钢筋电渣力焊接头检验批质量验收记录表
钢结构制作(安装)焊接工程检验批质量验收记录表(模板)

钢结构制作(安装)焊接工程检验批质量验收记录表GB50205—2001010901□□□说明010901(Ⅰ)(主控) 020401 主控项目:1.检查数量:全数检查。
检验方法:检查产品的质量合格证明文件,中文标志及检验报告.2。
全数检查。
检查复验报告。
3。
全数检查。
检查质量证明书和烘焙记录和材料用量证明。
4.全数检查。
检查焊工合格证及其认可范围,有效期。
5.全数检查。
检查焊接工艺评定报告。
6.全数检查.检查超声波或射线探伤记录。
7.资料全数检查;同类焊缝抽查10%,且不应少于3条。
观察检查,用焊缝量规抽查测量.见图5。
2.5。
8。
每批同类构件抽查10%,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5%且不应少于1条,每条检查1处,总抽查数不应少于10处.观察检查或使用放大镜、焊缝量规和钢尺检查,当存在疑义时,采用渗透或磁粉探伤检查.钢结构制作(安装)焊接工程检验批质量验收记录表GB50205—2001010901□□说明010901(Ⅰ)(一般) 020401 一般项目:1。
按量抽查1%,且不应少于10包.观察检查。
2。
全数检查。
检查预、后热施工记录和工艺试验报告。
3。
检查数量同主控项目第8条。
观察检查或使用放大镜、焊缝量规和钢尺检查。
见附录A。
0.1表。
4。
检查数量同主控项目第8条.用焊缝量规检查。
注:B指焊缝宽度h f>8.0mm的角焊缝其局部焊脚尺寸允许低于设计要求值1.0mm,但总长度不得超过焊缝长度10%;焊接H形梁腹板与翼缘板的焊缝两端在其两翼缘板宽度范围内,焊缝的焊脚尺寸不得低于设计值。
见附录A。
0。
1-2表.5.检查数量:每批同类构件抽查10%,且不应少于3件,观察检查。
6。
检查数量:每批同类构件抽查10%,且不应少于3件,被抽查构件中,每件焊缝按数量各抽查5%,总抽查处不应少于5处.观察检查.注:t为连接处较薄的板厚。
表118钢筋原材料检验批质量验收记录
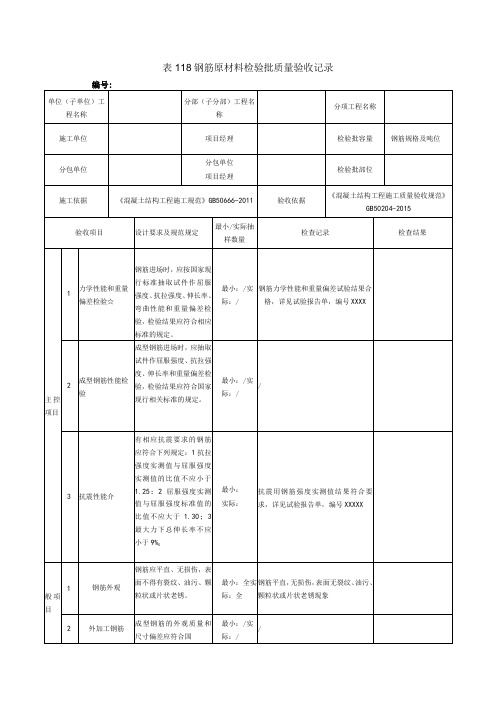
编号:
单位(子单位)工程名称
分部(子分部)工程名称
分项工程名称
施工单位
项目经理
检验批容量
钢筋规格及吨位
分包单位
分包单位
项目经理
检验批部位
施工依据
《混凝土结构工程施工规范》GB50666-2011
验收依据
《混凝土结构工程施工质量验收规范》GB50204-2015
验收项目
设计要求及规范规定
最小/实际抽样数量
检查记录
检查结果
主控项目
1
力学性能和重量偏差检验☆
钢筋进场时,应按国家现行标准抽取试件作屈服强度、抗拉强度、伸长率、弯曲性能和重量偏差检验,检验结果应符合相应标准的规定。
最小:/实际:/
钢筋力学性能和重量偏差试验结果合格,详见试验报告单,编号XXXX
2
成型钢筋性能检验
成型钢筋进场时,应抽取试件作屈服强度、抗拉强度、伸长率和重量偏差检验,检验结果应符合国家现行相关标准的规定。
最小:/实际:/
/
3
抗震性能介
有相应抗震要求的钢筋应符合下列规定:1抗拉强度实测值与屈服强度实测值的比值不应小于1.25:2屈服强度实测值与屈服强度标准值的比值不应大于1.30;3最大力下总伸长率不应小于9%0
最小:
实际:
抗震用钢筋强度实测值结果符合要求,详见试验报告单,编号XXXXX
般项目
1
钢筋外观
钢筋应平直、无损伤,表面不得有裂纹、油污、颗粒状或片状老锈。
最小:全实际:全
钢筋平直,无损伤,表面无裂纹、油污、颗粒状或片状老锈现象
2
外加工钢筋
成型钢筋的外观质量和尺寸偏差应符合国
最小:/实际:/
钢筋焊接分项工程质量验收记录表

-2
-4
-3
5
2
1
4
2
5
2
4
骨架的长度
±10
-8
-4
-6
5
7
2
6
3
4
-8
5
受力钢筋
间距
±10
-2
-8
-4
5
3
7
2
5
6
2
排距
±5
-2
-4
-6
-2
4
2
1
5
4
2
6
箍筋、构造筋间距
±10
-3
-4
-2
5
3
-6
-4
8
5
4
7
钢筋弯起点位移
8
焊接预埋件
中心线位移
5
2
4
1
3
5
4
2
4
2
5
水平高差
+3—0
1
3
2
1
1
2
2
钢筋焊接接头、焊接制品的机械性能必须符合焊接规定
符合设计要求及施工质量验收规范的规定
基本项目
项目
质量情况
等级
1
钢筋网和骨架焊接
1
2
3
4
5
6
7
8
9
10
合格
2
钢筋焊接接头
点焊焊点
/
对焊接头
经检验,闪光对焊接头合格,报告编号10010060。
电弧焊接头
经检验,电弧单面搭接焊焊接头合格,报告编号10010059。
实测110点,其中合格105点,合格率95%
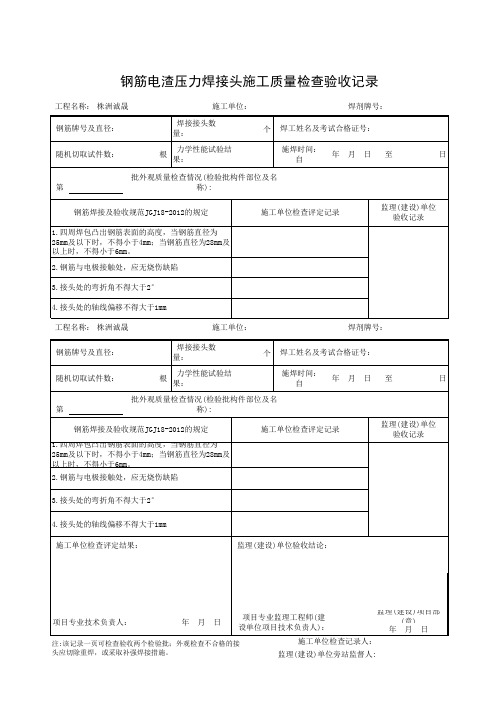
钢筋电渣压力焊接头施工质量检查验收记录
至
日
批外观质量检查情况(检验批构件部位及名
第
称):
钢筋焊接及验收规范JGJ18-2012的规定
1.四周焊包凸出钢筋表面的高度,当钢筋直径为 25mm及以下时,不得小于4mm;当钢筋直径为28mm及 以上时,不得小于6mm。
2.钢筋与电极接触处,应无烧伤缺陷
施工单位检查评定记录
监理(建设)单位 验收记录
2.钢
监理(建设)单位 验收记录
3.接头处的弯折角不得大于2°
4.接头处的轴线偏移不得大于1mm
工程名称: 株洲诚晟
施工单位:
焊剂牌号:
钢筋牌号及直径:
焊接接头数 量:
个 焊工姓名及考试合格证号:
随机切取试件数:
根
力学性能试验结 果:
施焊时间: 自
年月日
钢筋电渣压力焊接头施工质量检查验收记录
工程名称: 株洲诚晟
施工单位:
焊剂牌号:
钢筋牌号及直径:
焊接接头数 量:
个 焊工姓名及考试合格证号:
随机切取试件数:
根
力学性能试验结 果:
施焊时间: 自
年月日
至
日
批外观质量检查情况(检验批构件部位及名
第
称):
钢筋焊接及验收规范JGJ18-2012的规定
1.四周焊包凸出钢筋表面的高度,当钢筋直径为 25mm及以下时,不得小于4mm;当钢筋直径为28mm及 以上时,不得小于6mm。
施工单位检查记录人: 监理(建设)单位旁站监督人:
3.接头处的弯折角不得大于2°
4.接头处的轴线偏移不得大于1mm 施工单位检查评定结果:
监理(建设)单位验收结论:
项目专业技术负责人:
年月日
钢筋电渣压力焊接头施工质量检查验收记录
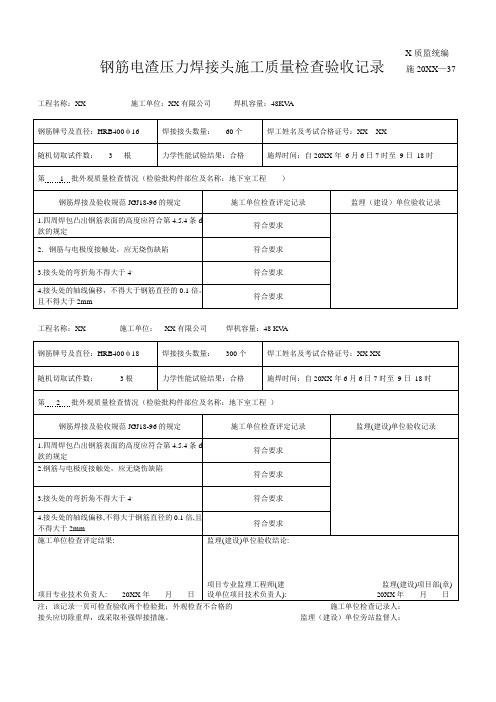
工程名称:XX 施工单位:XX有限公司焊机容量:48KV A
工程名称:XX 施工单位:XX有限公司焊机容量:48 KV A
注:该记录一页可检查验收两个检验批;外观检查不合格的施工单位检查记录人:接头应切除重焊,或采取补强焊接措施。
监理(建设)单位旁站监督人:
工程名称:XX 施工单位:XX有限公司焊机容量:48KV A
工程名称:XX 施工单位:XX有限公司焊机容量:48 KV A
注:该记录一页可检查验收两个检验批;外观检查不合格的施工单位检查记录人:接头应切除重焊,或采取补强焊接措施。
监理(建设)单位旁站监督人:
工程名称:XX 施工单位:XX有限公司焊机容量:48KV A
注:该记录一页可检查验收两个检验批;外观检查不合格的施工单位检查记录人:接头应切除重焊,或采取补强焊接措施。
监理(建设)单位旁站监督人:
工程名称:XX 施工单位:XX有限公司焊机容量:48KV A
工程名称:XX 施工单位:XX有限公司焊机容量:48 KV A
注:该记录一页可检查验收两个检验批;外观检查不合格的施工单位检查记录人:接头应切除重焊,或采取补强焊接措施。
监理(建设)单位旁站监督人:。
钢筋验收记录表
钢筋验收记录表日期:XXXX年XX月XX日验收项目:钢筋验收地点:工地名称/具体位置验收人员:XXX、XXX、XXX一、验收钢筋的基本信息1. 钢筋类型:(例如HRB400、HRB500等)2. 钢筋直径:(例如10mm、12mm等)3. 钢筋长度:(例如6m、12m等)4. 钢筋数量:(例如100根、200根等)二、验收结果经过对钢筋的验收,我们得出以下结果:1. 外观质量:钢筋表面应光洁平整,无明显的锈蚀、裂纹或变形。
经验收,本次钢筋外观质量良好,符合要求。
2. 尺寸偏差:钢筋的直径和长度应符合设计要求。
经测量,本次钢筋的直径和长度均在允许范围内,没有发现明显的尺寸偏差。
3. 钢筋标识:钢筋上的标识应清晰可辨,包括钢筋种类、规格等信息。
经查验,本次钢筋的标识完整清晰,无误。
4. 强度性能:钢筋的强度应符合相关标准要求。
经过拉力试验,本次钢筋的强度满足设计要求,具备良好的承载能力。
三、验收结论根据以上验收结果,我们得出以下结论:本次钢筋验收合格,符合设计要求和相关标准。
钢筋的外观质量良好,尺寸偏差在允许范围内,标识清晰无误,强度满足设计要求。
经过验收的钢筋可以安全使用于工程中。
四、存在的问题及建议在钢筋验收过程中,我们未发现任何明显的质量问题或不合格情况。
然而,为了进一步提高钢筋的质量和安全性,建议在使用钢筋时注意以下几点:1. 运输和储存:在钢筋运输和储存过程中,要防止碰撞、湿度过高等情况对钢筋造成损害。
2. 安装注意事项:在钢筋的安装过程中,要确保正确的接头方式和连接质量,以确保结构的稳定和安全。
3. 防护措施:在使用钢筋时,要注意采取适当的防护措施,避免钢筋与其他材料发生腐蚀或损伤。
以上是本次钢筋验收的记录和结论,希望能对工程的顺利进行提供参考和保障。
如有其他问题或需要进一步了解,请及时与相关部门联系。
谢谢!。
钢筋连接检验批质量验收记录表

/
3
箍筋直径、横向、纵向受力钢筋间距符合设计及规范要求
施工单位
检查结果
经检查,主控项目合格,一般项目符合设计及规范要求,评定合格。
专业工长:
质量员:
年月日
监理单位
验收结论
监理工程师:
年月日
江苏省建设工程质量监督总站监制
验收项目
设计要求及
规范规定
最小/实际
检查数量
检查记录
检查
结果
主
控
项ห้องสมุดไป่ตู้
目
1
钢筋的连接方式
设计的钢筋连接方式:电渣压力焊
全数
/
全数
钢筋连接方式为:电渣压力焊
2
接头的力学性能、弯曲性能
钢筋机械连接接头、焊接接头的力学性能、弯曲性能应符合国家现行相关标准的规定。
/
检测合格
3
螺纹接头的拧紧扭矩值
螺纹接头应检验拧紧扭矩值,挤压接头应量测压痕直径,检验结果应符合现行行业标准《钢筋机械连接技术规程》JGJ 107的相关规定。
6
/
6
钢筋焊接接头的外观质量符合现行行业标准和《钢筋焊接及验收规程》JGJ 18的规定
3
钢筋的接头面积百分率
纵向受力钢筋机械连接接头或焊接接头时,同一连接区段内纵向受力钢筋的接头面积百分率设计要求为:
当设计无具体要求时,应符合5.4.6条规定。
3
/
3
同一连接区段内,纵向受拉钢筋的接头面积百分率50%。
钢筋连接检验批质量验收记录
苏TJ5.1.2.2
工程名称
分部(子分部)工程名称
混凝土结构
分项工程名称
钢筋连接
施工单位
钢筋安装工程检验批质量验收记录表

钢筋加工检验批质量验收记录表GB50204-2002(Ⅰ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋加工、安装验报表A9工程名称:闽侯县第六中学食堂宿舍楼编号:GB50204-2002(Ⅰ)模板安装验表A9工程名称:闽侯县第六中学食堂宿舍楼编号:混凝土浇捣令编号05本表一式三份,建设、监理、施工单位各一份。
浇捣要求:1、浇捣前模板清理干净;浇水湿润;2、后台主计量器具校核,保证计量准确;3、施工缝处浇水湿润,按要求接浆;4、严格控制水灰比,配合比,振捣密实等。
本表由施工单位,经监理单位检查合格签字,总监签发批准后方可进行操作施工。
钢筋及预埋件隐蔽验收记录混凝土开盘鉴定质控(建)表4.1.6.8 共 1 页第 1 页混凝土原材料及配合比设计混凝土施工检验批质量报验表A9工程名称:闽侯县第六中学食堂宿舍楼编号:混凝土原材料及配合比设计检验批质量验收记录表GB50204-2002(Ⅰ)混凝土施工检验批质量验收记录表GB50204-2002(Ⅱ)混凝土工程(现场搅拌)施工记录质控(建)表4.1.6.9-1 共页第页模板拆除工序申请表工程名称:闽侯县第六中学食堂宿舍楼编号:本表由施工承包单位填报,一式二份,监理单位和施工承包单位各一份。
(附件:砼压强报告)模板拆除工程检验批质量验收记录表GB50204-2002(Ⅲ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)GB50204-2002(Ⅱ)GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)(Ⅱ)(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢筋电弧焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋电渣压力焊接头检验批质量验收记录表(I )
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋闪光对焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003。