影响啤酒酵母絮凝性的外部因素与控制措施
絮凝沉淀絮体松散原因

絮凝沉淀絮体松散原因
絮凝沉淀这个过程可以说是人类历史上的重要发明之一。
它被广泛应用于酒水、乳制品、化妆品等领域,可以让这些物品更加稠密和美观。
然而,如果絮体松散,就会让产品质量受到影响,甚至变得不可使用。
那么,为什么絮体会松散呢?以下是几个可能的原因。
1. 原料质量不良
如果原料质量不良,就会影响絮凝沉淀的效果。
例如,乳制品中的乳蛋白质质量不好,就会导致产品出现絮体松散的情况。
同样的道理,酒水原料中的淀粉质量也会影响絮凝效果。
2. 工艺不当
絮凝沉淀的工艺是非常关键的。
如果工艺不当,就会导致絮体松散的情况。
例如,温度、pH值、搅拌时间等工艺参数都需要严格控制,否则就会影响絮体的稳定性。
3. 储存条件不佳
絮体的稳定性也与储存条件有关。
如果产品保存时间过长、温度过高或者受到外界因素(如光、氧气等)的影响,就会导致絮体松散,从而影响产品质量。
4. 添加剂不当
某些添加剂的添加量和添加时间也可能影响絮凝效果。
例如,有些乳制品中会添加酸味剂,如果添加量过多或者添加时间过长,就会导致絮体松散。
5. 包装材料不适宜
包装材料也可能会影响絮凝效果。
例如,使用不透气的包装材料可能会导致产品受到外界因素的影响,从而导致絮体松散。
综上所述,絮体松散的原因有很多,需要综合考虑。
工艺优化、原料选择、添加剂使用都需要严格控制,同时,在储存和包装过程中,也要注意产品的质量保障。
只有这样,才能保证产品的品质和稳定性。
影响啤酒发酵度的因素及控制措施探究

影响啤酒发酵度的因素及控制措施探究摘要:发酵度的高低,不仅影响着啤酒的感官质量,更是影响啤酒爽口性的重要因素之一影响发酵度的因素有很多,包括原料、糖化工艺、酵母质量、发酵过程控制等本文就上述因素结合实际生产对啤酒发酵度的影响因子进行了分析实验,以期为啤酒生产控制提供参考依据。
关键词:啤酒,发酵度,因素,控制措施1影响发酵度的主要因素1.1发酵过程控制对发酵度的影响当麦汁极限发酵度稳定时,冷贮酒实际发酵度的波动主要和发酵过程的工艺参数控制有关。
1.1.1麦汁充氧量在实际生产中,麦芽酪全程充氧,淀粉酪后半程充氧,在酵母代数一致、发酵工艺相对稳定的情况下,跟踪发酵度情况,如(表1),发酵度可稳定在一个可接受的范围。
表1麦汁冲氧量对啤酒发酵度的影响1.1.2发酵温度控制就啤酒发酵度而言,在其它条件相同情况下,发酵温度越高,发酵度越高。
(1)露天发酵工艺适当延长高温(12-140C)保温时间,加强发酵液对流,以维持发酵液中较高酵母细胞浓度,强化酵母对可发酵糖的利用,达到提高啤酒发酵度的目的。
但高温时间不能太长,防止高温下酵母衰老、死亡与自容。
高温期5天为宜。
传统发酵工艺适当提高后发酵前期温度,提高下酒酵母数,以进一步发酵酒液中残留的可发酵糖。
要求下酒温度5-60C,下酒酵母数(8-10)x 106个/ml。
没有旺盛后发酵,啤酒就难以达到理想的发酵度。
1.2糖化工艺对发酵度的影响在影响啤酒发酵度的因素中“除酵母菌种外”麦汁营养和组成是关键因素。
麦汁作为酵母的营养基液“其营养是否丰富”组成是否合理直接关系到酵母发酵与代谢,影响到啤酒风味、酒体和稳定性。
所以麦汁制备显得尤为重要。
1.2.1原料组成对发酵度的影响制备好的麦汁必须首选优质原料。
尤其是麦芽应符合以下要求:大麦发芽率>90%,麦芽浸出率76%-78 %,麦芽糖化力大于250WK,麦芽库值>40%,α-AN ,140mmg/100g干麦芽,麦芽色度3.3-3.5EBC,总酸1.2-1.3m1/100m1,粗细粉差<2.5% ,糖化时间10-15min,麦汁过滤速度<60min。
啤酒酵母絮凝性的探讨

E C B
比色计法
分光 光度计法
U巧A
光度计法
法进行色度测定, 结果如下( 1。 表 ) 实验结果表明,B EC比色法、 分光光度计法 和LS 光度计法测定啤酒色度, AA 它们的标准偏
差、 极差和差异性均能满足测定要求 , 而分光光
②取加酒花的 r一 2 麦芽汁, o 1P o 用常压间歇 灭菌法连续灭菌三天。 ③普通生理盐水。
收稿 日 期:20一 一 06 0 0 9 8
①硫酸钙洗涤溶液: . 9 将05 硫酸钙(a 1 C q) s
溶解于 1 升蒸馏水中。 ②硫酸钙缓 冲溶液: I 蒸馏水 中溶解 在L
③量取 1 止硫酸钙缓冲溶液注入 巧 1离 n 0 n L
⑦酵母的絮凝性有两种情况: ) a絮凝酵母: 接近液体的上部, 悬浮物很快
分成二层, 这个界面迅速下降, 这类酵母属于典
型的絮凝酵母。
心管中, 9 加1洗过的 母, 酵 使其悬浮;
④ 将 离 心管 置 于 2℃恒 温水 浴 中保 温 0
点” 。凝聚性的啤酒酵母, 凝聚点一般为 3%- 5 4%; 5 絮凝性和粉末型酵母 的凝聚点一般大于
3 %0 5
度计法的标准偏差、 极差和差异性优于 EC比色 B 法和 LS 光度计法。 AA 通常, 啤酒都能达到国家标准规定的清亮透 明度, 能满足分光光度计法和 LS AA光度计法对 啤酒 透 明度 的要求。实验表 明啤酒 浊度在 05EC . B以下, 5 分光光度计法的结果有很好的重
现性和再现性。正因为如此, 本酿造协会、B 日 EC
0 癫 酸钙,. 9 . 1 5 68 醋酸钠,. 9 0 40 醋酸, 5 使溶液
p H为45 . 。 ( 下转第3 页) 8
浅谈啤酒非生物稳定性及其控制
及通过选用合适的添加剂提高啤酒的非生物稳定性的几种方法。
关键词: 啤酒; 非生物稳定性; 工艺措施; 添加剂
中图分类号: TS 262.5
文献标识码: A
文章编号: 1007- 550X( 2007) 05- 0021- 04
啤酒的混浊可分为生物混浊和非生物混浊。生物混浊可通过严格控制发酵过程的工艺卫生, 加 强 CIP 和严格的巴氏杀菌来控制。而非生物混浊则是啤酒自身的非生物稳定性差所引起的, 因此提 高啤酒非生物稳定性很重要。
·22·
福建轻纺
·2007·
( 4) 铁蛋白混浊: 若啤酒中的铁含量超过 0.5mg/L 时会引起铁蛋白混浊, 慢慢会形成褐色至黑 色的颗粒, 即由 Fe2+→Fe3+, 和高分子蛋白质结合形成蛋白质络合物。 1. 1. 2 多酚物质是啤酒非生物混浊的另一个主要因素
研究表明, 在非生物混浊的啤酒中, 由蛋白质和高肽引起的占 45%~75% , 多酚占 20%~35% , 此外还有 β- 葡聚糖及铁、锰离子等。
参考文献略
3 添加剂对提高啤酒非生物稳定性的作用
3. 1 P VP P 的作用 3. 1. 1 PVPP 即不溶性聚乙烯吡咯烷酮, 因含酰胺键, 故具有吸附多酚的特性。吸附率见表 1
表 1 不同 P VP PFra bibliotek量吸附效果PVPP 添加量 ppm 180 150 100 80
花色原吸附率% 62 61 53 44
第5期
黄元华: 浅谈啤酒非生物稳定性及其控制
·23·
用低温浸渍, 蛋白休止不要过长, 保证糖化完全, 麦汁的碘值低。糖化过程要避氧。 2. 2. 3 煮沸强度> 8%。控制可凝固性氮含量< 2mg/100ml 麦汁。 2. 2. 4 不要过早添加酒花, 让麦芽中多酚物质充分与蛋白质作用之后再加。 2. 2. 5 麦汁要清亮, 避免混浊麦汁及冷凝固物等沉淀物进入发酵大罐。 2. 3 发酵工艺 2. 3. 1 麦汁进入发酵罐时充氧, 溶解氧量达 8mg/L, 进罐的温度为 8~9℃。 2. 3. 2 满罐时的酵母数达 10×106~20×106 个 /ml, 酵母使用次数一般不超过 8 代。 2. 3. 3 满罐后, 要及时排放沉淀物, 主发酵温度控制为 12℃, 发酵约 5~7d 即降温。 2. 3. 4 贮酒温度控制为 0~1℃, 避免温度的波动, 贮酒时间一般为 3~5d。 2. 4 过滤工艺 2. 4. 1 过滤前要急冷至 0℃左右, 以便充分析出冷凝固物。 2. 4. 2 在整个过滤过程中, 应尽量减少酒液与空气的接触, 用 CO2 背压、装酒。 2. 5 包装工艺 2. 5. 1 输酒管道、清酒罐、酒机用 CO2 背压, 尽量注意压盖前的排氧, 因过多的空气会引起多物 质的氧化, 加速混浊物质的形成, 同时, 也加深了啤酒的色泽。 2. 5. 2 一般要求 640ml 瓶装啤酒瓶颈空气不超过 1.0ml, 成品酒溶解氧含量小于 0.2mg/L。 2. 5. 3 大多数厂采用高压喷射及振动等方法排氧, 先进的灌装设备采用二次抽真空, 以减少氧 的含量。 2. 5. 4 严格控制巴氏灭菌温度, 防止温度过高加速多酚聚合。 2. 6 运输及贮存 2. 6. 1 啤酒应在 5~25℃下运输和贮存, 严防日光直射。 2. 6. 2 装卸时做到轻搬轻放, 防止过度振动。
麦芽对啤酒酵母絮凝性的影响--青啤

麦芽的常规指标不能反应对酵母絮凝性的影响
一.评价麦芽PYF水平的方法
发酵法
麦芽
制备麦汁
发酵 培养酵母
第3,4,5d酵 母细胞数 7天
计算PYF值
比色法
麦芽
提取麦芽PYF因子
比色 制备酵母悬液 3小时
计算PYF值
1
采购大麦样品 20公斤
原料
到港前 45天
2
采 购 大 麦 试 验 流 程
√
小型 制麦试验验证
PYF值(%)
101.6 92.5 67.6 79.8 104.7 71.2 87.4 97.6 73.4 85.6
B
10-1 10-2 100 10-1 10-2
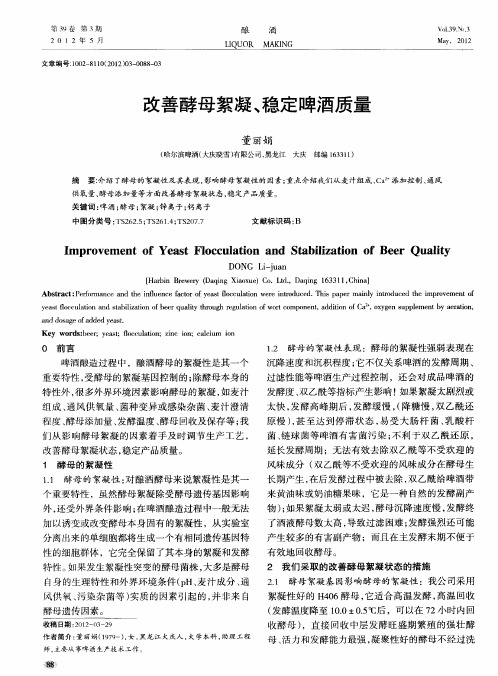
结论:麦芽霉菌污染量为102-3个/g麦芽时,引发PYF; 污染量达到104个/g麦芽时,不会引发PYF。
浸麦温度
生产单位 五公司 麦芽厂 斗门 台儿庄 麦芽厂 麦芽厂 台儿庄 品种 stirling stirling stirling stirling metcalfe esteral schooner 批号 041105 041203 050410 041108 041203 051123 041223 浸麦温度(℃) 10-15 10-15 15-20 8-15 10-15 10-15 5-10 第5d细胞数(107个/mL) 3.126 3.029 2.918 2.836 3.045 3.024 2.998 PYF值(%) 100.8 97.7 94.1 91.5 98.2 97.5 96.7
3.256 2.569
2.865 2.656 2.735 2.763 2.918
105.0 82.9
92.4 85.7 88.2 89.1 94.1
影响啤酒酵母絮凝的外部因素探讨

Ba 2
、
p2 b 等离子作 为 C 2 a 竞争性 抑制剂对 絮凝
M 和 j : 刘酵母絮凝'-+ P f 无影响 l ̄ l
型。F O 只被 廿露槠 抑制 . LI 而不 被饷绚错 、 麦
抑制图谱, 可以分为两种农删 :1 1 和 N w’ F 3 J ll e l J , l
时. 絮凝现象就很 然的接躐l 来 r f i = 『 12 氨基氮浓度对絮凝 水、 . 的影响 发酵液中氨 氨的禽 也 对絮凝产 i } 影响 . 麦汁 巾的氨基酸 、 白质 硐 多币 酶 对绣导酵母 絮 篮 l 1 凝有很 霞要的作 用. 『 前我 同啤酒 , 产 t 常 漆 { _ 】 加高淀粉含 瞳的 l 米或 1水作 为辅料 , 大 4 . 造成 发酵 液中氨基氮的含 量降低 , 释易 导致 酵母絮凝沉 降
I /w  ̄ n ∞ E a: n 9 @1 . m 、 / w o雌 : w k - iod 7 6  ̄ ml y k 3o
康 迪 日用 化 工 有 限 公 司
麦芽汁密度也在不断 降低 , 酵母会 自发沉降 ( 酵 母 比重为 10 左右)虽然麦芽汁密度并不直接 . 7 ; 影响絮凝 , 随着产生 C 2 但 0 气泡的减少 , 已经 对 形成酵母絮块的冲击程度也会越来越低 , 絮凝速
收 稿 口J :2) 0 钏 fb O
起抑 制作 门 . 何 在 啤酒 酿 造 巾 , 加 适 量 的 j 添
Ca “
、
粥外 . 着发酵 的进 i 平 黼养物 质的 消耗 , 随 l I
维普资讯
康迪 ,消毒专家
总机:嘶∞_1吕 、3 6 17传i, 1 8 6 3 7哺0 14 4 l 7 6 1 l :3
正交法探究几种因素对啤酒酵母发酵PYF现象的影响

正交法探究几种因素对啤酒酵母发酵PYF 现象的影响作者:***来源:《食品安全导刊》2020年第07期摘要:经查阅大量技术文献发现,目前国内外报道的影响啤酒酵母发酵PYF现象的主要因素有制麦工艺、微生物代谢产物、酵母菌种特性、麦芽汁的营养成分组成、发酵工艺参数等。
本实验采用的单因素试验中选取和探究了啤酒麦芽浸麦温度、浸麦二氧化碳含量、啤酒原料麦芽表面的霉菌數量、麦汁煮沸时锌离子添加量这4个因素对啤酒酵母发酵PYF现象的影响,正交试验结果表明:浸麦二氧化碳含量>麦芽霉菌数量>浸麦温度>硫酸锌添加量。
关键词:啤酒发酵啤酒酵母酵母PYF 正交实验啤酒酵母发酵PYF(Premature Yeast Flocculation)现象,即啤酒酵母在发酵过程中提前絮凝沉降使啤酒发酵液中的酵母数减少,造成发酵液降糖速度降低、发酵周期延长、啤酒中双乙酰和乙醛等风味物质含量偏高,进而导致啤酒的发酵过程失败及可饮性下降。
因此,啤酒酵母发酵PYF现象是啤酒酿造过程中一个非常关键的技术指标。
近年来,国内外诸多啤酒专家和学者研究并报道了啤酒酵母发酵PYF现象的进展和成果,但较为偏重于理论层面的研究,对啤酒工业实际生产的指导意义有限。
目前,已报道的影响啤酒酵母发酵PYF现象的主要因素包括制麦工艺、微生物代谢产物、酵母菌种特性、麦芽汁的营养成分组成、发酵工艺参数等。
本实验设计探究了麦芽表面的霉菌数量、浸麦二氧化碳含量、麦汁煮沸锌离子添加量、浸麦温度这4个因素对啤酒酵母发酵PYF现象的影响,同时使用正交实验探究最佳的因素组合与各个因素的影响大小次序。
1 实验设备、原材料和方法1.1 实验设备台秤、EBC标准麦芽粉碎机、啤酒糖化仪、定量快速滤纸、烧瓶、电磁炉、恒温水浴摇床、250mL的Schott玻璃瓶若干、移液枪、电子显微镜、血球细胞计数板、盖玻片、酵母计数器、蜗旋振荡器。
1.2 实验原料实验设计要求的试验啤酒麦芽、城市自来水、斜面酵母菌种、无菌蒸馏水。
改善酵母絮凝、稳定啤酒质量
作者简介 : 董丽娟 (9 9 , , 17 一)女 黑龙 江 大庆人 , 学本 科 , 大 助理 工程 师, 主要从 事啤 酒生产技 术工作、
23 钙 离子 的含 量影 响酵母 的絮凝 性 . 231水 质 特 点 :我 们 公 司 的酿 造 水来 自引嫩 工 程 .. 水 , 流 经 大 庆 周 边 盐 碱 地 p 在 8 右 , 、 离 水 H 左 钾 钠 子 含 量 高 , 度 在 2 0X1 左 右 ; 且 通 过 多 年 生 碱 0 0 而
图 3 酿造原水钙离子含量
2. .2钙离子的作用 :a 是酵母生长健康必需依赖 3 c2 +
的矿 物质 元 素之 一 , 是参 加酵 母代 谢 活动 所必 需 的 , 它不 参 与酵母 细 胞物 质 的组 成 ,而 以离 子状 态控 制
双乙酰含量 、 降低了乙醛含量 。 同时锌离子提高了酵 母的活力 , 降低 了酵母死亡率 。
1 酵 母 的絮凝 性
沉降速度和沉积程度 ; 它不仅关系啤酒的发酵周期 、
过 滤性 能 等 啤酒 生 产 过程 控制 ,还 会 对成 品啤酒 的
双 如果 絮凝 太剧烈 或 特性外 , 很多外界环境 因素影响酵母的絮凝 , 如麦汁 发 酵度 、 乙酰等 指标 产生 影 响 !
太快 , 发酵高峰期后 , 发酵缓慢 , 降糖慢 , ( 双乙酰还
酵母在 0 ~ . 3 . 1 %, 代酵母在 0 ~1 2 4代酵母 5 2 . . %, 8 5 在 1 ~ . , 代酵母 1 — . ) . 2 55 2 5 . 2 5 ,在每年集 团公 司 2 7 评 比中, 从未出现过因死酵母 自溶引起 的口味缺陷。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
影响啤酒酵母絮凝性的外部因素与控制措施
1.酵母絮凝性对啤酒生产和质量的影响
酵母絮凝性对啤酒的生产和质量的影响是多方面的,主要包括酵母的回收再利用;啤酒的发酵速度和发酵度;啤酒的澄清和过滤;啤酒风味等。
2.影响啤酒酵母絮凝性的外部因素
2.1麦芽
最新研究表明,麦芽中含有一种过早絮凝(PYF)因子,对酵母的絮凝性产生重大影响,麦芽的PYF因子值过低容易造成酵母絮凝。
PYF值受大麦品种和质量、制麦工艺及微生物污染等因素的影响,因为这些条件影响到成品麦芽的质量,进而影响到麦汁组分,并由此延伸到对酵母产生影响。
麦芽溶解不良、氨基酸含量及组成不理想以及糖化力低等麦芽质量指标缺陷,会造成糖化后麦汁组分不利于酵母的生长繁殖和发酵,由此会造成酵母过早絮凝甚至沉降。
2.2麦汁中糖组分和浓度
麦汁是酵母发酵的物质基础,麦汁营养物质的缺乏或营养条件受限,将增强酵母细胞表面的疏水性,诱发酵母的絮凝。
但麦汁浓度越高,酵母细胞的凝聚越难,尤其含葡萄糖量高的高浓度麦汁酵母的凝聚就较困难。
因为发酵液中自由的糖分子将与酵母絮凝相关的特定表面蛋白结合,抑制了相邻酵母细胞间通过甘露聚糖结合,即麦汁中的一些糖将抑制酵母的絮凝,但不同的糖对酵母絮凝抑制力不一样。
比如葡萄糖、麦芽糖、蔗糖等都能抑制New-FLO型酵母的絮凝,而且各种糖的抑制程度有差异。
随着发酵不断进行,葡萄糖、麦芽糖等营养物质将被酵母代谢耗尽,糖抑制力和CO2冲击力都减弱,所以生产中主酵中后期开始,酵母就絮凝并沉降于发酵罐锥底,沉降速度也会加快。
2.3麦汁氨基酸组分和浓度
麦汁中的氨基酸和多种酶对酵母的絮凝有很重要的诱导作用。
酵母繁殖时麦汁缺乏足够的可同化氮,使酵母繁殖速度变慢,新生细胞少,影响酵母的絮凝性。
目前,国内许多啤酒企业不断提高大米等辅助原料的比例,使得氨基氮水平下降,出现了程度不一的酵母絮凝困难现象,寻求适量的氮源是解决高辅料啤酒酵母絮凝困难的重点之一。
2.4麦汁充氧量
适量的充氧有利于提高酵母的絮凝性。
充氧过量,发酵加剧,周期短,发酵结束后仍有大量的酵母悬浮在嫩啤酒中,难以沉降,导致酵母的絮凝性明显减弱。
但麦汁充氧不足,将影响酵母细胞的繁殖和活力,最终导致过早絮凝沉降,进而导致发酵迟滞、发酵度达不到要求,发酵液品评略带甜味。
有研究表明,麦汁通风条件差能导致酵母过早但不完全的絮凝,而正常的通风以达到氧饱和会推迟并利于酵母的絮凝。
2.5固形物含量和麦汁浊度
麦汁浊度高、悬浮凝固物多,明显影响酵母活性和凝聚性。
这些颗粒物若分离不良,极易吸附在酵母表面,影响细胞膜的通透性,阻碍了酵母与外界的物质交换和呼吸、致使酵母过早沉降甚至自溶、死亡。
2.6金属离子
首先,钙离子是酵母絮凝最有效的也是必不可少的促进因子,钙离子浓度会明显影响酵母絮凝性。
钙离子不但参与酵母细胞壁结构的组成,还与细胞表面羧基基团作用形成“钙桥效应”,促进细胞的絮凝和聚集,此作用是其它碱土族金属离子所不能取代的。
但麦汁中的其它组分对钙离子产生协同作用,如锶离子、钡离子等具有较强的阻遏絮凝作用,而且对钙离子有竞争性抑制作用。
其次,锌离子是乙醇脱氢酶和乳酸脱氢酶的活性基,能够激活多种酵母细胞酶的活性。
随麦汁中锌离子浓度的增加,酵母的絮凝性会略微增强。
再者,适量的镁离子对酵母的絮凝有促进作用。
低浓度的钠离子和钾离子也会促进酵母的絮凝,反之则抑制絮凝发生。
2.7酵母添加量和代数
酵母的接种量对酵母絮凝有重要的影响。
酵母添加量小,细胞增殖慢,发酵液pH下降速率慢,发酵液容易染菌,使酵母的絮凝性差;但接种量过大,新生细胞少,酵母活力低,衰老的酵母会很快絮凝,进而导致双乙酰还原困难、发酵不彻底等。
但在合适的接种量范围内,提高酵母添加量将有利于酵母的絮凝。
啤酒酵母的絮凝性在传代过程中会发生变化。
从生产实践看,一般低代酵母的絮凝性弱于高代酵母。
因为生产中低代酵母经发酵后回收到的酵母泥往往很稀,回收难度大、酒损大。
但沉于发酵罐锥底的酵母絮凝性相对同代酵母是较强的,在以后的传代过程中其絮凝性会逐代增强。
但是,过高代数的酵母絮凝性又会略有下降,主要是因为经过多次传代酵母的活力减弱、死亡率增加。
2.8pH和温度
pH越接近酵母细胞表面的蛋白质的等电点,就越有利于酵母絮凝。
过高或过低的pH会使酵母细胞表面蛋白质活性降低或失活。
随着发酵的进行,发酵液pH降至4.2左右,酵母絮凝不断加强。
温度对絮凝性的影响与酵母菌株有一定的关系。
一般低温发酵有利于酵母絮凝。
发酵温度高时,酵母的絮凝性差些,而且酵母易衰老。
2.9污染杂菌
啤酒酿造过程中杂菌的污染种类和数量不定,其中值得注意的是乳酸菌和野生酵母。
比如说,乳酸菌污染常会引起啤酒酵母的异常絮凝,而野生酵母污染啤酒酵母后,会导致贮酒期悬浮酵母数的增加。
3.改善酵母絮凝性的措施
生产中采用纯种酵母酿造啤酒,能很好地保持酵母的凝聚基因基本稳定和一致,因此,调控外部环境因素对改善酵母的絮凝性很重要。
3.1选择使用絮凝性好的酵母菌株,并进行科学的管理
低温、干燥、缺氧条件下保存菌种;定期对菌种分离、筛选、纯化和复壮;加强酵母的回收、添加控制和管理。
生产中严禁使用死亡率高、絮凝性差、发酵性能退化以及污染杂菌或发生变异的酵母和高代酵母。
3.2确保麦汁质量
(1)保持充足的麦芽糖、葡萄糖含量。
(2)保持麦汁适量的微量元素。
钙离子浓度宜控制为40—80mg/L;锌离子浓度控制为0.2—5.0mg/L。
(3)麦汁煮沸时添加卡拉胶、单宁、硅胶等稳定剂,提高麦汁的清亮度、减少发酵环境中的凝固物。
(4)加强麦芽等原料的检测,使用优质麦芽,PYF因子的最佳值控制为85—115%。
(5)控制11—12°P麦汁α-N含量为180—220mg/L。
3.3稳定发酵工艺
(1)控制充氧量为8—10ppm,通过流量计稳定控制通风量。
(2)保证11—12°P麦汁满罐细胞数为(15—20)×106个/mL。
(3)保证发酵过程中温度稳定,防止忽高忽低,防止降温过激。
(4)采用两罐法发酵,加强低温贮酒,定期排放酵母泥,以提高啤酒可滤性。
3.4实施清洁生产,做到纯净化酿造
(1)生产中拒绝使用污染了杂菌的原料、添加剂、酵母和酿造水等物料。
(2)杜绝麦汁冷却、酵母添加和充氧、发酵过程中杂菌的污染。
4.总结
啤酒酵母的絮凝性受细胞基因和生理反应控制,但外界环境的改变同样会对酵母的絮凝产生重大的影响。
因此,要达到理想的酵母絮凝性,不仅要选择合适的酵母菌种,还要保证外界条件的合理。
当然,生产中要兼顾啤酒质量和风味等方面去优化酿造工艺,让消费者享受到优秀的啤酒。