数控机床主轴驱动系统故障维修案例
常见故障的诊断与维修案例—数控车床
常见故障的诊断与维修案例—数控车床例1:【故障现象】CKA6150机床在使用中,出现转动中的整个刀架转动突然停止,并出现报警,再次开启转动刀位,刀架断路器跳闸。
【分析与诊断】从上述故障现象分析,应该属于刀架的电气故障。
而刀架电气故障一般发生在刀架的霍尔元件、电动机和相关的线路上。
经检测4个霍尔元件都正常,电动机转动也正常,判断故障可能在PLC到刀架的传输导线上。
检查发现电气柜到通往刀架的电缆线外皮磨破,电动机线与地短路,断路器跳闸的原因找到,故障点也找到。
【故障排除及维修】相应的电缆线接好,绝缘包好,刀架恢复正常。
例2:【故障现象】机床Z轴方向加工尺寸不稳定。
【分析与诊断】该机床使用了两年多,近几个月发现Z轴方向定位精度不好,尤其是停止后再开机,往往就出现误差。
这类故障大多与机床传动链有关,有可能伺服电机到丝杠的齿形带磨损,也有可能刀丝杠两端轴承磨损导致丝杠窜动,还有可能机床压板松动,或者架重复定位不好。
镜检查,这些原因都不成立,进一步分析,停机后重新启动,需要回零操作。
出现误差应该和回零开关有一定的关系,检查回零开关发现有个紧固螺钉松动。
【故障排除及维修】拧紧开关上的紧固螺钉,故障就排除了。
例3:【故障现象】机床出现414报警,整机不能动。
【分析与诊断】机床配置的系统是FAUNC O-TD 系统,α系列的伺服电机及电动机。
首先从查询414报警含义开始。
CNC机床开机会进行自检,哪个单元出现故障,就会出现对应的报警号,414报警的含义是X轴伺服驱动器有异常。
【故障排除及维修】根据这条信息,我们检查了驱动器伺服电机和与链接的电缆线。
先从连接开始,打开电缆与伺服电机插头,发现插座有烧焦的痕迹,说明是插座短路所致,立即更换此插座,所有线按原样接好试车,机床恢复正常了。
例4:【故障现象】机床切削半径为300mm的圆弧时,圆弧表面粗糙度很高,有明显的刀痕。
【分析与诊断】机床是CKA6150 FANUC CO-TD系统.伺服是α系列交流伺服电动机,加工半径为300mm,圆弧是一个大的圆弧,在圆弧插补时Z轴移动得快.而x轴移动得很慢,这就要求X轴对细微的指令也要有良好的连续变化,即有较高的灵敏度。
数控机床模块化维修之主轴组件及故障
4.3.3 主轴组件及故障主轴组件是影响加工精度的主要零部件,其回转精度影响工件的加工精度,功率与回转速度影响加工效率,自动变速、准停和换刀等辅助机构影响机床的自动化程度和利用率。
1 主轴常见机械故障及实例分析1.主轴不能正常工作和主轴精度超标的故障原因与排除方法实例分析:在第1章中介绍的SIMMONS480-2轴成型磨床进行RE2B型车轴轴颈、防尘板座及两根部的成型磨削中,车轴轴颈、防尘板座及两根部表面经常出现直波纹;其原因大致如图4-102所示。
2.主轴振动或噪声过大的故障原因与排除方法1)应当先判定振动或噪声发生在主轴的机械部分还是电气部分,检查方法如下:2)实例分析①故障现象:VX750M立式加工中心的镗孔精度下降、圆柱度超差,主轴发热、噪声大,用手拨动主轴转动时阻力较小。
2 液压驱动自定心卡盘及故障为减少工件装夹辅助时间、减轻劳动强度,适应自动化和半自动加工的需要,数控车床多采用动力夹盘装夹工件,目前使用较多的是液压驱动自定心卡盘、气动动力卡盘。
下面就液压驱动自定心卡盘(见图4-104)进行介绍。
数控车床使用液压驱动自定心卡盘时,由于油管泄露、电磁换向阀阻滞或油泵损坏等机械故障,常导致液压卡盘动作不正常、甚至不动作。
除此之外还得现场分析(在线跟踪)图4-106的PMC梯形图中有关卡盘动作的信号逻辑关系:卡盘夹紧/松开指令是否输入PMC内部继电器R、保持型继电器K是否接通定时器的接通条件是否满足电磁阀线圈是否得电液压管路是否通畅电磁阀或回转液压缸等不良(手动状态时还得考虑到位检测开关)最终以“AL1006 CHUCK NOT OK”等报警呈现在LCD屏幕上。
3 液压尾座及故障为装夹具有一定长度的轴类零件,保证工件的表面加工质量,卧式数控车床出厂时一般配置标准尾座(见图4-107)。
数控车床使用液压尾座时,由于油管泄露、电磁换向阀阻滞或油泵损坏等机械故障,常导致液压尾座动作不正常、甚至不动作。
数控机床主轴驱动系统维修实例

压降 ,实测 C0 两 端有 14 91 .V电压。将 V 0 1 10 的控 制 极断开 ,串人 电流表有 2 m 2 A电流,C0 上 的 14 91 .V电
压加到晶闸管 V 0 1的控制 极,触发 V 0 1 通 ,导 10 10 导
ห้องสมุดไป่ตู้
通后 的 V0 1 ±1.5 10 将 32 V电压短路 。 通过上述 分析 ,D O 生故 障是 由于元件 V 10 T产 D 81
二极管老化 ,性能发 生变化所致 。用一个 与 VD 8 1性 10
能相近的二极管代换后,故障彻底消除。
厂 厂 厂 _ _ ]~ ] ] U U L
图3 正常时启动脉冲波形
2 实例 2 .
德国 B K 10 1 F P 3/ 数控 镗铣 床采用 C C 0 —3 控 N 60 数 系统 ,主轴驱动系统为 D O T 装置 。 故障现象 : 主轴正向运转 、制动均正 常,反向运转 正常 , 但停止时没有制 动并 断电 ,C T显示 F0 错 误 R 02 代码 。 故障诊断与分析 :F0 表示主轴驱动系统 故障。检 02 此丽项 信 号说 明 反转制 动故 障 时加速 启动 脉 冲丢 失 ,检查有关 电路 A 10 ,本级放 大特性 正 常,故 运 E 03 算 放大器正 常,关键在限 幅,测量 A 10 放大级正/ E 03 反
图2 晶闸管保护电路原理图 V 10 导通 ,导通电流经 R10 在 C 0 上产 生一个电 T21 01 91
积分 回路。
( )检查积分器和积分调节器 回路,用示波器检查 6
加速启 动脉 冲 A 0/ E 146的波形 ,正 常 时如 图 3 所示 。 故障状态波形如 图 4 所示 。
状态
FANUC系列数字式交流主轴驱动系统的故障诊断与维修
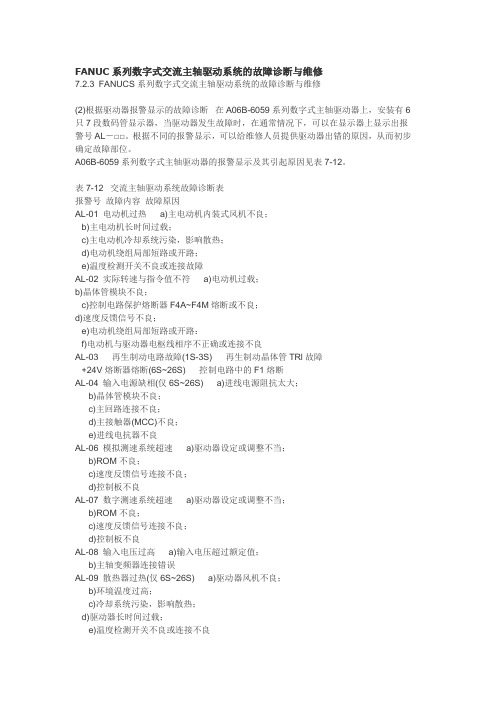
FANUC系列数字式交流主轴驱动系统的故障诊断与维修7.2.3 FANUCS系列数字式交流主轴驱动系统的故障诊断与维修(2)根据驱动器报警显示的故障诊断在A06B-6059系列数字式主轴驱动器上,安装有6只7段数码管显示器,当驱动器发生故障时,在通常情况下,可以在显示器上显示出报警号AL-□□。
根据不同的报警显示,可以给维修人员提供驱动器出错的原因,从而初步确定故障部位。
A06B-6059系列数字式主轴驱动器的报警显示及其引起原因见表7-12。
表7-12 交流主轴驱动系统故障诊断表报警号故障内容故障原因AL-01 电动机过热a)主电动机内装式风机不良;b)主电动机长时间过载;c)主电动机冷却系统污染,影响散热;d)电动机绕组局部短路或开路;e)温度检测开关不良或连接故障AL-02 实际转速与指令值不符a)电动机过载;b)晶体管模块不良;c)控制电路保护熔断器F4A~F4M熔断或不良;d)速度反馈信号不良;e)电动机绕组局部短路或开路:f)电动机与驱动器电枢线相序不正确或连接不良AL-03 再生制动电路故障(1S-3S) 再生制动晶体管TRl故障+24V熔断器熔断(6S~26S) 控制电路中的F1熔断AL-04 输入电源缺相(仅6S~26S) a)进线电源阻抗太大;b)晶体管模块不良;c)主回路连接不良;d)主接触器(MCC)不良;e)进线电抗器不良AL-06 模拟测速系统超速a)驱动器设定或调整不当;b)ROM不良;c)速度反馈信号连接不良;d)控制板不良AL-07 数字测速系统超速a)驱动器设定或调整不当;b)ROM不良;c)速度反馈信号连接不良;d)控制板不良AL-08 输入电压过高a)输入电压超过额定值;b)主轴变频器连接错误AL-09 散热器过热(仅6S~26S) a)驱动器风机不良;b)环境温度过高;c)冷却系统污染,影响散热;d)驱动器长时间过载;e)温度检测开关不良或连接不良AL-10 输入电压过低a)输入电压低于额定值的-15%:b)主轴变频器连接错误AL-11 直流母线过电压a)电源输入阻抗过高(见AL-04);b)驱动器控制板不良;c)再生制动晶体管模块不良;d)再生制动电阻不良AL-12 直流母线过电流a)逆变晶体管模块不良:b)电动机电枢线输出短路;c)电动机绕组局部短路或对地短路:d)驱动器控制板不良.AL—13 CPU报警(仅6S-26S) a)驱动器控制板不良;b)CPU内部数据出错AL-14 ROM故障(仅6S-26S) a)ROM安装故障:b)ROM不良:c)ROM版本、参数不匹配AL-15 附加电路板选件故障a)主轴切换电路/转速切换电路板不良:b)主轴切换电路/转速切换电路板连接不良AL-16-AL-23 主轴驱动器控制电路或接口电路故障a)驱动器控制板安装不良;b)驱动器控制板连接不良;c)驱动器接地连接不良;d)控制板不良无显示ROM故障a)ROM安装不良;b)ROM不良显示A 驱动器软件出错进行驱动器初始化测试注:驱动器的软件版本号可以从驱动器的控制板型号中查出,如控制板型号为A20B-10 03-0010/□□□,则其中的□□□即为软件版本号。
第7章数控机床故障分析维护与调试实例资料ppt课件
第7章 数控机床故障分析、维护与调试实例
• 7.1数控车床故障分析实例 • 7.2数控铣床故障分析实例 • 7.3加工中心故障分析实例
2024/3/14
8
经营者提 供商品 或者服 务有欺 诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
7.1.5 机械部件故障维修实例
• [例7-15]机械抖动故障维修 • 故障现象:CK6136车床在Z向移动时有明显的
2024/3/14
1
经营者提 供商品 或者服 务有欺 诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
引例
数控机床在使用过程中可能的故障有机械故障、电气故障、操作故障、 编程故障。故障的原因是多样的,有的可能是电气元件的质量问题,有 的是装配问题、有的是使用问题。对故障原因进行正确、准确的分析, 并确定合理的解决方案是数控机床的使用者、设计者共同关注的问题。
其余刀位可以正常转动。
2024/3/14
3
经营者提 供商品 或者服 务有欺 诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
7.1.2主轴系统故障维修实例
• [例7-3] 主轴高速飞车故障维修
• 故障现象:国产CK6140数控车床,采用FANUC 0T数控系统。机床主轴为V57直流调速装置, 当接通电源后,主轴就高速飞车。
FANUC数控系统故障现象分析与处理

FANUC数控系统故障现象分析及处理1.FS6系列,沈阳第一机床厂的CK6140数控车床(系统:system-3TD31-05。
CNC主板型号:A20B-0008-0200.211。
主轴伺服控制板型号:A350-0008-T372/04。
)例1 车床主轴无论正、反转,运转约5min后,按停止按钮,主轴旋转不能立即停止(无制动),若再启动机床主轴(不论方向如何)时,机床CRT无显示报警号,主轴驱动器控制板上的LED3灯亮,机床不能运行。
分析排除:该车床为直流主轴驱动,LED3灯亮的原因是直流电机输入电源相序不正确或缺相造成,由于机床已使用过,接线未动,不可能是相序不正确,应是缺相造成。
缺相原因可能是某个晶闸管损坏或驱动器未触发其晶闸管工作转换(逆变)。
因主轴开始能运行一段时间,只要不是热稳定性差应是未触发晶闸管工作转换(逆变)所致。
速度反馈回路、电流反馈回路及其控制电路是造成未触发晶闸管工作转换(逆变)的主要原因。
故①查主轴编码器及其传动,传动无松动,编码器工作正常,说明速度反馈回路正常。
②更换主轴伺服控制板备用板,故障现象未改变(该板在另一台车床上试用正常),说明控制回路正常。
③在电流反馈回路上,因未检测到零电流,系统撤消了触发脉冲,出现逆变颠覆导致缺相报警,更换电流互感器后故障消除。
例2 用换刀指令开始找不到刀位号,经修理刀架又不能锁紧,但在所指定的刀位处刀架有停顿现象,然后刀架继续旋转。
分析排除:刀架找不到刀位号一般是接近开关无DC24V或8个接近开关中有损坏的。
刀架不能锁紧一般是刀架电机反转延时参数不对,或刀架夹紧到位限位开关不起作用,或锁紧机构有故障。
经关机后用手盘刀架电机,刀架锁紧正常,说明锁紧机构正常,用万用表查限位开关,动作和线路正常,说明不是限位开关不起作用。
故①查接近开关无DC24V,系电源线端脱焊所致。
②焊好脱线后,刀架能在指定刀位有停顿现象,但刀架未锁紧,说明刀架PLC输入输出信号正常,进一步检查系夹紧延时参数不对所致,调整后故障排除。
主轴驱动系统故障诊断与维修

项目2 主轴驱动系统故障诊断与维修一、实训要求1.了解主轴驱动系统的工作原理。
2.掌握交流变频器的操作方法。
3.能对变频器进行参数设置及故障排除。
4.能分析和排除主轴常见故障。
二、实训设备4台FANUC 0i Mate-md数控维修铣床,2台GSK980TD数控维修车床,7台数控电气维修实验台。
三、实训必备知识1. 主轴驱动系统的工作原理及接线图2-1 GSK980TDA数控车主轴驱动变频器接线图图2-2 FANUC 0I MA TEMD数控铣主轴驱动变频器接线图 变频器的原理根据公式:n=60f/p 可知交流异步电机的转速与电源频率 f 成正比与电机的极对数成反比,因此,改变电机的频率可调节电机的转速。
通常我们为了保证在一定的调速范围内保持电动机的转矩不变,在调节电源频率 f 时,必须保持磁通Φ不变,由公式U≈E=4.44fWKΦ可知,Φ∝U/f 所以改变频率 f 时,同时改变电源电压U,可以保持磁通Φ不变。
目前大部分变频器都采用了上述原理。
用同时改变f和U 的方法来实现电机转速n的调速控制,并使得输出扭矩在一定范围内保持不变。
注:电机的极对数与转速V,U,W代表三相电机的每一相,电机内部共有3组线圈,每一组就是一相,出来两个线头,3相共出6个线头,分别按照一定的接法接到三相电源上。
一组线圈或一相包含多个线圈,但不会是单数的,因为它要组成南北两个极,而且在电机内部是对称的,例如图1,其中一相V,有两个线圈一个在上部一个在下部,两个线圈是串联的,通电时就产生两个磁极,图2的V相有4个线圈,也串联在一起,也是对称的,但它有4个极,这个图只是告诉大家线圈在电机内部的方位,和所谓的磁极对数。
第一个图每一相有南北两个极,就是一对磁极,磁极对数是1,通常叫它2极电机,转速最快。
极数越少,转速越快,对啊。
因为交流电的频率是50Hz,是指每一相1秒钟方向往返50次,三相不是同时往返,有一个次序的问题,但时间间隔是相同的,书本上说的是空间角度相差120度。
数控车床主轴驱动系统故障分析与维修

毕业论文(设计)数控车床主轴驱动系统故障分析与维修NC Lathe spindle driving system fault analysis and maintenance指导老师:_________________________班级:高专数控设备应用与维护08系(部):机电工程系_____________________专业:数控设备应用与维护________________答辩时间:________________________________数控车床主轴驱动系统故障分析与维修NC Lathe spindle driving system fault analysis and maintenance摘要数控机床是一种价格昂贵的精密设备,在日常工作出经常出现故障,这会影响我们加工出来的工件的精度和工件是否合格!所以,对于机床的诊断与维修是很重要的数控机床的主轴驱动系统也就是主传动系统,它的性能直接决定了加工工件的表面质量,因此,在数控机床的维修和维护中,主轴驱动系统显得很重要•关键词主轴驱动系统;故障;分析;维修SummaryCNCmachine tools is an expensive sophisticated equipment, often in their daily work out of trouble, which would affect our out of the workpiece machi ning accuracy and workpiece is qualified!Therefore, diag no sis and maintenance of the mach ine is veryimporta nt..CNC machine tool spindle drive system is the main drive system, its performanee directly determ ines the surface quality of workpiece, therefore, the maintenance of CNC machine tools and maintenance, the spindle drive system is very important.KeywordsSpi ndle drive system Failure An alysis Maintenance目录摘要 (II)关键词 (II)Summary (II)Keywords (II)绪论 (1)1. 数控机床主轴驱动系统组成及特点分类 (1)般过载1.1 数控机床对主轴驱动系统的要求 .................................................... 1 1.1.1调速范围宽并实现无极调速 ....................................................... 1 1.1.2 恒功率范围要宽 ................................................................ 1 1.1.3具有4象限驱动能力 ............................................................. 1 1.1.4 具有位置控制能力 .............................................................. 1 1.1.5具有较高的精度与刚度,传动平稳,噪音低 .. (1)1.2主轴系统分类及特点 (1)1.2.1普通笼型异步电动机配齿轮变速箱 ................................................. 1 1.2.2普通笼型异步电动机配简易型变频器 ............................................... 2 1.2.3通笼型异步电动机配通用变频器 ................................................... 2 1.2.4专用变频电动机配通用变频器 ..................................................... 2 1.2.5伺服主轴驱动系统 ............................................................... 2 1.2.6电主轴 . (2)2. 直流主轴驱动系统的故障与维修 (2)2.1直流主轴驱动系统的故障 ............................................................... 2 2.2直流主轴驱动系统系统的故障维修实例 ................................................... 4 2.3直流主轴驱动系统日常维护 ............................................................. 4 3. 交流伺服主轴驱动系统故障诊断与维修 .. (4)3.1交流伺服主轴驱动系统常见故障诊断与维修 ............................................... 4 3.2.交流伺服主轴驱动系统常见故障的维修案列 ............................................... 8 3.3交流伺服主轴驱动系统日常维护 .. (10)3.3.1日常检查 ...................................................................... 10 3.3.2定期检查 . (10)4. ................................................................................................................................................................. 主轴通用变频器常见故障与维修 (10)4.1变频器的介绍 ......................................................................... 10 4.2变频器的常见故障诊断与维修 .......................................................... 11 4.3变频器的常见故障的维修案例 .......................................................... 11 4.4变频器的日常维护 .................................................................... 12 总结 ........................................................................................ 12 致谢 ........................................................................................ 12 参考文献 (13)绪论数控机床主轴驱动系统是数控机床的大功率执行机构。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控机床主轴驱动系统故障维修50 例
第七章第四课主轴驱动系统故障维修50 例[1]
2009-05-1505:55
例301.机床剧烈抖动、驱动器显示AL-04报警
故障现象:一台配套FANUC6系统的立式加工中心, 在加工过程中,机床出现剧烈抖动、交流主轴驱动器显示AL-04报警。
分析与处理过程:FANUC交流主轴驱动系统AL-04报警的含义为“交流输入电路中的P1、F2、F3熔断器熔断”,故障可能的原因有:
1)交流电源输出阻抗过高。
2)逆变晶体管模块不良。
3)整流二极管(或晶闸管)模块不良。
4)浪涌吸收器或电容器不良。
针对上述故障原因,逐一进行检查。
检查交流输入电源,在交流主轴驱动器的输入电源,测得R、S相输入电压为220V,但T相的交流输入电压仅为120V,表明驱动器的三相输入电源存在问题。
进一步检查主轴变压器的三相输出,发现变压器输入、输出,机床电源输入均同样存在不平衡,从而说明故障原因不在机床本身。
检查车间开关柜上的三相熔断器,发现有一相阻抗为数百欧姆。
将其拆开检查,发现该熔断器接线螺钉松动,从而造成三相输入电源不平衡;重新连接后,机床恢复正常。
例302.驱动器出现报警“A”的故障维修
故障现象:一台配套FANUC 0T的数控车床,开机后,系统处在“急停”状态,显示“NOTREADY”,操作面板上的主轴报警指示灯亮。
分析与处理过程:根据故障现象,检查机床交流主轴驱动器,发现驱动器显示为“A”。
根据驱动器的报警显示,由本章前述可知,驱动器报警的含义是“驱动器软件出错”,这一报警在驱动器受到外部偶然干扰时较容易出现,解决的方法通常是对驱动器进行初始化处理。
在本机床按如下步骤进行了参数的初始化操作:
1)切断驱动器电源,将设定端S1置TEST。
2)接通驱动器电源。
3)同时按住MODE、UP、DOWN、DATASET4个键
4)当显示器由全暗变为“FFFFF”后,松开全部键, 并保持1s以上。
5)同时按住MODE、UP键,使参数显示FC-22。
6)按住DATASET键1s以上,显示器显示“GOOD”,标准参数写入完成。
7)切断驱动器电源,将S1(SH)重新置“DRIVE” 。
通过以上操作,驱动器恢复正常,报警消失,机床恢复正常工作。
例303.驱动器出现过电流报警的故障维修
故障现象:一台配套FANUC11M系统的卧式加工中心,在加工时主轴运行突然停止,驱动器显示过电流报警。
分析与处理过程:经查交流主轴驱动器主回路,发现再生制动回路、主回路的熔断器均熔断,经更换后机床恢复正常。
但机床正常运行数天后,再次出现同样故障。
由于故障重复出现,证明该机床主轴系统存在问题,根据报警现象,分析可能存在的主要原因有:
1)主轴驱动器控制板不良。
2)电动机连续过载。
3)电动机绕组存在局部短路。
在以上几点中,根据现场实际加工情况,电动机过载的原因可以排除。
考虑到换上元器件后,驱动器可以正常工作数天,故主轴驱动器控制板不良的可能性亦较小。
因此,故障原因可能性最大的是电动机绕组存在局部短路。