激光快速成形技术的应用_PPT幻灯片
快速成型技术应用(共8张PPT)

。比如微软的3D制模造型打业印也车间需,要在产很品多设计3D出来之没后错,,通过就3D是打“印机打打印印”出来模不型,是能说够让你设的计车制造是部3门D更好的这改是良产最品广,打阔造的出更一出个色的市产品。
美国德雷塞尔大学的研究人员通过对化石进行3D扫描,利用3D打印技术做出了适合研究的3D模型,不但保留了原化石所有的外在特征,同时还做
了比例缩减,更适合研究。
当然,到那时可能人工制作的食品单会位贵:很美多倍元。
15亿
没制错造, 业就也是需“要打很印多”食3D品打。印产品,因为3D打印无论是在成本、速度和精确度上都要比传统制1造0好亿很多。
而比根3如据D微 2打0软1印3的版技3的术D打无W本模印论o身型hl产非打是er常印s品在显适车示,成合间,因大,本2规在0为1、模产33年生品速D全产设打度球,计印3所出D以来打制之印食 经造后市品 开业,场。 始利通规用过模研 尝33约DD究 试4技打0人 打亿术印美能机员 印元带打已 巧,来印相很出比多来2好模0打 (处型12当,,年印然甚能几机至够乎或连让打翻许质设了印有量计一出控 制番一制造。来天都部的这不门再更是好个的场 的问改。 个题良。产在 性品未 笔,打来 筒造不 ,出更管 还出是 是色的你 有产品。 根当在。随据然未着2, 来 技0到不术13那管的版时是发的和 统 打大可你展W印规能的,精制oh人个甚l技模确造e工性至rs术生度 好显制笔可示本产作筒以上 很,的,打身,都 多2食还印0非所1品是出要 。3常以会有具年比 而贵你有全适制传3很半活球合造D多身性3D倍浮的打。雕人印克 久 起 品的体市力 的 来就手组场机织了 将 一是规外等模。 来 模用壳。约或 , 一食,40抑许 很 样品亿或美在 多 的3是元D你不 看 食打,和相爱比人2拥0也汽 全 会1有2年有车 将性的几世可行 一测乎界能业 些试翻上)了在 非等独,一一进 关工番而无。行键作二是的安部时说戒,指,你 壳 拥都有半 ,有可身 抑的能是世浮 或通雕 是界过3的 你上D打独手 和印机一机 爱打外 人无印出来的 比或如许微 在软不的久3的D业很将模利来多型,用打好很印3多车处D看技间,起,术来在甚一能产模至品带一设连样计来的出食来品之印 来就后机 的是,用通“ 。食过品打 当3D3打D印 然打印” ,印机机打出到“印打出印来”出模来件 替型的,用代。能3,够D打让在设印追计的制求造产效部品门率更好的二 是改的 通良产戒 过品3指,D打打,造印都出机更有出打可色印的能产出品。
激光快速成型技术的应用

型芯、型腔和模具需要不断地维护保养,以便获得较高的出模效率。
越来越多的模具制造商和塑料件生产商乐意选择具有灵活性和技术型的服务商。
Erwin Gottschall先生于1995创建LPT公司,他很早就认识到了激光技术的深远意义,也知道模具企业一般不愿接受激光熔化(Laser Melting)技术。
这首先是因为使用此种技术需要专门的知识,另外,对一般的模具制造商来说,也很难获得理想的应用效果。
而LPT正好填补了市场上的这一空白。
LPT拥有12个分公司和一个在德国Schleiz的激光金属快速成型技术中心,其零件加工能力已达5吨,客户超过2000家。
通过提供客户导向的顾问服务,Erwin Gottschall成了这一领域的专家。
“在某些情况下,如果传统工艺方法更有效,我们会推荐客户使用传统工艺方法。
而如果我们的焊接方法具有优势,我们就会使用焊接的方法。
当遇到随型冷却的情况时,我们会向客户推荐Concept Laser 公司的LaserCUSING激光成型技术。
我们的目标是向客户提供既能满足要求又经济的服务。
”Gottschall说。
LPT能够提供与技术无关的方案给客户,这就是他们与其竞争者不同之处。
图1 LPT的技术中心内,M3和M1设备产自Concept Laser公司。
灵活性LPT公司在2004年,第一次购买了Concept Laser公司M3 Linear激光熔化设备,用来加工大型激光快速成型零件,以及小批量零件生产。
经过几年的实践,金属激光熔化技术在激光能量、成型速度和零件质量等方面都取得了长足的进步。
为了保持公司未来在激光熔铸金属方面的竞争优势, LPT公司在2010年又购进了一台M1型激光快速成型设备,这是一台非常先进的设备。
它在德国Schleiz的工厂中,还配备了QM供粉装置。
自动筛粉机持续工作,保证了粉末的质量,从而也就保证了加工零件的质量,LaserCUSING事业部(位于德国Schleiz)的经理Lutz Fr?tzschner先生指出,这样做是为了确保零件的性能,即:模具和工具制造所要求的密度、表面质量等。
典型RP第2章 光固化快速成型(SLA)工艺PPT课件
2-1 光固化快速成型工艺的基本原理和特点
❖ 2.1 光固化成型的基本原理
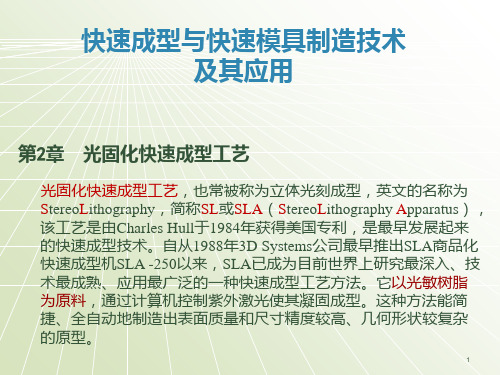
图2-1 光固化快速成型工艺原理
液槽中盛满液态光敏树脂,氦-镉激 光器或氩离子激光器发出的紫外激光 束在控制系统的控制下按零件的各分 层截面信息在光敏树脂表面进行逐点 扫描,使被扫描区域的树脂薄层产生 光聚合反应而固化,形成零件的一个 薄层。一层固化完毕后,工作台下移 一个层厚的距离,以使在原先固化好 的树脂表面再敷上一层新的液态树脂, 刮板将粘度较大的树脂液面刮平,然 后进行下一层的扫描加工,新固化的 一层牢固地粘结在前一层上,如此重 复直至整个零件制造完毕,得到一个 三维实体原型。
4
2-1 光固化快速成型工艺的基本原理和特点
图2-2 光固化成型制造过程中残留的多余树脂
因为树脂材料的高粘性,在每层固化之后,液面很难在短时间内 迅速流平,这将会影响实体的精度。采用刮板刮切后,所需数量 的树脂便会被十分均匀地凃敷在上一叠层上,这样经过激光固化 后可以得到较好的精度,使产品表面更加光滑和平整。
12
2-2 光固化快速成型材料及设备
(3)混杂型光固化树脂
目前的趋势是使用混杂型光固化树脂。其优点主要有: 1)环状聚合物进行阳离子开环聚合时,体积收缩很小甚至
产生膨胀,而自由基体系总有明显的收缩。混杂型体系可以设计 成无收缩的聚合物。
2)当系统中有碱性杂质时,阳离子聚合的诱导期较长,而 自由基聚合的诱导期较短,混杂型体系可以提供诱导期短而聚合 速度稳定的聚合系统。
20
2-2 光固化快速成型材料及设备
21
2-2 光固化快速成型材料及设备
(4)DSM公司的SOMOS系列
DSM公司的SOMOS系列环氧树脂主要是面向光固化快速成型开发的系列材料, 部分型号的性能及主要指标如下表所示。
快速成型的技术ppt课件

• 该工艺的特点是成形速度快,成形材料价格低,适合做 桌面型的快速成形设备。并且可以在粘结剂中添加颜料, 可以制作彩色原型,这是该工艺最具竞争力的特点之一, 有限元分析模型和多部件装配体非常适合用该工艺制造。 缺点是成形件的强度较低,只能做概念型使用,而不能做 功能性试验。
• 三维印刷(3DP)--高速多彩的快速成型工艺
料(ABS等)、陶瓷粉、金属粉、砂等,可以在航空,机 械,家电,建筑,医疗等各个领域应用。
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
• 主要工艺:
•
RP技术结合了众多当代高新技术:计算机辅助设计、
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 )-制作大型铸件的快速成型工艺
激光快速成形技术发展及应用讲解

激光迅速成形技术最新展开及应用前言激光迅速成形(LaserRapidPrototyping:LRP是将CAD、CAM、CNC、激光、精美伺服驱动和新资料等先进技术集成的一种崭新制造技术。
与传统制造方法对比拥有:原型的复制性、交换性高;制造工艺与制造原型的几何形状没关;加工周期短、本钱低,一般制造花费降低50%,加工周期缩短70%以上;高度技术集成,实现设计制造一体化。
近期展开的LRP主要有:立体光造型(SLA技术;选择性激光烧结(SLS技术;激光熔覆成形(LCF技术;激光近形(LENS技术;激光薄片叠层制造(LOM技术;激光引发热应力成形(LF技术及三维印刷技术等。
激光迅速成形最新技术立体光造型(SLA技术SLA技术又称光固化迅速成形技术,其原理是计算机控制激光束对光敏树脂为原料的表面进行逐点扫描,被扫描地区的树脂薄层(约十分之几毫米产生光聚合反应而固化,形成部件的一个薄层。
工作台下移一个层厚的距离,以便固化好的树脂表面再敷上一层新的液态树脂,进行下一层的扫描加工,这样频频,直到整个原型制造完成。
因为光聚合反应是鉴于光的作用而不是鉴于热的作用,故在工作时只要功率较低的激光源。
别的,因为没有热扩散,加上链式反应能够很好地控制,能保证聚合反应不发生在激光点以外,因此加工精度高,表面质量好,原资料的利用率靠近100%,能制造形状复杂、精美的部件,效率高。
关于尺寸较大的部件,那么可采纳先分块成形而后粘接的方法进行制作。
美国、日本、德国、比利时等都投入了大批的人力、物力研究该技术,其实不停有新产品问世。
我国西安交通大学也研制成功了立体光造型机LPS600A。
当前,全球有10多家工厂生产该产品。
选择性激光烧结(SLS技术SLS技术与SLA技术很相像,不过用粉末原料取代了液态光聚合物,并以必定的扫描速度和能量作用于粉末资料。
该技术拥有原资料选择宽泛、剩余资料易于清理、应用范围广等长处,合用于原型及功能部件的制造。
激光快速成型技术

在可持续发展理念的推动下,激光快速成型技术 将更加注重环保和资源循环利用,降低能耗和减 少废弃物排放。
创新与发展
未来,激光快速成型技术将继续创新和发展,与 其他先进制造技术相结合,推动制造业的转型升 级和高质量发展。
05
激光快速成型技术的实 际应用案例
产品原型制作
快速原型制作
01
通过激光快速成型技术,可以在短时间内制作出产品原型,缩
快速性
与传统加工方法相比,激光快速 成型技术能够大大缩短制造周期, 提高生产效率。
灵活性
激光快速成型技术能够制造出各 种形状和结构的零件,适用于复 杂零件的制造。
定义
激光快速成型技术是一种基于数 字模型文件和激光束的高效、高 精度制造技术,能够快速制造出 复杂的三维实体。
材料广泛性
激光快速成型技术可以应用于各 种材料,包括塑料、金属、陶瓷 等。
短了产品开发周期,降低了开发成本。
优化设计流程
02
通过制作原型,设计师可以在早期阶段发现设计中的问题并进
行改进,提高了设计效率。
降低生产风险
03
在产品正式生产前制作原型,可以减少因设计错误导致的生产
风险和成本损失。
定制化产品生产
01
02
03
个性化定制
激光快速成型技术可以根 据客户需求定制个性化产 品,满足消费者对个性化 的需求。
小批量生产
对于一些小批量、高附加 值的产品,激光快速成型 技术可以快速实现生产, 降低生产成本。
定制化服务
在服务行业,激光快速成 型技术可以用于定制化服 务,例如为客户定制饰品、 模型等。
生物医学领域应用
生物材料研究
激光快速成型技术可用于生物材料的 研究,例如用于制作生物组织的模型, 以便更好地了解其结构和功能。
光固化成型-PPT
光固化快速成型工艺原理图
1 材料的选择
• 要实现光固化快速成型,感光树脂的选择也很 关键。它必须具有合适的粘度,固化后达到一定 的强度,在固化时和固化后要有较小的收缩及扭 曲变形等性能。更重要的是,为了高速、精密地 制造一个零件,感光树脂必须具有合适的光敏性 能,不仅要在较低的光照能量下固化,且树脂的 固化深度也应合适。
b)为了保证加工顺利进行,分层厚度要 小于最大固化深度。由于激光能量必须穿透 当前层,才能使相邻两层粘结。
c)光束扫描间距要小于最大固化线幅。 相邻的扫描固化线条必须有一定的重叠,才 能使液态树脂所固化的部分具有一定的强度
。
d)要合理地控制扫描速度和扫描间距。 扫描速度越低,则最大固化线幅越大,相邻 的固化线条重合大,可导致制件内部应力集 中;相反,如果扫描速度过大,与扫描间距 配合不当,制件内部尚未固化的树脂在后固 化过程中固化,进而产生变形,引起误差。
3.可以加工结构外形复杂或使用传统手段难于 成型的原型和模具.
4. 使CAD数字模型直观化,降低错误修复的成本. 5. 为实验提供试样,可以对计算机仿真计算的结 果进行验证与校核. 6. 可联机操作,可远程控制,利于生产的自动化.
光固化成型的缺憾
1. SLA系统造价高昂,使用和维护成本过高. 2. SLA系统是要对液体进行操作的精密设备,对 工作环境要求苛刻. 3. 成型件多为树脂类,强度,刚度,耐热性有限,不 利于长时间保存. 4. 预处理软件与驱动软件运算量大,与加工效果 关联性太高. 5. 软件系统操作复杂,入门困难;使用的文件格式 不为广大设计人员熟悉. 6. 立体光固化成型技术被单一公司所垄断.
目录
• 光固化成型的概念 • 光固化成型的原理 • 光固化成型的应用 • 光固化成型的优势与缺憾 • 光固化成型的发展前景
航空钛合金激光快速成形技术应用21页PPT
谢谢你的阅读
❖ 知识就是财富 ❖ 丰富你的人生
71、既然我已经踏上这条道路,那么,任何东西都不应妨碍我沿着这条路走下去。——康德 72、家庭成为快乐的种子在外也不致成为障碍物但在旅行之际却是夜间的伴侣。——西塞罗 73、坚持意志伟大的事业需要始终不渝的精神。——伏尔泰 74、路漫漫其修道远,吾将上下而求索。——屈原 75、内外相应,言行相称。——韩非
航空钛合金激光快速成形技术应用
11、用道德的示范来造就一个人,显然比用法律来约束他更有价值。—— 希腊
12、法托马斯
13、公正的法律限制不了好的自由,因为好人不会去做法律不允许的事 情。——弗劳德
14、法律是为了保护无辜而制定的。——爱略特 15、像房子一样,法律和法律都是相互依存的。——伯克
先进制造技术——快速成型技术-PPT
FDM 原理 图
二、特点
优点:
1、采用热熔挤压头专利技术,系统结构原理和操作简 单,且使用无毒的原材料,设备可安装在办公环境中。
2、成型速度快。不需要SLA中的刮板工序。 3、用蜡成型的零件原型,可以直接用于熔模铸造。 4、可以成型任意复杂程度的零件。如复杂的内腔、孔 等。 5、原材料在成型过程中无化学变化,制件的翘曲变形 小。 6、原材料利用率高。 7、支撑去除简单。
快速成形技术
概述:
快速成形技术(Rapid Prototyping,简称RP)20世 纪80年代发展起来的,它综合了机械工程、CAD、 数控技术、激光技术及材料科学技术,可以自动、 直接、快速、精确地将设计思想转变为具有一定功 能的原型或直接制造零件,从而大大缩短产品的研 制周期。因而,被认为是近20来制造领域的一个重 大突破。影响力与数控技术相当。
SLS工艺是利用粉末材料(金属粉末或非金属粉末) 在激光照射下烧结的原理,在计算机控制下层层堆积 成形。
SLS原理图
工作台上均匀铺上一 层很薄(0.1~0.2mm) 的粉末,激光束在计算 机的控制下按照零件分 层轮廓有选择性地进行 烧结,一层完成后再进 行下一层烧结。全部烧 结完成后去掉多余的粉 末,再进行打磨、烘干 等处理便获得零件。
又称熔丝沉积,它是将丝状的热熔性材料加热融化, 通过带有一个微细喷嘴的喷头挤喷出来。喷头沿零件截 面轮廓和填充轨迹运动,挤出的材料迅速固化并与周围 材料粘结,层层堆积而成。
主要适用于模具行业新产品开发和医疗、考古等基 于数字成像技术的三维实体模型制造。
FDM工艺由美国学者Dr.Scott Crump于1988年研制 成功,并由美国Stratasys公司推出商品化的机器。1993 年开发第一台FDM1650机型后,先后推出FDM2000、 FDM3000、FDM8000等。
最新快速成型技术课件PPT
薄片分层叠加成型(LOM)
LOM 2015 机器外观
LOM 2030 H机器外观
薄片分层叠加成型(LOM)
熔丝堆积成型(FDM)
利用热塑性材料的热熔性, 粘结性,采用加热器将材料加热 成液态。
用热熔喷头,使半流动状态 的材料按控制路径扫描,同时挤 压并控制流量,使液体均匀沉积 在指定位置凝结成型,逐层沉积 ,凝固后形成整个原型。
(加工完后需除去)
2 与成型材料不 浸润
3 具有水溶性或酸溶性 ,流动性好
熔丝堆积成型(FDM)
熔丝堆积成型(FDM)
谢谢
痢疾
1
概述
痢疾,古称“肠澼”、“滞下”、“下 利”等。以剧烈腹痛、腹泻、里急后重、 下痢赤白脓血为主要特征,多发于夏秋季 节。 本病相当于西医学中的细菌性痢疾、阿米巴 痢疾,溃疡性结肠炎出现类似本节痢疾症 状者,也可参照本节治疗。
取大肠、直肠下段、小肠、腹、脾、肾。 每次选3~5穴,毫针浅刺;也可用王不留 行籽贴压。
穴位注射
取天枢、上巨虚,用黄连素注射液或 5%葡萄糖注射液或维生素B1注射液,行 常规穴注,每穴每次1ml。
5
按语
按语
1.针灸治疗急性菌痢有显著疗效,不仅能 迅速控制症状,而且能消灭痢疾的病原体。
2.中毒性菌痢病情急重,需采取综合治疗 措施。
大便常规检查和细菌培养、X线钡剂造影及 直肠、结肠镜检查,有助于本病的诊断。
辨证分 型
寒湿痢 湿热痢 疫毒痢
下痢赤白粘冻,白多赤少或纯为 白冻,脘腹胀满,头身困重,苔 白腻,脉濡缓。
下痢赤白脓血,赤多白少,肛门 灼热疼痛,小便短赤,苔黄腻, 脉滑数。
发病急骤,腹痛剧烈,痢下鲜紫 脓血,壮热,口渴,头痛,甚至 神昏痉厥,躁动不安,舌质红绛、 苔黄燥,脉滑数。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
激光快速成形技术在生物力学领域的应用
心腔模型→研究人体腔室
体系内的血流动力学特点
鼻腔模型→研究鼻腔内气
流通过状况 心脏瓣膜、脑血管、心血
管等系统的生物模型→研
究血液动力学、解刨结构 关系,了解动脉瘤等病变 状态行成机理
我国科学家实现肝单元生物3D批量打印
• 10月9日,研究团队负责人、杭州电 子科技大学教授徐铭恩在发布会上 介绍“打印”肝单元“Regenovo 3D Liver”相关情况。当日,杭州电子 科技大学等机构的科学家在杭州发 布了一款自主研发的生物3D打印工 作站“Regenovo 3D bio-print Work Station”。
• 由四川蓝光英诺生物科技 股份有限公司攻克的3D 打印血管的核心技术将会 于10月25日在四川省成 都富力丽思卡尔酒店举行 “国家高技术研究发展计 划(863计划)——3D生 物打印血管项目的重大突 破和产品发布会”上公布, 届时,蓝光英诺将发布 “全球首款3D生物血管
生物力学优化的定制化3D打印鞋垫
三维 激光 技术 齿模
Thank you!
2 三维扫描测量技术比二维照相技术和人工测量技 术更灵活与实用。在对比面貌特征时,面部特征 的几何学和位置能有很高的匹配率。
1
人
体
ቤተ መጻሕፍቲ ባይዱ
颅 骨
面貌对比图
复
原
疤痕的测量及咬痕比对
规则的疤痕基本上是用直接测量法,对于不规则的疤 痕则可以采用三维激光扫描技术。
分析一个牙痕的关键因素是牙痕信息中可利用的 细节的数量和牙列。二维图像会使咬痕失真,用 三维激光扫描技术则可以对牙齿的弯曲度、弧度、 深度等进行精确的测量。
激光快速成形技术在法医学领域的应用
人体骨骼测量 颅骨面貌重建及面貌的同一认定 疤痕的测量及咬痕比对
激光快速成形技术在法医学领域的应用
人体骨骼测量:
法医人类学中通过对骨骼的测量,可以判定未知骨骼的年龄、 性别和种族等。
古脊椎所用3D激光扫描技术探索 古人类脑演化
颅骨面貌重建及面貌的同一认定
在法医实践中,经常会 遇到白骨化或者面目全 非的尸体,这时候就需 要对颅骨进行面貌重建。
• 利用这款新的生物3D打印设备,科 学家们“打印”出肝单元 “Regenovo 3D Liver”。这两项研 究成果9日获得了包括院士在内的专 家鉴定组的肯定,认为其不但推进 了3D打印人工组织器官的研发进程, 也为新药筛选提供了全新的解决方 案,将推动中国新药创制与开发。
全球首款3D生物血管打印机
BASE是Wiivv在今年夏天推出的一种经 生物力学优化的定制化3D打印鞋垫,可 直接通过手机订购。 由于可增加舒适感并帮助运动员提高成 绩,该产品当时还得到了化学品公司 Evonik的投资。它的制作也很简单:客 户只需用智能手机为每只脚拍摄三张照 片,然后上传到Wiivv专有的定制设备即 可。后者会根据生物力学对图像进行分 析,然后将其转换为可3D打印的文件, 再通过该公司的3D打印机,使用Evonik
公司的PA 12材料打印出来。
激光快速成形技术在法医学领域的应用
三维激光扫描技术
➢Text ➢Text ➢Text
利用激光光束扫描目标客体的三维结构,可快速建立结构复杂、不规 则场景的三维可视化模型。 三种原理:时间漂移原理、相位测量原理、三角测量原理
激光三角法为理论基础,由激光投射器将结构光投射到物体上,受其 表面曲度或深度的调制产生特征性光条纹,利用电荷耦合器图像传感 器摄像机摄取数字图像,根据激光束的发射角度和特征性条纹在CCD 内成像参数、空间方向,通过三角法测量原理计算标志点的距离及位 置坐标,获得被测物体表面的三维轮廓信息。
到每层截面的一系列二维截面数 据,按特定的成形方法(LOM、 SLS、FDM、SLA等)每次只加工 一个截面,然后自动叠加(堆积) 一层成形材料,这一过程反复进 行直到所有的截面加工完毕生成 三维实体原型。
激光快速成形技术
welcome to use these PowerPoint templates, New Content design, 10 years experience
激光快速成形技术在生物力学领域的应用
激光快速成形技术在法医学领域的应 用
什么是快速成形?
快速成形是一种离散/堆积的加工 技术,其基本过程是首先将计算
机生成的w零e件lco三m维e实to体u沿se某th一e坐se PowerPoint templates, New 标轴进行C分o层nte处n理t d(e离sig散n), 1,0得years experience