激光电弧复合焊接技术讲解
激光-MIG复合焊接技术

02
激光-MIG复合焊接技术 优势
高效率
01
激光-MIG复合焊接技术通过结合 激光的高能量密度和MIG焊接的 填充特性,实现了快速、高效的 焊接过程。
02
与传统的焊接方法相比,激光MIG复合焊接技术能够显著减少 焊接时间和成本,提高生产效率 。
高质量
激光-MIG复合焊接技术能够获得具 有优异力学性能和美观外观的焊接接 头,如高强度、高致密性和低变形等 。
05
激光-MIG复合焊接技术 未来发展展望
技术创新
激光与MIG焊接工艺的优化
通过改进激光与MIG焊接的工艺参数,提高焊接质量和效率,降低生产成本。
新型激光器与MIG焊机的研发
研发更高功率、更稳定、更可靠的激光器和MIG焊机,以满足更广泛的应用需求。
智能化与自动化焊接系统的研发
利用先进的传感器、控制系统和人工智能技术,实现焊接过程的智能化和自动化,提高焊 接质量和效率。
1 2 3
激光与电弧的相互作用机制
激光与电弧在复合焊接过程中如何相互影响,提 高焊接效率和质量,是亟待解决的关键问题。
焊接过程的稳定性
激光和电弧的协同作用导致焊接过程变得更加复 杂,如何保持焊接过程的稳定性和一致性是一个 挑战。
高效能量传输与控制
如何实现激光和电弧的高效能量传输与控制,以 获得更好的焊接效果,是另一个需要克服的技术 瓶颈。
THANKS FOR WATCHING
感谢您的观看
市场前景
市场需求增长
随着制造业的发展和技术的进步, 激光-MIG复合焊接技术的应用领 域不断扩大,市场需求也将持续 增长。
技术竞争加剧
随着激光-MIG复合焊接技术的不 断发展和应用拓展,技术竞争将 更加激烈,企业需要不断提高技 术水平和创新能力,以保持竞争 优势。
3.21激光电弧复合焊的特点(精)
2)电弧辅助激光焊
3)电弧激光顺序焊
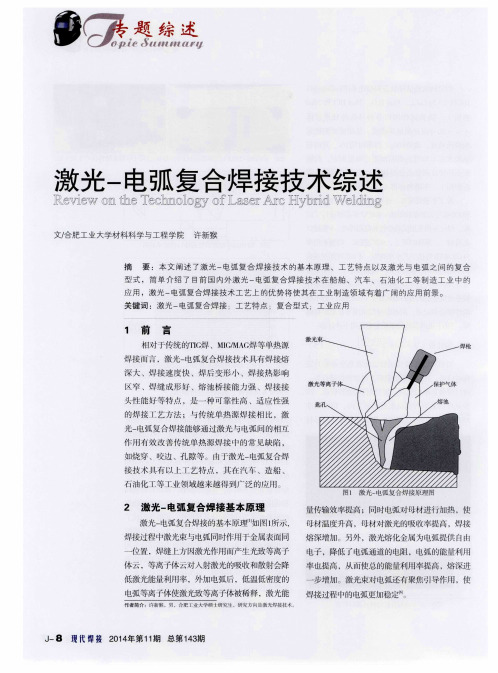
图1 激光-电弧复合焊原理示意图
熔化极电 弧焊系统
激光焊 系统
图2 激光-电弧复合焊设备
2.3 LAH的特点
1)装配要求低,间隙适应性好
2)熔深熔宽同时增加,气孔倾向小
复合焊
激光焊
电弧焊
图3 激光、电弧和复合焊焊缝截面示意图
3)低激光功率、高焊速
4)电弧稀释等离子体,激光引导聚焦电弧
通过将激光束和电弧组合后作为复合热源进行焊接
2)背景 电弧焊缺点:熔深浅、焊速低、热输入大 激光焊缺点:组对要求高、对铝等适应性差、受等离子体影响大
3)发展
80年代英国Steen首创激光-电弧复合焊;受限于当时光电控制技术, 近年来才获重视应用并发展为多种复合模式
2.2 LAH的原理
根据二者作用关系分为: 1)电弧加强激光焊
3. 小结
激光电弧复合焊克服了两种焊接方法单独使用的缺点,成
为一种高效、低成本、对材料适应性强和焊前装配要求低的
焊接新技术。
4. 作业思考题
1)激光焊接和电弧焊接的主要缺点分别是什么?
2)在LAH中,激光与电弧之间存在哪几种作用关系?
3)激光电弧复合焊的优点有哪些?
5)电弧填丝焊对材料适应性强
LBW焊
HAH焊
Arc焊
图4 激光、电弧和复合焊焊缝截面形貌 激光功率:3KW;电流:100A;焊速:1m/min.
HRe: 余 高 ; H M : MIG熔深;HL: LBW熔深;WM: MIG熔宽;WL: LBW熔宽
图5 LAH焊缝的叠加示意图
LAH的综合优势:高效率、高质量、低成本
激光电弧复合焊的特点
激光-电弧复合焊接技术综述
相对于传统的T I G 焊 、M 1 G / M A G 焊等 热源 焊接而言,激光一 电弧复合焊接技术具有焊接熔 深大 、焊接速度快 、焊后变形小 、焊接热影响 区窄 、焊缝成形好 、熔池桥接能 力强 、焊接接 头性能好等特点 ,是一种可靠性高 、适应性强
的焊接工 艺方法 ;与传统单热源焊接相 比,激 光一 电弧复合焊接能够通过激光与电弧问的相互
送丝 ,所以大多数焊接过程采用旁轴 复合 ,但
是同轴复合也可以实现。T i d 在研究 中发现,
当电弧与激光位置完全重合时 ,激光 能量 主要 用于熔化焊丝而不是形成匙孑 L ,因此改变激光 与 电弧相对位置可增大熔深 。并且在复合焊接 时,焊接方向对接头形状会有一定程度的影响。 4 . 3 激光一 等离子弧复合焊接 激光一 等离子弧复合焊接主要适用于薄板对 接、镀锌板搭接、钛合金、铝合金等高反射率和高 导热系数材料的焊接及切割、表面合金化等 。 在激光一 等离子弧复合焊接过程中 ,利用等离子
焊接时,由于等离子弧焊枪的特殊结构 ,导致它 与激光复合时的调节余地减小 ,不过大量试验结 果表明此种复合也具有很 明显的优势 ,它消除了 单一等离子弧焊接时容易出现的咬边问题 。
4 . 4 激光一 双Ml G电弧复合焊接
节约资源 、减少污染、降低能耗、改善汽车
性能以及车身材料的再生 l 生,已经成为汽车工业
激光一 电弧复合焊接的基本原理 如 1 所示,
量传输效率提高;同时电弧对母材进行加热 ,使 母材温度升高 ,母材对激光的吸收率提高 焊接
焊接过程中激 光束与电弧同时作用 于金属表面同
一
熔深增加。另外 , 激光熔化金属为电弧提供 『 j 南
电子 ,降低了电弧通道的电阻 ,电弧的能世利用
[电弧,激光,特点]机械激光―电弧复合焊接的技术特点及作用
![[电弧,激光,特点]机械激光―电弧复合焊接的技术特点及作用](https://img.taocdn.com/s3/m/ce3f370028ea81c759f57895.png)
机械激光―电弧复合焊接的技术特点及作用近年来,随着激光设备和电弧设备性能的提高,机械激光-电弧复合焊接技术也成为了研究的重点,因而需要深入了解激光-电弧复合焊接技术的发展背景,总结技术特点延伸实际应用,让激光-电弧复合焊接技术在实际需求中发挥重要作用。
一、机械激光-电弧复合焊接技术的发展背景机械激光-电弧复合焊接技术是为了满足特定材料的加工焊接要求,综合利用机械激光焊接和电弧焊接的优势,将其物理性能和能量传输性能以恰当的方式融合到一起,形成的一种科学先进的技术手段。
将电弧焊接和激光焊接技术取长补短的结合起来形成的激光-电弧复合焊接技术具有经济、高效的特点,解决了许多材料的加工要求,实现了优质的焊接。
电弧焊接是应用最早且在材料技术上运用较普遍的焊接的技术,将电能转换为热能完成金属之间的连接,分为非熔化极电弧焊接和熔化极电弧焊接,但是由于电弧能力分布密度特性,导致焊接速度较慢,焊接的深度和熔度较浅,造成材料容易焊接变形,并且生产效率较低。
激光焊接可以利用高达107W/cm2的能量密度形成小孔和等离子体时的热加工,激光焊接速度比较快,材料变形较少,通过较少的热输入量形成深度比大的良好焊接效果,从而实现精密焊接。
但是也存在着一定的缺点,即焊接接头的间隙要求较高、焊接过程的稳定性和激光能量的利用率较差、焊接厚度较高的材料成本过高。
为顺应时代发展,综合焊接需求,针对电弧焊接和激光焊接的优劣,在20世纪70年代末,英国伦敦帝国大学对复合焊接工艺进行了研究,提出了电弧与激光焊接结合的工艺概念,随后英国学者和美国等科学研究者利用了激光配合一定量的辅助电弧,形成了现如今激光-电弧复合焊接的技术工艺,解决了焊接熔深浅问题和生产成本过高的问题,有效的提升了能量的利用率,提高了焊接的生产效率。
二、激光-电弧复合焊接的原理激光―电弧复合焊接技术在工作时,激光及电弧同时作用在金属表面的一点上。
在激光的作用下,焊缝的上方会产生一定的等离子体云,这种等离子体云会吸收及散射进行射入过程中的激光,从而降低了激光能量的功能。
激光复合焊技术

激光-电弧复合焊的原理
激光与电弧同时作用于金属表面同一位置 ,激光产生光致等离子云对入射激光有吸收和 散射作用,降低了激光能量利用率;外加电弧 后,低温低密度的电弧等离子体对激光致等离 子体有稀释作用,激光能量传输效率提高;同 时电弧对母材进行加热,使母材温度升高,母 材对激光的吸收率提高,焊接熔深增加。
23 激光复合焊技术
激光-电弧复合焊
三明治船板激光复合焊
24 激光复合焊技术
激光-电弧复合焊
激光-电弧复合焊的应用
在汽车制造工业中的应用 在汽车工业中获得了广
泛的应用。大众汽车公司大 约80%的焊缝优先采用激光 焊接技术,其中大部分焊接 采用激光-电弧复合焊技术 。
25 激光复合焊技术
激光-电弧复合焊
激光熔化金属,为电弧提供自由 电子,降低电弧通道的电阻,电弧 的能量利用率也得到提高,使总的 能量利用率提高,熔深进一步增加 。激光束对电弧还有聚焦、引导作 用,使焊接过程中的电弧更加稳定 。
6 激光复合焊技术
激光-电弧复合焊
7 激光复合焊技术
激光-电弧复合焊
激光-电弧复合焊的分类
可以用于复合的激光:CO2激光、YAG激光、半导体激光等 ; 可以用于复合的焊接 电弧热源:TIG、MIG、MAG、等离子弧等 。 上述激光和电弧可以自由任意不限种类不限 方式的组合构建复合热源。
15 激光复合焊技术
激光-电弧复合焊
激光-电弧复合焊的特点
某型号钢材纯激光焊的焊缝组织 (主要为板条马氏体和少量上贝氏体组成)
某型号钢材激光-MIG复合焊的焊缝组织 (主要是板条马氏体)
16
17
18 激光复合焊技术
激光-电弧复合焊
激光-电弧复合焊的特点
激光电弧复合焊接技术讲解
激光电弧复合焊接技术Laser-Arc H y brid Weldin g Technolo gy北京航空制造工程研究所朱轶峰董春林[纲要 ]介绍了一种激光电弧复合焊接技术, 阐述了此技术的原理、设施、优势及其应用远景。
要点词 :激光电弧复合焊接设施应用远景[ABSTRACT ]A Iaser-arc 1y brid weIdin g tec1-noIo gy is introduced. Its p rinci p Ie , e g ui p ment , advanta g es and a pp Iication p ros p ect are described.Ke y words :Laser-arc h y brid weldin g E g ui p mentA pp lication p ros p ect激光作为高能束流热源吸引了愈来愈多工程技术人员的注意 , 从昨年的第七届阿亨国际焊接会议上可以看出 , 激光焊接已经成为国际焊接界的关注热门。
而激光电弧复合焊接作为此中的新兴技术惹起了工程界、公司界的宽泛重视 , 在欧美和日本先后有多家汽车制造厂和造船厂斥资投入这方面的研究 , 并有厂家率先进入了工程化应用阶段[1]。
1原理因为激光的能量密度很高(可高达 107W /cm 2 ,所以激光焊接的速度快 , 焊接深度深 , 热影响区小 , 可以进行精细焊接。
利用聚焦优秀的激光束可进行金属、塑料以及陶瓷的焊接 , 并已用于印刷、精细机械等行业。
采纳深熔焊接技术 (即穿孔焊接 , 大功率的激光束流一次焊接金属资料厚度可达20mm 以上 , 同时具有比较高的焊接速度 , 热影响区比较小。
因为激光束流比较渺小 , 所以焊接时对拼接接头的空隙要求比较高 (<0. 10mm , 熔池的搭桥能力 (Ga p Brid g in g AbiIi-t y比较差 , 同时因为工件表面的激烈反射影响了束流能量向工件的传达,高能激光束致使熔池金属的蒸发、汽化、电离 , 形成光致等离子体 , 严重影响了焊接过程的稳固性 , 所以焊接过程中激光的实质能量利用率极低。
【涨知识】激光电弧复合焊接技术
【涨知识】激光电弧复合焊接技术长期以来,激光焊接和电弧焊接两种工艺由于能源传输的物理过程和能源流动的方式不同,都有其各自的特殊应用领域。
激光焊接工艺的热影响区非常窄,焊缝的深宽比也很高,具有较高的焊接速度,但由于焦点直径很小,所以焊缝桥接能力很差。
电弧焊工艺能源密度较低,但可以在表面形成较大的聚焦点,缺点是工艺速度较慢。
如果将这两种工艺结合起来,结果会怎样呢?事实证明,两种工艺的混合焊接工艺可以获得非常好的综合效应,在焊接质量、生产工程和生产成本等方面都有明显的优势,因此在汽车工业中得到了广泛应用。
激光复合焊开发早在20世纪70年代,将激光光束和焊接电弧融合到一起形成焊接工艺的方法就已经为人知晓,但是,此后很长一段时间,人们并没有对这种工艺进行进一步研发。
不过,最近研究人员又开始把目光转向这种工艺,试图再将电弧焊接的优势与激光焊接的优势结合起来,形成一种混合型的焊接工艺。
在早些时候,激光器是否适合工业使用尚待证明,而今天,在许多生产企业里,激光器几乎已经成为一种标准设备。
将激光焊接工艺与另外一种焊接工艺相结合,被称为“激光混合焊接工艺”,即激光束和电弧同时在一个焊接区域内起作用,二者相互影响、相互支持。
激光焊接不仅需要强大的激光功率,而且还需要高质量的激光束,这样才能获得理想的“深焊缝效应”。
例如大众汽车公司目前正在进行的项目就使用灯泵浦固体激光器,激光光束的功率为4kW,激光通过水冷600mm玻璃纤维进行传输,激光束通过焦距为200mm/220mm的调焦模块投射到待焊工件上。
激光电弧混合焊接工艺是将激光焊与电弧焊这两种焊接工艺有机地结合起来,从而获得了优良的综合性能,提高了效率/成本比。
如1.5mm+2.0mm AlMgSi1接头激光混合焊接的焊接速度可以达到8.1m/min,并且只需使用4kW的固体激光源。
当利用激光混合焊接工艺焊接金属工件时,钕钇铝石榴石激光束进行聚焦后获得强度为106W/mm2 的光束。
3.22 激光电弧复合焊的应用讲解

4)LAH与其它焊接方法对比
表1 LAH与其它焊接方法相关参数对比
5)工业实际应用
(1)大众Phaeton(辉腾)车型 激光-MIG复合焊:激光功率2.9KW、Ar保护、焊速4.2m/min.,
焊丝AlSi12,送丝速度4.2m/min.焊缝长度达357cm。
(2)丹麦Odense造船厂 激光 - 电弧复合焊代替激光焊,装配精度从 0.4mm 降到 1mm,节 省机加成本且提高效率。
3. 小结
激光可与多种电弧组成复合焊,以激光 -MIG 复合焊研究和
应用最多,特别是对铝板和中厚钢板的焊接适应性强、对焊
前装配要焊接过程是否采用填丝主要考虑的影响因素是什么?
2)为什么激光 -MIG 复合焊焊接铝合金比单独采用激光焊接铝
合金有明显优势?
(2)激光与MIG复合焊
a:填丝焊接过程稳定,改善冶金性能 b:提高间隙适应性,改善成形和组织
c:减少热输入,稳定焊接过程
图3 激光-MIG复合焊的实际焊接
(3)激光与等离子弧复合焊
a:提高焊速,提高焊接效率 B:延长冷却时间,减少硬化和残余应力的敏感性
实例:采用该方式对0.16mm锌板的焊速高达90m/min.,单独用 激光焊在48m/min.时则不稳定,产生缺陷。
图1 激光-电弧同轴复合示意图
2)旁轴式
激光和电弧不在同一轴线上(图2,非对称热源)
图2 激光-电弧旁轴复合示意图
3)激光与不同电弧的复合
(1)激光与TIG复合焊 a:低功率激光器代替高功率焊接
b: 薄件高速焊接
c:增加熔深,改善成形 d:降低装配要求 实例:CO2激光器功率0.8KW,TIG电流为90A,焊速为2m/min.时, 相当于5KW激光器焊接能力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
激光电弧复合焊接技术Laser-Arc H y brid Weldin g Technolo gy北京航空制造工程研究所朱轶峰董春林[摘要]介绍了一种激光电弧复合焊接技术, 阐述了此技术的原理、设备、优势及其应用前景。
关键词:激光电弧复合焊接设备应用前景 [ABSTRACT ]A Iaser-arc 1y brid weIdin g tec1-noIo gy is introduced. Its p rinci p Ie , e g ui p ment , advanta g es and a pp Iication p ros p ect are described.Ke y words :Laser-arc h y brid weldin g E g ui p mentA pp lication p ros p ect激光作为高能束流热源吸引了越来越多工程技术人员的注意, 从去年的第七届阿亨国际焊接会议上可以看出, 激光焊接已经成为国际焊接界的关注热点。
而激光电弧复合焊接作为其中的新兴技术引起了工程界、企业界的广泛重视, 在欧美和日本先后有多家汽车制造厂和造船厂斥资投入这方面的研究, 并有厂家率先进入了工程化应用阶段[1]。
1原理由于激光的能量密度很高 (可高达 107W /cm 2 ,因此激光焊接的速度快, 焊接深度深, 热影响区小, 可以进行精密焊接。
利用聚焦良好的激光束可进行金属、塑料以及陶瓷的焊接, 并已用于印刷、精密机械等行业。
采用深熔焊接技术 (即穿孔焊接 , 大功率的激光束流一次焊接金属材料厚度可达 20mm 以上, 同时具有比较高的焊接速度, 热影响区比较小。
由于激光束流比较细小, 因此焊接时对拼接接头的间隙要求比较高 (<0. 10mm , 熔池的搭桥能力 (Ga p Brid g in g AbiIi-t y比较差, 同时由于工件表面的强烈反射影响了束流能量向工件的传递, 高能激光束导致熔池金属的蒸发、汽化、电离, 形成光致等离子体, 严重影响了焊接过程的稳定性, 因此焊接过程中激光的实际能量利用率极低。
以 CO 2激光器为例, 其量子效率为 38%, 电光效率为 15%~20%, 实际激光器运行的总效率 <20%[2], 一般认为为激光器输出功率的 3%~30%, 故能源浪费严重。
而弧焊作为一种成熟的金属连接技术已经在工业界得到广泛的应用, 但由于束流能量密度的限制, 相对于高能束流焊接而言, 弧焊的焊接厚度与焊接速度均比较小, 且焊缝的热影响区比较大, 焊缝具有较小的深宽比。
因电弧的搭桥能力比较强, 故对焊接工件的间隙要求不严格, 可以达到工件厚度的 10%, 电弧能量的利用率达到输出功率的 60%以上。
激光电弧复合热源焊接技术是一种新兴的特种制造技术。
它是将物理性质、能量传输机制截然不同的两种热源复合在一起, 同时作用于同一加工位置, 既充分发挥了两种热源各自的优势, 又相互弥补了各自的不足, 从而形成一种全新高效的热源。
其原理示意图见图 1[3]。
采用复合热源焊接与单热源焊接相比, 同样工艺参数焊接速度可提高 1倍; 与单独采用激光束进行焊接相比较, 接头熔深增大 20%,而且对激光束品质、对接焊缝间隙及焊缝跟踪精度的要求大大放宽了。
与填充焊丝激光焊接相比, 即使焊缝对接根部间隙达到 1mm , 采用激光电弧复合热源焊接也可以得到良好的成形接头, 而且可以做到相得益彰、取长补短, 即:利用电弧先期软化工件表面, 形成利于吸收激光能量的浅层熔池, 降低金属表面的反射率, 再用高能量的激光束击穿工件形成小孔, 进行高速穿孔焊接。
图 1激光电弧复合焊接原理示意图Fi g . 1Princi p Ie of Iaser-arc 1y brid weIdin g p rocess电弧的介入, 不仅可以降低金属表面对激光束的反射率, 而且电弧等离子体将吸收光致等离子体, 从而有效地提高了激光束的能量传输效率, 因此激光电弧复合热源将是铝合金的理想焊接热源。
焊接速度有23科技成果・学术论文2002年第 11期了成倍的提高, 焊接变形明显减小, 焊接能力与激光焊持平, 搭桥过渡能力强于激光焊。
同时, 采用激光电弧复合焊接工艺后, 测量基体金属 (BM 、热影响区 (HAZ 及融合线 (FL 内的焊缝区 (WM 的硬度有明显的下降, 见图2(图中 ! 为两个热源间的距离。
图 2沿复合焊接焊缝横截面硬度的变化 Fi g . 2Hardness traverse at a ri g ht-an g Ie to the combined Iaser beam2激光电弧复合焊接设备2. 1激光与钨极氩弧焊 (Laser-TIGNd :YAG , CO 2激光器与钨极氩弧焊进行复合主要用于薄板的焊接。
激光束通过光致等离子体或匙孔起到稳定阳极斑点的作用。
图 3显示了一个由 ILT 公司开发的 Laser-TIG 复合焊头。
图 3激光 -钨极氩弧复合焊头Fi g . 3Laser-TIG weIdin g torch采用激光钨极氩弧焊复合工艺可以提高焊接速度。
图 4展示了分别采用Nd :YAG Laser , Laser-TIG (直流正接 , TIG (交流焊接 2mm 厚铝镁合金 (AIM g3板材对接接头的截面。
可以看出, 复合焊接工艺既具有激光焊接的高速度, 又具有氩弧焊一样平滑的焊缝。
图 4采用不同工艺焊接的铝镁合金接头Fi g . 4AIM g 3oints b y usin g differentweIdin g p rocesses2. 2激光与等离子弧焊接 (Laser-PAW激光与等离子弧焊接的复合可通过两种渠道实现, 见图 5。
图 5激光 -等离子复合焊头Fi g . 5Laser-p Iasma h y brid weIdin g torch图 5(a 为旁侧复合, 易于实现, 但由于其等离子弧焊枪的特殊结构, 导致它与激光束流复合的调节余地减小。
即使这样, 试验结果也已看出这种复合的优势。
图5(b 为由乌克兰巴顿焊接研究所研制的一种新型激光等离子弧复合焊炬原理示意图, 已经申报美国专利。
该技术巧妙地将激光聚焦光加入等离子弧焊枪的环形钨极中, 使激光束流与等离子弧共同作用在一个较小的区域, 此时电弧实际上起到两个作用:(I 通过额外的能量输入提高激光焊接的能力, 从而提高整个工艺的效率;(2 这种激光束流与等离子弧的共心分布可以获得确定的热分布模式。
这种热分布降低了 33科技成果・学术论文航空制造技术冷却速率, 减少了对硬度的敏感性, 改善了残余应力状态。
2. 3激光与熔化极惰性气体保护焊(Laser-GMA 最近的研究表明, 这种复合技术具有较强的活力。
弧焊工艺的加入有助于提高间隙搭桥能力, 降低原来采用纯激光焊接时坡口制备的精度要求; 复合焊接工艺中电弧的能量输入可以方便地控制冷却状态; 通过匙孔效应激光束流使得起弧容易, 弧焊工艺更稳定, 有助于能量向深层传递。
图 6为一个激光气体熔化极弧焊的复合焊头。
图 6CO 2iaser-GMA 复合焊头Fi g . 6H y brid CO 2iaser-GMA weidin g head图示的焊头原型是由 ILT 公司研制的。
这种焊头使气流直接射到工件表面, 防止保护气体受到溅射物的污染, 但美中不足的是, 激光束流的轴线与电极轴线的夹角可调节余量太小。
3应用前景激光电弧复合热源焊接技术的探索性研究始于80年代初[4~6]。
进入 90年代以来, 随着激光焊接在工业自动化生产中的应用日益广泛, 激光焊接工艺的局限性也日益突出, 如焊接热有效利用率低, 对焊缝间隙及焊缝跟踪精度的要求较高, 至此, 激光电弧复合热源的研究才呈现出高潮。
国外的研究机构相继开发出多种复合热源焊接新技术。
多家直接面向航空航天及国防部门服务的研究机构, 近年来大力开展复合热源焊接的应用基础研究工作, 从对外公布的研究内容来看, 工作重点主要集中在专用设备研制、焊接工艺研究和接头性能测试与质量评估上[7~10]。
从激光电弧复合焊接技术在造船与汽车制造领域的应用可以看出, 该项技术广泛适用于从薄板小变形到厚板的高速度焊接, 在造船、石油化工、电力、冶金、汽车等方面都有广泛的应用前景。
激光电弧复合焊接技术, 无论是在经济性还是实用性方面具有突出的优势:不需要真空系统, 可以进行大型中厚度零件的大气条件下的焊接; 具有较高的焊接速度, 降低了零件的应力变形; 焊前零件装配间隙的要求降低, 使该项技术的实用性大大提高。
激光电弧复合焊接技术可广泛用于飞机、火箭等各种合金壳体及管道的焊接。
4结论(1 在激光电弧复合焊接工艺中, 弧焊的加入提高了熔池间隙过渡的能力;(2 在激光电弧复合焊接工艺中, 电弧的输入能量决定了焊缝的宽度; 激光的输入能量决定了焊缝的深度;(3激光焊接容易产生的光致等离子体降低了引弧电阻, 提高了电弧稳定性;(4两种工艺的复合可以大大提高单热源的工艺效率在相同工艺参数条件下, 复合热源焊接速度可达到单热源的 2倍以上。
参考文献1Pekkari B. Sustainabiiit y in weidin g and cuttin g . 7th In-ternationai Aachen Weidin g Conference , Aachen , 20012阎毓禾, 钟毓霖 . 高功率激光器加工及其应用 . 天津:天津大学科技出版社, 19923Maier C , Reinhoid P , Mai y H , et ai. Aiuminium -stran-g oress p rofiie im schienenfahrzeu g bau , g eschweisst mit dem H y brid-verfahren Nd :YAG-Laser /MIG . Konferenz-Einzeibericht , DVS-Berichte , Dusseidorf , 19964Steen W M. Eboo M , Ciark J. Arc au g mented iaser weidin g . 4th Internationai Conference , Harro g at , 19785Steen W M , Aiexander J. Arc au g mented iaser weidin g-p rocess variabies structure and p ro p erties. S p rin g Residentiai Con-ference. Coventr y , 19816Steen W M. Arc au g mented iaser p rocessin g of materiais.J A pp i Ph y s , 1980, 51(11 :5636~56417Nobu y uki Abe , Miho g oka , Hama , et ai. The mechanism of hi gh s p eedin g ieadin g p ath iaser arc combination weidin g . ICALE-O ’ 98, Oriando , FL USA8Gorn y i S G , Lo p ota V A , Redozubov V D , et ai. Exami-nation of the eiectricai characteristics of the arc in iaser-arc weid-in g . Weidin g Internationai , 1990,4(6 :474~4769Shi g e y uki Na g ata , Munehide Katsumura , Jun Masuda , et ai. Laser weidin g combined with TIG or MIG , IIW-DOC-IV :390-85, 1~810Waiduck R P , Biffin J. Piasma arc ar g ument iaser weid-in g . Weidin g &Metai Fabrication , 1994(4 , 172~176(责编根山43科技成果・学术论文2002年第 11期激光电弧复合焊接技术作者:朱轶峰 , 董春林作者单位:北京航空制造工程研究所刊名:航空制造技术英文刊名:AERONAUTICAL MANUFACTURING TECHNOLOGY年,卷(期:2002(11被引用次数:5次参考文献(10条1. Pekkari B Sustainability in welding and cutting 20012. 阎毓禾;钟毓霖高功率激光器加工及其应用 19923. Maier C;Reinhold P;Maly H Aluminium-strangoressprofile im schienenfahrzeugbau, geschweisst mit demHybridverfahren Nd:YAG-Laser/MIG .Konferenz-Einzelbericht 19964. Steen W M;Eboo M;Clark J Arc augmented laser welding 19785. Steen W M;Alexander J Arc augmented laser welding-process variables structure and properties 19816. Steen W M Arc augmented laser processing of materials 1980(117. Nobuyuki Abe;Mihogoka;Hama The mechanism of high speeding leading path laser arc combination welding8. Gornyi S G;Lopota V A;Redozubov V D Examination of the electrical characteristics of the arc in laser-arc welding[外文期刊] 1990(069. Shigeyuki Nagata;Munehide Katsumura;Jun Masuda Laser welding combined with TIG or MIG10. Walduck R P;Biffin J Plasma arc argument laser welding 1994(04本文读者也读过(10条1. 崔旭明 . 李刘合 . 张彦华激光-电弧复合热源焊接 [期刊论文]-焊接技术2003,32(22. 段海兵高强钢激光电弧复合焊马氏体转变机理分析 [期刊论文]-城市建设 2010(133. 施晔 YAG激光与GTAW复合焊接铝合金 [期刊论文]-工具技术2004,38(114. 陈彦宾 . 李俐群 . 吴林电弧对激光吸收与散焦的定量测量 [期刊论文]-焊接学报 2003,24(35. 刘新滨激光束焊接的新进展及应用 [期刊论文]-职大学报 2005(46. Miao Yugang. Li Liqun. Chen Yanbin. Wu Lin Study on heat efficiency of laser-TIG double-side welding[期刊论文]-中国焊接 2008,17(17. 芦凤桂 . 俞海良 . 陈军城 . 唐新华激光电弧复合焊接过程模拟 [会议论文]-20088. 王威 . 李丽群 . 王旭友 . 齐秀滨 . 卜大川激光与电弧复合焊接技术 [期刊论文]-焊接 2004(39. 大连理工大学:低能耗激光电弧复合焊接集成产业化技术 [期刊论文]-中国高校科技与产业化 2008(510. 雷振 . 王旭友 . 滕彬 . 林尚扬 . Lei Zhen. Wang Xuyou. Teng Bin. Lin Shangyang 低合金高强钢无预热或低温预热激光-电弧复合热源焊接技术 [期刊论文]-机械制造文摘-焊接分册 2011(1引证文献(5条1. 郭东东 . 刘金合激光-GMAW复合热源焊接的研究现状 [期刊论文]-热加工工艺 2011(32. 樊艳峰 . 刘金合 . 罗晓娜 . 徐韦锋低功率激光-TIG电弧复合焊接不锈钢熔深研究 [期刊论文]-航空制造技术 2008(223. 严军 . 曾晓雁 . 高明 . 邓业平 316L不锈钢激光-钨极惰性气体复合焊接工艺研究 [期刊论文]-激光技术 2007(54. 郭院波 . 单平 . 胡绳荪激光-电弧复合热源 [期刊论文]-电焊机 2003(65. 崔丽 . 李晓延 . 贺定勇 . 沓名宗春光纤激光-MIG复合焊参数对钛合金焊缝成形的影响 [期刊论文]-航空制造技术 2009(10本文链接:/Periodical_hkgyjs200211012.aspx。