钢筋焊接外观检验记录表
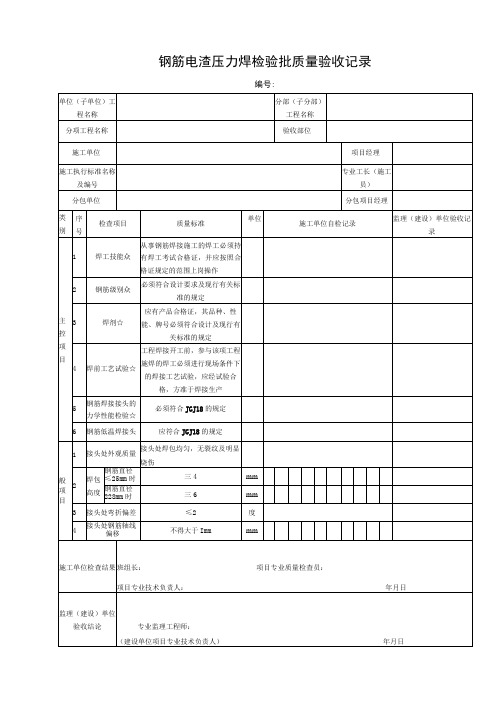
钢筋电渣压力焊检验批质量验收记录
钢筋级别众
必须符合设计要求及现行有关标准的规定
3
焊剂☆
应有产品合格证,其品种、性能、牌号必须符合设计及现行有关标准的规定
4
焊前工艺试验☆
工程焊接开工前,参与该项工程施焊的焊工必须进行现场条件下的焊接工艺试验,应经试验合格,方准于焊接生产
5
钢筋焊接接头的力学性能检验☆
必须符合JGJ18的规定
6
钢筋低温焊接头
钢筋电渣压力焊检验批质量验收记录
编号:
单位(子单位)工程名称
分部(子分部)工程名称
分项工程名称
验收部位
施工单位
项目经理
施工执行标准名称及编号
专业工长(施工员)
分包单位
分包项目经理
类别
序号
检查项目
质量标准
单位
施工单位自检记录
监理(建设)单位验收记录
主控项目
1
焊工技能众
从事钢筋焊接施工的焊工必须持有焊工考试合格证,并应按照合格证规定的范围上岗操作
应符合JGJ18的规定
般项目
1
接头处外观质量
接头处焊包均匀,无裂纹及明显烧伤
2
焊包高度
钢筋直径≤25mm时
三4
mm
钢筋直径228mm时
三6
mm
3
接头处弯折偏差
≤2
度
4
接头处钢筋轴线偏移
不得大于Imm
mm
施工单位检查结果
班组长:项目专业质量检查员:
项目专业技术负责人:年月日
监理(建设)单位验收结论
பைடு நூலகம்专业监理工程师:
(建设单位项目专业技术负责人)年月日
钢筋安装工程检验批质量验收记录表
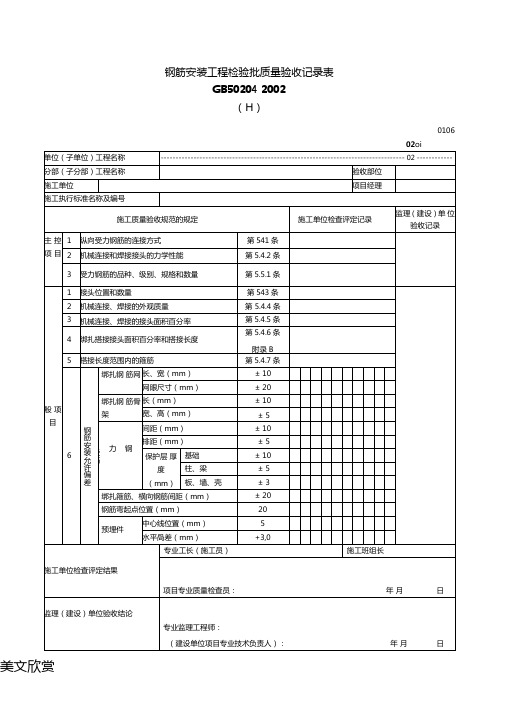
钢筋安装工程检验批质量验收记录表GB50204 2002(H)010602oi美文欣赏1、走过春的田野,趟过夏的激流,来到秋天就是安静祥和的世界。
秋天,虽没有玫瑰的芳香,却有秋菊的淡雅,没有繁花似锦,却有硕果累累。
秋天,没有夏日的激情,却有浪漫的温情,没有春的奔放,却有收获的喜悦。
清风落叶舞秋韵,枝头硕果醉秋容。
秋天是甘美的酒,秋天是壮丽的诗,秋天是动人的歌。
2、人的一生就是一个储蓄的过程,在奋斗的时候储存了希望;在耕耘的时候储存了一粒种子;在旅行的时候储存了风景;在微笑的时候储存了快乐。
聪明的人善于储蓄,在漫长而短暂的人生旅途中,学会储蓄每一个闪光的瞬间,然后用它们酿成一杯美好的回忆,在四季的变幻与交替之间,散发浓香,珍藏一生!3、春天来了,我要把心灵放回萦绕柔肠的远方。
让心灵长出北归大雁的翅膀,乘着吹动彩云的熏风,捧着湿润江南的霡霂,唱着荡漾晨舟的渔歌,沾着充盈夜窗的芬芳,回到久别的家乡。
我翻开解冻的泥土,挖出埋藏在这里的梦,让她沐浴灿烂的阳光,期待她慢慢长出枝蔓,结下向往已久的真爱的果实。
4、好好享受生活吧,每个人都是幸福的。
人生山一程,水一程,轻握一份懂得,将牵挂折叠,将幸福尽收,带着明媚,温暖前行,只要心是温润的,再遥远的路也会走的安然,回眸处,愿阳光时时明媚,愿生活处处晴好。
5、漂然月色,时光随风远逝,悄然又到雨季,花,依旧美;心,依旧静。
月的柔情,夜懂; 心的清澈,雨懂;你的深情,我懂。
人生没有绝美,曾经习惯漂浮的你我,曾几何时,向往一种平实的安定,风雨共度,淡然在心,凡尘远路,彼此守护着心的旅程。
沧桑不是自然,而是经历;幸福不是状态,而是感受。
6、疏疏篱落,酒意消,惆怅多。
阑珊灯火,映照旧阁。
红粉朱唇,腔板欲与谁歌?画脸粉色,凝眸着世间因果;未央歌舞,轮回着缘起缘落。
舞袖舒广青衣薄,何似院落寂寞。
风起, 谁人轻叩我柴扉小门,执我之手,听我戏说?7、经年,未染流殇漠漠清殇。
流年为祭。
钢筋焊接质量检测记录表

钢筋焊接质量检测记录表项目信息
项目名称: [请填写项目名称]
项目地点: [请填写项目地点]
日期: [请填写日期]
检测人员信息
检测人员: [请填写检测人员姓名]
资质: [请填写检测人员资质]
检测要求
根据相关标准和要求,对钢筋焊接质量进行检测,包括以下项目:
1. 焊接材料检查
2. 焊缝外观检查
3. 扩展性能检查
4. 抗冲击性能检查
检测结果
1. 焊接材料检查
- 焊条牌号: [请填写焊条牌号]
- 焊接工艺: [请填写焊接工艺]
- 焊缝检测结果: [请填写焊缝检测结果,例如合格、不合格]
2. 焊缝外观检查
- 焊缝外观检查结果: [请填写焊缝外观检查结果,例如合格、不合格]
- 外观缺陷描述: [请填写外观缺陷描述,如果有]
3. 扩展性能检查
- 扩展性能检查结果: [请填写扩展性能检查结果,例如合格、不合格]
- 检测数值: [请填写检测数值,如果有]
4. 抗冲击性能检查
- 抗冲击性能检查结果: [请填写抗冲击性能检查结果,例如合格、不合格]
- 检测数值: [请填写检测数值,如果有]
备注
[请填写其他需要记录的信息以及备注]
签名
检测人员: [请填写检测人员姓名]
日期: [请填写日期]
以上为钢筋焊接质量检测记录表,供参考使用。
根据实际情况填写相关信息,并确保记录准确可靠。
钢筋焊接检验检测原始记录
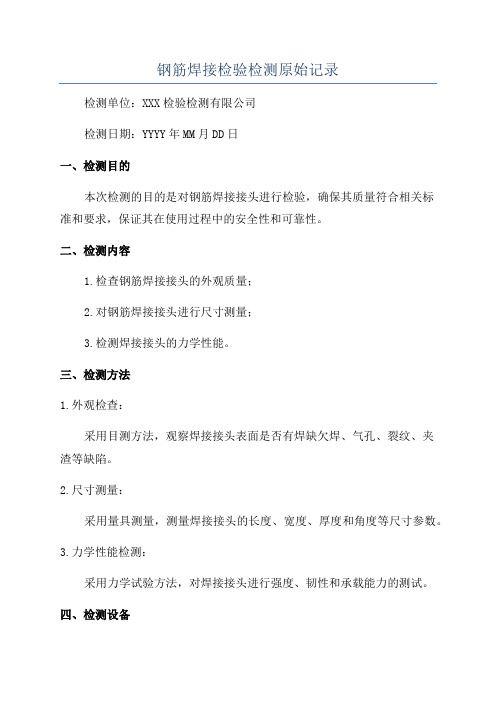
钢筋焊接检验检测原始记录检测单位:XXX检验检测有限公司检测日期:YYYY年MM月DD日一、检测目的本次检测的目的是对钢筋焊接接头进行检验,确保其质量符合相关标准和要求,保证其在使用过程中的安全性和可靠性。
二、检测内容1.检查钢筋焊接接头的外观质量;2.对钢筋焊接接头进行尺寸测量;3.检测焊接接头的力学性能。
三、检测方法1.外观检查:采用目测方法,观察焊接接头表面是否有焊缺欠焊、气孔、裂纹、夹渣等缺陷。
2.尺寸测量:采用量具测量,测量焊接接头的长度、宽度、厚度和角度等尺寸参数。
3.力学性能检测:采用力学试验方法,对焊接接头进行强度、韧性和承载能力的测试。
四、检测设备1.目测用眼镜、手持灯;2.量具包括卷尺、千分尺、角度尺等;3.力学试验设备包括拉力试验机、冲击试验机等。
五、检测过程和结果1.外观检测:按照焊接接头表面缺陷的类型和数量填写相应的记录表。
结果如下:-焊缺欠焊:无;-气孔:无;-裂纹:无;-夹渣:无。
2.尺寸测量:依次测量焊接接头的长度、宽度、厚度和角度,记录并计算出平均值。
结果如下:- 长度:XX mm;- 宽度:XX mm;- 厚度:XX mm;-角度:XX度。
3.力学性能检测:采用拉力试验机和冲击试验机进行测试,记录并计算出相应的参数。
-强度:XXMPa;-韧性:XXkJ/m2;-承载能力:XXkN。
六、检测结论根据上述检测结果,钢筋焊接接头的外观质量良好,尺寸符合要求,力学性能满足相关标准和要求。
七、检测人员签字及日期检测人员1:___________检测人员2:___________日期:YYYY年MM月DD日以上就是钢筋焊接检验检测的原始记录,总字数超过1200字。
钢筋焊接机器进场安装验收记录表

钢筋焊接机器进场安装验收记录表
基本信息
- 设备名称:钢筋焊接机器
- 型号:[请填写型号]
- 进场日期:[请填写日期]
- 验收日期:[请填写日期]
安装验收内容
1. 检查基础
- 确认焊接机器的基础已按要求施工完成
- 检查基础的平整度和强度是否符合要求
- 确保基础与机器的连接牢固稳定
2. 检查电源接入
- 检查电源接入点是否符合规范
- 确认电源线路能够满足机器的电力需求
- 进行电源接入测试,确保机器能正常启动和运行
3. 机器部件检查
- 检查机器的外观,确认无损坏或变形情况
- 检查焊接电极、气缸、液压系统等关键部件是否正常
- 测试机器的各项功能,确保能正常工作
4. 安全性能检查
- 确认机器是否配备了必要的安全保护装置
- 检查焊接机器的防护罩是否完好,并能正常启动保护装置
- 确认机器的紧急停机系统是否有效
安装验收结果
- 验收结论:[请填写验收结论,例如:合格、不合格]
- 验收人员:[请填写验收人员姓名及职务]
- 备注:[可填写特殊情况、不合格原因等其他需要备注的事项]
验收人员签字
- [请验收人员按需填写签字]。
钢筋焊接工艺试验记录表

焊工姓名
合格证
编号
施焊
日期
年月日
记录
监理见证人
年月日
评定结果
1、焊接方法:
2、结论:
项目技术负责人
年月日
专业监理工程师
年月日
重庆市建设工程质量监督总站制
钢筋焊接工艺试验记录表
渝建竣
工程名称
工艺标准
施工单位
监理单位
焊接方法
接头型式
焊接位置
□水平
□竖向
□仰焊
钢筋牌号规格(mm)
钢材牌号规格(mm)
焊材型号
焊材规格
焊剂/
保护气体
焊机型号
焊机编号
焊接
工艺
参数
焊接头
示意图
施焊环境
室内/室外
焊接时天气
相对湿度
%
焊接时间/个
试件数量
试件编号
外观质量检查
力学性能试验
钢筋焊接接头检验批质量验收记录表格(2012新规程)
钢筋闪光对焊接头检验批质量验收记录(样表)
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
钢筋电渣压力焊接头检验批质量验收记录
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
钢筋气压焊接头检验批质量验收记录
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
预埋件钢筋T形接头检验批质量验收记录
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
项目专业质量检查员等进行验收。
.。
钢筋电渣压力焊接头施工质量检查验收记录
至
日
批外观质量检查情况(检验批构件部位及名
第
称):
钢筋焊接及验收规范JGJ18-2012的规定
1.四周焊包凸出钢筋表面的高度,当钢筋直径为 25mm及以下时,不得小于4mm;当钢筋直径为28mm及 以上时,不得小于6mm。
2.钢筋与电极接触处,应无烧伤缺陷
施工单位检查评定记录
监理(建设)单位 验收记录
2.钢
监理(建设)单位 验收记录
3.接头处的弯折角不得大于2°
4.接头处的轴线偏移不得大于1mm
工程名称: 株洲诚晟
施工单位:
焊剂牌号:
钢筋牌号及直径:
焊接接头数 量:
个 焊工姓名及考试合格证号:
随机切取试件数:
根
力学性能试验结 果:
施焊时间: 自
年月日
钢筋电渣压力焊接头施工质量检查验收记录
工程名称: 株洲诚晟
施工单位:
焊剂牌号:
钢筋牌号及直径:
焊接接头数 量:
个 焊工姓名及考试合格证号:
随机切取试件数:
根
力学性能试验结 果:
施焊时间: 自
年月日
至
日
批外观质量检查情况(检验批构件部位及名
第
称):
钢筋焊接及验收规范JGJ18-2012的规定
1.四周焊包凸出钢筋表面的高度,当钢筋直径为 25mm及以下时,不得小于4mm;当钢筋直径为28mm及 以上时,不得小于6mm。
施工单位检查记录人: 监理(建设)单位旁站监督人:
3.接头处的弯折角不得大于2°
4.接头处的轴线偏移不得大于1mm 施工单位检查评定结果:
监理(建设)单位验收结论:
项目专业技术负责人:
年月日
钢筋验收记录表
钢筋验收记录表日期:xxxx年xx月xx日工地名称:xxxx工地施工单位:xxxx公司监理单位:xxxx监理公司验收人员:xxxx一、基本情况本次钢筋验收是针对xxxx工地的xxxx部位进行的。
工地位于xxxx 地区,施工单位为xxxx公司,监理单位为xxxx监理公司。
二、验收内容1. 钢筋数量验收根据设计要求,对xxxx部位的钢筋数量进行验收。
通过对工地现场的实际情况进行核对,确认钢筋数量符合设计要求。
2. 钢筋规格验收对xxxx部位的钢筋规格进行验收。
根据设计图纸和施工图纸要求,检查现场所使用的钢筋规格是否符合要求。
3. 钢筋间距验收根据设计要求,对xxxx部位的钢筋间距进行验收。
通过测量实际间距,并与设计要求进行比对,确认钢筋间距符合设计要求。
4. 钢筋质量验收对xxxx部位的钢筋质量进行验收。
通过对现场钢筋进行目测和手触,检查钢筋的表面是否平整、无裂纹、无锈蚀等质量问题。
三、验收结果经过以上的验收工作,确认如下结果:1. 钢筋数量符合设计要求,没有缺漏情况。
2. 钢筋规格符合设计要求,没有使用错误的规格。
3. 钢筋间距符合设计要求,没有超出或不足的情况。
4. 钢筋质量符合要求,没有出现质量问题。
四、存在问题及处理情况在钢筋验收过程中,发现以下问题:1. 部分钢筋的表面有轻微的锈蚀情况。
处理措施:对受影响的钢筋进行清理和防锈处理,并进行二次验收。
2. 部分钢筋间距略有偏差,超出设计要求。
处理措施:对超出间距的钢筋进行调整和修正,并进行二次验收。
五、验收结论经过本次钢筋验收,确认xxxx部位的钢筋符合设计要求,具备施工条件。
施工单位应按照相关要求进行后续施工工作,并及时处理存在的问题。
验收人员:xxxx。
钢筋连接检验批质量验收记录表
/
3
箍筋直径、横向、纵向受力钢筋间距符合设计及规范要求
施工单位
检查结果
经检查,主控项目合格,一般项目符合设计及规范要求,评定合格。
专业工长:
质量员:
年月日
监理单位
验收结论
监理工程师:
年月日
江苏省建设工程质量监督总站监制
验收项目
设计要求及
规范规定
最小/实际
检查数量
检查记录
检查
结果
主
控
项ห้องสมุดไป่ตู้
目
1
钢筋的连接方式
设计的钢筋连接方式:电渣压力焊
全数
/
全数
钢筋连接方式为:电渣压力焊
2
接头的力学性能、弯曲性能
钢筋机械连接接头、焊接接头的力学性能、弯曲性能应符合国家现行相关标准的规定。
/
检测合格
3
螺纹接头的拧紧扭矩值
螺纹接头应检验拧紧扭矩值,挤压接头应量测压痕直径,检验结果应符合现行行业标准《钢筋机械连接技术规程》JGJ 107的相关规定。
6
/
6
钢筋焊接接头的外观质量符合现行行业标准和《钢筋焊接及验收规程》JGJ 18的规定
3
钢筋的接头面积百分率
纵向受力钢筋机械连接接头或焊接接头时,同一连接区段内纵向受力钢筋的接头面积百分率设计要求为:
当设计无具体要求时,应符合5.4.6条规定。
3
/
3
同一连接区段内,纵向受拉钢筋的接头面积百分率50%。
钢筋连接检验批质量验收记录
苏TJ5.1.2.2
工程名称
分部(子分部)工程名称
混凝土结构
分项工程名称
钢筋连接
施工单位
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
复查结论:
复查日期:年月日
施工单位
北京天恒建设工程有限公司
专业技术负责人
专业质检员
专业工长
注:本表由施工单位填写并保存。d为钢筋直径。
钢筋焊接外观检查记录表
编号
01-C5-007
工程名称
综合办税及信息网络中心
焊接类型
HRB400
20
操作人
陈来增
证号
6
0008
序号
检查项目
质量标准
允许偏差
检查结果
备注
1
帮条长度
10d
0
合格
2
焊缝宽度
+
0
合格
3
焊缝厚度
+
0
合格
4
焊缝长度
10d
合格
5
帮条沿接头中心线的纵向偏移
合格
6
接头处钢筋轴线的偏移
合格
7
接头处弯折角
3°
合格
8
横向咬边深度
0.5mm
合格
9
在长2d焊缝
表面上的气孔及夹渣
焊接类型
帮条单面焊
检查部位
地下室梁1-6/A-D轴
检查日期
2006年5月5日
钢筋规格型号
HRB400
22
操作人
陈来增
证号
6
0008
序号
检查项目
质量标准
允许偏差
检查结果
备注
1
帮条长度
10d
0
合格
2
焊缝宽度
+
0
合格
3
焊缝厚度
+
0
合格
4
焊缝长度
10d
合格
5
帮条沿接头中心线的纵向偏移
合格
6
接头处钢筋轴线的偏移
注:本表由施工单位填写并保存。d为钢筋直径。
钢筋焊接外观检查记录表
编号
01-C5-012
工程名称
综合办税及信息网络中心
焊接类型
帮条单面焊
检查部位
地下室内墙暗柱、暗梁、框架柱1-6/A-D轴
检查日期
2006年4月16日
钢筋规格型号
HRB400
20
操作人
陈来增
证号
6
0008
序号
检查项目
质量标准
允许偏差
检查结果
焊接类型
帮条单面焊
检查部位
地下室内墙暗柱、暗梁、框架柱1-6/A-D轴
检查日期
2006年4月16日
钢筋规格型号
HRB400
25
操作人
陈来增
证号
6
0008
序号
检查项目
质量标准
允许偏差
检查结果
备注
1
帮条长度
10d
0
合格
2
焊缝宽度
+
0
合格
3
焊缝厚度
+
0
合格
4
焊缝长度
10d
合格
5
帮条沿接头中心线的纵向偏移
合格
复查日期:年月日
施工单位
北京天恒建设工程有限公司
专业技术负责人
专业质检员
专业工长
注:本表由施工单位填写并保存。d为钢筋直径。
钢筋焊接外观检查记录表
编号
01-C5-002
工程名称
综合办税及信息网络中心
焊接类型
帮条单面焊
检查部位
1-6/A-D轴基础筏板
检查日期
2006年3月28日
钢筋规格型号
HRB400
合格
7
接头处弯折角
3°
合格
8
横向咬边深度
0.5mm
合格
9
在长2d焊缝
表面上的气孔及夹渣
2个
合格
检查意见:
经检查,焊缝表面平整,无凹陷或焊瘤,焊接接头区域无裂纹、咬边、气孔、夹渣,符合规范要求。
复查结论:
复查日期:年月日
施工单位
北京天恒建设工程有限公司
专业技术负责人
专业质检员
专业工长
注:本表由施工单位填写并保存。d为钢筋直径。
帮条单面焊
检查部位
1-6/A-D轴基础梁
检查日期
2006年3月28日
钢筋规格型号
HRB400
25
操作人
陈来增
证号
6
0008
序号
检查项目
质量标准
允许偏差
检查结果
备注
1
帮条长度
10d
0
合格
2
焊缝宽度
+
0
合格
3
焊缝厚度
+
0
合格
4
焊缝长度
10d
合格
5
帮条沿接头中心线的纵向偏移
合格
6
接头处钢筋轴线的偏移
合格
7
6
接头处钢筋轴线的偏移
合格
7
接头处弯折角
3°
合格
8
横向咬边深度
0.5mm
合格
9
在长2d焊缝
表面上的气孔及夹渣
2个
合格
检查意见:
经检查,焊缝表面平整,无凹陷或焊瘤,焊接接头区域无裂纹、咬边、气孔、夹渣,符合规范要求。
复查结论:
复查日期:年月日
施工单位
北京天恒建设工程有限公司
专业技术负责人
专业质检员
专业工长
+
0
合格
4
焊缝长度
10d
合格
5
帮条沿接头中心线的纵向偏移
合格
6
接头处钢筋轴线的偏移
合格
7
接头处弯折角
3°
合格
8
横向咬边深度
0.5mm
合格
9
在长2d焊缝
表面上的气孔及夹渣
2个
合格
检查意见:
经检查,焊缝表面平整,无凹陷或焊瘤,焊接接头区域无裂纹、咬边、气孔、夹渣,符合规范要求。
复查结论:
复查日期:年月日
钢筋焊接外观检验记录表
钢筋焊接外观检查记录表
编号
01-C5-001
工程名称
综合办税及信息网络中心
焊接类型
帮条单面焊
检查部位
1-6/A-D轴基础筏板
检查日期
2006年3月28日
钢筋规格型号
HRB400
22
操作人
陈来增
证号
6
0008
序号
检查项目
质量标准
允许偏差
检查结果
备注
1
帮条长度
10d
0
合格
2
焊缝宽度
复查结论:
复查日期:年月日
施工单位
北京天恒建设工程有限公司
专业技术负责人
专业质检员
专业工长
注:本表由施工单位填写并保存。d为钢筋直径。
钢筋焊接外观检查记录表
编号
01-C5-010
工程名称
综合办税及信息网络中心
焊接类型
帮条单面焊
检查部位
地下室框架柱、暗柱1-6/A-D轴
检查日期
2006年4月10日
钢筋规格型号
22
操作人
陈来增
证号
6
0008
序号
检查项目
质量标准
允许偏差
检查结果
备注
1
帮条长度
10d
0
合格
2
焊缝宽度
+
0
合格
3
焊缝厚度
+
0
合格
4
焊缝长度
10d
合格
5
帮条沿接头中心线的纵向偏移
合格
6
接头处钢筋轴线的偏移
合格
7
接头处弯折角
3°
合格
8
横向咬边深度
0.5mm
合格
9
在长2d焊缝
表面上的气孔及夹渣
2个
合格
检查意见:
+
0
合格
3
焊缝厚度
+
0
合格
4
焊缝长度
10d
合格
5
帮条沿接头中心线的纵向偏移
合格
6
接头处钢筋轴线的偏移
合格
7
接头处弯折角
3°
合格
8
横向咬边深度
0.5mm
合格
9
在长2d焊缝
表面上的气孔及夹渣
2个
合格
检查意见:
经检查,焊缝表面平整,无凹陷或焊瘤,焊接接头区域无裂纹、咬边、气孔、夹渣,符合规范要求。
复查结论:
北京天恒建设工程有限公司
专业技术负责人
专业质检员
专业工长
注:本表由施工单位填写并保存。d为钢筋直径。
钢筋焊接外观检查记录表
编号
01-C5-005
工程名称
综合办税及信息网络中心
焊接类型
帮条单面焊
检查部位
1-6/A-D轴基础梁
检查日期
2006年3月28日
钢筋规格型号
HRB400
28
操作人
陈来增
证号
6
0008
钢筋规格型号
HRB400
22
操作人
陈来增
证号
6
0008
序号
检查项目
质量标准
允许偏差
检查结果
备注
1
帮条长度