日本塑料齿轮精度规范标准
各国齿轮精度对照《渐开线圆柱齿轮精度
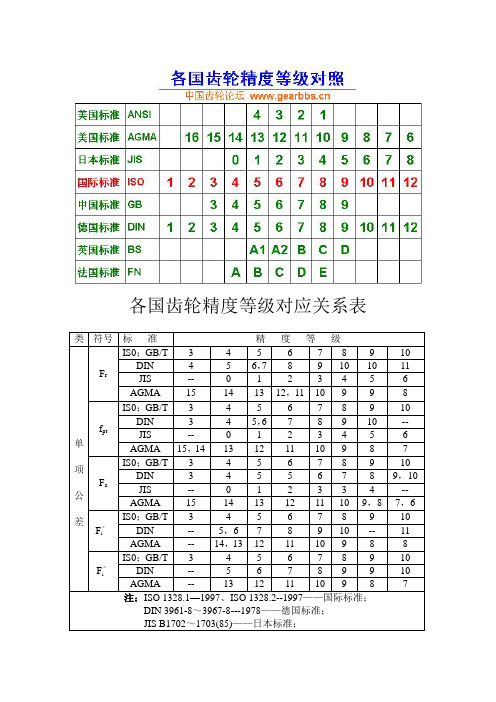
各国齿轮精度等级对应关系表类符号标准精度等级单项公差F rIS0;GB/T 3 4 5 6 7 8 9 10 DIN 4 5 6,7 8 9 10 10 11JIS -- 0 1 2 3 4 5 6AGMA 15 14 13 12,11 10 9 9 8 f ptIS0;GB/T 3 4 5 6 7 8 9 10 DIN 3 4 5,6 7 8 9 10 --JIS -- 0 1 2 3 4 5 6AGMA 15,14 13 12 11 10 9 8 7 F aIS0;GB/T 3 4 5 6 7 8 9 10 DIN 3 4 5 5 6 7 8 9,10JIS -- 0 1 2 3 3 4 --AGMA 15 14 13 12 11 10 9,8 7,6F〃iIS0;GB/T 3 4 5 6 7 8 9 10 DIN -- 5,6 7 8 9 10 -- 11AGMA -- 14,13 12 11 10 9 8 8F〃iIS0;GB/T 3 4 5 6 7 8 9 10 DIN -- 5 6 7 8 9 9 10AGMA -- 13 12 11 10 9 8 7注:ISO 1328.1—1997、ISO 1328.2--1997——国际标准;DIN 3961-8~3967-8---1978——德国标准;JIS B1702~1703(85)——日本标准;我国齿轮标准的演变JB179-60《圆柱齿轮传动公差》1960年由一机部颁布实施JB179-81《渐开线圆柱齿轮精度制》由一机部颁布,1981年1月1日实施JB179-83《渐开线圆柱齿轮精度》由一机部颁布,1983年7月1日实施,GB/T 10095-88《渐开线圆柱齿轮精度》〔以下简称:旧标准〕由国家技术监督局发布,1989年10月1日实施GB/T 10095《渐开线圆柱齿轮精度》〔以下简称:新标准〕由国家质量监督检验检疫总局发布2002年6月1日实施2. 新标准的主要内容2.1 GB/T 10095《渐开线圆柱齿轮精度》标准体系由标准的二部分第1部分GB/T 10095.1-2001 (等同采用了ISO 1328-1:1997)轮齿同侧齿面偏差的定义和允许值第2部分GB/T 10095.2-2001 (等同采用了ISO 1328-2:1997)径向综合偏差与径向跳动的定义和允许值和四个指导性技术文件《圆柱齿轮检验实施规范》组成。
塑料制品的尺寸精度等级
1.8
>100-120
0.18
0.25
0.34
0.50
0.68
1.0
1.4
2.0
>120-140
0.28
0.38
0.56
0.76
1.1
1.5
2.2
>140-160
0.31
0.42
0.62
0.84
1.2
1.7
2.4
>160-180
0.34
0.46
0.68
0.92
1.4
1.8
2.7
>180-200
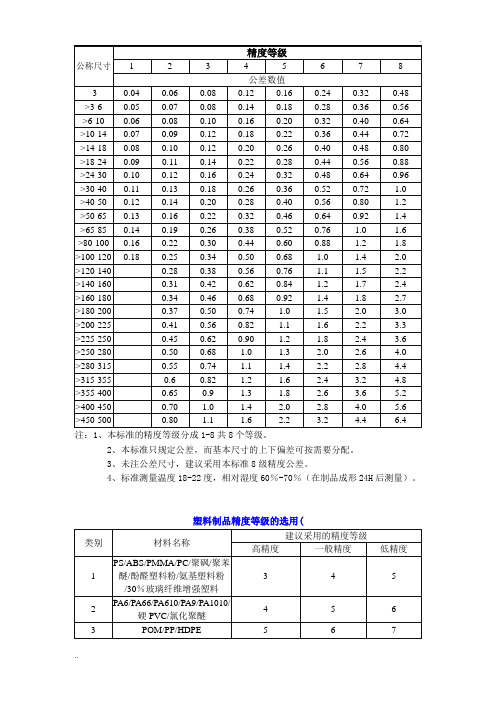
PA6/PA66/PA610/PA9/PA1010/硬PVC/氯化聚醚
4
5
6
3
POM/PP/HDPE
5
6
7
4
LDPE/软PVC
6
7
8
3、未注公差尺寸,建议采用本标准8级精度公差。
4、标准测量温度18-22度,相对湿度60%-70%(在制品成形24H后测量)。
塑料制品精度等级的选用(
类别
材料名称
建议采用的精度等级
高精度
一般精度
低精度
1
PS/ABS/PMMA/PC/聚砜/聚苯醚/酚醛塑料粉/氨基塑料粉/30%玻璃纤维增强塑料
3
4
5
2
0.52
0.72
1.0
>40-50
0.14
0.20
0.28
0.40
0.56
0.80
1.2
>50-65
0.13
0.16
0.22
0.32
0.46
齿轮精度等级定义与比较
齿轮精度等级定义与各国标准比较1、齿轮精度主要是控制齿轮在运转时齿轮之间传递的精度,比如:传动的平稳性、瞬时速度的波动性、若有交变的反向运行,其齿侧隙是否达到最小,如果有冲击载荷,应该稍微提高精度,从而减少冲击载荷带给齿轮的破坏。
2、如果以上这些设计要求比较高,则齿轮精度也就要定得稍高一点,反之可以定得底一点3、但是,齿轮精度定得过高,会上升加工成本,需要综合平衡4、你上面的参数基本上属于比较常用的齿轮,其精度可以定为:7FL,或者7-6-6GM精度标注的解释:7FL:齿轮的三个公差组精度同为7级,齿厚的上偏差为F级,齿厚的下偏差为L级7-6-6GM:齿轮的第一组公差带精度为7级,齿轮的第二组公差带精度为6级,齿轮的第三组公差带精度为6级,齿厚的上偏差为G级,齿厚的下偏差为M级5、对于齿轮精度是没有什么计算公式的,因为不需要计算,是查手册得来的。
6、精度等级的确定是工程师综合分析的结果,传动要求精密、或者是高负载、交变负载……就将精度等级定高一点7、精度等级有5、6、7、8、9、10级,数值越小精度越高8、(齿厚)偏差等级也是设计者综合具体工况给出的等级,精密传动给高一点,一般机械给低一点,闭式传动给高一点,开式传动给低一点。
9、(齿厚)偏差等级有C、D、E、F、G、H、J、K、L、M、N、P、R、S级,C级间隙最大,S 级间隙最小。
10、不管是精度等级,还是偏差等级,定得越高,加工成本也越高,需要综合分析之后再具体的给出一个恰当的精度等级和偏差等级。
11、对于齿轮的常规检验项目,分为3组检验项目,分别如下:12、第一组检验项目主要是保证传递运动的准确性,其项目包括:切向综合公差Fi'、周节累积公差Fp、k个周节累积公差Fpk、径向综合公差Fi"、齿圈径向跳动公差Fr、公法线长度变动公差Fw13、第二组检验项目主要是保证传递运动的平稳性、噪声、振动,其项目包括:切向一齿综合公差fi'、基节极限偏差fpb、周节极限偏差fpt、径向一齿综合公差fi"14、第三组检验项目主要是保证载荷分布的均匀性,其项目包括:齿向公差Fβ、接触线公差Fb、轴向齿距极限偏差Fpx15、齿轮的齿坯公差的精度等级为:5、6、7、8、9、10级16、齿轮中间的孔公差、及其形位公差:IT5、IT6、IT7、IT8级17、齿轮轴的尺寸公差、及其形位公差:IT5、IT6、IT718、顶圆直径公差:IT7、IT8、IT919、基准面的径向跳动、基准面的端面跳动:根据直径的大小,按照5、6、7、8、9、10级查表20、需要说明一下:我给出的·第一组、第二组、第三组检验项目是比较全的,但是,在实际中,在实际的图纸上,我们列出的检验项目没有这么多,太多了不但给检验带来麻烦,还增加制造成本,所以,在图纸上只检验其中的几项即可,你可以参看一下专业的齿轮图纸,也可以在《机械设计手册》上看看例题,在此给你列出常规要检查的、在图纸上要列出来的项目:21、小齿轮的检验项目:21、根据你上面给出的参数,小齿轮的精度等级可以定为7FL,接下来级,就是按照精度等级差手册:22、周节积累公差Fp:0.06323、周节极限偏差fpt:0.01824、在图纸上标注的齿坯公差:内孔按照IT7级:在手册上按照孔径大小查《标准公差表》25、顶圆的径向跳动:按照外径尺寸大小查《标准公差表》26、大齿轮的检验项目:27、周节积累公差Fp:0.09028、周节极限偏差fpt:0.02029、在图纸上标注的齿坯公差:内孔按照IT7级:在手册上按照孔径大小查《标准公差表》30、顶圆的径向跳动:按照外径尺寸大小查《标准公差表》本网络手册中的圆柱齿轮精度摘自(GB10095—88),现将有关规定和定义简要说明如下:(1) 精度等级齿轮及齿轮副规定了12个精度等级,第1级的精度最高,第12级的精度最低。
日本塑料齿轮精度标准

日本塑料齿轮精度标准原文地址摘要:早在二十年前,日本针对塑料齿轮制定了JGMA 116-02: 1983,但该标准仅规定了齿轮的径向综合误差Fi的允许值(见表1-16)和一齿径向综合误差f1允许值(见表1-17)。
虽然,美国塑料齿轮齿形尺寸ANSI/ AGMA 1106-A97[6] (Tooth Proportions forPlastic Gears)推出的早在二十年前,日本针对塑料齿轮制定了JGMA 116-02: 1983,但该标准仅规定了齿轮的径向综合误差Fi”的允许值’(见表1-16)和一齿径向综合误差f1“允许值(见表1-17)。
虽然,美国“塑料齿轮齿形尺寸”ANSI/ AGMA 1106-A97[6] (Tooth Proportions forPlastic Gears)推出的AGMA PT (PT为Plastic Gearing Toothform的缩写)为适应动力型传动用塑料齿轮设计的基本齿条齿廓,但AGMA PT并未涉及有关塑料齿轮的精度标准.在日本塑料齿轮生产企业中,注射模塑成型齿轮的精度评价,一直是参照日本JIS B 1702:1979以及JGMA 116-02: 1983,由供需双方自行选择使用。
这一状况直到最近才有所改变,经日本工业标准调查会审议,由日本标准协会发布的」IS B 1702-3: 2008渐开线圆桂齿轮—精度等级第3部分:轮齿同侧齿面偏差和注射模塑齿轮的径向综合偏差与径向跳动的定义和允许值.JIS B 1702-3: 2008圆柱齿轮—精度等级(第3部分:关于注塑成型塑料齿轮轮齿同侧齿面偏差及径向综合偏差的定义与精度允许值)是在JIS B 1702-1: 1998圆柱齿轮—精度等级(第1部分:有关齿轮轮齿同侧齿面偏差的定义及精度允许值)和JIS B 1702-2,1998圆柱齿轮—精度等级(第2部分:径向综合偏差及径向跳动偏差的定义及精度允许值)的基础上,专门针对注塑成型圆柱渐开线齿轮的性能、制造方法以及特征所制定的日本工业标准[15]目前,尚无与JIS B 1702-3相对应的其他国际标准.此标准的发布,使塑料齿轮长期无标准可循的状况有所改变。
齿轮精度要求
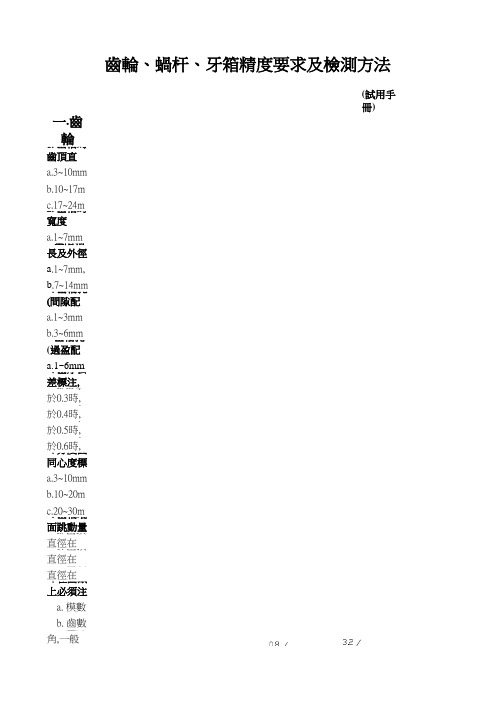
齒輪、蝸杆、牙箱精度要求及檢測方法(試用手冊)一.齒輪1. 齒輪的齒頂直徑,分度直徑、齒根直徑、公差標注.a.3~10mm,範圍內上偏差為正0,下偏差為負0.03.b.10~17mm,範圍內上偏差為正0,下偏差為負0.05.c.17~24mm,範圍內上偏差為正0,下偏差為負0.08.2. 齒輪的寬度a.1~7mm範圍內上偏差為正0,下偏差為負0.05.3.臺階軸長及外徑公差標注.a.1~7mm,範圍內上偏差為正0,下偏差為負0.05.b.7~14mm範圍內上偏差為正0,下偏差為負0.08.4. 齒輪孔(間隙配合)公差標注(基軸制)a.1~3mm範圍內上偏差為正0.03,下偏差為正0.01.b.3~6mm範圍內上偏差為正0.04,下偏差為正0.02.5.齒輪孔(過盈配合)公差標注(基軸制)a.1~6mm範圍內上偏差為負0.02,下偏差為負0.04.6. 齒厚公差標注,以10齒為例.a. m等於0.3時,齒厚上偏差為正0,下偏差為負0.03.b. m等於0.4時,齒厚上偏差為正0,下偏差為負0.03.c. m等於0.5時,齒厚上偏差為正0,下偏差為負0.05.d. m等於0.6時,齒厚上偏差為正0,下偏差為負0.05.7. 分度圓同心度標注(以內孔軸心為基準).a.3~10mm 徑向跳動小於0.03.b.10~20mm 徑向跳動應小於0.05.c.20~30mm 徑向跳動應小於0.07.8. 齒輪端面跳動量標注.(以內孔軸心為基準)9a. 模數b. 齒數二.蝸杆1.a.3~10mm,2.a.3~10mm,3.a.小于等于3mm,范圍內上偏差為負0.02,下偏差為負0.04b.大于3mm,小于6mm,范圍內上偏差為負0.03,下偏差為負0.05注:過盈配合長度為2~4mm4.蝸杆周節,分度圓齒厚公差標注a.周節公差標注:上偏差為正0.02,下偏差為負0.02a.上偏差為正0.10,下偏差為正0.084.齒輪軸與端面的垂直度要求a.所有的齒輪軸與端面的垂直度公差為0.02b.蝸牙軸與端面的平行度公差為0.02.注: 1. 對於塑膠零件及合金零件還應標注入水位,分模面及頂釘位.2. 標題欄內應標注產品的名稱、產品的編號、產品的用量、材料、熱處理要求、圖紙的比例,及產品的縮放比例及日期、制圖人姓名等.四.齒輪、蝸杆、牙箱的關鍵尺寸檢查1.齒輪a.分度圓直徑檢測(1).方法1:對於奇數齒采用3針測量方法對於偶數齒采用2針測量方法(2)方法2:首先測量出齒槽、齒厚形狀是否正確,如果正確然后再測量齒頂徑是否okb.齒厚檢測(1)方法1:采用放大投影儀測量(2)方法2:采用齒形規c. 齒寬檢測(1)方法1:采用游標卡尺(2)方法2:采用通止卡規d.分度圓同心度檢測(1)方法1:采用標准齒輪嚙原理檢查齒輪綜合跳動量(2)方法2:采用臺式千分表測量齒槽的跳動量e.齒輪端面跳動量檢測方法1:采用臺表千分表測量端面跳動量f.齒側隙檢測方法1:采用台式千分表專用齒測隙檢測工具測量g.齒輪內孔檢測方法1:采用通止圓塞規測量2螺扞a.螺扞長度,外徑尺寸檢測,方法1:采用游標卡尺檢驗方法2:采用通止卡規檢驗b.螺扞內孔檢驗方法1:采用通止圓塞規檢驗c.分度圓直徑檢測方法1:采用3針測量方法d.螺扞周節,分度圓齒厚的尺寸檢測方法1:采用齒形規檢驗e.分度圓同心度檢測方法1:采用臺式千分表測量徑向跳動量3.牙箱a. 齒輪軸直徑檢測方法1:采用通止塞規檢驗方法2:采用游標卡尺檢驗方法3:采用多孔組合塞規檢驗b. 齒輪軸中心距檢測方法1:采用多孔組合塞規檢驗方法2:采用游標卡尺檢驗c. 輪槽位及螺牙軸承檢測方法1:采用通止規檢驗方法2:采用游標卡尺檢驗。
各国齿轮精度对照《渐开线圆柱齿轮精度word精品文档14页
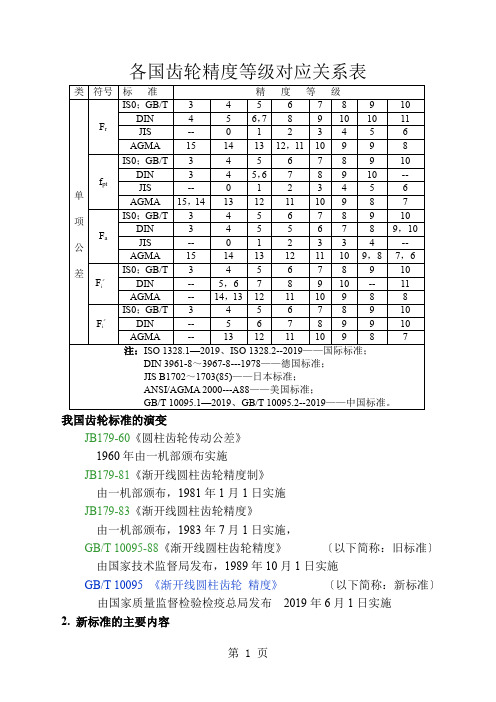
各国齿轮精度等级对应关系表我国齿轮标准的演变JB179-60《圆柱齿轮传动公差》1960年由一机部颁布实施JB179-81《渐开线圆柱齿轮精度制》由一机部颁布,1981年1月1日实施JB179-83《渐开线圆柱齿轮精度》由一机部颁布,1983年7月1日实施,GB/T 10095-88《渐开线圆柱齿轮精度》〔以下简称:旧标准〕由国家技术监督局发布,1989年10月1日实施GB/T 10095《渐开线圆柱齿轮精度》〔以下简称:新标准〕由国家质量监督检验检疫总局发布2019年6月1日实施2. 新标准的主要内容2.1 GB/T 10095《渐开线圆柱齿轮精度》标准体系由标准的二部分第1部分GB/T 10095.1-2019 (等同采用了ISO 1328-1:2019)轮齿同侧齿面偏差的定义和允许值第2部分GB/T 10095.2-2019 (等同采用了ISO 1328-2:2019)径向综合偏差与径向跳动的定义和允许值和四个指导性技术文件《圆柱齿轮检验实施规范》组成。
第1部分GB/Z 18620.1-2019 (等同采用了ISO/TR 10064-1:1992)轮齿同侧齿面的检验第2部分GB/Z 18620.2-2019 (等同采用了ISO/TR 10064-2:1996)径向综合偏差、径向跳动、齿厚和侧隙的检验第3部分GB/Z 18620.3-2019 (等同采用了ISO/TR 10064-3:1996)齿轮坯、轴中心距和轴线平行度第4部分GB/Z 18620.4-2019 (等同采用了ISO/TR 10064-4:2019)表面结构和轮齿接触斑点的检验2.2 新标准体系的第1、第2二部分标准是采购方和供应方达成齿轮供需协议、评定和验收齿轮制造质量的技术标准,分为四个部分的《检验实施规范》是供设计、工艺、制造、检验等人员参考使用而制定的标准化指导性技术文件。
3. 新标准的特点3.1 仅对未经装配的单个齿轮的精度制作出规定,未包括齿轮副。
齿轮精度标准分析
一、 圆柱齿轮精度标准渐开线圆柱齿轮是机械传动量大而广的基础零部件,广泛在汽车、拖拉机、机床、电力、冶金、矿山、工程、起重运输、船舶、机车、农机、轻工、建工、建材和军工等领域中应用。
齿轮和齿轮箱在国内外都已以商品进行贸易。
齿轮的质量以工作可靠、寿命长、振动噪声低为准则。
除材料热处理硬度因素外,机械制造精度很为关键。
据德国G尼曼、H温特尔齿轮专家资料介绍,制造精度等级相差一级,其承载能力强度相差20~30%,噪声相差2.5-3分贝,制造成本相差60~80%。
齿轮的设计、工艺、制造、检验以及销售和采购都以齿轮精度标准为重要的依据。
1 国际齿轮精度标准的发展在本世纪四十年代,齿轮精度标准有英国BS 436—1940、美国齿轮制造协会AGMA 231.02—1941、德国企业工程师协会ADS提案、苏联TOCT 1643—46、法国NFE 23—006(1948)等,这期间齿轮标准特点是,规定的精度等级较少(4~6个级),从几何学观点规定齿轮参数项目,按极其简单的模式来确定各项公差值。
五十年代由于齿轮制造技术、测量仪器和使用经验的积累,对齿轮啮合原理及精度理论的研究,世界各国都进行了齿轮精度标准的修订,以德国DIN 3960~3967(1952—1957)和苏联TOCT 1643—1956标准为代表,齿轮精度等级和误差项目增多,规定了切向和径向综合误差、建立了综合误差与单项误差的关系,独立规定侧隙配合制度,并根据误差产生的原因和各误差对传对性能的影响,提出了精度等级及误差允许分类组合的概念。
这对评定精度、减少废品、降低制造费用等极为有利。
七十年代国际贸易发展,齿轮精度标准向国际间的统一,表现在误差的符号、定义和公差值的一致,1951年法国、苏联、英国、比利时和瑞士六国组成ISO/TC 60/WG2(齿轮技术委员会第二工作组),负责制订齿轮精度ISO标准,法国为秘书国,经过十余年的磋商、讨论和验证,于1967年提出了ISO/DR 1328《平行轴渐开线圆柱齿轮—ISO精度制》(推荐草案)。
高精度齿轮技术介绍
固定
标准齿轮
测试齿轮
运动
记录
写真 4 両歯面噛み合い試験
一齿径向综合偏差
径向综合总偏差
Radial C噛o合mpいosi誤te差Dev(iatμimo)n (μm)
JGMA 齿轮测试机
confidential
齿轮测试仪器与其特性
q 真圆度 / 圆柱度测量
p 测定概要 当待测齿轮旋转时,探针可以精确测量齿顶圆外径和真圆 度。在齿宽方向上测量多点,就可知其圆柱度。
高精度化工作需要技术
confidential
齿轮测试仪器与其特性
p JIS齿轮测试机 p JGMA 齿轮测试机 p 真圆度 /圆柱度测量仪
这些仪器用来测量齿轮精度和旋转精度。
confidential
齿轮测试仪器与其特性
q JIS 齿轮测试机 p 测定概要
测量齿轮的各个参数的理论值与实际值的误差。 判读JIS等级(0级-8级,>8级) (JIS 1702 B 1976)
TOP
齿筋歯误筋形差誤差差 (μ m)
confidential
制造POM高精度齿轮遇到的问题
Ø 収縮率誤差 Ø 円筒精度不良 Ø 真円精度不良 Ø 歯形誤差 Ø 歯线誤差 Ø 间距誤差
收缩引起变形
不均匀胶厚形状中不均匀的收缩率分布
p成形収縮 p後収縮
・・・ 成形過程中収縮 ・・・ 経時変化中収縮
高精度化的障害
压力角误差
误差 (μm)
confidential
产品设计
q 尺寸平衡优化
模数 = 1.0 轮辋 = 1.5 轮辐 = 1.8
轮辋 : 轮辐 = 0.83 : 1
轮辋
轮辐
齿厚
齿轮精度等级、公差
齿轮精度等级、公差的说明名词解释:齿轮及齿轮副规定了12个精度等级,第1级的精度最高,第12级的精度最低。
齿轮副中两个齿轮的精度等级一般取成相同,也允许取成不相同。
齿轮的各项公差和极限偏差分成三个组齿轮各项公差和极限偏差的分组--------------------------------------齿轮及齿轮副规定了12个精度等级,第1级的精度最高,第12级的精度最低。
齿轮副中两个齿轮的精度等级一般取成相同,也允许取成不相同。
齿轮的各项公差和极限偏差分成三个组齿轮各项公差和极限偏差的分组--------------------------------------------------------------------------------公差组公差与极限偏差项目误差特性对传动性能的主要影响Ⅰ Fi′、FP、FPk Fi″、Fr、Fw 以齿轮一转为周期的误差传递运动的准确性Ⅱ fi′、fi″、ff ±fPt、±fPb、ffβ在齿轮一周内,多次周期地重复出现的误差传动的平稳性,噪声,振动Ⅲ Fβ、Fb、±FPx 齿向线的误差载荷分布的均匀性根据使用的要求不同,允许各公差组选用不同的精度等级,但在同一公差组内,各项公差与极限偏差应保持相同的精度等级。
齿轮传动精度等级的选用--------------------------------------------------------------------------------机器类型精度等级机器类型精度等级测量齿轮 3~5 一般用途减速器 6~8 透平机用减速器 3~6 载重汽车 6~9 金属切削机床 3~8 拖拉机及轧钢机的小齿轮 6~10 航空发动机 4~7 起重机械 7~10 轻便汽车 5~8 矿山用卷扬机 8~10 内燃机车和电气机车 5~8 农业机械 8~11关于齿轮精度等级计算的问题某通用减速器中有一对直齿圆柱齿轮副,模数m=4mm,小齿轮z1=30,齿宽b1=40mm,大齿轮2的齿数z2=96,齿宽b2=40mm,齿形角α=20º。
国内外齿轮精度标准简介
国内外齿轮精度标准简介渐开线圆柱齿轮是机械传动中量大面广的基础零部件,广泛在汽车、机床、电力、冶金、矿山、工程、起重运输、船舶、机车、农机、轻工、建工和军工等领域中应用。
齿轮和齿轮箱在国内外都已以商品进行贸易。
齿轮的质量以工作可靠、寿命长、振动噪声低为准则。
除材料热处理硬度因素外,机械制造精度非常关键。
据德国G尼曼,H温特尔齿轮专家资料介绍,制造精度等级相差一级,其承载能力强度相差20—30% ,噪声相差2.5—3dB,制造成本相差60—80% 。
齿轮的设计、工艺、制造、检验以及销售和采购都以齿轮精度标准为重要依据。
通过对国内外齿轮精度标准的分析对比,有助于我们了解掌握国际、国外先进标准的情况,找出自己的不足之处,这对我们做好采标工作,进一步提高产品质量,将起到积极的作用。
1 国内外齿轮精度标准的发展及现状齿轮精度标准是齿轮所有标准中最重要的一个基础性标准,世界各国都十分重视该项标准的制修订工作。
在20世纪40年代,齿轮精度标准有英国BS436-1940,美国齿轮制造协会AGMA231.02-1941、德国企业工程师协会ADS提案、前苏联ROOT 1643-46、法国NF E 23-006 (1948)等,这期间齿轮标准特点是,规定的精度等级较少(4—6个级),从几何学观点规定齿轮参数项目,按极其简单的模式来确定各项公差值。
五十年代由十齿轮制造技术、测量仪器和使用经验的积累,对齿轮啮合原理及精度理论的研究,世界各国都进行了齿轮精度标准的修订,以德国DIN396—3967(1952-1957)和前苏联ROCT 1643-1956标准为代表,齿轮精度等级和误差项目增多,规定了切向和径向综合误差、建立了综合误差与单项误差的关系,独立规定侧隙配合制度,并根据误差产生的原因和各误差对传动性能的影响,提出了精度等级及误差允许分类组合的概念。
这对评定齿轮精度、减少废品、降低制造费用等极为有利。
七十年代随着各国经济的发展,各国间科学技术和贸易往来日趋频繁,制定一项能为各国都能接受的国际标准的呼声愈来愈高。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
日本塑料齿轮精度标准原文地址摘要:早在二十年前,日本针对塑料齿轮制定了JGMA 116-02: 1983,但该标准仅规定了齿轮的径向综合误差Fi的允许值(见表1-16)和一齿径向综合误差f1允许值(见表1-17)。
虽然,美国塑料齿轮齿形尺寸ANSI/ AGMA 1106-A97[6] (Tooth Proportions forPlastic Gears)推出的早在二十年前,日本针对塑料齿轮制定了JGMA 116-02: 1983,但该标准仅规定了齿轮的径向综合误差Fi”的允许值’(见表1-16)和一齿径向综合误差f1“允许值(见表1-17)。
虽然,美国“塑料齿轮齿形尺寸”ANSI/ AGMA 1106-A97[6] (Tooth Proportions forPlastic Gears)推出的AGMA PT (PT为Plastic Gearing Toothform的缩写)为适应动力型传动用塑料齿轮设计的基本齿条齿廓,但AGMA PT并未涉及有关塑料齿轮的精度标准.在日本塑料齿轮生产企业中,注射模塑成型齿轮的精度评价,一直是参照日本JIS B 1702:1979以及JGMA 116-02: 1983,由供需双方自行选择使用。
这一状况直到最近才有所改变,经日本工业标准调查会审议,由日本标准协会发布的」IS B 1702-3: 2008渐开线圆桂齿轮—精度等级第3部分:轮齿同侧齿面偏差和注射模塑齿轮的径向综合偏差与径向跳动的定义和允许值.JIS B 1702-3: 2008圆柱齿轮—精度等级(第3部分:关于注塑成型塑料齿轮轮齿同侧齿面偏差及径向综合偏差的定义与精度允许值)是在JIS B 1702-1: 1998圆柱齿轮—精度等级(第1部分:有关齿轮轮齿同侧齿面偏差的定义及精度允许值)和JIS B 1702-2,1998圆柱齿轮—精度等级(第2部分:径向综合偏差及径向跳动偏差的定义及精度允许值)的基础上,专门针对注塑成型圆柱渐开线齿轮的性能、制造方法以及特征所制定的日本工业标准[15]目前,尚无与JIS B 1702-3相对应的其他国际标准.此标准的发布,使塑料齿轮长期无标准可循的状况有所改变。
故本节对该标准主要特点及应用作一简要介绍。
(一)JIS B 1702-3的适应范围①该部分标准精度等级4级为最高精度级,12级为最低精度级.共划分有9个等级精度。
②该部分标准使用时.表示注射模塑齿轮精度等级的P等级要求用PO表示,以示与金属齿轮精度等级相区别.以免产生误解.③一齿径向综合偏差的参数区间范围和径向综合偏差是一体的。
一齿径向综合偏差和径向综合偏差的精度等级,既是独立的又是统一的,设有齿轮精度等级的允许值.④精度的评价齿轮的齿宽为有效齿宽。
⑤该部分标准鉴于塑料齿轮目前尺寸的现状,所适用的齿轮参数区间范围都要比标准JIS B 1702-1和JIS B 1702-2有所减小:基准圆直径d=1-280mm,法向模数Mn=0.1-3. 5mm,有效齿宽b=0. 2---40mm,此外为了适应微型塑料齿轮的要求,特增加了比标准JIS B 1702-1和JIS B 1702-2更小的尺寸规格。
⑥该部分标准一齿径向综合偏差的法向模数最大值为3. 5mm,为保持与JIS B 1702-2的一致性,径向综合偏差的法向模数的最大值是4mm,另外,JIS B 17020-1与JIS B 1702-2,此标准对基准圆直径以及有效齿宽进行了区分.(二)JIS B 1702-3齿轮偏差允许值的计算在本部分标准中,主检项目有以下六项。
精度等级为5级齿轮,各检侧项口的偏差允许值按以下公式计算,并以μm为单位表示。
式中各参数下标L为该参数分段下限值,下标U为该参数分段上限值,下标LU为该参数分段的几何平均值。
例如,齿轮基准圆直径为d=30的情况下,此尺寸在参数分段下限值战=20与上限值du=50之间,则基准圆几何平均值(dLU)即可按式(1-95)计算求得。
为了保持与JIS B 1702-1和JIS B 1702-2的精度等级的一致性,以上计算式适用于5级精度等级进行求值。
两个相邻精度等级间的公比等于√2,本级数值除以(或乘以)涯即可得到相邻较高(或较低)等级的数值。
5级精度的未经圆整的计算值乘以2^0.5(Q-5) ,即可得到任一等级的值,式中Q是待求值的精度等级数。
各精度等级的偏差的允许值,在微米后的第一位采取四舍五人进行圆整。
按以上计算式和有关规则所求得的齿轮主要检测项目偏差的允许值见表1-18~表1-23除以上主检项目外,有些偏差的侧量被认为不是必须的,因此.这些偏差的公差尚未被列人本标准主体部分.而是被纳人附录中。
然而,经供需双方同意时.这种方法最好和轮齿接触的检测同时进行,有时可以用来替代其他的检测方法.未纳人标准主体部分中的参考检测项目共有7项,精度等级为5级齿轮各项偏差允许值按以下公式计算,并以μm为单位。
按以上参考检测项目的计算式和有关规则所求得的各项偏差的允许值,参见表1-24-表1-29.(三)JIS B 1702-3应用的注惫事项、应用以上各项参考检渊偏差允许值时,应注意以下事项。
①符合各表参数规格的齿轮主检项口可直接选用表中数据,如果齿轮参数不符合各表规格,根据齿轮的精度等级要求,可按式(1-89)~式(1-94)直接计算求得.②要求的精度等级,不同的偏差项目可指定不同的等级。
另外,也可以根据使用要求,对不同的齿面选择不同的精度等级。
③没有特定齿形以外的测定的话,在齿轮齿宽中央附近进行检渊,齿廓偏差以及操旋线误差,在齿轮的圆周分为大约等分,以4个齿轮的齿面来检测。
单个齿距偏差测定,以齿轮的两齿侧面分别测定来评价。
另外,根据轮缘等的影响,因为齿轮形状的变形,最好对齿廓总偏差进行侧量。
④精度等级要求高于5级精度以上的齿轮,需要有精确的渊量精度。
应采用可以保证测量精度的精密测量仪器,测定环境,以及测定所必须具备条件等。
⑤关千测定方法以及测定条件:所用侧量仪器名一称;被检测齿轮的装夹方式。
测量力的大小,要求测量的项目;检测日期和时间;测量室内的环境温度和湿度等,都要求明确记人检测记录表中。
⑥关于齿轮齿廓总偏差以及螺旋线总偏差,不仅要有检测结果,还要有检侧记录nil线.以便对其啮合性能产生的不良影响有所了解。
⑦在JIS B 1702-2中,径向综合总偏差是根据模数和基准圆直径的几何平均值进行计算求得的。
(四>塑料齿轮的检测项目塑料齿轮主要检测项目及代号如表1-30所示,根据塑料齿轮的特点,已将这些检测项目分为主检和参考两大类。
一般精度的普通塑料齿轮只检侧主检项目即可保证使用要求,而精度要求较高的塑料齿轮,除主检项目外,还可以增加部分参考检测项目,至于增加哪些项目.可由供需双方协商决定。
(五)齿廓的计量范围注射模塑齿轮的齿廓计量范围,要除去齿顶圆角,在法向模数mn=lmm的齿轮的齿顶倒圆半径为Pa=0. 4mm的情况下,齿廓的计量范围是92.2%,:与法向模数rnn=-0. 25mm的齿轮模具型腔采用¢0. 2mm钼丝进行线切割加工的模塑齿轮齿顶圆角半径pa = 0. I mm的效果相同。
齿廓计量范围,有用长度应与特定的精度等级相适应;如果没有特别规定,齿廓检查范围E点开始延伸的齿廓长度相当于可用长度的92%。
有关塑料齿轮的不同齿顶倒圆半径对齿廓计量区间的影响,现通过齿轮参数mn =1,z=20, a=20°渐开线圆柱直齿轮示例进行计算,并将计算结果列人表1-31。
示例齿廓图和计量区间图参见图1-63.模塑齿轮由于成型工艺的特性要求,齿廓如图1-63 (a)所示,齿顶两侧均有倒圆,对于模数特小、齿数特少的模塑齿轮齿顶可能只有单一的齿尖圆弧。
齿顶倒圆半径对齿廓计量的有效长度的影响〔见图1-63 (b)〕是明显的;示例计算表明,当倒圆半径由pa=0.lmm增大到pa =0. 5mm时,齿廓的计值区间L。
与有效长度LAE之比率由98.2%降低到90%‘由于模塑齿轮的齿根多为单一圆弧齿根圆弧半径是由计算确定的,一般不会对齿廓计量区间造成影响。
下面讨论齿廓计值范围La的几何意义。
在图1-64中,可以直观地看到本示例齿轮齿顶倒圆与渐开线齿廓切点处的法线,即通过倒圆中心并与基圆相切(三点共线)..此两切点之间的法线长度就是齿廓计值范围,从CAD齿廓上可直接测得La =5. 3049mm.这一结果与表1-31中所给出的数据是完全吻合的。
(六)测定条件及测定方法测定条件及测定方法纳入附录5(参考),不属于本标准主体的组成部分,只是木标准主体部分的参考内容。
1.概述一般情况下,注射成型的塑料齿轮的精度测量与金属齿轮不同,它受温度和湿度等环境因素的影响,一而且影响比较大,另外,还随存放时间的变化发生变化。
因此,塑料齿轮的精度测量对检测条件和方法的规定是非常必要的。
检测时要将这些测定环境及测定条件作为适用于本标准的精度检测的一部分记录下来。
2.测定、评价方法的注意事项。
①测定通常在JIS K 7100: 1999“塑料状态调节及试验氛围”规定的标准温度23℃.标准湿度50%的测定环境下进行。
在此外的测定环境下进行侧定,应该注意必须在精度检查结果里注明测定室的温度及湿度。
另外,尽量在被检查齿轮的状态及尺寸稳定之后再进行测定。
②有必要利用测定装置来保证尺寸测定的重复精度的计测精度。
另外,为了避免齿轮齿受力时变形及齿面划伤,必须在较低的测定力下进行测定。
③对于小模数齿轮进行测量时,由于受测头挠度及测量系统刚度的影响面微小凹凸形状的测量结果有可能是不准确的,这是需要注意的一点。
④注塑成型齿轮的测定环境及测定时间,有必要经供需双方协商确定。
3.测定环境参见与测定场所环境相关的标准JIS K 7100,4.状态调节被检查齿轮必须从注塑成型状态已经稳定的产品当中抽样。
成型后,要求被检样件在标准状态(温度及湿度)的测定室里至少保持数小时之后再做测定。
样件放置一段时间的目的是为了稳定尺寸,放置时间参见表I-32.5.径向综合误差检测的测定力径向综合误差的测定方法,在JIS B 1752: 1989(直齿轮及斜齿轮的测定方法)中也有规定。
其中,如表1-33中所示,规定了齿宽10mm左右的测定力的上限值。
测定力与被检查齿轮的齿宽成比例。
但是,JIS B 1752在向ISO标准整合阶段,转移到1999年被废除的TR B 0005:1999中。