热流道结构组成及培训资料
热流道结构组成及培训

3.发热棒表面接触不是很 好,容易损坏,更换维 修不方便,易损耗。
6
发热线式加热
a.添加附加物,在发热线上
覆盖附加物。如YUDO 附加 青铜、DME附加固化物。 (见附图)
优点:热损失较少、加热较充分。 青铜(固化物) 缺点:成本较高、更换维修不方便。
7
b.不加附加物,如MOULD-
3
1.热电偶和感温 线分开, 感温 比较准确.
2.咀芯直接收在 咀身上结构比
较简单.
1.热咀尺寸比较大. 2.不能换颜色, 产品可能有黑杂色. 3.咀芯为铍铜不好啤玻纤料, 啤纤料时改
用硬质合金咀芯. 4.封胶位在咀身上,损坏更换比较麻烦, 成
本也较高. 5.头部也可能有冷胶. 6.感温线出线处易折断. 7.漏胶后可直接进入发热线.
• 4 热嘴的型号选择 根据过胶量选择热嘴大小
• 5: 运水的设计 要正确设计浇口冷却系统,当浇口冷却不充分时,会使加工周期变长,有时会产生流
延现象。一般冷却水孔距封胶位最小8mm,对一些表面要求较严格的产品可采用运水套的 冷却形式。 • 6 客户对热流道设计的评判. 平衡流道及温度分布设计,各温控区单独控制。 正确浇口的结构与尺寸,保证型腔充分填充。 针阀式浇口及时关闭。 流道无死角区域,保证快速换色,防止材料降解。 7 典型案例: 叠层模和顺序控制模具,气辅热流道 模具
●热咀开框时要加上膨胀量E ●用万能表检测发热装置后方可进行下一步装配
13
二.热咀进行安装时应注意:
●热喷咀应小心安装,防止咀尖或密封区受到损坏,咀头封
胶位的任何划伤都可能导致漏胶。 ●安装前用溶剂清除保护油。
●检查热咀开框的尺寸,确保全部尺寸及公差正确。
注塑模具热流道
注塑模具热流道(实用版)目录一、注塑模具热流道的概念和分类1.1 热流道的定义1.2 热流道的分类二、热流道的工作原理和结构2.1 热流道的工作原理2.2 热流道的结构组成三、热流道的设计要点3.1 通道设计3.2 喷嘴设计3.3 温度控制设计四、热流道的应用优势和注意事项4.1 应用优势4.2 注意事项五、热流道系统的维护和故障排除5.1 维护方法5.2 故障排除正文一、注塑模具热流道的概念和分类注塑模具热流道是指在注塑模具中设置的用于引导熔融塑料从注塑机喷嘴到达模具腔体的通道。
热流道技术是注塑成型工艺的重要组成部分,能够提高生产效率、降低生产成本、提高产品质量。
根据热流道的结构和特点,热流道可以分为以下几类:1.1 热流道的定义热流道是一种特殊的注塑模具结构,它通过在模具中设置加热装置,使熔融塑料在进入模具腔体之前保持熔融状态,从而实现连续注塑,提高生产效率。
1.2 热流道的分类热流道可以根据不同的结构特点进行分类,常见的分类如下:(1)单点热流道:只有一个喷嘴的热流道系统,适用于单腔模具。
(2)多点热流道:多个喷嘴的热流道系统,适用于多腔模具。
(3)顺序热流道:按照一定顺序依次开启喷嘴的热流道系统,适用于有特定要求的注塑成型工艺。
二、热流道的工作原理和结构2.1 热流道的工作原理热流道的工作原理是通过在模具内设置加热装置,将熔融塑料从注塑机喷嘴引入模具腔体。
在热流道系统中,熔融塑料在通道内保持熔融状态,从而实现连续注塑。
热流道系统可以根据需要对各个喷嘴进行独立控制,以满足不同生产工艺的要求。
2.2 热流道的结构组成热流道系统主要由以下几部分组成:(1)通道:连接注塑机喷嘴和模具腔体的通道,用于引导熔融塑料流动。
(2)喷嘴:将熔融塑料引入通道的部件,可以根据需要设置多个喷嘴。
(3)加热装置:用于加热通道,保持熔融塑料的熔融状态。
(4)温度控制系统:用于控制加热装置的温度,保证熔融塑料在通道内保持一定的温度。
热流道产品学习资料 精品

热流道模具结构
热流道系统塑料模具分类
1.单头热流道系统塑料模具:将熔融状态塑料由注塑机 注入喷嘴连接板,经喷嘴到达喷嘴头后,注入型腔。 2.多头热流道系统塑料模具:熔融状塑料由注塑机注入 喷嘴连接板,经热流道板流向喷嘴后到达喷嘴头,然 后注入型腔。 3.阀浇口热流道系统塑料模具:它与普通多头热流道系 统塑料模具有相同的结构,另外还多了一套阀针传动 装置控制阀针的开、闭运动。该传动装置相当于一只 液压油缸,利用注射机的液压装置与模具连接,形成 液压回路,实现阀针的开、闭运动,控制熔融状态塑 料注入型腔。
热流道相关技术知识资料
盘起工业(大连)有限公司 营业管理部
热流道技术
热流道技术是应用于塑料注塑模浇注流道系统的 一种先进技术,是塑料注塑成型工艺发展的一个 热点方向。 是指从注射机喷嘴送往浇口的塑料,在每次注射 完毕后流道中的塑料不凝固,始终保持熔融状态。 在每次开模时不需要将流道中的塑料固化作为废 料取出,滞留在浇注系统中的熔料可在再一次注 射时被注入型腔。
热流道系统的组成及工作原理
热流道系统一般由热喷嘴、分流板、温控箱和附件等 部分组成。
工作原理
是在塑料模具内安装加热器,利用加热和温度控 制的原理使模具的浇道和浇口的塑料保持熔融状 态。 由于在流道附近或中心设有加热棒和加热圈,从 注塑机喷嘴出口到浇口的整个流道都处于高温状 态,使流道中的塑料保持熔融,停机后一般不需 要打开流道取出凝料,再开机时只需加热流道到 所需温度即可。 基本来讲,可以把热集流管视为机筒和注塑机喷 嘴的延伸部分。热流道系统的作用就是把材料送 到模内的每一浇口。
热流道技术的优点
(3)节省塑料原料。因热流道模具不产生 浇道凝料,所以可以节省成本. (4)消除后续工序,有利于生产自动化。 制件经热流道模具成型后即为成品,无需 修剪浇口及回收加工浇道凝料等工序,有 利于生产自动化,大幅度提高生产效率。
热流道整理
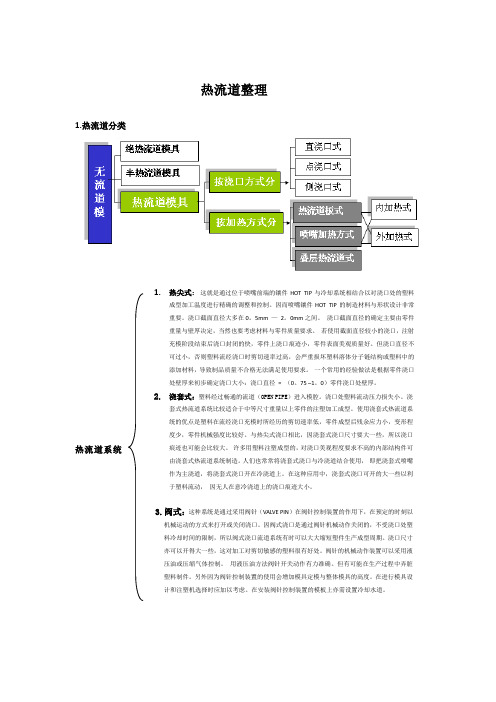
热流道整理1.热流道分类热流道系统2.热流道系统的组成尽管世界上有许多热流道生产厂商和多种热流道产品系列,但一个典型的热流道系统均由如下几大部分组成:1.热流道板(MANIFOLD)2.喷嘴(NOZZLE)3.温度控制器4.辅助零件3.热浇道之原理:作为注塑模具系统的一个常用部件,是通过加热的办法来保证流道和浇口的塑料保持熔融状态。
由于在流道附近或中心设有加热棒和加热圈,从注塑机喷嘴出口到浇口的整个流道都处于高温状态,使流道中的塑料保持熔融,停机后一般不需要打开流道取出凝料,再开机时只需加热流道到所需温度即可。
因此,热流道工艺有时称为热集流管系统,或者称为无流道模塑。
简要言之,热流道就是注塑机喷咀(炮筒嘴)的延伸。
4.热流道应注意的问题1.热流道模具需要精密加工机械作保证。
热流道系统与模具的集成与配合要求极为严格,否则模具在生产过程中会出现很多严重问题。
如塑料密封不好导致塑料溢出损坏热流道元件中断生产,喷嘴镶件与浇口相对位置不好导致制品质量严重下降等。
2.与冷流道模具相比,热流道模具操作维修复杂。
如使用操作不当极易损坏热流道零件,使生产无法进行,造成巨大经济损失。
对于热流道模具的新用户,需要较长时间来积累使用经验。
5.热流道应用主要技术关键1.塑料温度的控制:问题直接来源于热流道系统温度控制的不好。
如使用热针式浇口方法注塑成型时产品浇口质量差问题,阀式浇口方法成型时阀针关闭困难问题,多型腔模具中的零件填充时间及质量不一致问题等。
如果可能应尽量选择具备多区域分别控温的热流道系统,以增加使用的灵活性及应变能力。
2.塑料流动的控制:塑料在热流道系统中要流动平衡。
浇口要同时打开使塑料同步填充各型腔。
对于零件重量相差悬殊的FAMILYMOLD要进行浇道尺寸设计平衡。
否则就会出现有的零件充模保压不够,有的零件却充模保压过度,飞边过大质量差等问题。
热流道浇道尺寸设计要合理。
尺寸太小充模压力损失过大。
尺寸太大则热流道体积过大,塑料在热流道系统中停留时间过长,损坏材料性能而导致零件成型后不能满足使用要求。
热流道培训资料ppt课件

15
* 塑料的名称和塑料型號 塑料的成型温度,冷却温度不一样 澆口附近的運水設計
* 产品的重量 热嘴大小的选用 分流板流道的设计
* 产品的颜色 是否要换色 是否透明
16
* 产品的厚度 浇口的大小 太薄时高速注塑要考虑流道加大,硬度加硬等
* 浇口开在产品还是流道上 产品上要考虑无水口类型(VALVE TYPE) 流道上,产品的厚度小于水口时要做拉料杆
在热流道模具的设计和应用中, 有诸多值得考虑和重视 的问题, 这些问题解决得好坏, 直接关系着热流道系统 的成败和制品质量。因此, 对热流道系统的故障及其成 因进行探讨, 了解热流道模塑应用中应注意的事项, 无 疑十分有助于热流道模塑技术的成功运用。
35
2 热流道模塑常见故障分析及其对策 2. 1 浇口处残留物突出或流涎滴料及表面外观差
36
注射模热流道故障及其对策
37
注射模热流道故障及其对策
浇口形式的选择与被模塑的树脂性能密切相关。 易发生流涎的低粘度树脂,可选择阀浇口。结晶 型树脂成型温度范围较窄, 浇口处的温度应适当 较高, 如POM、PPEX 等树脂可采用带加热探 针的浇口形式。无定型树脂如ABS、PS 等成型 温度范围较宽, 可采用图1e , 由于鱼雷嘴芯头部 形成熔体绝缘层,浇口处没有加热元件接触,故可 加快凝结。
温度控制不当; 流道或浇口尺寸过小引起较大剪切生热; 流道内的死点导致 滞留料受热时间过长。 2. 2. 2 解决对策 (1) 温度的准确控制。为了能准确迅速地测定温度波动, 要使热电偶测温头 可*地接触流道板或喷嘴壁, 并使其位于每个独立温控区的中心位置, 头部感 温点与流道壁距离应不大于10mm 为宜,应尽量使加热元件在流道两侧均布。
热流道培训教材

热流ห้องสมุดไป่ตู้培训教材
加工设备(Equipment)
MAZARK
PPT文档演模板
热流道培训教材
l 品质 Quality :
l
l
1: 10余年的热流道工作经验
l
10 years work experience for hot runner
2.发热线和热电偶连 在一起,
3.头部定位环压在上 面, 可能引起热散 失而冷胶.
4.咀头漏胶进入发热 线.
PPT文档演模板
热流道培训教材
PPT文档演模板
1.热咀尺寸比较大.
1.热电偶和 感温线 分开, 感 温比较 准确.
2.咀芯直接 收在咀 身上结 构比较 简单.
2.不能换颜色, 产品可能 有黑杂色.
West china 成都 : TEL: 0086-28-84430322
Europe Office瑞典: TEL:+46 511 162 00
西班牙: TEL:+34 93 309 86 37 葡萄牙: TEL:+35 1 244 772 705 意大利: TEL:+39 0331 899 998 法国: TEL:+33 344 835 801 土耳其: TEL:+90 212 612 8406 德国: TEL:+49 7735 1479
3.咀芯为铍铜不好啤玻纤 料, 啤纤料时改用硬质 合金咀芯.
4.封胶位在咀身上,损坏更 换比较麻烦, 成本也较 高.
5.头部也可能有冷胶. 6.感温线出线处易折断. 7.漏胶后可直接进入发热
热流道结构组成及培训34页PPT
热流道结构组成及培训
56、死去何所道,托体同山阿。 57、春秋多佳日,登高赋新诗。 58、种豆南山下,草盛豆苗稀。晨兴 理荒秽 ,带月 荷锄归 。道狭 草木长 ,夕露 沾我衣 。衣沾 不足惜 ,但使 愿无违 。 59、相见无杂言,但道桑麻长。 60、迢迢新秋夕,亭亭月将圆。
Hale Waihona Puke 66、节制使快乐增加并使享受加强。 ——德 谟克利 特 67、今天应做的事没有做,明天再早也 是耽误 了。——裴斯 泰洛齐 68、决定一个人的一生,以及整个命运 的,只 是一瞬 之间。 ——歌 德 69、懒人无法享受休息之乐。——拉布 克 70、浪费时间是一桩大罪过。——卢梭
热流道知识点总结
热流道知识点总结一、热流道系统的构成热流道系统是由热流道模块、加热系统、温控系统和控制系统组成的。
其中,热流道模块包括热流道板、喷嘴、热流道阀门等部件,它们的设计和制造质量直接影响着热流道系统的稳定性和成型品的质量。
加热系统负责为塑料液体提供所需的热量,保持热流道中塑料的流动状态。
温控系统用于实时监测和控制热流道系统中的温度,确保成型品的成型质量。
控制系统则负责控制整个热流道系统的工作,包括温度调节、喷嘴开关和塑料流量控制等。
二、热流道系统的优势相比传统的冷流道系统,热流道系统具有以下几个优势:1. 减少废品率热流道系统能够有效控制塑料的流动和冷却,减少成型品的熔接线和瘤状缺陷,从而降低废品率。
2. 提高生产效率由于热流道系统能够加快塑料的冷却速度,因此可以缩短注射周期,提高生产效率。
3. 节约原材料热流道系统可以更准确地控制塑料的流动路径和充填时间,减少了对原材料的浪费,节约了生产成本。
4. 改善成型品质量热流道系统能够减少成型品内部的应力和变形,提高了成型品的质量和表面光洁度。
5. 扩大设计自由度热流道系统可根据产品的设计要求灵活调整塑料的流动路径和充填方式,提高了产品的设计自由度。
三、在塑料成型中的应用热流道技术广泛应用于各类塑料成型品的生产中,包括工业产品、电子产品、汽车零部件等。
它在以下几个方面发挥了重要作用:1. 成型品结构复杂对于结构复杂的成型品,热流道系统能够更精确地控制塑料的流动路径,保证成型品的结构完整和一致性。
2. 薄壁成型热流道系统能够加速塑料的冷却速度,使得薄壁成型更容易实现,避免了因塑料冷却不均匀而产生的熔接线和卡痕等缺陷。
3. 高精度成型对于精度要求高的成型品,热流道系统能够保证成型品的尺寸精度和表面质量,提高了成型品的可靠性和一致性。
四、热流道系统的设计和调试1. 热流道系统的设计热流道系统的设计需要根据成型品的结构和要求进行合理的布局和尺寸确定。
设计时需要考虑塑料的流动路径、冷却时间、喷嘴的布置位置等因素,以保证成型品的质量和生产效率。
热流道结构 ppt课件
Nozzle Housing 注口座
Tip Retainer 注嘴固定器
Tip Insert 注嘴插件
Nozzle
ppt课件
Components
注口组件
7
防转片要放到位 弹簧方向
注口定位隔热套 此两面不要损伤
注口座螺牙要清洁 注嘴固定器螺牙 要清洁,用手轻松 地旋入再加扭矩
13
• 电源线及感温线 - 2
10号与22号接反
注嘴及主流道加 热圈导线,电阻 为100到300欧姆
正确接法
分流板加热圈导 线,电阻只有几 十欧姆。
地线必须接上
电源线及感温线 ppt课件
14
• 夹线的情况 接线完毕有必要检查是否有夹线的情况,严重时会导致接地漏电。
夹线的情况
ppt课件
15
• 热流道的使用:
面的损坏。
热流道的使用
ppt课件
16
• 温控器的使用
a. 通过观察实际的温度、功率、电流,可基本判断各加热器及感温 线是否工作正常。
b. 不得使用与温控器控制板上型号不同的保险丝。
温控器的使用
ppt课件
17
• U350 注嘴组件
ppt课件
18
• U500 注嘴组件
ppt课件
19
• U750 注嘴组件
分流板定位销
Manifold Hold Down Screw
分流板固定螺钉 Center Locating
Insulator 中心定位隔热套
Guide Pin 导销
Manifold Plate 热流道板
Electric Connector 电气连接器 Backing Plate 背板 Manifold Heater 分流板加热器 Manifold Thermocouple 分流板热电偶 Sprue Heater 浇道加热器 Sprue Bushing 浇道衬套
热流道基础知识培训
5
2 2 2 2 2 2 1 2 2 1 2 2
成都
广州 长安 宝安 珠海 宝安 长安 松江 常平 长安 杭州 宝安 顺德
成都市联余精密机械有限公司
广州华研精密机械有限公司 东莞佳鸿机械制造有限公司 麦士德福科技(深圳)有限公司 珠海格力电器股份有限公司 深圳市米高科技有限公司 东莞奈那卡斯精密汽车配件有限公司 上海乔茂注塑机械有限公司 东莞市群佳实业有限公司 东莞市长安瀚茂模具厂 浙江恒道科技有限公司 深圳振华精工热流道工程有限公司 佛山市顺德弗伦克热流道科技有限公司
温控器优势功能及特点:
1、微电脑PIDD自动控制+电脑自动微调(VA软启动),全量程显示,观察方便,度数 精确,抗干扰性能好,具有自动补偿,自动保护功能。 2、能由面板切换自动/手动/自动微调/soft-start之输出功能。 3、具有开机时微电脑自动调整功率输出防止瞬间启动加热烧毁电热。 4、具有断电、断偶声光报警和漏电保护功能。 5、温度显示可切换摄氏/华氏,控温范围0~537℃。 6、温度控制精度达±0.1 ℃,热电偶J型及K型(选择)。 7、箱体采用新型铝型材设计,外观轻盈大方。 8、温控表采用最新设计:采用宽频电源,瞬间可耐电压10000V,电路板采用封胶设计, 防止灰尘及铁屑引起的短路。
热流道常用材料
H13(8407/SKD61) 日本叫SKD61、瑞典叫8407,其具有良好耐热性,抗热疲劳性能及耐液态金 属冲蚀性能,高淬透性,优良综合力学性能,较高的抗回火稳定性。 (一般用来做热喷嘴) 718H(P20+Ni/2738) 美国叫P20+Ni,德国叫2738,由于加了1%的Ni,淬透性极佳,可预硬交货。 (预硬HRC30~34)具有良好的电火花加工性能和抛光性能。 (一般用来做分流板) 4CR13(S136/2083/420) 日本叫S136,德国叫2083,美国叫420,属中碳高烙型耐蚀模具材料,淬回火 有较高硬度,耐蚀性和抛光性。 (一般用来做喷嘴、分流板)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3
1.热电偶和感温 线分开, 感温 比较准确. 2.咀芯直接收在 咀身上结构比 较简单.
1.热咀尺寸比较大. 2.不能换颜色, 产品可能有黑杂色. 3.咀芯为铍铜不好啤玻纤料, 啤纤料时改 用硬质合金咀芯. 4.封胶位在咀身上,损坏更换比较麻烦, 成 本也较高. 5.头部也可能有冷胶. 6.感温线出线处易折断. 7.漏胶后可直接进入发热线.
13
二.热咀进行安装时应注意:
●热喷咀应小心安装,防止咀尖或密封区受到损坏,咀头封 胶位的任何划伤都可能导致漏胶。 ●安装前用溶剂清除保护油。 ●检查热咀开框的尺寸,确保全部尺寸及公差正确。 ●小心将热咀放入座孔中,直到热咀与开框的密封区接触后,再轻轻压入 到位,用力不要过猛。 ●在安装完毕前,将导线放入线槽中,不要过度弯曲热电偶导线,也不能依赖导线 拉动或转动热咀 。安装时要确保加热丝和热电偶的导线不会被过分折弯或被破 坏(尽量控制在90以内) ●在一模多腔情况下,检查确保所有热喷咀的W面在同一平面(如平面度误差为+/0.02) ●保证热喷咀与模具在接触时维持最小接触面积 ●检查所有热喷咀安装高度确保正确后,热分流板方可被装入模具中,一切就绪后 再安装O型密封圈 ●当加热到设定温度后,检查热喷咀在热状态后咀尖与浇口之间的间隙,周围的间 隙必须保证均匀,如果没有间隙或者间隙太小(小于0.2mm),请检查浇口规格和E值 计算结果是否正确. ●安装后都要对电路控制系统进行检查,以确保能正常运行
4
平衡式热分流板系列
热分流的加热方式 1、发热棒式加热
优点:备件易储备。 缺点:
1.发热线连接处易断线。
2.在做较复杂分流板时不 易做到热平衡。
a.两点式加热
发热棒
3.发热棒表面接触不是很 好,容易损坏,更换维 修不方便,易损耗。
5
b.四点式加热
优点:功率大,热量分布均匀。
缺点:1.发热线连接处易断线。
2.在做较复杂分流板时不
易做到热平衡。
发热棒
3.发热棒表面接触不是很 好,容易损坏,更换维 修不方便,易损耗。
6
发热线式加热
a.添加附加物,在发热线上
覆盖附加物。如YUDO 附加 青铜、DME附加固化物。 (见附图)
优点:热损失较少、加热较充分。
青铜(固化物)
MOULDTIP形式。(见附图)
11
安装
• • • 判断发热线,感温线和地线的接法 判断热电偶正负 判断热电偶和温控箱配备的方法(K,J型)
12
• 一.客户加工阶段:(如下图所示)
●G和d4应保持同心 ●d4和W应保持垂直 ●d1和d4之间应保持同心 ●为防止漏胶,封胶位需与热咀高精度配合 ●对浇口部位进行精密的加工处理,要保持精度和光洁度 ●热咀开框时要加上膨胀量E ●用万能表检测发热装置后方可进行下一步装配
14
• 三.安装热分流板
按以下程序正确计算热喷咀和热分流板的膨胀量,是防止漏胶的重要条件: ●测量热分流板、钢垫块、钛合金垫块、L4的总高度 ●然后测量整个为安装热喷咀及热分流板所制作的空间,使尺寸完全达到要求,如测量 从W面到定模固定板(底板)的高度等等 ●在工作温度下,热分流板钛合金垫块应高定模固定板(底板)0.10mm,空隙的重叠,这个 距离通过磨削钢垫块进行调整 ●安装钛合金定位块、销钉、摆正分流板,选择适当螺栓规格收分流板于模具.(当固 定耳上孔直径为12 mm时,选用模具级M8的螺栓并加装淬硬垫片)。 ●请在所有螺栓上涂上防锈油,便于以后拆卸螺栓,注意紧固耳的作用是为了便于安 装,不是为了紧固分流板和替换垫块,故不能将紧固耳上的螺栓过分拧紧,否则加热分 流板时可能导致螺栓遭到破坏。 ●使用定位块或导柱来确保定模固定板(底板)和热喷咀座板的位置.特别是针阀式热 咀时面板和A板必需有定位装置. ●热咀上的发热圈、热电偶及分流板发热管需留出接线槽,所有导线最终连接到接线 盒,接线盒一般在模具上方(天侧)。导线不能被绞曲或过分折弯,并采用接线柱或铝 盖板进行保护。 ●装配前,用溶剂清洁分流板,去掉保护油。 ●在热喷咀上面涂上红丹,装上热分流板,检查密封环(如果需要),检查热喷咀是 否全部都与热分流板接触 ●在热喷咀上装配“O”密封圈。。 ●检查定模固定板(底板)和主进料咀发热圈之间是否有接触,检查模具定位环与主 进料咀之间的间隙(不要太大,保持0.4 mm就可以) ●为热分流板、加热圈、热电偶接线,进行最后检查。 ●(接线时防止触电,接线工作需要专业人员完成 15
a.堵头式
b.镶件式(方形)
b.镶件式(圆形)
9
2、电脑锣加工流道,扩散焊连接
特点:将分流板分开两半,分别用电脑锣加工流道,可
得到较光滑、无死角的流道,然后再用先进的扩
散焊工艺将两块板焊接在一起。但加工工艺复杂, 且成本比较昂贵,所以很少使用。
10
如何选择热流道
• 1 要知道该模具为什么要用热流道 产量大 (成本) 难成型
热流道的基本组成
所有的分流板配件 采用优质的模具钢 面板 定位环 钛合金介子防止 热损失到模具上
热流道板
调整介于可 调整间隙 堵头端部圆角确保 流道内没有死角
A板
钛合金定位块确保最 小的热损失到模具
平衡的流道
MOULD-TIP 提供多 款性能优良的热咀
热流道培训资料
1
汽缸板
圆汽缸
流道板 定位套定 位防漏胶
运水孔防汽缸过热 导致密封圈损坏
A板
针阀热咀
2
了解热流道的优点 热嘴
图片 优点 缺点
1 可换颜色. 2 咀头,绝热性好. 3.咀芯较长, 同心好. 4.传热性好.
1.咀芯 啤玻纤料易磨损. 换用硬质合金咀芯. 2.发热线和热电偶连在一 起, 3.头部定位环压在上面, 可 能引起热散失而冷胶. 4.咀头漏胶进入发热线.
热流道系统的优点: 缩短加工周期,提高效率。 代替冷浇道,从而不产生料把,水口料无需再粉碎。 提高产品一致性,提高产品质量。 改善浇口外观。 降低产品应力,减少产品变形。 采用阀浇口,进行分步注塑,加工制造不同规格尺寸的零件系列。 • 2 选择进胶的方式 点胶口 大水口 针阀胶口 • 4 热嘴的型号选择 根据过胶量选择热嘴大小 • 5: 运水的设计 要正确设计浇口冷却系统,当浇口冷却不充分时,会使加工周期变长,有时会产生流 延现象。一般冷却水孔距封胶位最小8mm,对一些表面要求较严格的产品可采用运水套的 冷却形式。 • 6 客户对热流道设计的评判. 平衡流道及温度分布设计,各温控区单独控制。 正确浇口的结构与尺寸,保证型腔充分填充。 针阀式浇口及时关闭。 流道无死角区域,保证快速换色,防止材料降解。 7 典型案例: 叠层模和顺序控制模具,气辅热流道 模具
优点:热量分布均匀,更换维修方便,成本
底。
缺点:有少量热散失。
加热片式加热
加热片
直接在分流板上覆盖一层含发热线的加热片,但 因造价高、不能维修,所以不经常使用 。
8
热分流板的流道加工方式
1、传统的深孔钻加工流道
特点:需专用的深孔加工设备,保证其流道孔的光洁
度要求,加工完成后一般采用两种方式堵流道孔。 a.堵头式 b镶件式