换料流程图
SMT作业详细流程图
A=50~250mm
E>5mm
D<8mm G< 0.5mm E>5mm
F<1.2mm
C>5mm
20
SMT生产上对PCB的要求
2.识别点(Mark)的要求: A. Mark的形状:标准圆形、正方形、三角形; B. Mark的大小;0.8~1.5mm; C. Mark的材质:镀金、镀锡、铜铂; D. Mark的表面要求:表面平整、光滑、无氧化、无污物; E. Mark的周围要求:周围1mm内不能有绿油或其它障碍物,与Mark颜色有明显差异; F. Mark的位置:距离板边5mm以上,周围5mm内不能有类似Mark的过孔、测试点等; G.为避免生产时进板方向错误,PCB左右两边Mark与板缘的位置差别应在10mm以上。
上 料 作 业 指 导 书
点 胶 作 业 指 导 书
贴 片 作 业 指 导 书
炉 前 检 查 作 业 指 导 书
补 件 作 业 指 导 书
外 观 检 查 作 业 指 导 书
后 焊 作 业 指 导 书
测 试 作 业 指 导 书
包 装 作 业 指 导 书
按已审核上料卡备料、上料
熟悉各作业指导书要求
熟悉各作业指导书要求
N 检查极性元件方向 N 检查元件偏移程度 通知技术员确认 N 对照样机检查有无少件、多件、错件竖 件、反件、侧立等不良 Y 记录检查报表
不良品校正
过回流炉固化
12
SMT炉前补件流程
发现机芯漏件
对照丝印图与BOM找到正确物料
IPQC物料确认(品质部)
未固化机芯补件
固化后红胶工艺补件
固化后锡膏工艺补件
品质部
操作员根据机器显示缺料状况进行备料
生产退换料流程
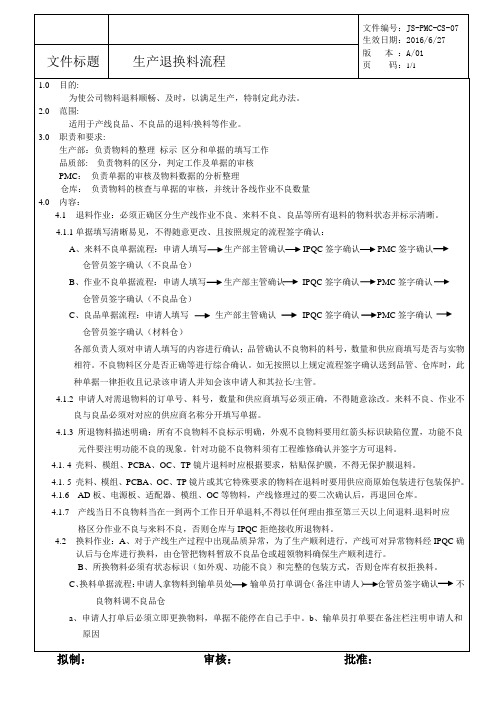
为使公司物料退料顺畅、及时,以满足生产,特制定此办法。
2.0范围:
适用于产线良品、不良品的退料/换料等作业。
3.0职责和要求:
生产部:负责物料的整理标示区分和单据的填写工作
品质部:负责物料的区分,判定工作及单据的审核
PMC:负责单据的审核及物料数据的分析整理
仓库:负责物料的核查与单据的审核,并统计各线作业不良数量
4.1. 4壳料、模组、PCBA、OC、TP镜片退料时应根据要求,粘贴保护膜,不得无保护膜退料。
4.1. 5壳料、模组、PCBA、OC、TP镜片或其它特殊要求的物料在退料时要用供应商原始包装进行包装保护。
4.1.6 AD板、电源板、适配器、模组、OC等物料,产线修理过的要二次确认后,再退回仓库。
4.1.7产线当日不良物料当在一到两个工作日开单退料,不得以任何理由推至第三天以上间退料.退料时应
格区分作业不良与来料不良,否则仓库与IPQC拒绝接收所退物料。
4.2换料作业:A、对于产线生产过程中出现品质异常,为了生产顺利进行,产线可对异常物料经IPQC确认后与仓库进行换料,由仓管把物料暂放不良品仓或超领物料确保生产顺利进行。
B、所换物料必须有状态标识(如外观、功能不良)和完整的包装方式,否则仓库有权拒换料。
C、换料单据流程:申请人拿物料到输单员处输单员打单调仓(备注申请人)仓管员签字确认不良物料调不良品仓
a、申请人打单后必须立即更换物料,单据不能停在自己手中。b、输单员打单要在备注栏注明申请人和
原因
拟制:审核:批准:
仓管员签字确认(不良品仓)
C、良品单据流程:申请人填写生产部主管确认IPQC签字确认PMC签字确认
仓管员签字确认(材料仓)
各部负责人须对申请人填写的内容进行确认;品管确认不良物料的料号,数量和供应商填写是否与实物相符。不良物料区分是否正确等进行综合确认。如无按照以上规定流程签字确认送到品管、仓库时,此种单据一律拒收且记录该申请人并知会该申请人和其拉长/主管。
SMT作业详细流程图

N 将首件测量记录表交QC组长审核 Y
10
SMT炉温设定及测试流程
SMT部
根据工艺进行炉温参数设置
工程部
炉温实际值测量
N
炉温测试初步判定
Y N
技术员审核签名
Y
产品过炉固化
Y
N
Y
跟踪固化效果
N
PE确认炉温并签 名
Y 正常生产
11
通知技术员确认 不良品校正
SMT炉前质量控制流程
元件贴装完毕
Y
产线QC与操作员确认签名
IPQC签名确认
开始首件生产
8
工程部 提供工程样机
PE确认
SMT首件样机确认流程
品质部
SMT部
N
Y
N IPQC元件实物
测量 Y
生产调试合格首部机芯
核对工程样机 Y
元件贴装效果确认 N
通知技术员调试
Y
OQC对焊接质量进行复检
回流焊接或固化并确认质量
填写样机卡并签名
对照样机进行生产、检查
Y 功能测试
N 交修理员进行修理
Y
2
成品包装送检
SMT部
对照生产制令,按研发部门 提供的BOM、PCB文件制作或
更改生产程序、上料卡
备份保存
按已审核上料卡备料、上料
SMT工艺控制流程
品质部
N
对BOM、生 产程序、上 料卡进行三
方审核
Y
审核者签名
工程部
按工艺要求制作《作业指导书》
包装作业指导书 测试作业指导书 后焊作业指导书 外观检查作业指导书 补件作业指导书 炉前检查作业指导书 贴片作业指导书 点胶作业指导书 上料作业指导书 印锡作业指导书
SMT操作员的换料流程

SMT操作员的换料流程第一篇:SMT操作员的换料流程SMT操作员的换料流程1、目的是为了避免SMT换错料和提高换料效率。
2、适用范围本文件适用于SMT 车间所有产品。
3、职责操作员:按照此文件执行换料。
拉长·IPQC:监督此文件的执行并做好记录。
4、操作步骤4.1 首先查看机器是否有即将贴完的物料,并将相应物料准备好,当有无盘物料或用过的物料时,顺取一个元件给IPQC测量其值,有丝印的看清丝印,经IPQC确认后做好标记,以减少寻料时间。
4.2当机器报警时,首先把机器报警关掉,通知IPQC前来对料,并打开安全盖,安全措施。
4.3然后查看电脑显示的物料品名,规格,是否与拆下的飞达上的物料相对应,以确保拆下的物料是正确的。
4.4完成以上动作后,将提前备好的物料与取下的物料盘核对,并核对机器所显示的站位表,要点有:A:确认元件的规格(例如:0603 0805 1206等)B:确认元件的品名(如:R 10K 100K等)C:确认元件的误差(D±0.5% F±1% J±5% K±10%)D:确认管装IC方向或有极性二极管,顺仔细检查其极性和品名。
4.5并快速换取飞达上的物料,上好相应站位。
检查FEEDER有无高翘等不良安全现象,盖好安全盖,执行自动贴装生产。
4.6 最后IPQC做好记录,并检查贴出的PCBA是否与首件一致;当IPQC不在位时,操作员代其做好记录,待IPQC回来后通知其核对检查。
4.9 清洁维护必须时刻对换料区做好7S,时刻保持换料区没有多余,不用的物料,物品,保持整齐,干净,清洁,卫生等。
4.10整个换料动作在58秒内完成。
5、注意事项5.1 换取物料时飞达的轻拿轻放,注意机器,飞达的安全。
(机器安全)5.2 注意换料时人员的安全操作。
(人身安全)5.3保持换料区和机器周围的7S第二篇:SMT操作员考试题SMT操作员考试题1)6300Ω = 6.KΩ,23000Ω= 23KΩ,1002= 10 kΩ,电容104= 100 NF, 2R2= 2.2Ω,2)F、J 指误差,F ±1%,J ±5%3)以下符号表示何意SMT:表面贴装技术 BOM:物料清单 ECN :工程变更通知4)图示是一个二极管,其黑色标志端为负极,如表示钽电容其黑色标志端为正极。
SMT详细流程图 图示

检查料架是否装置合格
品质部
N
IPQC核对物料(料 号/规格/厂商/周期) 并测量记录实测
值
Y
各项检查合格后进行正常生产
跟踪实物贴装效果并对样板
14
贴片机、插件机
SMT换料核对流程
品质部
SMT部
Y
IPQC核对物料并
测量实际值
操作员根据上料卡换料 生产线QC核对物料正确性
SMT部
对照生产制令,按研发部门 提供的BOM、PCB文件制作或
更改生产程序、上料卡
备份保存
按已审核上料卡备料、上料
SMT工艺控制流程
品质部
工程部
N
对BOM、生 产程序、上 料卡进行三
方审核
Y
审核者签名
按工艺要求制作《作业指导书》
印 锡 作 业
指 导 书
上 料 作 业 指 导 书
点 胶 作 业
指 导 书
SMT部
N
Y
N IPQC元件实物
测量 Y
Y OQC对焊接质量进行复检
生产调试合格首部机芯
核对工程样机 Y
元件贴装效果确认 N
通知技术员调试
N 回流焊接或固化并确认质量
填写样机卡并签名
对照样机进行生产、检查
贴片机、插件机
9
SMT部
通知技术员调整
SMT首件样机测量流程
未固化机芯补件 直接在原位置贴元件 用高温胶纸注明补件位置
过回流炉固化
SMT炉前补件流程
发现机芯漏件 对照丝印图与BOM找到正确物料
IPQC物料确认(品质部)
固化后红胶工艺补件 将原有红胶加热后去除 用专用工具加点适量红胶 手贴元件及标注补件位置
生产退料流程图

确认数量、型号与实物是否吻合并签名。
PMC确认退料原因及数量,并签名。
仓库物料员 仓库物料员
仓库主管 采购部主管 采购部主管
仓库收料 入库、标识
待退料 退料 供应商
仓库物料员接收退回的不良材料数量,并与退料员一起核对清楚 (型号、数量)。 交接:退料员与仓库物料员均须签名。
仓库物料员对退回的物料进行退料标识、隔离区分,并放到指定 待退料区。
管理 生产线
生产退料流程图
流程 产线不良材料
线长、IPQC
产线主管 IPQC主管
生管经理
不良确认 管理签名 生管确认
受控
核准
作成
管控 对产线不良材料进行实物统计、区分、标识清楚后填写退料单, 写明原因. A:操作不良;B:来料不良 要求:当天不良要当天完成,批量大时可分批.
确认统计数量、型号与实物是否吻合并签名,由IPQC贴上不 合格标签(需要签名和注明时间)。由仓库中通知采购部处理。 要 Nhomakorabea:2H内完成
采购部联络供应商进行不良材料退回,并要求供应商在指定时间 内安排补料。 退料要求:2H内完成
供应商补料。 采购部确认补料时间及数量后回复PMC。
领料退料作业流程精
领料作业流程
正常物料领料流程
1 流程图:
2作业流程
(1)生产线在每生产单完成一半时,根据物料
损耗情况,由物料员申请补料;
(2)退料员依次品的物料比例开补料单;
(3)物料合理损耗见附表:
(4)如果物料需急用,在补料单上加“急”字
样。
退料作业流程
1 流程图
2 流程说明
(1)生产线每日生产完成后处理好当日不良物
料;
(2)第二日9:00生产线列好清单交退料员,并
将次品退次品区;
(3)退料员清理后将次品数交物料员,物料员开退
料单,由主管、主任、拉长签名确认,然后交品
质主管/QC确认;
(4)好料回仓用红笔、红复印纸填写,以示区别;
(5)生产报废品须品质、工程、确认,厂长签署意
见,方可做报废处理。
换料流程
2
工段长
2.1 如所换材料为原材料,直接交制造部经理签 字。 2.2 如所换材料为前道组半成品,交前道组工段 长计算出该半成品之原材料用量。
手工异常领料 单
制造部经理签字 3
制 造 部 3.1 制造部审核签字。 经理 4.1 如是质量出现问题换料,物控员按签字后的 异常领料单打印成换料领料单(15 分钟内)。 4.2 如是工艺更改或车间要求换料的先打退料 单, 再根据技术部通知工单更改后的打印正常领 料单。
文 件 பைடு நூலகம் 称 序号 1 流
换料流程 程 图 责任人 作 业 要 求 相关表单
手工填写异常领料单
工段长
配片半成品 前道组计算用量
1.1 各工段在每天下午 2:00-4:00 制产品原材料 或半成品出现质量问题称为换料。 1.2 工艺更改或在实际操作中发现所领材料需要 更换也称为换料,申请工艺更改或更换材料必 手工异常领料 须通知相关部门(技术部/工程部) 。 单 1.3 工段长手工填写异常领料单,写明订单号、 在制产成品型号、品名、领料数量、注明质量 问题。
4
交配料员打印为 正式领料单
配料员
正常领料单 换料领料单
5
仓库发料
仓库管 理员
5.1 仓库管理员按单发料,工段长签领料人。
正常领料单 超额领料单
帐务员 领料单审核确认 6
6.1 帐务员根据仓库管理员发料信息进行确认后 在系统中审核单据。
正常领料单 超额领料单
编
制
批
准
审核
版次
制订日期
退料基本流程和补料基本流程
退料基本流程和补料基本流程朋友们!今天咱们来聊一聊退料和补料的基本流程。
这事儿啊,乍一听可能有点复杂,但只要跟着走一遍,就会发现其实没那么难啦。
先来说说退料吧。
首先呢,你得确定要退料的物品是啥,这一步可不能马虎哦!你得把东西整理好,不能乱七八糟的就想拿去退。
我觉得这就像是你要把自己的东西收拾整齐再送回原处一样。
在这个过程中,你可能需要检查一下这些物料有没有损坏之类的情况。
如果有损坏,那可能得做个记录啥的,这会对后面的处理有帮助的。
接下来,你要找到负责退料相关的部门或者人员。
这一步有时候可能有点麻烦,因为你得打听清楚到底谁管这事儿。
不过呢,多问问同事总是没错的。
找到人之后,你要把退料的原因告诉他们。
这个原因啊,一定要说清楚,可不能含糊其辞的。
比如说,是因为物料多余了呢,还是因为质量有问题呀?然后呀,就是交接的过程啦。
这时候要小心一点,确保你退的料和对方接收的料是一致的。
小提示:别忘了让对方给你一个退料的凭证哦!这可是很重要的,万一后面有啥问题,这个凭证就是你的证据呢。
再来说说补料吧。
补料的第一步,那肯定是发现需要补料啦。
怎么发现的呢?可能是生产线上发现物料不够用了,或者是之前的物料有损耗太大需要补充。
这个时候,你要尽快确定需要补多少料。
这一步我觉得可以更灵活一点,根据实际的生产需求和库存情况来决定。
确定了补料的数量之后,就要填写补料的申请单啦。
这个申请单上的信息一定要写准确哦!像是什么物料名称呀,规格呀,数量呀,还有补料的原因等等。
有时候可能会出现一些特殊情况,这个时候你可以在申请单上做个备注啥的。
接下来呢,把申请单提交给相关的审批部门或者人员。
这一步可能需要等一段时间,因为审批嘛,总是要走个流程的。
在等待审批的时候,你可以去跟进一下,看看审批到哪一步了。
要是有什么问题的话,也能及时解决。
审批通过之后,就可以去领取补料啦。
领取的时候,要核对一下物料的信息和数量,确保没有错误。
这一步要特别注意!要是领错了料,那可就麻烦了。
生产物料切换流程
生产物料切换流程一、前言在生产过程中,需要根据产品类型或者要求进行物料切换,这就需要制定一套完善的流程来确保生产的顺利进行。
物料切换的流程包括工艺设备清洁、参数设置、生产检验等多个方面,每一个环节都非常重要。
下面我们将介绍一套完整的生产物料切换流程,希望对你的工作有所帮助。
二、生产物料切换的准备工作在进行物料切换前,首先需要做好准备工作。
包括准备所需要的切换物料、清洁工具、清洁剂等,并且需要对设备进行检查,确保设备处于正常状态。
1. 准备切换物料在进行物料切换前,首先需要准备好所需要的切换物料。
这包括新的原料、辅料、包装材料等。
在准备切换物料的过程中,需要对原料的质量、产地、供货商等进行认真的考察,确保切换物料的质量是可靠的。
2. 设备检查在进行物料切换前,需要对设备进行检查,确保设备处于正常状态。
这包括检查设备的各项参数、润滑油、电气部件等,确保设备运行正常,并且不会因为物料切换而出现故障。
3. 清洁工具、清洁剂的准备在进行物料切换前,需要准备好各种清洁工具和清洁剂。
这包括清洁布、清洁刷、清洁液等。
在确定清洁工具和清洁剂时,需要考虑到切换物料的特性和设备的特点,确保清洁工具和清洁剂的选择是合适的。
三、物料切换的流程在做好准备工作之后,就可以开始进行物料切换的流程。
物料切换的流程包括工艺设备清洁、参数设置、生产检验等多个环节。
1. 工艺设备清洁在进行物料切换前,首先需要对工艺设备进行清洁。
这包括生产线、生产设备、输送设备等。
在清洁工作中,需要特别注意清洁工具和清洁剂的选择,确保能够有效清洁设备,并且不会对设备造成损害。
2. 参数设置在进行物料切换前,还需要对设备的参数进行设置。
这包括设备的工作速度、温度、压力等参数。
在进行参数设置时,需要根据切换物料的性质进行调整,确保设备能够正常运行,并且能够确保产品的质量。
3. 生产检验在进行物料切换后,需要对产品进行生产检验。
这包括对产品的质量、外观、包装等进行检查,确保产品符合生产要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文件名称 文件编号
SMT贴片机换料流程图 SMT贴片机换料流程图
WI-SMT-004
操作员巡线并及时了解机器物料信息作好换料计划
版次 页次
A/01 1/1
机器吸取站位报警
重装FEEDER或通 知技术人员处理
查看机器站位FEEDER上有无物料 有
无
对照《排位表》找出对应物料
重新确认物料
核查物料编号、规格、误差、耐压值是否
IPQC测量核查 NG OK
开机正常生产
版次 修 订 记 录 A/01
修订日期 2012.02.08
内容摘要 第1版制定
修订人
审查人
审批人Leabharlann NG OK 拆下机器所需换料FEEDER上用完物料的空料盘 通知当班 组长处理 与需要换的新物料盘进行核对 NG OK 将物料装上FEDDER并取一颗物料粘贴在《SMT换料记录表》 备注栏上以备IPQC测量
备料返工
生产管理再一次核对物料及《排位表》 NG OK 安装在机器对应站位上
重新安装 检查FEEDER安装是否到位 NG OK 填写好《SMT换料记录表》所有内容并知会IPQC