射流式水泥浆液制造器的研究
一种水泥浆液自动制备施工技术的研究
一种水泥浆液自动制备施工技术的研究摘要:建设工程中应用水泥浆液非常普遍,诸如止水帷幕等,但工程实践中大量存在材料浪费、环境污染等问题,与国家提出绿色施工的要求相违背。
本文从经济性、自动化等角度分析,研制总结了一种水泥浆液自动制备施工技术,具有经济、环保、高效等优点,取得了良好的社会效益。
关键词:浆液制备水泥浆环保施工技术1研究背景水泥是建筑行业的三大主材之一,目前设计的工地基坑止水帷幕绝大部分均采用各种各样的搅拌桩、旋喷桩等措施,而这些措施,均离不开大量使用水泥浆液,但在以往施工过程中,多存在人工二次搬运、人工随意下料、不按配比要求搅拌等情况,严重影响水泥浆液的质量,从而影响基坑安全,严重时甚至造成质量安全事故。
本文将以解决次问题为目的,研制出一种新型的自动浆液制备系统,研究出一套自动运输下料制备浆液的方法2组成和原理通过资料收集与阅读相关文献,对国内外建设施工场所的浆液制备施工方法进行初步了解,并对旧式浆液制备系统的性能以及环境经济效益方面进行调查研究,通过反复试验研究出一、二级制备和储存浆液待用的设置和联通方式,以及自动投料运输系统的方式,以及自动感应装置的设置方式。
该系统分为两个部分组成,一个是硬件设备,另一个是软件系统。
其中,硬件系统包括搅拌和输送系统、感应和控制系统等;软件系统包括配方设定模块、数据采集和处理模块、控制输出模块等。
2.1硬件组成和原理硬件系统包括搅拌和输送系统、感应和控制系统等。
外部硬件设备包括称量及加料设备、浆液搅拌设备和浆液输送设备。
其中,浆液搅拌设备的结构包括搅拌罐;抽吸及射流水泵通过进浆管和出浆管和搅拌罐内腔相连;进浆管和出浆管均与搅拌罐内腔切线相连。
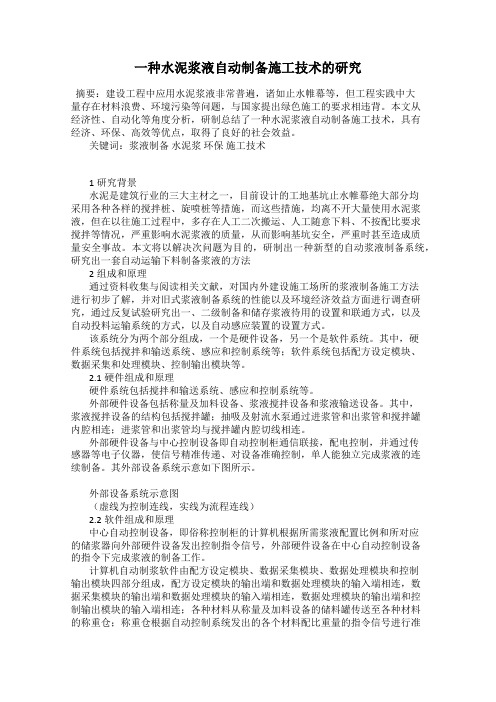
外部硬件设备与中心控制设备即自动控制柜通信联接,配电控制,并通过传感器等电子仪器,使信号精准传递、对设备准确控制,单人能独立完成浆液的连续制备。
其外部设备系统示意如下图所示。
外部设备系统示意图(虚线为控制连线,实线为流程连线)2.2软件组成和原理中心自动控制设备,即俗称控制柜的计算机根据所需浆液配置比例和所对应的储浆器向外部硬件设备发出控制指令信号,外部硬件设备在中心自动控制设备的指令下完成浆液的制备工作。
高压水射流破除混凝土研究现状及展望

理论研究现状
数值模拟
研究者们利用有限元分析、离散元等方法,对高压水射流破 除混凝土的过程进行数值模拟。通过模拟,可以更深入地理 解射流破除混凝土的机理,为实验研究和实际应用提供理论 支持。
理论模型
基于实验和数值模拟结果,研究者们提出了多种理论模型, 用于描述高压水射流破除混凝土的过程。这些模型通常包括 射流冲击力、混凝土破裂准则等。
技术发展历程
初期阶段
成熟阶段
20世纪70年代,高压水射流技术开始 应用于混凝土破除领域。初期主要采 用低压力、低流量的射流技术,破除 效率较低。
目前,高压水射流破除混凝土技术已 经非常成熟,广泛应用于建筑拆除、 道路维修、隧道挖掘等领域。
发展阶段
20世纪80年代以后,随着技术的不断 进步,高压水射流技术得到了快速发 展。采用高压力、高流量的射流技术 ,大大提高了破除效率。
粉尘污染。
03
高压水射流破除混凝土技术应 用现状
建筑工程领域应用现状
混凝土结构拆除
高压水射流可用于拆除建筑结构 中的混凝土构件,具有高效、环 保、安全等优点。
建筑垃圾处理
高压水射流可用于破碎建筑垃圾 ,将其破碎成小块,方便运输和 再利用。
道路桥梁工程领域应用现状
路面破碎
高压水射流可用于破碎道路表面的混 凝土层,为道路维修和改造提供方便 。
高压水射流破除混凝土的设备成本 较高,对于一些预算有限的工程, 可能难以承受。
技术效率提升问题
能源效率提升
高压水射流破除混凝土的能源效率相 对较低,需要消耗大量的水能和电能 。通过改进技术,提高能源利用效率 ,可以降低成本并提高效率。
自动化和智能化
通过引入自动化和智能化技术,可以 更好地控制破除过程,提高破除效率 和精度。
脉冲液体射流泵装置性能理论与试验研究的开题报告

脉冲液体射流泵装置性能理论与试验研究的开题报告一、课题背景和研究意义随着现代石油、化工、医药、食品等工业的发展,对于精密输送、化学反应等精确操作的需求日益迫切,而脉冲液体射流泵作为一种高压、小流量、高精度的新型液体输送方式,其应用前景广阔,成为了当前研究的热点之一。
该技术具有易于控制、传递能量高等特点,可应用于多种领域,例如:在加料过程中形成锥形的液滴,加速化学反应过程,以及高配合反应混合物的液体输送等。
但是,目前国内外对于脉冲液体射流泵的开发研究还处于起步阶段,且在理论和实验两个方面都还存在较大的研究空间,因此,从理论和试验两个方面对于脉冲液体射流泵的性能进行研究,对于深入挖掘其应用潜力,提高其稳定性和精度具有重要意义。
二、研究内容针对以上问题,本课题的研究内容包括以下几个方面:1、设计和制造脉冲液体射流泵装置,并对于其结构和工作原理进行分析和探讨。
2、从理论分析的角度,探讨脉冲液体射流泵的输送流量、压力、速度等性能指标的计算与分析。
利用流体动力学、数字模拟等方法,对于脉冲液体射流泵的流体流动特性进行研究,并建立相应的数值模型,以验证理论分析的可信度。
3、从实验角度出发,对于脉冲液体射流泵的性能进行现场测试,测量其输送流量、压力、速度等指标,并对于其稳定性和精度进行评估,以验证理论分析的正确性,完善理论模型并提高性能。
4、对于脉冲液体射流泵在化学反应、加料、液体混合等操作中的应用进行研究,并进行实验验证,以提高其实际应用价值。
三、研究方法本研究采用物理实验和理论模拟相结合的方法进行。
在物理实验方面,通过设计和制造脉冲液体射流泵装置,进行现场测试并记录数据,以验证其性能指标的准确性;在理论模拟方面,借助于流体动力学、数字模拟等方法,对于脉冲液体射流泵的流体流动特性进行分析,并建立相应的数值模型,以验证理论分析的可信度。
四、研究进度安排1、前期准备阶段(2周)研究文献阅读、理论基础学习和技术准备。
三相磨料水射流试验工作台的研制

po ut no eml s l dr g[ ] Jun l f t is rd ci fs e - l i sJ . o ra o e a o a sr e n o M rl a
Poe i T c nl y 19 (0 :7 2 rcs n eh oo ,9 6 6 )6 —7 . s g g
射流技 术 , 中介 绍 了三相射 流试 验 工作 台的 系统组 成及其 工作 原理 , 过分 析三 相射 流加 工的 工作机 理 设 文 通
计 了喷射 系统的结构及关键参数 。试验表明, 通过调整工艺参数 , 该磨料水射流试验工作 台可对材料 实现表
面抛光、 去毛刺、 清洗、 剥层 、 切割等加工和 实验。
系列 问题 。为此我 们设 计 了气压 引射 式磨 料射 流 的喷 头, 并对 该装 置进 行 了初 步试 验 。气 压 引射 式 磨 料 射 流 是用 压缩 空气 作为动 力 源 , 磨粒 加速 工作 , 使 利用 这 种 方式 循环使 用磨 料 , 就避 免 了让人 困扰 的分 离过 程 。
参考文献 :
[] 华 林 .轧 环 机 工作 参 数 理论 设 计 [ ] 6 J .锻 压 机械 , 0 0 20
( )8 0 2 : —1 .
[] 李 斌 .国 内外 冷辗 环 机 特 点 分析 [ ] 7 J .锻 压 机 械 ,9 7 19
( )8 . 2 : —9
[ ] 郝 用兴 .辗环机进给 系统模型 的建立 [ ] 8 J .华北 水利水 电
维普资讯
20 0 6年 第 8期
液 压 与 气动
2 9
三 相磨 料水 射 流 试 验 工作 台的研 制
汪庆华 。 - 李福援 一 De eo me to 一 h s fu r s e W a e s o k a l v lp n f3 p a e Efl x Ab a i t rTe tW r t b e v
射流式采沙系统中液固两相流的数值模拟

射流式采沙系统中液固两相流的数值模拟
张悦;宋锦春;野琦勉;李庆根
【期刊名称】《机械设计与制造》
【年(卷),期】2016(000)005
【摘要】疏浚设备泥沙吸取过程属于稠密固液,为了研究两相流动中液固两相的流动特性,对一种射流式泥沙采集器内的两相流流动进行了数值模拟.基于欧拉双流体模型,研究了不同射流速度,不同的吸引流流量对采集器出口的泥沙浓度的影响.结果表明采用欧拉双流体模型的仿真结果可以较好的吻合实验数据,当射流速度增大时,出口处的泥沙浓度也随之增大,当射流速度一定时,出口处的泥沙浓度一开始随着吸引流流量增大而增大,之后随其增大而降低.
【总页数】4页(P20-23)
【作者】张悦;宋锦春;野琦勉;李庆根
【作者单位】东北大学机械工程与自动化学院,辽宁沈阳110819;东北大学机械工程与自动化学院,辽宁沈阳110819;东北大学机械工程与自动化学院,辽宁沈阳110819;东北大学机械工程与自动化学院,辽宁沈阳110819;清津矿山金属大学,清津朝鲜999091
【正文语种】中文
【中图分类】TH16
【相关文献】
1.射水减弱混流式水轮机尾水管内压力脉动的数值模拟 [J], 李章超;常近时;辛喆
2.页岩气压裂弯管中液固两相流冲蚀磨损的数值模拟 [J], 成芳; 易先中; 彭灼; 周元华; 宋顺平; 盛治新; 殷光品
3.坨30断块沙二8-11砂组精细油藏数值模拟及注采调整方案研究 [J], 侯玉培; 侯欣欣
4.辐流式沉淀池液固两相流力学特性三维数值模拟 [J], 刘玉玲;张沛;魏文礼;郑艳
5.三通管中液固两相流冲蚀磨损的数值模拟 [J], 陈宇;马贵阳;WU JiMei
因版权原因,仅展示原文概要,查看原文内容请购买。
微磨料浆体射流的浆体配制及钻孔性能研究

微磨料浆体射流的浆体配制及钻孔性能研究王成勇 王荣娟 杨佩旋 文 武 邱春林广东工业大学,广州,510006摘要:微磨料浆体射流技术是在微磨料水射流加工技术基础上发展起来的一种新技术㊂通过添加分散剂和悬浮剂来提高浆体的沉降稳定性;为了配制出优质钻孔浆体,研究了磨料质量浓度㊁磨料种类㊁分散剂体积分数和悬浮剂体积分数对钻孔加工的影响,并研究了分散剂体积分数和悬浮剂体积分数对浆体沉降稳定性的影响㊂研究结果表明:磨料质量浓度存在最佳取值;分散剂并非一定能改善颗粒的沉降稳定性,这与磨料种类㊁磨料质量浓度和分散剂体积分数等有关;悬浮剂能够改善浆体的悬浮性,其体积分数影响浆体的沉降稳定性和钻孔效果㊂关键词:微磨料浆体射流;浆体;分散性;悬浮性;钻孔加工中图分类号:T G 73 D O I :10.3969/j.i s s n .1004132X.2015.16.011S t u d y o nP r e p a r a t i o no f S l u r r y a n dP r o p e r t i e s o fM i c r oA b r a s i v e S l u r r y Je t W a n g C h e n g y o n g W a n g R o n g j u a n Y a n g Pe i x u a n W e n W u Q i uC h u n l i n G u a n g d o n g U n i v e r s i t y o fT e c h n o l o g y ,G u a n gz h o u ,510006A b s t r a c t :M i c r o a b r a s i v e s l u r r y j e t i s a n e wt e c h n o l o g y d e v e l o p e d i n t h e a b r a s i v ew a t e r j e tm a c h i -n i n g t e c h n o l o g y .T h e s e d i m e n t a t i o n s t a b i l i t y o f s l u r r y w a s i m p r o v e d b y a d d i n g d i s p e r s a n t a n d s u s p e n -d i n g a ge n t s .F o r t h e p r e p a r a t i o nof a h igh q u a li t y d r i l l i n g s l u r r y ,t h e i n f l u e n c e s o f a b r a s i v em a s s c o n -c e n t r a t i o n ,a b r a s i v e t y p e ,d i s pe r s a n t v o l u m ef r a c t i o na n d s u s pe n s i o nv o l u m ef r a c t i o no ng l a s sm i c r o ‐h o l e d ri l l i n g w e r es t u d i e d ,a n dt h e i n f l u e n c e so fd i s p e r s a n tv o l u m ef r a c t i o na n ds u s pe n s i o nv o l u m ef r a c t i o no n t h e s e d i m e n t a t i o n s t a b i l i t y o f s l u r r y w e r e a l s o i n v e s t ig a t e d .Th e r e s u l t si n d i c a t e t h a t a b r a -s i v em a s s c o n c e n t r a t i o n p o s s e s s e s ab e s t v a l u e .D i s p e r s a n t d o e s n o t n e c e s s a r i l y i m p r o v e t h e s e d i m e n -t a t i o n s t a b i l i t y o f t h e p a r t i c l e s ,w h i c h i s r e l a t e dw i t h t h e t y p e o f t h e a b r a s i v e ,t h e a b r a s i v em a s s c o n -c e n t r a t i o na nd t he d i s p e r s a n t v o l u m ef r a c t i o n a n d s o o n .S u s p e n d i ng a g e n t s c a n i m p r o v e s u s pe n s i o n of a b r a s i v e ,i t s v o l u m e f r a c t i o n a f f e c t s t h e s e d i m e n t a t i o n s t a b i l i t y o f s l u r r y a n dg l a s sm i c r oh o l e d ri l l i n g.K e y wo r d s :m i c r o a b r a s i v e s l u r r y j e t ;s l u r r y ;d i s p e r s i o n ;s u s p e n s i o n p r o p e r t y ;d r i l l i n g 收稿日期:20140604基金项目:国家自然科学基金资助项目(51075076);广东省科技计划资助项目(2009B 050400005)0 引言微磨料浆体射流(m i c r oa b r a s i v es u s p e n -s i o n /s l u r r y je t ,MA S J )技术于1989年由H o l l i n ge r 等[1]首次提出,其磨料浆体是以高黏度的高聚物溶液作为载体,加入适量的磨粒配制而成的一种非牛顿流体[2]㊂微磨料浆体射流具有磨料水射流(a b r a s i v ew a t e r j e t ,AW J )的冷态加工㊁非接触㊁节能和易于控制等优点,被认为是复杂几何形状硬脆材料最有潜力的微加工技术之一[3]㊂微磨料浆体是一种非牛顿流体,开发优质高效的浆体是研究微磨料浆体射流加工技术的重点之一㊂浆体由水㊁高聚物和磨粒等按成分严格制备而成㊂杨佩旋[4]提出了微磨料浆体射流加工浆体性能的评价指标,即分散性㊁悬浮性㊁稳定性和加工效果㊂在浆体的配制过程中,添加剂的配比和性能优化仍然是主体内容[5]㊂H o l l i n ge r 等[1]推荐了磨料浆体的三种配制方案,并进行了高压(100M P a 左右)状态下切割铝板㊁中碳钢等材料的实验研究,结果表明,微磨料浆体射流较微磨料水射流具有更窄的切缝和更好的切割性㊂刘小健[6]研究了添加膨润土的新浆体,并从理论上探索了浆体的流变特性㊁流场特性,对微磨料浆体射流和前混合式微磨料水射流进行切割性能上的试验比较,证明微磨料浆体射流切割能力稍弱,但切口质量高,切割比能耗低㊂廖艳培等[7]研究了浆体p H 值和添加剂体积分数对不同浆体的沉降高度和黏度的影响,并用配制的浆体进行抛光玻璃实验,在用氧化铈㊁聚丙烯酰胺(p o l y a c r yl am i d e ,P AM )㊁磷酸钠和分散剂配制的浆体进行抛光时,材料的去除率可以达到4.1μm /m i n ,并能获得较小的表面粗糙度值㊂目前,对微磨料浆体射流的研究多集中在微磨料浆体射流和微磨料水射流的切割性能比较上㊂K o v a c e v i c 等[8]通过实验指出,同等条件下,微磨料浆体射流的加工效率是微磨料水射流的加工效率的5倍多;K o l l e [9]对微磨料浆体射流和后混合式磨料水射流的钻孔能力进行了比较,发现㊃1912㊃微磨料浆体射流的浆体配制及钻孔性能研究王成勇 王荣娟 杨佩旋等Copyright ©博看网. All Rights Reserved.微磨料浆体射流压力虽然比后混合式微磨料水射流的压力低,但能量利用率较高;H a s h i s h等[10]研究了高压微磨料浆体射流系统的性能,通过实验得出微磨料浆体射流比相同条件下的微磨料水射流切割深度增大1倍以上,磨料消耗减少,成本降低等结论㊂目前对微磨料浆体射流的浆体配制和浆体特性的研究较少,将微磨料浆体射流用于钻孔玻璃的研究也鲜见报道㊂本文研究了微磨料浆体的配制及其对石英玻璃钻孔性能的影响,最终获得一种性能优良的微磨料浆体射流钻孔玻璃加工的浆体㊂1 实验1.1 实验设备微磨料浆体射流加工系统如图1所示,主要由增压装置㊁送料装置㊁喷射装置和辅助装置四大部分构成㊂其中,增压装置主要包括气驱液泵㊁蓄能器和低压减压阀;送料装置为前混合方式,主要由双磨料罐和双节流阀构成;喷射装置主要是喷嘴及喷嘴基体;辅助装置指的是防水装置和浆体收集器;运动及控制系统采用C N C控制,对X㊁Y㊁Z三个方向的工作台的运动进行控制,可在X㊁Y㊁Z方向上对喷嘴进行精确定位㊂设计加工了喷嘴角度调节专用夹具,喷射角度可在0~90°间任意调整㊂该装置压力在0~35M P a㊁流量在0~2L/m i n可调㊂图1 微磨料浆体射流加工系统示意图检测仪器主要有电子天平㊁体视显微镜㊁激光共聚焦显微镜㊁J S94H型微电泳仪和其他辅助设备(数码相机㊁超声波清洗器㊁无水乙醇㊁滤纸㊁测量纸和p H试纸等)㊂1.2 实验参数设置实验中的石英玻璃为80mm×30mm×6mm,喷嘴材料为不锈钢,喷嘴直径为0.12mm㊂磨料的性质决定着微磨料浆体射流加工过程中碰撞冲击工件作用的强弱和工件加工后加工质量的好坏㊂对微磨料浆体射流微细加工效率有影响的磨料因素主要有:磨粒粒径㊁磨料质量浓度㊁磨料种类和磨料均匀性㊂实验中对磨料粒径进行了研究,当采用粒度为500目(粒径28~34μm)的白刚玉进行加工时,喷嘴容易发生堵塞,粒度改为700目时可避免堵塞,故本文选用的磨料均为700目(20~24μm)㊂在微磨料浆体射流加工系统中,从气压泵增压出来的水一部分进入磨料罐,一部分直接流入喷嘴,而磨料罐的浆体是事先配制好的,所以,配制磨料罐浆体时的磨料质量浓度(称之为磨料配制质量浓度ρB)和喷嘴流出来的磨料质量浓度(称之为磨料质量浓度ρA)是不同的,本实验室根据实际测量得出两者之间的理论计算公式和换算关系[4]㊂为了获得较好的浆体,我们向浆体中添加一些分散剂和悬浮剂来改善磨料颗粒在水中的分散均匀性和沉降稳定性,研究了磨料质量浓度ρA㊁分散剂S B N的体积分数φS B N 和悬浮剂P AM的体积分数φP AM对浆体特性的影响规律,并进行了钻孔实验,实验参数设置及其评价指标如表1所示㊂表1中,磨料相对沉降高度H R S=H0/H,其中,H0为从浆体悬浮液的底部到上清液与下层混浊层的分界线间的距离,下层混浊层包括稳定浆料和沉降层;H为浆体悬浮液的总高度㊂H R S值越大,浆体悬浮性越好㊂表1 磨料浆体配制实验参数设置和评价指标实验种类参数设置评价指标不同ρA的钻孔实验喷嘴直径0.12mm;喷射压力10M P a;喷射时间25s;喷射靶距2mm;喷射角度90°;700目白刚玉;φS B N=4%;φP AM=0.6%,500万非离子型;ρA分别为118.5g/L,148.5g/L,166.2g/L,191.1g/L,213.4g/L㊂工件去除质量m(m g)(加工前后工件质量差);孔径D(mm);孔深h(mm)㊂不同φS B N的沉降实验φS B N分别为1%,2%,3%,4%,5%;磨料种类为氮化硼㊁白刚玉㊁棕刚玉㊁石榴石,白刚玉的配制质量浓度ρB分别为300g/L㊁500g/L,其他种类磨料的ρB均为300g/L;沉降时间t分别为15m i n,30m i n,45m i n,60m i n,75m i n㊂磨料相对沉降高度H R S;Z e t a电位值U(m V)㊂不同φS B N的钻孔实验工件为石英玻璃;喷嘴直径0.12mm;喷射压力10M P a;喷射时间35s;喷射靶距2mm;喷射角度90°;φP AM=0.6%,500万非离子型;磨料种类为石榴石㊁白刚玉㊁棕刚玉和氮化硼;ρA=158.3g/L;磨料粒度700目;φS B N分别为2%,4%,5%㊂工件去除质量m;孔径D;孔深h㊂不同φP AM的沉降实验700目白刚玉;ρB=300g/L;φS B N=4%;φP AM分别为0,0.3%,0.6%,0.9%㊂磨料相对沉降高度H R S㊂不同φP AM的钻孔实验喷嘴直径0.12mm;喷射压力10M P a;喷射时间25s;喷射靶距2mm;喷射角度90°;磨料种类为白刚玉;ρA=166.2g/L;φS B N=4%;φP AM分别为0.3%,0.6%,0.9%㊂工件去除质量m;孔径D;孔深h㊂㊃2912㊃中国机械工程第26卷第16期2015年8月下半月Copyright©博看网. All Rights Reserved.2 实验结果与分析2.1 磨料质量浓度对钻孔加工的影响不同磨料质量浓度对微磨料浆体射流钻孔加工石英玻璃的影响如图2所示㊂由图2可以看出,孔径随着ρA 的增大呈现缓慢增大的趋势,但增加量很小,原因可能是ρA 增大,造成喷嘴磨损加剧,导致喷嘴出口直径稍微变大(可以忽略不计)㊂然而孔深h 和工件去除质量m 均随着ρA 的增大出现先增大后减小的趋势,说明微磨料浆体射流加工存在一个最佳ρA 值,对于本文中的加工石英玻璃,其最佳ρA 值应取170g /L 左右㊂这主要是因为磨料浆体射流加工中主要由磨料的剪切冲击达到材料去除的目的㊂在加工过程中,随着加工深度的增大,磨料浆体和回弹的磨料发生碰撞,造成部分能量变成热量散失在空气中,而ρA 较小时,这种碰撞颗粒较少,即大部分颗粒参与第一次加工㊂图2 磨料质量浓度对钻孔加工的影响2.2 分散剂体积分数的沉降稳定性、静电稳定性和钻孔加工实验2.2.1 分散剂体积分数对浆体沉降稳定性的影响微磨料浆体射流的加工浆体属于浆体悬浮液,磨料比重比水大,故混入水后极易聚结而下沉,加入分散剂的目的是为了能使磨料颗粒之间相互排斥,并使磨料颗粒稳定地悬浮在溶液之中㊂分散剂产生分散作用的原因主要是对磨料颗粒表面润滑性的调整上,即通过使颗粒表面吸附添加物,达到将磨料颗粒包裹的目的,以增加磨料颗粒的表面性质和增强颗粒间的排斥作用,从而使磨料分散㊂同一种分散剂对浆体中不同磨料的分散性的影响,与该种磨料的表面性质㊁介质性质以及分散剂的用量都有关㊂此外,每种分散剂都有其最大用量范围限制,这是因为当分散剂体积分数达到临界胶束浓度(表面活性剂分子在溶剂中缔合形成胶束的最低浓度)时,浆体的表面张力出现转折点,浆体的其他性质也发生突变,故实际中必须严格控制分散剂的用量,方能达到最佳效果㊂适用本文实验的分散剂除了能让磨料颗粒分散外,还应具备不腐蚀磨料罐㊁易清洗等特性㊂本文采用S B N 分散剂,其p H 值为6,呈现偏酸性,但由于添加的悬浮剂P AM 呈现偏碱性,故浆体最终呈现中性㊂此外,大量实验表明该分散剂的体积分数不宜超过5%,否则分散效果会变差㊂分散剂体积分数对磨料相对沉降高度H R S 的影响如图3~图7所示㊂图3 分散剂体积分数对H R S 的影响(700目氮化硼,ρB =300g /L )图4 分散剂体积分数对H R S 的影响(700目棕刚玉,ρB =300g /L )由图3可以看出,任何一种φS B N下,磨料的相对沉降高度都随着时间的增长而减小,即时间越久,磨料沉降得越多㊂同时,对于不同的φS B N ,随着时间的改变,沉降高度变化的快慢和大小均不同㊂从图3中可以看到,不添加分散剂S B N(φS B N =0)时,H R S 值从15m i n 时的0.840下降到75m i n 时的0.321,即沉降很快,且沉降高度变化幅度为0.519㊂而φS B N =2.5%时,H R S 值从15m i n 时的0.972下降到75m i n 时的0.741,即沉降很慢,且H R S 值变化幅度为0.231㊂故从氮化硼磨料浆体的沉降稳定性实验中我们发现,磨料射流中添加S B N 分散剂可以明显地降低磨料的沉降速度,且φS B N 影响配制磨料的沉降速度㊂由图3我们可以认为,对于ρB =300g /L 的氮化硼,φS B N =2.5%时最优㊂由图4可以看到,浆体磨料为棕刚玉时,当㊃3912㊃微磨料浆体射流的浆体配制及钻孔性能研究王成勇 王荣娟 杨佩旋等Copyright ©博看网. All Rights Reserved.图5 分散剂体积分数对H R S的影响(700目石榴石,ρB=300g/L)φS B N=3%时,浆体悬浮性比较稳定,沉降速度最慢㊂从图5中可以看到,浆体磨料为石榴石时,添加不同体积分数的S B N分散剂对浆体的沉降稳定性均有利,但当φS B N=1%时,分散剂对浆体悬浮性的影响几乎可以忽略不计㊂当φS B N=2%时,沉降高度随时间的变化较小,即相对比较稳定,但H R S值均比φS B N=4%时的小,故对于石榴石来说,φS B N=4%时浆体分散性较好㊂由图6可以看到,对于白刚玉磨料,随着沉降时间的变化,φS B N对配制磨料的相对沉降高度影响很大㊂当φS B N分别为1%㊁2%㊁3%时,在15m i n 时H R S值相对于没有添加S B N的值要大,即添加S B N的浆体的沉降速度慢;可是在30m i n的我们发现,添加S B N的浆体的沉降速度均开始大于没有添加S B N的浆体的沉降速度㊂这说明并不是添加S B N分散剂就一定对浆体的沉降有益,φS B N 对其影响很大㊂当φS B N=4%时,在15m i n内沉降速度较慢,可随后沉降速度较快,直至60m i n 时沉降高度大于没有添加S B N的浆体的沉降高度㊂而φS B N=5%时,虽然H R S值不大,但相对于没有添加S B N的浆体要稳定很多,所以对于白刚玉磨料浆体配制,φS B N=5%相对较好㊂图6 分散剂体积分数对H R S的影响(700目白刚玉,ρB=300g/L)由图7可以看到,φS B N=5%时,H R S值比较稳定,且随着沉降时间的延长H R S值基本不变,故在本配比下,φS B N=5%时浆体分散性较好,这与图6的结论一致㊂与图6进行对比,两者浆体配制的磨料均为白刚玉,不同之处在于ρB不同(300g/L㊁500g/L),但两者在φS B N=5%时的H R S值不同,且白刚玉的配制浓度ρB=500g/L时沉降相对较慢㊂故此,我们猜测,φS B N和ρB有一个最佳比例值,这有待于进一步研究㊂总之,当φS B N=5%时两种磨料浆体的分散性均较好㊂图7 分散剂体积分数对H R S的影响(700目白刚玉,ρB=500g/L)根据图3~图7可得不同磨料和不同磨料配制质量浓度的浆体对应的最优分散剂体积分数如表2所示㊂表2 不同磨料和不同磨料配制质量浓度的浆体对应的最优分散剂体积分数列表磨料种类氮化硼棕刚玉石榴石白刚玉白刚玉ρB(g/L)300300300300500最优φS B N(%)2.53455最优φS B N时的H R S值(30m i n时)0.9440.3460.3430.3820.611 2.2.2 分散剂体积分数对浆体Z e t a电位及其静电稳定性的影响磨料浆体的稳定性和磨料粒子在浆体中的动电位密切相关,粒子表面Z e t a电位较高,即粒子表面核电密度较高,则表明颗粒表面的双电层表现为最大斥力,那么说明粒子更容易悬浮和分散㊂然而,磨料粒子在溶液中的Z e t a电位和周围离子存在的情况有关,因此,对磨料种类㊁溶液的p H值和分散剂的体积分数进行研究显得很重要㊂在本实验中,选择700目石榴石,ρB=300g/L,研究添加不同φS B N的S B N(p H=6)对Z e t a电位的影响,结果如图8所示(Z e t a电位值取绝对值)㊂由图8可知,石榴石颗粒在φS B N=4%时有较大的电位(绝对值),而当φS B N=1%时,Z e t a电位接近于零(颗粒之间的吸引力大于双电层之间的排斥力,颗粒发生团聚而沉降,这与没有添加S B N的情况相当),这表明φS B N=4%时的浆体分散性较好,而φS B N=1%时分散剂对浆体悬浮分散性的影响几乎可以忽略㊂实验结果与石榴石静态沉降实验的结果(图5)一致,即700目石榴石㊁㊃4912㊃中国机械工程第26卷第16期2015年8月下半月Copyright©博看网. All Rights Reserved.图8 不同氄S B N随着沉降时间的改变对Z e t a电位的影响(700目石榴石,ρB=300g/L)ρB=300g/L的浆体在φS B N=4%时的分散性较好㊂2.2.3 分散剂体积分数对钻孔效果的影响由分散剂体积分数对浆体沉降稳定性影响的实验可知,磨料种类不同时,尽管磨料的配制浓度ρB相同,分散剂对沉降稳定性的影响也不同㊂在研究分散剂的体积分数对钻孔加工影响时,分析了不同种类磨料对钻孔加工的影响,结果如图9所示㊂图9 磨料种类对钻孔加工的影响由图9可知,氮化硼磨料浆体钻孔加工时的孔径最小,材料去除量和孔深最大,钻孔效果最优㊂这主要是因为氮化硼磨料的硬度在4种磨料中最高而密度却最低,且分散剂对氮化硼的分散效果最明显㊂氮化硼磨料价格较高,在选择时也应考虑这一因素㊂石榴石的钻孔效果稍次于氮化硼,石榴石颗粒为球状,在钻孔加工时孔的边缘出现因颗粒砸击和推挤作用导致的裂纹,即孔边缘质量不佳㊂棕刚玉加工的孔径最大,且材料去除量和孔深均最小,是4种磨料钻孔加工中效果最差的一种㊂分析认为,这主要是因为棕刚玉是天然磨料,含杂质多,形状不均匀㊂白刚玉磨料的形状呈六方体,棱角多且锋利,添加分散剂后的磨料分散均匀性一般,但白刚玉加工出来的孔边缘较明晰且圆度较好,白刚玉价格不高,故本文主要选择白刚玉进行实验㊂分散剂体积分数φS B N不同时白刚玉磨料浆体的钻孔加工效果如图10所示㊂从图10中可知,φS B N对孔径㊁孔深和工件材料去除量的影响不是很明显,但仍然可以看出,当φS B N=5%时,钻孔效果最佳㊂图10 分散剂体积分数对白刚玉磨料浆体钻孔加工的影响2.3 悬浮剂体积分数的沉降稳定性实验和钻孔加工实验使浆体稳定悬浮的主要方法是让浆体成为触变体,即静置时产生结构化而具有高的剪切应力,而应用时,一经外力作用,黏度能迅速降低,有良好的流动性,再静止时又能恢复原来的结构状态㊂目前常用的悬浮剂是一种局部线性的水解P AM㊂研究指出:当水溶液中φP AM=3%时,则每个聚合物单位能结合13个或14个水分子,最后形成高分子链状物包裹住水分子和磨料粒子;又因为P AM具有黏性,易在管道壁处形成长链黏弹性聚合物薄层,因而弥补了喷嘴内壁易磨损的缺陷,促使浆体形成稳定的层流,减少了紊流或边界层涡流的形成,并能以较大的速度通过喷嘴,形成较好的凝聚射流㊂同时,P AM具有降阻能力(在水中加入微量的P AM就能降阻50%~80%),所有这些性质使P AM不仅可进一步减小切缝宽度,而且能延长射流的有效靶距㊂P AM种类繁多,性质也各异,每种P AM不仅可用作絮凝剂,还可作为抑制剂㊁分散剂㊁悬浮剂和降阻剂㊂故需要通过实验方式进行选取㊂常用的P AM的相对分子质量为500万~ 1200万,且每种分子质量的P AM又分为非离子型㊁阴离子型和阳离子型三种㊂经过多次沉降稳定性实验发现,500万非离子型的P AM,其体积分数φP AM为0.6%左右时悬浮作用相对明显㊂为获取P AM的最优用量,本文进行了不同φP AM时的稳定沉降实验,并进行了钻孔加工实验,实验结果如图11㊁图12所示㊂由图11可看出,当φP AM=0.6%时,浆体悬浮状态良好㊂这是因为P AM是一种有空间位阻稳定作用的高分子化合物,它加入到溶液中后,可以使其高分子长链的一端紧密地吸附于颗粒的表面,另一端尽可能伸向溶液中,以减小颗粒之间的吸附力,从而实现空间位阻稳定㊂但如果P AM㊃5912㊃微磨料浆体射流的浆体配制及钻孔性能研究 王成勇 王荣娟 杨佩旋等Copyright©博看网. All Rights Reserved.图11 500万非离子型P A M 体积分数对H R S 的影响加入量过小,则它与颗粒之间吸附不足(欠饱和吸附),另一端便会吸附在其他颗粒的表面上,从而使颗粒之间发生聚集而沉淀㊂如果P AM 的加入量过大(过饱和吸附),则伸向溶液中的高分子长链相互缠绕在一起,也会使颗粒团聚而沉淀㊂图11中,φP AM =0.9%时,P AM 对H R S 的提高非常有限㊂综上所述,可以认为在本实验条件下φP AM 为0.6%~0.9%之间比较好㊂由图12可知,φP AM增大时,孔深和去除质量都有所增大;而当φP AM =0.6%时孔径稍小一些;φP AM =0.9%时孔的边缘破碎较严重,因为当φP AM 增大到一定程度时,浆体的表观黏度明显增大,因黏滞力增大而引起的阻力也相应变大,从而减弱了P AM 的减阻和凝聚作用,导致孔型圆度变差㊂图12 P A M 体积分数对钻孔效果的影响3 结论(1)利用微磨料浆体射流在6mm 厚的石英玻璃上进行钻孔加工实验,研究了磨料质量浓度ρA 对钻孔性能的影响,结果表明,ρA存在一个最佳值,在本文实验条件下,最佳值为ρA =170g /L ㊂(2)分散剂并非一定能改善颗粒的沉降稳定性,这与磨料种类㊁磨料质量浓度和分散剂体积分数等有关;分散剂的主要作用是将磨料粒子在浆体中均匀分散,尽管对于某种磨料来说,配制浆体时磨料的质量浓度和分散剂体积分数均选择较恰当的值,但始终不能避免磨料粒子因自身重力而出现沉降现象㊂在本实验条件下,分散剂体积分数φS B N =2.5%㊁磨料配制质量浓度ρB =300g /L 的氮化硼浆体的分散效果较好,而对于其他几种磨料,φS B N 为3%~5%时也能起到较好的分散效果㊂磨料种类不同,钻孔效果也不同,要根据实际条件进行选择㊂φS B N 不同时白刚玉磨料的玻璃钻孔实验表明,当φS B N =5%时浆体钻孔性能最优,这与不同φS B N 时白刚玉磨料沉降稳定性实验的结果一致㊂(3)选择700目石榴石㊁ρB =300g /L ,研究了添加不同体积分数的分散剂(p H=6)对磨料粒子Z e t a 电位的影响,研究表明:当φS B N =4%时磨料粒子均有较大的电位(绝对值),而当φS B N =1%时,Z e t a 电位接近于零,这与静态沉降实验结果一致㊂(4)不同体积分数的悬浮剂P AM 的沉降实验表明,添加P AM 能明显改善浆体的悬浮性,且在本实验条件下,取φP AM 为0.6%~0.9%比较好㊂不同φP AM 的浆体的钻孔实验表明,φP AM 增大时,玻璃孔深和去除质量都有所增大,而当φP AM =0.6%时孔径稍小一些㊂参考文献:[1] H o l l i n g e rR H ,P e r r y W D ,S w a n s o nR K.P r e c i -s i o nC u t t i n g w i t haL o w P r e s s u r e ,C o h e r e n tA b r a -s i v eS u s p e n s i o n J e t [C ]//5t h A m e r i c a n W a t e r j e t C o n f e r e n c e .T o r o n t o ,1989:245‐252.[2] W a n g CY ,C h e nM D ,Y a n g PX ,e t a l .H o l eM a -c h i n i n g o fG l a s sb y M i c r oA b r a s i v eS u s p e n s i o nJ e t s [J ].K e y E n g.M a t e r .,2009,389/390:381‐386.[3] M i l l e rD S .M i c r o m a c h i n i n g wi t h A b r a s i v e W a t e r J e t s [J ].J o u r n a l o fM a t e r i a l sP r o c e s s i n g T e c h n o l o -g y,2004,149:37‐42.[4] 杨佩旋.微磨料浆体射流加工工艺研究[D ].广州:广东工业大学,2008.[5] K i m JP ,Y e oJG ,P a i lU ,e ta l .M o d i f i c a t i o no fE l e c t r oK i n e t i cB e h a v i o r o fC e O 2Ab r a s i v eP a r t ic l e s i nC h e m i c a lM e c h a n i c a lP o l i s h i n g f o rT r e n c hI s o l a -t i o n [J ].K o r e a nP h y s .S o c .,2001(12):197‐200.[6] 刘小健.磨料浆体射流技术及其机理研究[D ].上海:上海大学,2006.[7] L i a oYP ,W a n g C Y ,H uY N ,e t a l .T h eS l u r r yf o rG l a s sP o l i s h i ng b y M i c r o A b r a s i v eS u s p e n s i o n J e t s [J ].A d v a n c e d M a t e r i a lR e s e a r ch ,2009,69/70:322‐327.[8] K o v a c e vi cR ,H a s h i s h M.S t a t e o f t h eA r tR e s e a r c ha n dD e v e l o p m e n t i n A b r a s i v e W a t e r J e t M a c h i n i n g [J ].J o u r n a lo f M a n u f a c t u r i n g S c i e n c e a n d E n g i n e e r i n g ,T r a n s .o f t h eA S M E ,1997,119(4B ):776‐785.[9] K o l l e J J .AC o m pa r i s o no fW a t e r J e t ,Ab r a s i v e J e t a n dR o t a r y D i a m o n d D r i l l i n g i n H a r d R oc k [C ]//D r i l l i n g T e c h n o l o g y .H o u s t o n :A S M EP e t r o l e u mD i -v i s i o n ,1998:1‐8.㊃6912㊃中国机械工程第26卷第16期2015年8月下半月Copyright ©博看网. All Rights Reserved.[10] H a s h i s h M ,M o h a m e d H.P e r f o r m a n c eo f H i gh ‐p r e s s u r e A b r a s i v eS u s p e n s i o nJ e tS y s t e m [C ]//C o n t a n c t P r o b l e m s a n d S u r f a c e I n t e r a c t i o n si nM a n u f a c t u r i n g a n dT r i b o l o g i c a l S y s t e m s .N e wO r -t e a n s :A S M E P r o d u c t i o n E n g i n e e r i n g D i v i s i o n ,1993:199‐207.(编辑 苏卫国)作者简介:王成勇,男,1964年生㊂广东工业大学机电工程学院教授㊁博士研究生导师㊂研究方向为高速加工涂层刀具制备㊁模具高速加工㊁难加工材料的精密超精密与纳米加工和超硬材料及工具制造等㊂发表论文200余篇㊂王荣娟,女,1982年生㊂广东工业大学机电工程学院博士研究生㊂杨佩旋,女,1984年生㊂广东工业大学机电工程学院硕士研究生㊂文 武,男,1987年生㊂广东工业大学机电工程学院硕士研究生㊂邱春林,男,1990年生㊂广东工业大学机电工程学院硕士研究生㊂限幅模糊与带阈值设置P I D 补偿的变转速液压源流量控制方法研究马 玉 谷立臣西安建筑科技大学,西安,710055摘要:针对目前变转速泵控液压系统对执行机构速度控制中出现的动态响应慢㊁转速波动㊁精度低等问题,尤其是载荷快速多变工况下,流量和压力的强耦合特性,控制流量具有时变和高度非线性特性,采用传统P I D 控制或模糊控制都难以取得满意的控制效果的现状,提出采用限幅模糊与带阈值设置的P I D 补偿控制方法㊂控制系统先采用具有开环控制快速性的限幅模糊控制,快速接近目标流量,然后采用带阈值设置的P I D 补偿控制消除系统稳态误差,该方法具有响应快㊁无超调㊁精度高的优点㊂仿真和实验结果表明:该方法能够实现典型工况下变转速液压动力源输出流量的准确控制,大幅减小流量斜坡响应稳态误差,系统控制性能远优于传统简单控制方法的控制性能,适合变转速容积调速系统在线控制㊂关键词:变转速液压源;限幅模糊;P I D 补偿;流量控制中图分类号:T P 273 D O I :10.3969/j.i s s n .1004132X.2015.16.012R e s e a r c ho nL i m i t i n g F u z z y a n dP I DC o m p e n s a t i o nw i t hT h r e s h o l dS e t t i n gs C o n t r o l f o rF l o wo fV a r i a b l e S p e e dH yd r a u l i c S o u r ce M aY u G uL i c h e nX i ’a nU n i v e r s i t y o fA r c h i t e c t u r e a n dT e c h n o l o g y,X i ’a n ,710055A b s t r a c t :I nv i e wo f t h ee x i s t i n g d e f e c t s i ns p e e dc o n t r o l o fv a r i a b l es p e e d p u m p c o n t r o l l e dh y -d r a u l i c s y s t e m s ,s u c ha s s l o wr e s p o n s e ,s p e e d f l u c t u a t i o na n d l o wc o n t r o l a c c u r a c y ,e s p e c i a l l y int h e f a s t ‐c h a n g i n g l o a dc o n d i t i o n s ,d u e t ot h es t r o n g c o u p l i n g c h a r a c t e r i s t i c so f f l o wa n d p r e s s u r e ,f l o w c o n t r o l b e c a m eu n c e r t a i n ,v a r i a b l ea n dh i g h l y n o n l i n e a r ,c o n v e n t i o n a lP I Dc o n t r o lo r f u z z y co n t r o l w e r ed i f f i c u l tt oo b t a i ns a t i s f a c t o r y c o n t r o lr e s u l t s .A l i m i t i n g f u z z y a n d P I D c o m p e n s a t i o n w i t h t h r e s h o l d s e t t i n g s c o n t r o l s t r a t e g y w a s p r e s e n t e d h e r e i n .T h e c o n t r o l s y s t e mf i r s t l y u s e d l i m i t i n g f u z z yc o n t r o l ,w h i c hh ad f a s t re s p o n s e of o p e n ‐l o o p c o n t r o l t o a p p r o a c h t a rg e t f l o w ,th e n a d o p t e dP I Dc o m -p e n s a t i o nw i t h t h r e s h o l d s e t t i n g s c o n t r o l t o e l i m i n a t e t h e s y s t e ms t e a d y ‐s t a t e e r r o r s ,a n dh a d a f a s t r e -s p o n s e ,n o o v e r s h o o t ,h i g h p r e c i s i o n a d v a n t a g e s .T h e s i m u l a t i o n a n d e x pe r i m e n t a l r e s u l t s s h o w :t h i s m e t h o dc a n r e a l i z e t h e p r e c i s e c o n t r o l of f l o wo f v a r i a b l e h y d r a u l i c p o w e r s o u r c e o n t y pi c a l c o n d i t i o n s .S i g n i f i c a n t l y r e d u c i n g t h e s t e a d y ‐s t a t e e r r o r so f s l o p e r e s p o n s e ,s ys t e mc o n t r o l p e r f o r m a n c e i sm u c h b e t t e r t h a n t h a t o f s i m pl e t r a d i t i o n a l c o n t r o lm e t h o d s ,a n d i s s u i t a b l e f o r t h e o n l i n e c o n t r o l o f v o l u m e s p e e dm o d u l a t i o no f v a r i a b l e s p e e d s ys t e m.K e y w o r d s :v a r i a b l e s p e e dh y d r a u l i c s o u r c e ;l i m i t i n g f u z z y ;P I Dc o m p e n s a t i o n ;f l o wc o n t r o l 0 引言传统的节流调速方式系统效率低㊁能耗大,变收稿日期:20150106基金项目:国家自然科学基金资助项目(51275375)量泵容积调速方式系统结构复杂㊁抗污染能力差㊁故障率较高,且调速范围和调速精度有限[1]㊂变转速容积调速系统相比节流调速与变量泵容积调速而言具有结构简单㊁可靠性高㊁效率高㊁调速范围宽等优点,因此在液压电梯[2]㊁注塑机[3]㊁盾构㊃7912㊃限幅模糊与带阈值设置P I D 补偿的变转速液压源流量控制方法研究马 玉 谷立臣Copyright ©博看网. All Rights Reserved.。
微磨料浆体射流加工工艺研究的开题报告
微磨料浆体射流加工工艺研究的开题报告一、选题背景:微磨料浆体射流加工是一种新兴的精密加工技术,其以微米级别的磨料浆体为切削介质,通过高速射流的冲击力和摩擦力对工件进行加工。
与传统的机械加工相比,微磨料浆体射流加工具有加工精度高、加工效率高、加工表面质量好等优势,被广泛应用于航空航天、电子、光学、半导体等领域。
目前,微磨料浆体射流加工技术在国内外已经有了一定的研究和应用,但是仍然存在许多问题和挑战。
例如,如何选取合适的磨料和磨料浓度、如何控制射流参数和工艺环境等问题,都需要进行深入的研究和探讨。
因此,本课题旨在针对微磨料浆体射流加工技术进行研究,探究其加工特点和机制,并寻求提高加工精度和效率的方法和途径。
二、研究内容:1. 微磨料浆体射流加工的原理和机制分析;2. 微磨料浆体射流加工参数对加工效果的影响研究;3. 微磨料浆体射流加工中磨料浓度和磨料粒度的选择和优化;4. 微磨料浆体射流加工中工艺环境的研究和优化;5. 微磨料浆体射流加工的应用和发展前景展望。
三、研究方法:1. 文献研究法:通过查阅相关的文献书籍和期刊文章,了解微磨料浆体射流加工的基础理论和研究现状。
2. 实验研究法:通过设计和实施一系列加工试验,探究微磨料浆体射流加工的参数优化和机理解析。
3. 计算模拟法:利用数值模拟方法,模拟微磨料浆体射流加工的加工过程和参数变化规律,优化加工方案。
四、预期成果:本研究预计能够深入了解微磨料浆体射流加工的原理和机制,确定加工参数和磨料选择的方案,提高加工精度和效率,并能够对其应用和发展前景作出展望。
预期的具体成果包括:实验数据记录和分析,研究报告撰写, 以及相关研究成果的学术论文发表等。
用于煤浆槽防沉降射流搅拌系统CFD研究
用于煤浆槽防沉降射流搅拌系统CFD研究胡剑光【摘要】采用计算流体力学(CFD)方法考察了射流搅拌替代煤浆槽现有机械搅拌的可行性,进行了不同初始流速及射流位置下槽体内流场特征的数值模拟,在此基础上探讨了不同射流条件对颗粒沉降的影响.模拟结果表明,在射流初始速度为5~15m/s的条件下,底部射流易造成槽体左侧低速区,不利于颗粒悬浮,且随着流速的增加,这一状况未得到有效改善;侧向射流可有效防止煤粉颗粒在槽体底部沉积,且随着射流速度的增加,槽内颗粒分布均匀性得到改善,但同时会导致操作能耗增加.【期刊名称】《上海化工》【年(卷),期】2017(042)001【总页数】5页(P16-20)【关键词】射流;搅拌;计算流体力学【作者】胡剑光【作者单位】上海华谊能源化工有限公司上海200241【正文语种】中文【中图分类】TE972煤浆槽是水煤浆气化工段的重要设备,主要承担使煤粉颗粒在液相中均匀分散的重要任务。
其中,搅拌系统为核心,一旦其发生故障,易出现煤粉颗粒下沉的现象,进而影响后续气化操作的顺利进行。
因而寻求一种新的且较为合理的搅拌方式,将其作为现有搅拌系统的应急补充,对于确保煤浆槽搅拌系统乃至后续工段的平稳运行意义重大。
液-固系统的混合方法主要有机械搅拌、气泡搅拌和射流搅拌等,现有电机驱动桨叶运动的方式属于典型的机械搅拌。
水煤浆黏度较大,若采用气泡搅拌易产生气泡在液相中滞留的现象,会对后续气化操作造成一定影响,因而气泡搅拌并不适用。
由于射流搅拌通常在同种流体中进行,对于不同体系适用性较好,近年来已在诸如农业生产、环境保护、化工生产、航空航天及大型原油储罐防止油品沉降等领域得到了较为广泛的应用[1-5]。
为此本课题主要探讨射流搅拌在煤浆槽搅拌系统中运行的可行性。
上海华谊能源化工有限公司4#工程所用煤浆槽的槽体呈立式,尺寸为Ø9000mm×10000mm,体积为740m3。
由于该设备尺寸较大,采用实验方法进行射流搅拌研究并不可行,因而需寻求一种新的研究方法。
射流式水泥浆液制造器的研究
Ab ta t a e n p n il , rt a d d a b c sa ay e f to su e u n ri ca n n u t l ry ma i g sa e , s r c :B s d o r cp e me s n r w a k n ls so h d s d d r g a t ila d p e ma i su r — k n tg s a i i me i i f c
A t d n J tTy e Ce e tSu r a hn S u y o e p m n l r y M c i e
’
WagQuig n il n
io u t h no gHy rg oo ia gn eigC . t.Ja z o He a 5 1 0 a zoCi S e ln do e lgc l y En ie r o Ld, iou , n n4 4 0 ) n
Ke w r s w tr l kn ru n ; lr kn a e jt y e s u tr p n i e y o d : ae bo igg t g s r ma igs g ;e tp ; t c e r c l c o i uy t r u i p
0 概 述
备 主 要 构 成 部 分 结 构 的介 绍 ,说 明 了其 工 作 原 理 和使 用 方 法 。焦 煤 集 团 九里 山矿 1 1 1 作 面 和 古 汉 山矿 10 2 40 工 19 ( 工 作 面 的堵 水 实 践证 明 , 设备 的堵 水 率 为 10 不仅 可 以提 高 注 浆 的 速 度 及 质量 , 低 劳 动强 度 , 善 注 浆 工 西) 该 0 %, 降 改
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0概述在煤炭生产和建设中,地下水害直接威胁矿井安全,是煤矿五大灾害之一,是仅次于瓦斯爆炸的重大灾害。
地下水害影响井下工程进度和质量,恶化劳动条件,增加排水设备和费用,甚至造成淹井事故。
为了保障矿井生产建设的安全或当矿山井下发生突水事故时,常需进行注浆堵水或对井下的突水点进行注浆封堵。
即在突水点对应的地面,采用钻机打若干注浆孔,将水泥制成浆液,掺一定数量的附加剂,通过注浆设备压入含水层或突水点,凝固后堵住水源通道,以便减少和杜绝井下的突水量,从而达到制服水患的目的。
在煤矿注浆堵水过程中,制造水泥浆液的方法有多种。
不同的设备,不同的仪器,不同的方法直接影响制造水泥浆的速度、质量,同时还影响着现场工人劳动强度的大小、工作环境的好坏以及使用设备的多少。
在经历了人工造浆阶段和风动造浆阶段后,设计制造了射流式水泥浆液制造器。
多个工程实践应用证明,该设备不仅可以提高注浆的速度及质量,降低劳动强度,改善注浆工地环境卫生,而且设备安装简便,操作简单,容易维护,不受场地、注浆量大小、注浆点远近的限制。
1水泥浆液制造的发展阶段随着生产的不断发展,目前注浆堵水已普遍应用于煤炭、冶金、水电和铁道部门,成为治理地下水害行之有效的方法。
在注浆堵水过程中,水泥浆液的制造经历了三个不同的发展阶段:人工造浆阶专利项目:专利号ZL 200820221491.2。
作者简介:王秋玲(1962—),女,河南焦作人,工程师,长期从事水文地质钻探行业机械设计与加工。
收稿日期:2010-02-25责任编辑:樊小舟射流式水泥浆液制造器的研究王秋玲(焦作市神龙水文地质工程有限公司,河南焦作454100)摘要:在分析人工造浆阶段和风动造浆阶段原理及优缺点的基础上,开发研制出射流式水泥液制造器。
通过对该设备主要构成部分结构的介绍,说明了其工作原理和使用方法。
焦煤集团九里山矿14101工作面和古汉山矿11092(西)工作面的堵水实践证明,该设备的堵水率为100%,不仅可以提高注浆的速度及质量,降低劳动强度,改善注浆工地环境条件,而且具有价格便宜、设备安装简便、操作简单、容易维护,不受场地、注浆量大小、注浆点远近的限制等优点。
关键词:注浆堵水;造浆阶段;射流式;结构原理中图分类号:P634.8文献标识码:AA Study on Jet Type Cement Slurry MachineWang Qiuling(Jiaozuo City Shenlong Hydrogeological Engineering Co.Ltd.,Jiaozuo,Henan 454100)Abstract:Based on principle,merits and drawbacks analyses of methods used during artificial and pneumatic slurry-making stages,a jet type cement slurry machine has been developed and manufactured.Through the introduction to structure of main component parts of the machine,illustrated its operating principle and direction.The water blocking practices in Jiaozuo Coal Industrial Group's Jiulishan Coalmine No.14101working face and Guhanshan Coalmine No.11092(west)working face have demonstrated that the blocking rate is 100%.Thus the machine not only can enhance grouting rate and quality,reduce labor intensity,improve site surroundings condition,but also has excellences of low-cost,easy to install,operate and maintain,free from limits of site,grouting quantity and grouting site distance.Keywords:water blocking grouting;slurry making stage;jet type;structure principle中国煤炭地质COAL GEOLOGY OF CHINAVol.22No.5May .2010第22卷5期2010年5月文章编号:1674-1803(2010)05-0074-03doi :10.3969/j.issn.1674-1803.2010.05.185期图1风动造浆系统工艺流程示意图Figure 1Sketch technological flow of pneumatic slurry-making system段、风动造浆阶段和射流造浆阶段。
1.1人工造浆在注浆堵水的初始阶段(20世纪50年代—70年代初),主要是搭建注浆台,靠人工将水泥一包包搬运到注浆台上,再将水泥倒入注浆台下的搅拌机中。
搅拌机进行搅拌后放入储灰池(地锅)中二次与沙混合搅拌,然后再由注浆泵将混合好后的泥沙浆液压入孔内。
人工造浆阶段的特点是:劳动强度非常大,一个注浆施工工地需要80个人,最多达到200多个人;造浆速度非常慢,因为每次搅拌的水泥数量有限,只能等水泥搅拌好放入储灰池后,才能再倒入水泥进行搅拌,一般情况下,每天造浆30~60t ;工人工作环境非常差,水泥灰尘飞扬,场地狭窄;施工工期长,一个注浆堵水工程平均需要6~12个月才能够完成。
1.2风动造浆20世纪70年代末至90年代,为了改变人工注浆的落后面貌,改善注浆工作条件,提高注浆速度,该公司与煤炭科学研究院西安分院共同研制出了风动造浆系统(图1)。
当进行钻孔注浆时,风由空压机压缩后,进入油水分离器过滤清洁,然后进入操纵台的风包,由操纵台阀门通向各设备。
当汽车装满散装水泥到工地后,把运输罐的出灰管与储存仓进灰管接通,并接通运输罐风管(上下各一个),然后开启操纵台阀门,水泥即进入储存仓内,4~5min 即可卸完。
注浆时,先向搅拌机送水,继之操纵台向搅拌风管送风,使转动;水泥由储存仓发出,经计量泵定量后,进入搅拌机制作浆液。
每立方米浆液搅拌时间需3min 左右。
制成的浆液放入储浆池与沙进行二次搅拌后,用注浆泵压入钻孔向含水层进行注浆。
风动造浆虽然节省了人力(一个注浆施工工地需要40个人),降低了劳动强度,提高了效率(一般情况下,每天造浆100~200t ),但施工工期较长(一个注浆堵水工程平均需要4~8个月才能够完成)。
由于系统复杂,安装、维护难度大、速度慢,并且在一定程度上受工程量大小、地理位置、注浆点远近的限制。
1.3射流造浆随着煤矿开采量的增大,安全生产要求的提高,注浆堵水显得尤为重要。
在风动注浆的基础上,经过反复的现场设计、制造和实验,对原有设备又作了进一步的改进,简化了繁杂的设备,设计出仅用2台储灰罐,1台射流泵,2台注浆泵,1台地锅,6台微型振动电机就能达到注浆堵水要求的射流式造浆系统(图2)。
一般情况下,射流式造浆系统每天造浆300~600t 。
一个注浆施工工地只需要15个人就可以了。
该设备具有施工工期短(一个注浆堵水工程平均需要2至4个月就能够完成),设备简单,安装、维修非常容易,一般钻机工人就能够排除故障的特点。
2射流造浆的结构原理2.1结构在射流式造浆系统中起关键作用的就是射流式水泥浆液制造器(图3)。
该设备中锥形漏斗是用普通无缝管或者螺旋管制作,直径不同。
锥形漏⑾的底部是密封的。
锥形漏斗(4)内部利用吊环固定的缓冲罩是用钢板琢成的,形状如斗笠,其下部边缘直径要与锥形漏斗(4)的内径有一定间隙,间隙大小可根据需要下灰速度快慢决定。
流量调节阀是根据水流阀门原理制作。
出浆口是利用废弃的泥浆泵缸套,一头焊在管子上,一头外径套入胶管内即可。
进水口与出浆口分列锥形漏斗⑺下部管子两侧,进水口是用旧钻杆制成焊在管子上。
高压快速接头是用45#圆钢制成的一头与进水图2射流式造浆系统示意图Figure 2A schematic diagram of jet type slurry-making system王秋玲:射流式水泥浆液制造器的研究75第22卷中国煤炭地质图3射流式水泥浆液制造器示意图Figure 3A schematic diagram of jet type cement slurry machine口丝扣连接,一头与2″高压胶管配套的接头。
2.2原理当钻孔钻进到设计位置开始注浆时,将法兰盘联接到散装水泥储灰罐的下部排料口,并在储灰罐底部对称装2台YZS 系列振动电机,在缓冲罩位置的外部也装一台YZS 系列振动电机,当水泥下落不畅时,启动振动电机,控制流量调节阀,使水泥均匀连续落入到锥形漏斗⑺内部,高压射流泵通过三通及胶管分别与2台射流器下部的高压快速接头连接,吸入清水后连续不断的向进水口流入高压水,与落下的水泥充分浸润形成浆液,由出浆管排出进入地锅与沙均匀搅拌制成浆液。
然后再用注浆泵将充分搅拌好的浆液压入钻孔向突水点或含水层进行注浆。
根据注浆需要可随时调整射流泵和注浆泵的流量和压力。
3特点①它把人工体力劳动的工序射流化了。
整个施工过程具有工作效率高,劳动强度低,节省人力,现在一个大的注浆工地有15个人左右即可。
灰浆粘度随意掌握,每天造浆可高达300~600t 。
注浆人员在造浆过程中,仅作些操作阀门、清洗、维护工作,劳动强度大大降低。
②水泥基本上在密闭的容器内进行,减少了尘土飞扬,极大的改善了卫生环境。
③与风动造浆系统相比,设备安装简单、操作方便,不受场地、工作量大小、注浆点的远近等限制,可根据需要随意调整。
④水泥运输罐及储灰罐均由生产厂家提供,不需自己运输、卸灰。
4使用射流式水泥浆液制造器案例①2005年11月—2006年1月,焦煤集团九里山矿14101工作面发生特大岩溶裂隙水突出,最大涌水量46t /min ,突水底鼓将综采设备埋没,造成14101工作面停产,并对14采区生产构成严重威胁。
从2006年2月8日—2006年2月24日,通过注1孔、注3孔、注4孔、向L8灰岩岩溶裂隙高压灌注水泥沙浆,共注沙5082m 3、水泥4570.3t 、速凝剂200t,将14101工作面突水全部堵住。