超音速火焰喷涂 Cr3C22NiCr 涂层磨粒磨损行为
不同参数下超音速火焰喷涂Cr_3C_2-NiCr涂层磨粒磨损性能

不同参数下超音速火焰喷涂Cr_3C_2-NiCr涂层磨粒磨损性能陈清宇;富伟;纪岗昌【期刊名称】《热加工工艺》【年(卷),期】2009()24【摘要】通过超音速火焰(HVOF)技术,采用不同的工艺参数在低碳钢表面喷涂Cr3C2-NiCr涂层;对所得涂层进行磨粒磨损实验,同时考察低碳钢磨损性能,比较喷涂层之间的磨损性能及其与基体的磨损性能。
采用光学金相显微镜观察涂层断面的形貌,通过显微硬度计测试涂层的显微硬度。
结果表明,Cr3C2-NiCr涂层磨损质量损失与磨程基本呈线性关系;涂层的磨损性能高于低碳钢;不同参数制备的涂层,其磨粒磨损性能也不一样,其中燃气流量为38L/min时的涂层磨损性能较好,该条件下涂层的断面显微组织呈现层状结构,其显微硬度也较高。
【总页数】3页(P90-92)【关键词】超音速火焰喷涂;Cr3C2-NiCr涂层;磨粒磨损【作者】陈清宇;富伟;纪岗昌【作者单位】九江学院机械与材料工程学院【正文语种】中文【中图分类】TG174.44【相关文献】1.粘结剂对超音速火焰喷涂碳化钨涂层磨粒磨损性能的影响 [J], 梁文军;张宏;沈承金;马瑞勇2.超音速火焰喷涂碳化物粒径不同的WC—10Co04Cr涂层在粗细磨粒下的磨损性能 [J], Arash Ghabchi; Tommi Varis; Erja Turunen; TomiSuhonen; Xuwen Liu; S-P Hannula3.超音速火焰喷涂Cr_3C_2-NiCr涂层磨粒磨损行为 [J], 纪岗昌;李长久;王豫跃;圆田启嗣4.喷涂工艺条件对超音速火焰喷涂Cr_3C_2-NiCr涂层冲蚀磨损性能的影响 [J], 纪岗昌;李长久;王豫跃;圆田启嗣5.超音速火焰喷涂Cr_3C_2-NiCr涂层磨粒磨损性能的研究 [J], 纪岗昌;李长久;王豫跃;圆田启嗣因版权原因,仅展示原文概要,查看原文内容请购买。
超音速火焰喷涂Cr3C2-NiCr金属陶瓷粒子加热熔化行为的模拟

粒 的直 径 lJ 3。而 粒 子 的熔 化 程 度 主 要 受 粒 子 在 焰 流 中 的加 热 行 为 的 制 约 。 因此 , 用数 值 模 拟 方 法 采 研究 不 同 喷涂 工 艺 条件 下 粒子 在焰 流 中 的加热 和熔 化 行 为过 程 , 于 探 讨 喷涂 工 艺 参 数 对 粒 子 熔 化 状 对 态 的影 响规 律 , 究 未 熔 化 碳 化 物 颗 粒 对 涂 层 性 能 研 的影 响机 制 具 有 重 要 的意 义 。 因此 , 文 将 以球 形 本 C 32 rc 一Nir C 金属 陶瓷 粒 子 在焰 流 中 的加 热 熔 化 问 题 为研 究 对 象 ( 图 1 示 )运用 数 值计 算 方 法 , 如 所 , 研
固相 界 面 的推 移 。粒 子 在 焰 流 中 飞 行 过 程 中 , 随
着 粒子 与焰 流换 热 过 程 的 进行 , 一固界 面逐 渐 由 液
表 面 向 内推 移 。具 有 移 动 一固相 界 面 的导热 通 常
称 为 Sea t n问题 , 求 解 方法 通 常 有 网格 固定法 和 f 其 跟 踪 界 面法 l 。相 变 潜 热 是 解 决 Sea 4 J tfn问题 的关 键 , 常的处 理 方法 有 热焓 法 、 通 内热 源 法 和温 度 补偿 法 。温度 补 偿法 是 将相 变潜 热 折 算 为 相变 单 元 体温 度的增 量 , 入 控 制 方 程 中 进 行 求 解 , 得 温 度 分 引 获 布 。该方 法物 理 意义 明确 , 法 简单 , 在 较小 的运 算 可 算 工作 量 下 , 得 较 为 光 滑 的数 值 解 。 因 此 本 文 采 获
超音速火焰喷涂Cr3C2-NiCr涂层的高温耐磨特性

超音速火焰喷涂Cr3C2-NiCr涂层的高温耐磨特性文章摘要:摘要超音速火焰喷涂Cr3C2-NiCr金属陶瓷涂层具有硬度高、韧性好、高低温耐磨性优越等特点,在流化床等高温耐磨部件上具有重要应用前景。
本文采用CH-2000超音速火焰喷涂系统制备了Cr3C2-NiCr涂层,分析探讨了喷涂工艺条件与涂层微观组织结构对涂层耐磨损性能的影响,从而为喷涂粉末与涂层的结构与工艺设计提供依据。
介绍了Cr3C2-NiCr涂层在流化床方面的应用研究与实例,分析了该技术在我国流化床方面推广应用的问题。
关键词超音速火焰喷涂(HVOF)Cr3C2-NiCr金属陶瓷涂层高温耐磨涂层流化床0引言Cr3C2-NiCr是由金属合金粘结相NiCr与陶瓷硬质相Cr3C2组成的复合材料,因此具有陶瓷的硬度高、耐磨性好、抗高温氧化性能优越的特点,同时还具有金属基韧性高等特点,是最重要的高温耐磨涂层材料,一般可用于850-950o C以下。
超音速火焰喷涂(HVOF)是制备高性能Cr3C2-NiCr涂层的最重要方法之一,其耐磨损性能主要取决于涂层的成分与显微组织结构等诸多因素[1-3]。
1 超音速火焰喷涂金属陶瓷涂层结构与性能超音速火焰喷涂,又名高速氧燃料火焰喷涂,是利用丙烷、丙烯等燃气与高压氧气在特制的燃烧室中燃烧产生的高温高速焰流进行喷涂的方法。
燃烧焰流速度可达1500m/s~2000m/s以上。
将粉末沿轴向或侧向送进焰流中,粉末粒子被加热至熔化或半熔化状态的同时,可被加速到高达300~650m/s的速度,撞击在基体上后能够形成比其它喷涂方法结合强度更高的致密涂层[2]。
HVOF喷涂中的超音速焰流温度约为3000o C,比等离子焰流温度低,且超音速焰流速度高致使粉末在焰流中的停留时间短,所以粉末在焰流中加热所达到的温度较低。
超音速火焰喷涂是在八十年代初期,首先由美国Browning公司以Jet-Kote为商品推出。
在国内,西安交通大学于1995年初在国内率先研制成功了CH-2000 HVOF系统。
微-纳结构Cr3C2-NiCr金属陶瓷涂层的腐蚀磨损行为研究

微-纳结构Cr3C2-NiCr金属陶瓷涂层的腐蚀磨损行为研究微/纳结构Cr3C2-NiCr金属陶瓷涂层的腐蚀磨损行为研究随着工业的发展和对优化材料性能的需求,金属陶瓷涂层在材料表面保护和功能改善方面得到了广泛应用。
其中,微/纳结构Cr3C2-NiCr金属陶瓷涂层以其优异的抗腐蚀和耐磨性能成为研究的热点。
首先,微/纳结构Cr3C2-NiCr金属陶瓷涂层的制备方法至关重要。
通常采用的方法包括高速喷涂、激光熔覆、等离子熔覆等。
这些方法可以在金属基体表面形成均匀、致密的涂层,提高涂层的附着力和表面质量。
同时,通过调节喷涂参数、合适的热处理和后续抛光,还可以进一步改善涂层的微/纳结构和性能。
其次,微/纳结构Cr3C2-NiCr金属陶瓷涂层的腐蚀性能也是关键。
湿润环境中,金属陶瓷涂层容易受到腐蚀作用,导致涂层性能的降低。
因此,研究涂层的腐蚀行为对于提高其抗腐蚀性能具有重要意义。
实验研究发现,微/纳结构Cr3C2-NiCr 金属陶瓷涂层在腐蚀介质中能够形成致密的氧化物保护层,从而有效地抵御腐蚀侵蚀。
此外,通过合理的合金设计和控制涂层中Cr3C2含量,还可以提高涂层的耐腐蚀性能。
最后,微/纳结构Cr3C2-NiCr金属陶瓷涂层的磨损行为也是研究的重点。
工程领域中,材料表面往往需要承受一定的摩擦和磨损。
为了提高涂层的耐磨性能,研究者通过微观结构设计和合金优化,使其具备较高的硬度和耐磨耗性。
实验结果表明,微/纳结构Cr3C2-NiCr金属陶瓷涂层在摩擦磨损条件下能够形成具有优异抗磨损性能的摩擦副表面,延长设备的使用寿命。
综上所述,微/纳结构Cr3C2-NiCr金属陶瓷涂层具有良好的抗腐蚀和耐磨性能,对于提高材料表面的功能与性能具有重要作用。
然而,目前对于微/纳结构Cr3C2-NiCr金属陶瓷涂层腐蚀和磨损行为的研究还较少,仍需要进一步的实验和理论研究来揭示其机理及影响因素,以更好地指导材料的设计与应用综合以上研究结果可知,微/纳结构Cr3C2-NiCr金属陶瓷涂层具有良好的抗腐蚀和耐磨性能。
超音速火焰喷涂制备wc-cr3c2-ni涂层工艺参数的优化
PTCA (PART A :PHYS.TEST.)〇uDOI: 10.11973/lhjy-wl201910006超音速火焰喷涂制备WC-Cr3C2-N i涂层工艺参数的优化孙伟,洪晟,吴玉萍(河海大学力学与材料学院,南京210098)摘要:采用超音速火焰(H V O F)喷涂在Q235钢表面制备了 WC-Cr3C2-N i涂层,以喷涂距离、氧气流量、煤油流量为变量,设计了三因素三水平正交试验,并对涂层孔隙率、显微硬度和综合指标 进行了评分,获得了最佳工艺参数组合。
结果表明:WC-Cr3C2-N i涂层的最佳工艺参数为氧气流 量 1 740 scfh(49 242 L.h-1)、煤油流量 7.0 gph(26.495 L.h-1)、喷涂距离 330 mm。
关键词:超音速火焰喷涂;WC-Cr3C2-N i涂层;孔隙率;硬度;正交试验中图分类号:TG174.2 文献标志码:A文章编号:1001-4012(2019) 10-0698-05Optimization of Spray Parameters in Preparation ofWC-Cr3C2-Ni Coating by High Velocity Oxygen Fuel SprayingSUN Wei, HONG Sheng, WU Yuping(College of Mechanics and Materials, Hohai University, Nanjing 210098, China)Abstract:W C-C r3C2~Ni coatings were prepared by high velocity oxygen fuel (H V O F) spraying on the Q235 s t e e l. The orthogonal experiment of three factors and three levels was designed by regarding spraying distance, oxygen flow rate and kerosene flow rate as variables, and the porosity, hardness and comprehensive index of the coatings were graded to obtain the best combination of spray parameters. The results show that the optimal spray parameters of W C-C r3C2-Ni coating were 1 740 scfh (49 242 L.h—1) for the oxygen flow,7.0 gph (26.495 L.h。
燃气流量对超音速火焰喷涂CR3C2-NICR涂层组织与冲蚀性能的影响
为HV F 是2 世纪8 年代 发展 起来 的一 种 高速 火 O) 0 0 焰喷涂技术 。 与其它 的热 喷涂技术 相比, 用超音速 采 火 焰喷涂工 艺制备 的涂层具 有结合强 度高( 大于5 0 MP ) a、涂层致密、气 孔率低( 小于 1 、氧化物含量 %) 少( 小于 1%) 、残余应 力低等特点Ⅲ。涂层质量可接 近或达到爆炸喷涂涂层 的质量 。超 音速 火焰 喷涂技 术 由于具有低 的焰流温度 ,氧化分解 少,特别适合
第2卷 第 1 l 期
中
国
表
面
工
程
VO . No. 121 1
20 0 8年 2 月
CH I NA SURFACE GI EN NEERI NG
Fe r r 08 b ua y20
燃气流量对超 音速火焰喷涂C 32Nir r - C 涂层组织 与冲蚀性 能的影响 C
程 国东 ,王 引真 ,秦清彬
( 中国石油大学 机 电工程学 院,山东 东营 27 6) 5 0 1
摘 要 : 在氧气流量和喷涂距离一定的条件下,揭示了燃气流量对超音速火焰喷涂C32 ir r 一 C 涂层显微结构及冲蚀性 C N
能 的影响,并探讨 了冲 蚀角度对c 3 :NC 涂层冲蚀性能 的影响。结果表 明:在相 同冲蚀角度下 ,高燃气流量 制备 的 r 一 ir C
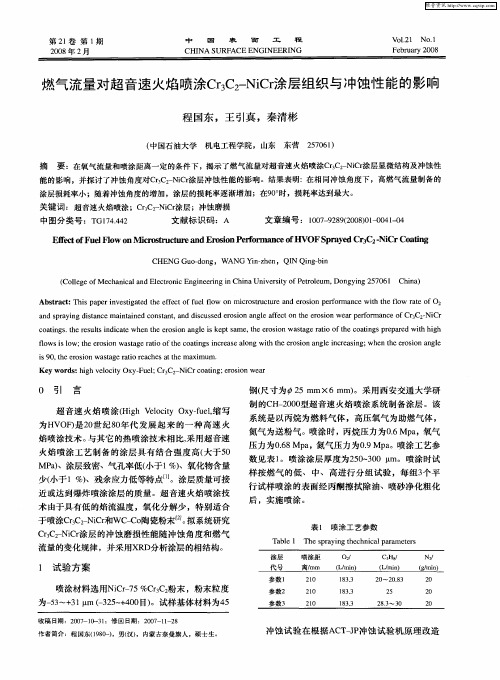
表 1 喷 涂 工 艺 参 数
超音速火焰喷涂技术方案
超音速火焰喷涂技术方案超音速火焰喷涂技术方案 0一、喷涂材料及主要技术指标 01、涂层主要技术指标 02、NiCr-Cr3C2粉末材料说明: 0二、施工工艺 01、施工条件 02、施工工艺流程: (1)三、超音速火焰喷涂设备与技术说明 (2)1、设备简介: (2)2、系统特点: (3)3、技术简介: (3)4、在电力系统中的应用 (4)四、质量要求 (4)五、监督与验收 (5)超音速火焰喷涂技术方案一、喷涂材料及主要技术指标1、涂层主要技术指标主要成份:NiCr 25%左右Cr3C2 75%左右厚度:0.15-0.20mm左右焰流速度:2100m/s粒子速度:500-600m/s结合强度:≥70MPa硬度:HRC69孔隙率:≤1%喷涂温度:≤150℃工件变形性:不变形,不改变母材表面金相组织和理化性能2、NiCr-Cr3C2粉末材料说明:NiCr-Cr3C2是由金属合金粘结相NiCr与陶瓷硬质相Cr3C2组成的复合材料,因此具有陶瓷的硬度高、耐磨性好、抗高温氧化性能优越的特点,同时还具有金属基韧性高等特点,是最重要的高温耐磨涂层材料,而超音速火焰喷涂工艺是制备高性能NiCr-Cr3C2涂层的最重要方法之一。
二、施工工艺1、施工条件为了作好施工准备工作,其施工需要具备以下条件:①电源: 380V 20KW 三相交流电②冷却方式:水冷(到工作面时工作压力大于0.2MPa)③空气压力及流量:0.75MPa 440L/min④丙烷、氧气、氮气、氢气等⑤喷涂工件的位置离主机放置位置的距离不超过15m⑥提供施工部位所需的脚手架2、施工工艺流程:表面预处理→喷砂作业→喷涂作业→预测厚度→自查、清场2.1 表面预处理、喷砂作业:采用14目-16目金刚砂对工件表面进行喷砂,喷砂结束后,经厂方水压实验,如有漏水现象必须重复以上步骤进行修复处理,直至喷砂后无缺陷,达到表面干燥、无灰尘,表面清洁度达到GB8923中规定的“Sa3.0”级,露出金属光泽,表面粗糙度达到GB11373中规定的“Rz50-90μm”。
采用超音速火焰喷涂制备抗高温氧化、磨损涂层的研究及应用
采用超音速火焰喷涂制备抗高温氧化、磨损涂层的研究及应用高海青;乐有树;李运初【摘要】采用超音速火焰喷涂技术在2Cr12NiMoWV不锈钢基体表面制备了NiCr-Cr3 C2涂层,并对涂层的微观结构、力学性能、摩擦磨损性能进行了研究.结果表明:所制备的涂层结构致密、孔隙率低,与基体的结合强度大于79 MPa,显微硬度可达860 Hv以上;高温韧性和抗高温耐磨性能好,在高温下摩擦磨损性能相较于基体得到显著提高,可应用于抗高温氧化与耐高温磨损的环境中.经实践检验,该涂层可解决高压主汽门卡涩问题.【期刊名称】《材料研究与应用》【年(卷),期】2018(012)003【总页数】5页(P205-209)【关键词】超音速火焰喷涂;高压主汽门;火电厂;卡涩【作者】高海青;乐有树;李运初【作者单位】广东省新材料研究所,广东广州510650;广州市天河区金棠表面工程技术有限公司,广东广州501640;广东开放大学,广东广州510091;广东省新材料研究所,广东广州510650;广州市天河区金棠表面工程技术有限公司,广东广州501640【正文语种】中文【中图分类】TG174.442高压主汽门是火力发电厂的重要设备之一,主汽门的功能是在需要时起到紧急阻断进汽的作用,是汽轮机防止超速的最关键保护装置.高压主汽门、调节门的卡涩事件屡见不鲜,最常见的是高温产生的氧化皮造成阀杆与阀套间的卡涩,以及高压主汽门、调节门阀套、阀杆同心度改变,使动静间隙消失而造成的卡涩.同时,高温产生的氧化皮还能造成阀杆表面划伤磨损.金属高温氧化现象是普遍存在的,由于结构上的原因,高压主汽门对蒸汽介质有节流调节作用,这是加速金属氧化的一个重要因素[1].处理高压主汽门氧化皮卡涩的常规措施,就是大修时将阀座少量的氧化皮用金相砂纸抛光并清理干净、阀芯密封面上的灰白色鳞片状氧化皮用车床去除、阀杆与阀杆套表面及接触面的灰色鳞片状氧化皮用砂纸打磨.用车床或用砂纸打磨去除氧化皮的方法,可使阀芯和阀芯套筒之间恢复正常间隙,但这样处理只是临时性的解决了问题,机组在运行过程中还会重新产生氧化皮,往往一个大修期还没到就又会产生卡涩,给机组的安全运行带来隐患,而且打磨抛光的次数多了,阀杆、阀套等尺寸会变小,造成他们之间的间隙变大,从而使阀门失效并报废,这也会造成较大的经济损失.热喷涂技术是一种将涂层材料(粉末或丝材)送入某种热源(电弧、燃烧火焰、等离子体等)中熔化,并利用高速气流将其喷射到基体材料表面而形成覆盖层的工艺[2].热喷涂工艺操作简便,涂层材料种类多.特别是高速热喷涂设备的相继问世,如高能等离子喷涂、超音速火焰喷涂( HVOF,HVAF) 设备的出现,使得热喷涂涂层孔隙多、结合强度不高的弱点得以克服,涂层质量有了质的飞跃.特别是超音速火焰喷涂技术(HVOF及HVAF),其制备的涂层孔隙率小于1%,结合强度大于70 MPa,涂层沉积率高[3].研究结果表明[4-5],热喷涂涂层不但能加工到像镀铬层一样的镜面光洁度,而且在硬度及耐磨性能等方面还超过镀铬层,在很多场合完全可以取代电镀硬铬.广州市天河区金棠表面工程技术有限公司与粤电集团的多家电厂合作,根据主汽门的使用工况开发了一种抗高温氧化磨损涂层.该涂层采用超音速火焰喷涂工艺制备,在850 ℃下不产生氧化皮,而且硬度高、耐磨性能好,可以从根本上解决主汽门因高温氧化磨损产生的卡涩问题.1 试验1.1 试样制备试样基体材料为与主汽门材质相同的2Cr12NiMoWV不锈钢,试样尺寸为标准的硬度试样及杯突试验试样和金相试样.选用自主研制的NiCr-Cr3C2热喷涂粉末,其粒度为15~45 μm,具体成分列于表1.表1 NiCr-Cr3C2粉末组成成分Table 1 NiCr-Cr3C2 powder composition元素NiCFeSiCr含量w/%19.58.71.10.6余量首先对基体表面进行除油清洗及喷砂粗化,然后用美国进口的Jet-Kote Surface SystemⅡ型HVOF超音速火焰喷涂设备制备NiCr-Cr3C2涂层,涂层厚度为0.1~0.2 mm,喷涂工艺参数列于表2.用于摩擦磨损试验的涂层表面需先用金刚石砂纸磨样,抛光至表面粗糙度0.8 μm以下.表2 喷涂工艺参数Table 2 The spraying processing parameter氧气量/(m3·h-1 )丙烯流量/(m3·h-1 )送粉量/(g·min-1)喷距/mm34. 9816. 2452001.2 试验方法用LEICA DMIRM型倒置式金相显微镜,对涂层表面及截面的微观结构进行观察;基于涂层截面金相照片,用Q550 MW图象分析仪测定涂层的孔隙率.在GP-TS2000M型万能试验机上进行杯突和结合强度的测试,用直径20 mm的钢球,以6 mm/min的速度向杯突板无涂层面压入10 mm的深度,观察突出部分的表面情况,按照标准ASTM C633进行结合强度的测试.用MH-5D型数字显微硬度计测试涂层横截面的显微硬度,加载载荷为300 g,加载时间为15 s.用UMT-3型摩擦磨损试验机对基体(2Cr12NiMoWV不锈钢)和NiCr-Cr3C2涂层的摩擦磨损性能进行测试,样品台转速为200 r/min,载荷为5 kg,高温(570 ℃)摩擦副为直径4 mm的Si3N4陶瓷球,时间为20 min.2 结果与讨论2.1 涂层的微观结构图1为NiCr-Cr3C2涂层金相组织形貌.从图1可见,该涂层致密、均匀,无污染物涂层的孔洞、未熔颗粒等均满足要求.经测算,涂层的孔隙率为0.6%~0.7%.图1 NiCr-Cr3C2涂层金相组织形貌Fig.1 NiCr-Cr3C2 coating metallographic organization图2 NiCr-Cr3C2涂层杯突表面形貌Fig.2 Erichsen test images of the NiCr-Cr3C2 coating2.2 力学性能在GP-TS2000M型万能试验机上进行杯突和结合强度的测试,观察突出部分的表面情况,要求目视允许有可见的毛细裂纹,不允许出现涂层与基体分离的现象.图2为NiCr-Cr3C2涂层杯突试验后的表面形貌.从图2可见,涂层表面整体连续均匀,只有可见的毛细裂纹,无涂层剥离现象,这说明NiCr-Cr3C2涂层韧性较好.表3为NiCr-Cr3C2涂层的结合强度及显微硬度试验结果.由表3可知,NiCr-Cr3C2涂层结构致密,界面状态很好,与基体结合强度高,平均硬度值高达860 Hv以上.表3 NiCr-Cr3C2涂层的结合强度及显微硬度Hv(0.3,15)值Table 3 The NiCr-Cr3C2 coating binding strength and micro-hardness Hv(0.3,15)涂层涂层厚度/mm结合强度/MPa显微硬度(Hv)测定值平均值测定值平均值NiCr-Cr3C20.1~0.277.9,80.8,78.879.2(胶断)817,894,908,818,824,9248642.3 涂层高温摩擦磨损性能对基体和NiCr-Cr3C2涂层进行高温摩擦磨损测试,结果列于表4.由表4可知,基体与涂层的摩擦系数相近,但是两者之间的磨损程度存在明显差异,基体磨损失重达到14.4 mg,而涂层失重为1.7 mg,仅为基体的11.8%.表明,在主汽门零部件表面制备NiCr-Cr3C2涂层,可以显著提高零件的耐磨性能.表4 高温摩擦磨损测试结果Table 4 High temperature friction and wear test 样品摩擦系数磨损量/mg基体(2Cr12NiMoWV不锈钢)0.60-14.4NiCr-Cr3C2涂层0.57-1.7图3为高温下NiCr-Cr3C2涂层的摩擦系数曲线.从图3可见,NiCr-Cr3C2涂层磨合磨损过程较长,这是由于涂层表面存在未熔融或半熔融微凸体而较为粗糙.当磨球与涂层表面刚接触时,实际接触面积远远小于名义接触面积,在微观应力的作用下微凸体的形变使得阻力增加.当磨球与涂层表面的接触面积随时间增加而逐渐变大时,摩擦系数亦趋于稳定,在测试后期摩擦系数有下降的趋势,说明该涂层具有较好的抗高温摩擦磨损性能.图3 高温下NiCr-Cr3C2涂层的摩擦系数Fig.3 Friction coefficients of NiCr-Cr3C coating图4为高温摩擦磨损试样.从图4(a)可见,无NiCr-Cr3C2涂层试样的磨损区域磨痕宽度较大,表面凹凸不平.这是由于在高温环境下,2Cr12NiMoWV不锈钢基体出现软化,使粘着趋势上升而抗高温断裂的抗力降低.在载荷的不断作用下基体发生塑性变形,在基体内部缺陷处萌生裂纹并扩展,进而在磨痕的中心部形成剥落蚀坑,在边缘可见材料因塑性变形而挤压的痕迹.从图4(b)可见,有NiCr-Cr3C2涂层的试样表面比较平整且磨损区域磨痕较窄,磨损较少,表明有NiCr-Cr3C2涂层试样表面摩擦磨损后的失重小,进一步说明该涂层具有较好的抗高温摩擦磨损性能.从NiCr-Cr3C2涂层的性能和高温磨损试验结果来看,说明采用超音速火焰喷涂制备NiCr-Cr3C2防护涂层,可以有效的解决主汽门的卡涩、磨损及划伤问题.3 工艺应用广州市天河区金棠表面工程技术有限公司在2010年对粤电集团某电厂的主汽门阀帽进行表面强化,采用超音速火焰喷涂技术制备NiCr-Cr3C2涂层.首先对主汽门阀帽磨损、卡涩的部位进行车削加工,去除表面氧化皮及其它杂质,再对阀帽的车削部位进行清洗及喷砂净化处理,然后采用热喷涂技术在阀帽车削部位表面制备NiCr-Cr3C2涂层,最后对阀帽表面的NiCr-Cr3C2涂层进行磨削加工及抛光处理,达到所要求的尺寸精度和表面粗糙度.采用上述工艺进行表面强化的阀帽,在火电厂使用一个大修周期后,拆开主汽门检查发现,主汽门阀帽表面的涂层完好,没有产生氧化皮,没有磨损、划伤(图5).图4 高温摩擦磨损试样Fig.4 High temperature friction and wear sample(a)2Cr12NiMoWV不锈钢试样;(b) NiCr-Cr3C2涂层试样(a)2Cr12NiMoWV stainless steel sample;(b)NiCr-Cr3C2 coating sample图5 使用一个大修周期后的主汽门阀帽(喷涂NiCr-Cr3C2涂层)Fig.5 The main valve capafter using a major repair period(spraying NiCr-Cr3C2coating)4 结论采用超音速火焰喷涂制备的NiCr-Cr3C2涂层致密性好、硬度高、与基体的结合强度高,高温韧性和抗高温氧化性能好.该涂层在高温下摩擦磨损性能大大优于2Cr12NiMoWV不锈钢,表明该涂层可以应用于抗高温氧化与耐高温磨损的环境中.采用超音速火焰喷涂技术在火电厂高压主汽门阀帽、阀芯等零部件表面制备一层NiCr-Cr3C2涂层进行表面强化,解决了火电厂因高温氧化及摩擦磨损、划伤造成的主汽门失效问题,延长主汽门的使用寿命,为火电厂节约了成本、提高了生产效率.【相关文献】[1] 刘平,吕鹏飞.高压主汽门及调门卡涩的原因分析与防范措施[J].华电技术,2011,33(7):56-58.[2] 戴达煌,周克崧,袁镇海.现代材料表面技术科学[M].北京:冶金工业出版社,2004.[3] STARTWELL B D.Thermal spray coatings as alternative to hardchromeplating[J].Welding,2000,79(7) :39- 43.[4] SCHROEDER M,UNGER R.Thermal spray coatings replace hardchrome[J].Advanced Materials Processes,1997,152( 2):19-21.[5] ERNING U,NESTLER D C,TAUCHERT G.HVOF coatings for hardchrome replacement:properties and applications[C]//Proceedingsof the United Thermal SprayConference’99.Dusseldorf:ASM International,1999.。
超音速火焰喷涂Cr3C2-NiCr涂层及其在连铸辊上的应用
超音速火焰喷涂Cr3C2-NiCr涂层及其在连铸辊上的应用陈刚
【期刊名称】《焊接》
【年(卷),期】2014(000)006
【摘要】根据连铸辊的工况条件,利用超音速火焰喷涂(HVOF)工艺在钢表面制备了Cr3C2-NiCr涂层,并分别进行了涂层的微观组织分析、结合强度、孔隙率、显微硬度及耐磨性等相关的性能试验.通过现场试用,达到了使用技术要求,说明连铸辊表面超音速火焰喷涂Cr3C2-NiCr涂层技术可以提高工件表面的性能和使用寿命,同时降低了生产成本,为连铸辊高温涂层设计提供依据,具有极其广阔的应用前景.【总页数】4页(P52-55)
【作者】陈刚
【作者单位】嘉兴职业技术学院机电与汽车分院,314036
【正文语种】中文
【中图分类】TG147.442
【相关文献】
1.超音速火焰喷涂Cr3C2-NiCr涂层和镍基涂层的组织及电化学特性 [J], 郭稷;李改叶;吴玉萍;秦玉娇;沈伟;钱玲
2.超音速火焰喷涂Cr3C2-NiCr涂层在
3.5%NaCl溶液中的腐蚀性能及机理 [J], 郭稷;李改叶;吴玉萍;洪晟
3.超音速火焰喷涂制备Cr3C2-NiCr耐磨涂层试验研究 [J], 徐源; 任晓; 王子琪; 贾俊阳
4.超音速火焰喷涂Cr3C2-NiCr涂层的显微组织与磨损性能 [J], 师玮;杨伟华;吴玉萍
5.冲蚀角对超音速火焰喷涂Cr3C2-NiCr涂层冲蚀磨损行为的影响 [J], 吴玉萍;杲志峰;龙伟漾;纪秀林
因版权原因,仅展示原文概要,查看原文内容请购买。
NiCrBSi超音速火焰喷涂层在不同温度下的磨损行为
第5期
陈立佳,等:NiCrBSi 超音速火焰喷涂层在不同温度下的磨损行为
67
现粉末球形度好,粉末粒径分布均匀,具有较少 的行星球. 良好的粉末球形度表明 NiCrBSi 粉末具 有较好的流动性,喷涂过程中受热均匀,有利于得 到均匀的涂层组织. 图 1b 为通过 HVOF 技术制备 的 NiCrBSi 涂层的 SEM 测试结果. 从图中可以看 到,NiCrBSi 涂层具有典型的热喷涂层状结构特 征,且涂层致密,与基体结合良好. 涂层中存在部分 未 熔 颗 粒 和 微 孔 . 经 图 像 法 测 试 , NiCrBSi 涂 层 的 孔 隙 率 为 1.11%. NiCrBSi 涂 层 的 高 致 密 度 与 HVOF 喷涂的技术特点相关,HVOF 喷涂时,燃料 在燃烧室中持续燃烧,产生高压并通过拉瓦喷嘴产 生高速焰流,火焰焰流速度高达 1 500~2 000 m/s, 粉末速度可达 400~650 m/s[16]. 在如此高的速度 下,熔融或部分熔融的 NiCrBSi 粉末喷射到基体表 面,在基体上变形并快速冷却,最终得到致密的 HVOF 涂层. 表 2 为 NiCrBSi 涂层的 EDS 分析结 果,结果表明涂层包含 Ni,Fe,Cr,Si 等元素. 结合 NiCrBSi 涂 层 的 XRD 分 析 结 果 (图 2), 可 以 得 到 NiCrBSi 涂层主要由 γ-Ni 相、Cr7C3 相、Ni3B 相和 CrB 相组成.
创新点: (1) 采用 pin-on-disc 研究了 NiCrBSi 超音速火焰喷涂涂层在不同温度下的摩擦磨损特征. (2) 阐明了导致 NiCrBSi 涂层在室温及 300 ℃ 下摩擦系数及磨损率变化的影响因素. (3) 阐明了 NiCrBSi 涂层在不同温度下的磨损机制.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
211 HVOF 喷涂 Cr3 C22NiCr 涂层的典型结构 HVOF 喷涂 Cr3 C22NiCr 涂层的典型结构特征如图
1 所示 。可以看出 ,涂层呈现层状结构 ,NiCr 相呈现 扁平不规则的层状 ,碳化物颗粒大多以多角形分布于 NiCr 基体上 。表明沉积过程中 ,Cr3 C22 粘结相为液态 ,呈现液 2固两相沉积行为 。在超音速火焰喷涂过程中 ,火焰 温度虽然超过了碳化物和 NiCr 相的熔点 ,但极高的 火焰速度使得粒子在焰流中滞留的时间较短 ,有限的 滞留时间制约了碳化物的熔化 。
图 1 HVOF Cr3 C22NiCr 涂层显微组织结构 Fig. 1 Typical morphology of HVOF sprayed
Cr3 C22NiCr coating
212 涂层磨损量随磨程的变化 图 2 为低碳钢和三种粉末分别制备的涂层磨损
失重量随磨程的变化 。图中线条为试验数据回归结 果 。可以看到 ,三种涂层磨损失重量随磨程的变化趋 势基本一致 ,均呈现线性增加的规律 。表明橡胶轮磨 损过程中 ,单位时间内涂层和碳钢的材料损失起伏不 大 。涂层磨损失重量随磨程的变化在一定程度上可
超 音 速 火 焰 ( High Velocity Oxy2fuel , 简 写 为 HVOF) 喷涂是 20 世纪 80 年代发展起来的一种高速 火焰 喷 涂 技 术[1~3] , 以 其 火 焰 喷 射 速 度 高 ( 可 达 1500mΠs~2000mΠs) 、温度低 (约 3000 ℃) 的特点 ,特别 有利于喷涂金属陶瓷涂层[4] 。较高的粒子速度有利 于获得高的涂层致密性和良好的结合强度 ,较低的火 焰温度可有效抑制或减少碳化物等硬质相在喷涂过 程中的分解 ,使制备的涂层保持了金属陶瓷耐磨性良 好的组织结构 。HVOF 喷涂金属陶瓷涂层 , 尤其是 WC2Co 、Cr3 C22NiCr 金属陶瓷涂层以其优越的耐磨粒 磨损 、冲蚀磨损 、滑动磨损等性能在航空航天 、石油 、 能源 、汽车等工业领域获得广泛应用[5~9] ,使零件寿 命可延长 2~10 倍[7] 。
图 2 磨损量与磨程的关系 (燃气流量 3515LΠmin ,氧气流量 430LΠmin ,喷涂距离 16114mm) Fig. 2 Abrasive wear weight loss vs sliding distance (Propane flow :35. 5LΠmin ,oxygen flow : 430LΠmin ,spray distance 161. 4mm)
第 23 卷
大 ,与基体碰撞瞬间反弹的比率增大 ,从而使涂层中 碳化物颗粒含量降低 ,而且碳化物颗粒与 NiCr 基体 的结合强度较低 ,易于在磨损过程中发生剥落 ,从而 降低了涂层的磨损性能 。而偏高燃气流量下 ,火焰喷 射速度和温度较高 ,高的火焰温度会提高粒子的熔化 程度 ,但粒子速度的增大会缩短粒子在焰流中的滞留 时间而对粒子熔化不利 ,较高的碰撞速度又易于导致 碳化物颗粒反弹 ,降低涂层中碳化物的含量 ,减弱硬 质颗粒抵抗磨损的作用 ,导致磨损率增加 。
采用根据 ASTM2G6291 标准制造的干式橡胶轮磨 损实验机进行涂层磨粒磨损性能实验 。实验条件如 表 2 所示 。为了减少涂层试样原始表面状态对磨损 率的影响 ,试验前对试样表面用 200 目砂纸进行磨 制 。涂层的磨损性能用磨损率2试样单位磨程的磨损 量 (三个试样失重量的平均值表示) 。涂层结构和磨 损表面形貌用 J SM5800 型扫描电镜分析 。
图 4 为燃气流量对 Type21 型粉末制备涂层磨损 率的影响 。可以看到 ,适中的燃气流量条件下涂层的 磨损率较低 ,燃气流量偏低或偏高时 ,涂层的磨损率 均有所增加 。其原因可能是燃气流量较低的条件下 , 火焰温度较低 ,粒子的熔化程度较差 ,碳化物颗粒较
图 5 氧气流量对涂层磨损率的影响 (燃气流量 37LΠmin ,喷涂距离 210mm) Fig. 5 Influence of oxygen flow on abrasive
表 2 磨粒磨损试验参数 Table 2 Abrasive wear testing conditions
类 别
参数值
载荷ΠN 橡胶轮转速Πr·min - 1 橡胶轮直径Πmm 磨料 (棕刚玉) 磨料硬度 HV011ΠN·mm - 2 砂流量Πg·min - 1 磨损时间Πmin
13 50 250 100 目 (多角形) 20000 100 15
wear rate of Cr3 C22NiCr coating (Propane flow :37LΠmin ,spray distance :210mm)
图 5 为 Type21 型粉末制备的涂层磨损率随氧气 流量的变化 。图中显示的规律表明 ,氧气流量对涂层 磨损率的影响与燃气流量有所不同 ,当氧气流量在 368LΠmin~447LΠmin 范围内增加时 ,涂层的磨损率变 化不显著 ,但当氧气流量增加到 526LΠmin 时 ,涂层的
喷涂设备为西安交通大学焊研究所自制的 CH2
© 1995-2004 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.
第4期
纪岗昌等 :超音速火焰喷涂 Cr3 C22NiCr 涂层磨粒磨损行为
35
2000 型超音速火焰喷涂系统 。该系统以丙烷为燃 气 、氧气为助燃气 、氮气为送粉气 。喷涂过程中 ,三种 气体 压 力 分 别 保 持 在 014MPa 、0. 55MPa 和 0135 ~ 0140MPa 。
结合涂层磨损表面形貌特征和磨损理论分析可 以认为 ,HVOF 喷涂 Cr3 C22NiCr 涂层的橡胶轮磨粒磨
© 1995-2004 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.
36
材 料 热 处 理 学 报
1 试验用材料及试验方法
原始粉末分别为四川自贡硬质合金厂生产的商 用 YFG220 、Sulzer2Metco 公 司 生 产 的 Amdry 5260 和 Metco 81VF2NS 三 种 Cr3 C2225 % NiCr 粉 末 , 分 别 用 Type21 、Type22 、Type23 代表 ,粒度分布范围与制造工 艺方法如表 1 所示 。基体材料为低碳钢 。试样尺寸 为 45mm ×22mm ×5mm ,经喷砂粗化后 ,在不同试验 条件下喷涂厚度约 200μm 的涂层 。
涂层磨损行为的研究是优化涂层结构和涂层制 备工艺的基础 ,本文对不同 HVOF 工艺条件下制备的 三种 Cr3 C2225 %NiCr 粉末涂层进行磨粒磨损实验 ,研 究了涂层磨粒磨损特性和粉末制备工艺 、喷涂工艺条 件对涂层磨粒磨损率的影响 ,并运用扫描电镜分析了 磨损表面的形貌特征 ,结合涂层结构和橡胶轮磨特 征 ,探讨了涂层的磨粒磨损失效行为 。
反映其磨损行为特征[10] ,因此可以推测 ,涂层磨损机 制可能为切削或剥落损耗引起的累积损耗过程 。 213 涂层磨粒磨损失效分析
图 3 为磨损表面不同区域的形貌 。可以看到 ,磨 损边缘表面 (图 3a) 存在大量犁沟 ,方向与橡胶轮线 速度方向一致 ,表明磨损过程中 ,磨粒大多以滑动的 形式掠过涂层表面 。从图 3b) 可清楚地看到 ,粘结相 表面存在着碎屑 ,且明显低于碳化物颗粒 ,碳化物颗 粒上也出现了较浅的犁沟 。同时 ,碳化物颗粒周围也 出现裂纹 ,表明磨损过程中碳化物颗粒有松动现象 。 从磨损区中心 (图 3c) 可以看到许多碳化物剥落后形 成凹坑 。由于磨粒的硬度 ( 约 21000NΠmm2 ) 远高于 NiCr 基体相的硬度[11] ( HV011 约 5500NΠmm2 ) ,略高于 碳化物的硬度[12] ,橡胶轮磨粒磨损符合等压强磨损 模型 ,磨粒与涂层中 NiCr 相和碳化物颗粒具有接触 状态相同 ,与各相的接触面积取决于它们在表面上所 占的面积分数 ,磨粒对较软的粘结相切削作用较强 , 所以磨损过程中优先发生 NiCr 相的切削磨损 。粘结 相的优先切削 ,使碳化物颗粒凸出于涂层表面而降低 了与 NiCr 相的结合强度 ,在随后磨粒的切削力作用 下 ,发生断裂或整体剥落 ,单一碳化物颗粒的剥落又 使得其相邻的碳化物颗粒处于不利的受力状态 ,在磨 粒的作用下更易脱落 ,形成较大的凹坑 。碳化物的剥 落降低了涂层抵抗磨粒切削的能力 ,导致 NiCr 相加 速磨损和新露出表面的碳化物剥落 。
进行了磨粒磨损实验 。发现该涂层的磨损失重量与磨程基本呈现线性关系 ,磨损率远低于低碳钢 。氧 气流量 、燃气流量适中的条件下制备的涂层磨损率较低 。用团聚致密化工艺制备的粉末沉积的涂层耐 磨粒磨损性能较好 。涂层的磨损机制主要为先期的粘结相优先切削和随后的碳化物剥落 ,其中碳化物 的剥落对磨损过程起制约作用 。 关键词 : 超音速火焰喷涂 ( HVOF) ; Cr3 C22NiCr 涂层 ; 磨粒磨损 ; 磨损速率 ; 磨损行为 中图分类号 : TG11515 文献标识码 : A 文章编号 : 100926264 (2002) 0420034205
第 23卷 第4期 2 0 0 2 年 1 2 月
材 料 热 处 理 学 报
TRANSACTIONS OF MATERIALS AND HEAT TREATMENT
Vol . 2 3 No . 4
J une
2002
超音速火焰喷涂 Cr3 C22NiCr 涂层磨粒磨损行为
纪岗昌1 ,2 , 李长久2 , 王豫跃2 , 圆田启嗣3
种类 Type21 Type22 Type23
表 1 试验用粉末类型及特征 Table 1 Powder types used for testing
商业名称 自贡 YFG220
粒度Πμm 10~45
制造工艺 烧结粉碎
Amdry 5260 Metco 81VF2NS