门刨床的主拖动采用以电机放大机作为励磁调节器的直流发电机—电动机系统,由于工作台长期工作于运行—制动—反向的往复运动状态,控制要求高,加之直流电机的维护不便,使系统很难满足控制要求。
龙门刨床的电气控制多采用继电器控制线路,使用了大量的中间继电器和时间继电器,致使控制柜体积庞大,线路复杂,继电器故障发生率高,可靠性差,维修工作量大。
采用三菱公司的FX2N-80MR型可编程控制器和华为TD2000变频器对该龙门刨床实施改造。
系统中由三菱PLC完成数据的采集和对变频器、电动机等设备的控制任务。
使用FX2N可编程控制器的编程软件GX Developer 8.0进行编程编制,模块化的程序设计方法,大量采用代码重用,减少了软件的开发和维护工作量。
关键词:龙门刨床电气控制PLC 变频器ABSTRACTThe double housing planer is a kind of large-scale mechanical processing equipment, used for processing the large-scale work piece or grasps several work pieces at the same time on the basis of working bench creating and paring processing, it is one of the groundwork lathes in the mechanical industry.Mainly pulling adopts and regards enlarger of the electrical machinery as the direct current generator of the excitation regulator-motor system of this double housing planer,because the working bench works in apply-brake-reverse reciprocating the motion state, high control requirement,and the maintenance inconvenience of direct current machine, it is very difficult to use the system to meet the control requests.The device uses electrical control relay to control circuit, using a large number of intermediate relay and time relay resulted in large, complex circuits, relays the high incidence of failure, poor reliability, and maintenance workload.Adopt Mitsubishi FX2N-80MR programmable controller and Emerson TD2000 inverter to implement the tranformation to the double housing planer. Mitsubishi PLCfinishes the collection of the data and task of control on apparatus such as frequency converter, electrical machinery in the system. The software GX Developer8.0 of programming based on FX2N PLC adopts the module procedure design method, uses a large number code reuse, reduces software development and maintenance.Key words: Double-housing Planer Electrical Control PLC VVVF目录第一章绪论 (1)1.1 A系列龙门刨床概述 (1)1.2 A系列龙门刨床控制要求 (2)1.3 课题研究的主要内容 (3)1.4 控制系统设计的初步方案 (3)第二章可编程序控制器工作原理 (4)2.1 可编程序控制器简介 (4)2.2 可编程序控制器的结构 (4)2.3 可编程序控制器的工作原理 (5)第三章变频调速原理 (7)3.1 变频调速基本原理 (7)3.2 变频器的基本结构 (8)第四章龙门刨床控制系统设计 (9)4.1 生产工艺对电气控制系统的要求 (9)4.2 控制系统整体结构 (10)4.3 系统硬件实现 (10)4.4 PLC 设置 (14)4.5 变频器设置 (18)4.6 编程软件实现 (19)结论 (19)参考文献 (21)谢辞 (22)第一章绪论1.1 A系列龙门刨床概述1.1.1 A系列龙门刨床的基本结构龙门刨床是机械工业的主要工作母机之一,主要用来加工大型工件或在工作台上夹持几个工件同时进行刨削加工,是机械制造工业中的主要工作机床之一,在工业生产中占有重要的地位。
用PLC改造龙门刨床电气控制系统

用PLC改造龙门刨床电气控制系统摘要:本文介绍了如何使用PLC改造龙门刨床电气控制系统,提高了其控制性能和生产效率。
通过安装PLC控制器,并配置相应的逻辑控制程序,实现了对龙门刨床的启动、停止、速度调节、工件夹紧等功能的自动化控制,有效地提高了刨床的生产效率和减少了工人劳动强度。
关键词:PLC,龙门刨床,电气控制系统,自动化控制,生产效率正文:一、龙门刨床的电气控制系统简介龙门刨床是一种常用的大型加工设备,广泛应用于各种金属材料的切削加工和形状加工。
龙门刨床的电气控制系统主要由各种控制按钮、电机控制器、传感器和电气控制箱等组成。
目前,大多数龙门刨床的电气控制系统还是基于传统的电路设计,存在操作不方便、控制性能差、产量低等问题。
二、PLC控制器的优势PLC即可编程序控制器,是一种可编程逻辑控制设备,具有高度可靠性、扩展性和灵活性等特点。
使用PLC控制器改造龙门刨床电气控制系统可以有效地提高其控制性能和生产效率,具有以下优势:1、逻辑控制程序可编程,方便灵活。
2、输入输出模块可扩展,支持多种信号采集。
3、通信接口丰富,可与其他设备联网通信。
4、可靠性高,故障率低,维护成本低。
三、PLC改造龙门刨床电气控制系统的具体步骤及实现效果1、安装PLC控制器在龙门刨床电气控制系统中添加PLC控制器,将其与原有的电气控制元件相连。
根据需要,安装多个输入输出模块,用于控制信号的采集和输出。
2、编写逻辑控制程序利用PLC编程软件编写逻辑控制程序,实现龙门刨床的启动、停止、速度调节、工件夹紧等功能。
通过对节点的逻辑运算和电气控制元件的分配,实现龙门刨床的自动化控制。
3、调试和优化将编写好的逻辑控制程序下载到PLC控制器中,并对其进行调试和优化,确保其正常运行。
在实际的车间环境中,根据需求优化控制程序,达到最佳的控制效果。
使用PLC控制器改造龙门刨床电气控制系统后,可以实现龙门刨床的自动化控制,大大提高了生产效率,缩短了生产周期,减轻了工人劳动强度,同时还可以降低故障率和维护成本。
PLC控制龙门刨床

摘要龙门刨床是工厂中常见的大型机械加工设备,老式的龙门刨床的主拖动采用交磁放大机-发电机-电动机(JF-D)调速系统,能量损耗高、噪声大。
老式龙门刨床的电控部份采用继电器逻辑控制,线路复杂,故障率高,查找故障困难。
本论文在分析和研究龙门刨床(B2012A)原控制系统的基础上,设计了新的龙门刨床电控系统。
该系统以西门子公司的直流调速器(6RA70)为主要调速控制器件,根据主电机实际转速自动调节电枢电压和电流,平滑改变电动机转速。
刨床各运动部件采PLC 逻辑控制,根据工艺要求可实现各部分单独运动及联动。
以可编程控制器检测速度过零为换向条件,实现了工作台的无冲击换向。
从根本上克服了龙门刨床换向冲击大、工作效率不高、耗电量大等一系列缺点。
论文详细地给出了整个系统电路(包括电机拖动电路、直流调速系统电路及逻辑控制电路)的设计过程和工作原理。
本系统直观性好,控制安全可靠,运行平稳,调速精度高,具有其他龙门刨床控制系统所没有的若干优点,且经济实用,具有广阔的应用前景。
关键词:龙门刨床 PLC控制直流调速AbstractPlaner is common in large-scale factory machining equipment, the old main drag planer magnetic amplifier using AC - Generators - Motors (JF-D) speed control system, high energy consumption, noise big. Old planer electronic control part of the relay logic control circuit complexity, high failure rate, difficult to find fault.In this thesis, analysis and research planer (B2012A) based on the original control system, designed a new electronic control system Planer.The system Siemens DC Driver (6RA70) as the main speed control device, according to the actual speed automatic adjustment of the main motor armature voltage and current, smooth changes in motor speed. Planer PLC logic of the moving parts of the mining control, according to process requirements to achieve separately the various parts of movement and interaction. Programmable controller detects the speed to zero for the change to the conditions for the realization of the table without the impact of the commutation. Papers presented in detail the entire system circuit (including motor drag circuit, the circuit and DC speed control system logic control circuit) design process and work.This system is intuitive and good control of safe, reliable, smooth running, speed, high precision, with other control systems Planer several advantages not available, and economical and practical, has broad application prospects.Keywords: double housing Planer PLC controlling direct Currentspeed regulating目录第 1章概述 (1)1.1 课题的提出 (1)1.2 本课题的研究意义 (2)1.3 龙门刨床电气控制系统的发展历史 (2)1.4 本课题的工艺要求 (3)1.5 主要研究内容 (4)1.6 本章小结 (4)第2章方案论证 (5)2.1 几种可行性方案比较 (5)2.1.1 理想的速度运行曲线 (5)2.1.2 实现理想速度运行曲线的几种方法比较 (6)2.2 龙门刨床的结构特点 (6)2.3 龙门刨床的工艺流程对控制系统的要求 (8)2.4 直流调速装置 (9)2.4.1 直流调速装置的结构与功能特点 (9)2.4.2 主要功能 (10)2.4.3 参数设定方法 (11)2.4.4 斜坡函数发生器 (12)2.4.5 速度调节器 (12)2.5 总体方案设计 (13)2.5.1 系统主要配置和设置 (13)2.5.2 系统工作流程和控制功能实现 (14)2.6 本章小结 (15)第3章PLC的原理及应用 (16)3.1 PLC的应用 (16)3.2 S7-200的结构特点 (17)3.3 本章小结 (19)第4章龙门刨床的硬件电路设计 (20)4.1 工作台控制电路设计 (20)4.2 横梁与刀架电路设计 (21)4.3 润滑泵供电控制电路 (22)4.4 PLC控制逻辑实现 (23)4.4.1 I/O接口设计 (24)4.5 本章小结 (26)第5章控制系统软件设计 (27)5.1 PLC 程序设计方法 (27)5.1.1 PLC 程序设计方法概述 (27)5.1.2 PLC控制逻辑程序设计 (27)5.1.3 程序设计步骤及要点 (28)5.2 梯形图设计方法 (30)5.3 调速控制程序设计 (31)5.4 参数设置 (33)5.5 PLC控制系统若干现场技术的实现 (35)5.5.1 无冲击换向实现 (35)5.5.2 工作台抗干扰冗余逻辑设计 (37)5.6 本章小节 (38)第6章系统的可靠性分析 (39)6.1 系统调试流程 (39)6.2 调试内容及步骤 (40)6.3 系统运行效果 (41)6.4 本章小结 (41)总结 (42)致谢.............................................. 错误!未定义书签。
龙门刨床的PLC电气控制系统设计【毕业作品】
BI YE SHE JI(20 届)龙门刨床的PLC电气控制系统设计所在学院专业班级自动化学生姓名学号指导教师职称完成日期年月-Ⅰ-摘要在分析和研究龙门刨床(B2012A)控制原理的基础上,根据生产工艺要求,设计了龙门刨床基于变频调速的PLC控制。
该系统以西门子公司的TD3000为主要调速控制器件,PLC选用西门子公司的S7-200系列的CPU224。
根据刨床的实际调速范围和负荷,选择了变频异步电动机、变频器和测量转速的编码器型号;绘制了电力拖动系统的主回路电路图、PLC和变频器的外部接线图。
并且,对变频器接口电路的设计方法和变频器参数的设置方法也做了详细说明。
刨床各个运动部件采用PLC逻辑控制,根据工艺要求可实现各部分的单独运动及联动。
用可编程控制器进行检测过零为转换条件,实现了工作台的无冲击换向。
以精密电位计为速度给定元件,可手动实时准确地调节主电机的转速,从根本上解决了龙门刨床换向冲击大、工作频率不高、耗电量大等缺点。
关键词:龙门刨床,变频器调速,PLC-Ⅰ-AbstractOn the basis of the analysis and research of the original control system of double housing planer (B2012A), according to the special requirements of production process, designed a system with a the inverter direct current speed control based on PLC control. The system chooses the Siemens TD3000 as the main speed control devices, and the PLC selected the Siemens S7-200 series CPU224.First, the dissertation introduces the hardware design of the control system. According to actual speed regulation range and loads of the original DC drive system, the model of variable frequency induction motor, inverter and encoder to measure the speed are chosen. It presents the main circuit schematics of electric drive system, and the external wire-connection diagrams of PLC and inverter. Furthermore, a description of the interface circuit design fashions and parameters setting of inverter are described.The system use the programmable controller, as to realize zero-speed examining and logical controlling, and the linkage of the motile parts can be achieved according to its process requirements. In this system , zero-speed reversing of the work platform and no impact of original system can be realized. Precise potentiometers are chosen as the speed regulation components in this system, it can regulate the Real-time rotational speed of the main electromotor accurately, and the disadvantages of the original system, such as the large reversing impact of planer, the inadequate operating frequency and too high power consumption, are hurdled in this system.Key words: planer, inverter, PLC-Ⅱ-目录摘要 (Ⅰ)ABSTRACT............................................................................................ . (Ⅱ)目录..................................................................................................... . (Ⅲ)第一章绪论........................................................................................ .. (1)1.1课题的目的和意义 (1)1.1.1本课题的目的 (1)1.1.2本课题的研究意义 (1)1.2龙门刨床电气控制的发展 (1)1.2.1龙门刨床电气控制的历史与现状 (1)1.2.2龙门刨床电气控制的发展 (3)1.3课题设计参数及主要内容 (3)第二章龙门刨床控制系统的设计方案..................................................... .. (5)2.1现有龙门刨床存在的问题 (5)2.2龙门刨床的结构特点 (5)2.3龙门刨床的工艺特点及技术要求 (6)2.4总体设计方案的确定 (9)第三章龙门刨床控制系统的硬件设计 (11)3.1系统逻辑控制程序设计的主要组成 (11)3.2电力拖动系统的主回路设计 (11)3.3PLC的选型及外部接线图 (13)3.3.1 PLC的特点 (13)3.3.2 PLC的选型 (14)3.3.3 PLC的外部接线图 (15)3.4变频装置的选型和硬件配置 (17)3.4.1 电机选型 (17)3.4.2 变频器选型 (17)3.4.3 变频器接口电路设计与参数设置 (19)3.4.4 编码器与PG速度卡选型 (21)3.5传感器的选型 (22)第四章 PLC逻辑控制程序设计 ................................................................ (24)4.1PLC逻辑控制程序设计方法概述 ................................................. (24)4.2工作台控制程序设计 (24)4.2.1工作台点动程序设计 (25)4.2.2工作台自动往返控制程序设计 (27)4.3辅助部分控制程序设计 (30)4.3.1 横梁升降逻辑控制程序设计 (30)4.3.2 刀架运动逻辑控制程序设计 (31)4.3.3 风机、油泵逻辑控制程序设计 (33)4.4 PLC若干技术的实现 (33)4.4.1 工作台无冲击换向技术的实现 (33)4.4.2 多件联动安全性与可靠性的实现 (33)4.4.3 工作台切削过载自动返回的实现 (34)结论..................................................................................................... (35)参考文献 (36)致谢 (37)附录系统PLC逻辑控制程序梯形图 (38)第一章绪论1.1 课题的目的和意义1.1.1 本课题的目的龙门刨床电气设备是一个复杂的工厂大型零件生产的关键设备之一,刨床电气传动自动控制对生产过程的控制系统有很高的要求,并且也在不断提高。
龙门刨床横梁机构的PLC控制大学论文

第一章绪论 (3)1.1 课题背景 (3)1.2 课题研究的意义 (3)1.3 课题研究目的 (3)第二章系统控制方案的确定 (4)2.1 龙门刨床横梁机构的控制要求 (4)2.2 龙门刨床横梁机构的控制流程 (4)2.3 龙门刨床横梁机构的设计思路 (4)2.4 龙门刨床横梁机构的控制流程图 (5)第三章龙门刨床横梁机构的控制线路设计 (6)3.1 龙门刨床横梁机构的主电路图 (6)3.2 设计龙门刨床横梁机构的基本控制电路 (7)3.3 选择控制参量 (7)3.4 设计联锁保护 (7)3.5 完整的控制线路 (8)第四章系统的软件设计 (9)4.1 CX-Programmer编程软件 (9)4.2 I/O分配 (11)4.3 PLC输入输出接线图 (12)4.3 梯形图的设计和注释 (13)4.3.1 整体的梯形图 (13)4.3.2 注释 (13)第五章总结与展望 (15)参考文献 (16)致谢 (17)第一章绪论1.1 课题背景目前中国在世界上是机床消费的第一大国,并正在由制造大国向制造强国发展,数控机床是制造业的关键设备,数控维修和改造正在成为制造业的新兴产业,其产生和发展有着深刻的社会背景和经济背景。
我国现有数以万计的陈旧落后的机床,它们的大修和数控化改造是大多企业赖以生存的现实基础之一。
20世纪进口的大量二手数控设备已进入维修和改造的高峰期。
1.2 课题研究的意义随着产品的更新换代,生产线承担的加工对象也随之改变,这就需要改变控制程序使生产线的机械设备按新的工艺过程运行,而继电器-接触器控制系统采用固定接线方式,很难灵活快速地适应这个要求。
PLC作为一种新型的控制装置与传统的继电器控制系统相比具有时间响应快、可靠性好、控制程序可随工艺改变、易与计算机连接、维修方便、体积小、重量轻和功耗底等诸多高品质与功能,从而减少其维修时间,提高其工作效率。
当前PLC已经成为电气自动控制系统中应用最为广泛的核心装置。
基于PLC的龙门刨床控制系统设计
基于PLC的龙门刨床控制系统设计摘要:龙门刨床是一种大型的机械加工设备,有着复杂的机械结构和电气控制系统。
早期老式龙门刨床的主拖动系统采用放大机-发电机-电动机的系统进行驱动,能耗较高,噪音大,损耗大并且维修维护困难。
针对以上问题,本文设计了龙门刨床的电气控制系统。
主拖动系统采用变频器代替老旧系统,采用变频器的控制方式速度调整范围大,相比于老式系统更加节能,噪音小。
采用可编程逻辑控制器(PLC)控制实现中间过程。
本文还对龙门刨床电气控制系统的总体方案、硬件设计、软件设计进行了介绍。
包括PLC、变频器、变频电机等设备的选型,PLC输入输出电路的设计、手动/自动程序的设计等工作。
1.引言我国工业快速发展的今天,龙门刨床作为大型的加工设备,做出的贡献非常的大。
其对电机的制动和起动控制的要求非常的高,为了提高生产的速度,必须尽可能的减少其在制动和起动的动作时间。
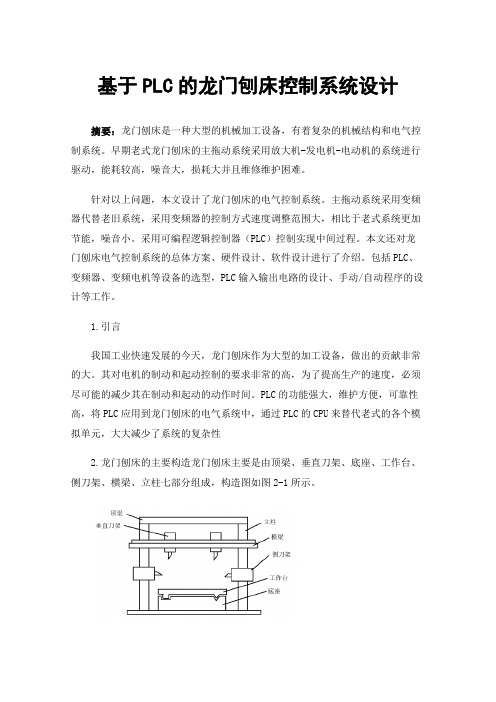
PLC的功能强大,维护方便,可靠性高,将PLC应用到龙门刨床的电气系统中,通过PLC的CPU来替代老式的各个模拟单元,大大减少了系统的复杂性2.龙门刨床的主要构造龙门刨床主要是由顶梁、垂直刀架、底座、工作台、侧刀架、横梁、立柱七部分组成,构造图如图2-1所示。
图2-1 龙门刨床的构造示意图工作台固定在底座的导轨上,导轨是前后放置的,工作台可沿导轨前后运动,在底座的两边各有一根立柱。
立柱固定着竖直的导轨,左右侧刀架可沿导轨上下运动。
同时导轨上还有横梁,横梁上放置水平导轨,垂直刀架(主刀架)可通过水平导轨左右移动。
3.硬件选型3.1 PLC的选型在一般情况下,如果我们的系统是单机或者比较小型的系统,我们可以选择控制的点数小于256的PLC,如日本的CQM1和德国西门子的S7-200等PLC,这样的PLC完全足以实现我们想要的功能。
若是我们的系统比较复杂,控制的点数较多,我们一般要选择中型PLC,这种PLC的输入和输出模块都比较齐全,处理信息的速度相对于小型PLC快很多,而且更加稳定。
基于 PLC的龙门刨床改造
基于 PLC的龙门刨床改造李玉婉【摘要】Aiming at the existing problem of large-scale B2025 gantry plane, a comprehensive transformation is applied to its electricity control system, increasing the milling capabilities in order to adapt to the processing requirements.With Siemens programmable logic controller as the control core and human-machine interface as control interface, the switch logic control, rotational speed control, workbench intelligent regulation and human-machine interface are accomplished; and the Siemens 6RA80 DC speed governor is to achieve planing control system transformation; while the Siemens converter MM440 is to a-chieve milling functions.The result of reconstruction shows that it improves the reliability and stability of machine, and the op-eration interface is simple and user-friendly.The performance satisfies the requirements of production process.%针对大型龙门刨床B2025目前存在的问题,对其电气控制系统进行全面的技术改造,增加铣削功能以适应各种加工要求。
基于PLC和变频器的龙门刨床的工学论文
基于PLC和变频器的龙门刨床的工学论文基于PLC和变频器的龙门刨床的工学论文论文关键词:龙门刨床可编程序控制器变频调速能量回馈论文摘要:用可编程序控制器和交流变频调速技术对B220龙门刨床进行改造。
刨床的主传动采用转差频率闭环控制,能较好的满足工作台静、动态特性要求;制动采用了能量回馈制动。
改造后系统达到了预期效果。
龙门刨床的电气控制系统主要包括工作台的主传动和进给机构的逻辑控制两大部分。
目前,国内龙门刨床主要采用的主传动系统有两种:一种是50年代的电机扩大机一发电机一电动机组(K—F—D系统);一种是80年代少数经过改型的直流可控硅调速系统(SCR—D 系统)。
这两种系统的逻辑控制普遍采用继电器控制,故障率高,维修困难,生产效率低,因此,采用变频调速系统已成趋势。
作者用交流变频调速技术和可编程序控制器(PLC)改造成功了一台B220龙门刨床,且改造后系统运行可靠稳定。
1 龙门刨床控制系统要求机床型号为B220,产地为济南第二机床厂,要求改造后机床的调速范围为5m/min一60m/min,系统运行的平滑性要好,能实现无级调速,且有很好的起制动性能。
起制动时既能快速启动和制动,又保证机械冲击不过大,不对机械部件造成损害。
能快速实现提速、降速和平稳的调节速度,换向时要减小对齿轮的冲击。
能实现慢速切入,稳速加工,快速换向,点动调节等各种加工工艺要求。
2 系统组成及工作原理2-1 系统组成本系统由VVVF(变电压变频率)变频器、交流电动机(Y280S一8,Pe =37KW ,I。
=78-2A,n。
=740r/min)、测速器组成闭环调速系统。
采用闭环调速系统是为了对负载的波动和电网的波动有较强的抗干扰能力,以保证刨床的稳定运行。
刨床的电机均由PLC 给出的指令进行控制。
设计时,主传动用一台异步电动机代替原K—F—D系统机型,进给机械执行机构则用变频调速器取代原电磁离合器,实现对工作台的各种不同速度的控制和往返换向。
文献综述-基于PLC和变频器的龙门刨床优化设计
文献综述——基于PLC和变频器的龙门刨床优化设计一、龙门刨床电气控制系统简介龙门刨床是一种广泛使用的金属切割加工机床,是许多大型企业不可缺少的设备。
龙门刨床的电气系统由主拖动和控制系统两部分组成。
主拖动系统可以概括为4类:JF-D调速系统、晶闸管-直流电动机(SCR-D)模拟直流调速系统、全数字直流调速系统和交流变频调速系统。
控制系统有继电器逻辑控制系统或继电器与PLC结合的控制系统。
JF-D调速系统是上世纪60年代在龙门刨床上广泛使用的调速系统,目前该系统在国有大中型企业仍然战友相当大的比重。
JF-D主要由直流发电机、直流电动机和交磁放大机组成。
其工作原理为:通过交磁放大机控制直流发电机的励磁电压,后者控制直流发电机的输出电压,从而控制直流电动机的电枢电压,最终控制直流电动机的转速。
另外还有二台交流电动机和一台直流发电机为该系统服务,大的交流电动机是直流发电机的原动机,晓得交流电动机是交磁放大机的原动机,直流发电机为直流电动机的励磁绕组提供励磁电压。
目前,JF-D型的龙门刨床的电气系统存在下列问题:(1)调速系统占地面积大,噪音大;(2)耗电量大,效率低;(3)惯性大,调速系统动态及静态性能均不理想;(4)故障率高,可靠性差,维护检修工作量大;(5)设备严重老化;(6)电气系统的连线多,判明故障性质和查找故障困难,查找故障的时间较长;(7)工作台频繁地来回运动,继电器盒接触器的触点容易损坏或接触不良。
上世纪80年代初,许多企业对龙门刨床进行电气改造时,用晶闸管-直流电动机(SCR-D)模拟直流调速系统取代JF-D调速系统。
代表产品是1980年襄樊机床厂设计的SCR模拟直流调速系统。
该系统大大缩小了占地面积,减少了噪音,而且节省能源,效率高,使调速系统的动态和静态品质得到和大改善。
目前,该系统存在下列问题:(1) PID控制电路由分立元件组成,元件参数容易发生变化,使系统静态和动态性能恶化。
(2)众多功能单元之间接插件多,接插件的触点容易出现接触不良的故障,影响了系统的可靠性。
毕业设计龙门刨床PLC控制系统设计
A
Ld Ia
B
Ud
C
M- Ea
A
VF
VR
B
C
M-
LC 3
LC 4
a)
b)
图3-4 采用三相桥式电路的反并联可逆电路
a)主电路
b)简图
五、逻辑控制的无环流可逆系统
逻辑控制的无环流可逆系统 当一组晶闸管工作时,用逻辑电路(硬件)或逻辑算法(软件)去封锁另一 组晶闸管的触发脉冲,使它完全处于阻断状态,以确保两组晶闸管不同时工作, 从根本上切断了环流的通路,这就是逻辑控制的无环流可逆系统。
图中:ASR为转速调节器,ACR为电流调节器,Un*和Un为转速给定(数字量)和转速反馈(数字量),Ui* 和-Ui为电流给定(数字量)和电流反馈(数字量), TG为测速发电机。
四、应用反并联可控硅整流装置为系统电机供电
三相桥式电路的反并联可逆电路中的环流问题 环流的定义: 采用两组晶闸管反并联的可逆V-M系统,如果两组装置的整流 电压同时出现,便会产生不流过负载而直接在两组晶闸管之间流通的短路电 流,称作环流。 环流的危害 环流加重晶闸管和变压器的负担,消耗功率,环流太大时会导致晶闸管损坏。
问题1:希望在起动过程中只有电流负反馈; 到达稳态转速后,又希望只要转速负反馈, 不再依靠电流负反馈发挥主要的作用。怎 样才能做到这种既存在转速和电流两种负 反馈作用,又使它们只能分别在不同的阶 段起作用呢?双闭环调速系统正是用来解 决这个问题的。
问题2:龙门刨床要求电动机既能正转, 又能反转,还需要快速地起动和制动,这 就需要可逆的调速系统。由于电力电子器 件的单向导电性,需要专用的可逆电力电 子装置来实现。根据任务要求,本次设计 采用了电流、速度双闭环逻辑无环流可逆 直流调速系统。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于PLC对龙门刨床的电气改造摘要龙门刨床主要用来加工大型工件的各种平面、斜面、凹槽等,特别适应于加工大型的、狭长的机械零件,是常见的大型机械加工设备。
传统的龙门刨床的主拖动采用电机扩大机-发电机-电动机(A-G-M)调速系统,电控部分采用继电器逻辑控制,线路复杂,故障率高,检修、维修困难。
本论文根据B2010A型3m龙门刨床的工艺对控制系统的要求,对电气控制系统进行总体的设计。
主拖动采用调速范围宽、节能效果显著的变频器,用PLC取代传统继电器控制方式,实现开关量逻辑控制和变频电动机的转速控制,充分发挥PLC可靠性高、功耗低、维修方便等优势,对龙门刨床进行电气改造,以达到投资小、改造周期短、降低能量损耗等目的,弥补继电器控制方式的不足和缺点,以提高龙门刨床的生产效率,满足加工工艺的要求。
通过对B2010A龙门刨床进行PLC电气改造设计,大大提高了刨床的效率和加工精度,加强了刨床的可靠性和稳定性。
关键词可编程序控制器,龙门刨床,变频器,电气改造ABSTRACTDouble housing planer is a common huge machine tool, which mainly used in processing huge workpieces, various plane, bevel face, notch, etc, especially adapts to process huge and long and narrow machine spare part. The main drive of the traditional planer utilizes amplidyne-generator-electromotor drive whichis noisy, energy-consuming room-taking. Relay logic control is used in traditional planer, and its circuitry is complicated, so the malfunction rate is high, and it is difficult to find out the malfunction.The dissertation designs an outline of the electric control system based on the requirement of the technology of the B2010A planer for the control system. The main drive of the planer’s converter, for it has a wide speed regulation range and well effect in saving energy. The planer utilizes PLC instead of the traditional relay controlling way to achieve the logical control, and to control the speed of converter motor. Giving full play to PLC ability of the advantage of high reliability, low energy consumption and convenient maintenance. Transforming electric of the planer to achieve small investment, short transformation cycle and reduced energy consumption, make up the disadvantage and weakness of relay controlling way to improve productivity of the planer, and to sactisfy the need of processing workpieces.After the electrical rebuilding and improvement with PLC of B2010A frame planer, the efficiency and processing accuracy are greatly improved and the reliability and stability of the planer is enhanced.Key Words: PLC, Frame planer, Frequency Converter, Electrical rebuilding目录1. 绪论 (4)1.1 课题的研究背景及意义 (4)1.2 课题的提出 (4)1.3 PLC与继电器控制系统的比较 (5)1.4 龙门刨床控制系统的发展 (6)1.5 论文的主要工作 (7)2. 龙门刨床的结构及电气分析 (7)2.1 刨床的作用及分类 (7)2.2 龙门刨床的结构 (8)2.3 龙门刨床的加工工艺特点 (9)2.4 龙门刨床的工艺流程对控制系统的要求 (9)3. 龙门刨床的主回路设计及变频器的选择 (11)3.1 龙门刨床电力拖动系统主回路设计 (11)3.2 主拖动电机的选型 (12)3.3 变频器的选择 (13)3.3.1 调速系统简述 (13)3.3.2 变频器选型 (14)3.3.3 主拖动与变频器的连接 (14)3.3.4 变频器的基本运行配线图 (16)4. PLC的选型及控制接线 (17)4.1 龙门刨床PLC控制系统构成 (17)4.2 PLC的选型及输入输出点的分配 (17)4.2.1 PLC的选型 (17)4.2.2 PLC I/O输入点数分配表 (18)4.2.3 PLC I/O输出点数分配表 (20)4.3 PLC控制接线图 (22)5. PLC的控制程序设计 (24)5.1 PLC程序设计概述 (24)5.2 梯形图编程语言的特点 (24)5.3 控制程序设计分析 (25)5.3.1 工作台控制程序设计分析 (25)5.3.2 风机油泵控制程序设计分析 (26)5.3.3 横梁升降控制程序设计分析 (26)5.3.4 刀架运行控制程序设计分析 (27)5.4 故障控制分析 (27)5.4.1 辅助设备常见故障及措施 (28)5.4.2 工作台常见故障及措施 (28)5.4.3 横梁常见故障及措施 (28)5.5 控制程序梯形图编制 (29)5.6 PLC控制程序指令 (32)6. 保护和抗干扰措施设计 (35)7. 结论和展望 (37)7.1 论文总结 (37)7.2 展望 (38)参考文献 (39)致谢 (40)1. 绪论1.1 课题的研究背景及意义随着工业科技的飞速发展,数控技术的发展在一定程度上代表了一个国家先进的科学技术水平。
就目前而言,我国是世界上机床产量最多的国家,虽然我国科技水平在世界上稍有一席之地,但生产的数控机床的产品竞争力在国际市场中任处于较低的水平,生产的普通数控机床比重大,生产效率低,大部分采用继电器控制,存在着易故障,难检修等弊端,对加工业的发展有很大的制约和限制性。
随着计算机技术的高速发展,推动了工业科技发展的步伐,给机械制造业带来根本性的变化。
近几年来,我国在普通机床改造方面取得了很大的成就,普通机床的控制系统逐步被PLC控制的高效率,高精度的数控机床所代替,产生了巨大的生产力,然而在机械加工制造中被广泛使用的用来加工大型工件的设备—龙门刨床的改造却少之又少,在一定程度上影响着制造业的发展。
1.2 课题的提出传统龙门刨床的电气控制系统控制逻辑采用硬件接线,利用继电器机械触点的串联或并联等组成控制逻辑,其连线多而复杂,体积大,功耗大,其改造或增加功能较为困难,而且继电器控制系统依靠机械触点的动作实现控制,工作频率低,机械触点还会出现抖动问题,很大程度上提高了故障发生率,且由于使用大量的机械触点,存在机械磨损、电弧烧伤等问题,寿命短,系统的大量连线使得机床的可靠性和可维护性较差。
本设计提出通过采用PLC对其传统的龙门刨床进行电气改造改造是因为PLC很容易实现比较复杂的控制逻辑,与其传统的继电器实现同样的功能则需要大量的控制继电器,在同种要求下,PLC可省去大量的控制继电器,节能降耗,降低运行成本,且改变工艺控制简便易行,而且PLC是无触点电路,反应快、噪音小、寿命长等优点,在实现同样功能的基础上还可以弥补继电器逻辑控制的不足,可以大大提高机床的工作效率,完全可以达到预期电气改造的目的。
1.3 PLC与继电器控制系统的比较[1]在PLC出现以前,继电器硬件接线电路是逻辑、顺序控制的唯一执行者,它结构简单、价格低廉,一直被广泛应用。
PLC出现之后,在几乎所有方面都大大超过了继电器控制,两者的性能比较如表(1)所示。
表(1) PLC与继电器控制系统的比较1.4 龙门刨床控制系统的发展在机械加工业中,龙门刨床是加工大型工件时必不可少的加工设备,是一种广泛使用的金属切削加工机床,是许多大型企业不可缺少的设备。
我国的第一台龙门刨床于1953年4月在济南第二机床厂问世。
龙门刨床的电气系统主要分为主拖动和控制系统两部分。
就目前而言,龙门刨床的主拖动系统可概括为四类:A-G-M调速系统、晶闸管-直流电动机(SCR-D)模拟直流调速系统、全数字直流系统和交流变频调速系统。
控制系统有继电器逻辑控制系统或继电器与PLC结合的控制系统[2]。
20世纪60年代,龙门刨床广泛采用A-G-M调速系统,目前该系统在国有大中型企业仍占有相当大的比重,A-G-M主要通过交换放大机控制直流发电机的励磁电压,励磁电压控制直流发电机的输出电压,从而控制直流电动机的电枢电压,以达到控制直流电动机转速的目的,但是A-G-M龙门刨床的电气系统占地面积大、噪音大、耗电量大、效率低,由于采用的是继电器逻辑控制系统,其故障率高、可靠性差、检修难度大等不足[3]。
20世纪80年代,随着工业生产的需要,许多企业对龙门刨床进行了电气改造,用SCR-D模拟直流调速系统取代A-G-M调速系统,虽然进行改造之后系统缩小了占地面积,减少了噪音,在节能等方面有了很大的改善,但由于仍采用的是继电器逻辑控制系统,其故障率仍较大,可靠性低,仍存在维护和检修难度大的问题。
随着半导体和计算机技术的不断发展,晶闸管全数字直流调速系统得到推广并成功地应用在工业实践中,但由于系统低速性能不好,且所有的电气参数均英文显示,在其应用过程中对工作人员的技术水平提出很高的要求。